
Abstract
Uniform dispersion of unbundled carbon nanotubes (CNTs) was the bottleneck to convert their attractive properties to CNTs-reinforced composites. In this study, a solution ball milling (SBM) approach was developed to homogeneously disperse CNTs in Al matrix composites (AMCs). The process integrated strategies of solution coating, mechanical ball milling, and Al flake producing into a simple organic unity. The dispersion quality, crystal structure, and strengthening effect of CNTs in AMCs processed by SBM were investigated through scanning electron microscopy, transmission electron microscopy, Raman analysis, and tensile tests. Compared with previous methods, the SBM process was simple and effective to obtain a homogeneous CNT dispersion with a large aspect ratio and small CNT damages. The tensile strength of Al matrix was noticeably enhanced by CNT additions agreeing with the potential strengthening effect predicted by the load transfer mechanism. Shortened carbon nanotubes (CNT) were completely transformed to in situ Al4C3 nanorods by template reaction of CNT with Al matrix via powder metallurgy. Strong Al–Al4C3 interface, good distribution and complete single-crystal structure of Al4C3 nanorods, resulted in a remarkably improved strengthening effect in Al matrix composites. It concluded that in situ formed Al4C3 nanorod was a novel promising reinforcement for designing high-performance Al nanocomposites.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
A metal matrix composite (MMC) is one of the representative materials with high strength due to a dispersion strengthening effect [1, 2]. In the materials design of MMCs, the suitable selection of their reinforcements is significantly important to improve mechanical properties. The material’s performance of the composites strongly depends on both the reinforcement properties and interfacial coherence between the matrix and the second phase reinforcement. It is obviously known that the use of reinforcements with superior mechanical properties such as hardness, strength, and Young’s modulus causes the improvement of the mechanical performance of the composite itself [3,4,5]. However, the agglomerated reinforcements could be materials defects, and result in the decrease of its property [6]. Regarding the interfacial coherence, it is related to the load transfer between the matrix and second-phase reinforcements in tensile. Powder metallurgy (PM) process [7] is suitable for the preparation of the MMCs because the powder milling process is available to uniformly mix and disperse the reinforcing particles with metal powders even if there is a large difference in density between them. In addition, the agglomeration of nanoparticles caused by Van del Waals force [5] is successfully reduced by the ball milling process, and the individual particle uniformly dispersed with the metal matrix powders. On the other hand, the interfacial coherence depends on the wettability of the reinforcements to the matrix. In general, the conventional casting process is superior in the improvement of the wettability at the interface compared to PM process in solid-state because the molten metal matrix is much activated and has a high wettability [8]. However, the compounds formation via reaction of matrix powder and reinforcements at the interface during solid-state sintering is effective for a load transfer at the interface due to a metallurgically strong bonding of the compounds to both the matrix and the reinforcements of PM MMCs.
In this chapter, aluminum (Al) and multi-walled carbon nanotube (MWCNT) are selected as a matrix material and reinforcement of MMCs. This is because Al with a low density (~2.7 g/cc) is one of the environmentally benign materials [9], for example, weight reduction of the components by using light metals is effective both to improve a fuel efficiency for saving energy and to reduce CO2 gas emission in the transportation industries. On the other hand, MWCNTs [10] have excellent mechanical properties such as high Young’s modulus and high tensile strength, and good thermal and electrical conductivity [11] compared to the oxides, nitrides, and carbides used as reinforcements of the conventional MMCs. First of all, two types of uniform CNTs dispersion process to prepare CNTs/Al composite powders; wet process using zwitterionic surfactant solution [12] and dry process using high-energy milling [13], are introduced. After consolidation of these composite powders by solid-state sintering and hot extrusion, the microstructures and mechanical responses are evaluated in detail. In particular, from a load transfer efficiency point of view, the interfacial coherence between CNTs and Al matrix was investigated by SEM and TEM analysis. The fractured surface analysis on tensile test specimens was also carried out to understand the fracturing behavior of CNTs. Furthermore, to completely obstruct the peeling phenomenon of CNTs due to bridge graphene walls, in situ formation of aluminum carbide (Al4C3) nanorods and their uniform dispersion in the Al matrix were applied. According to the above results, the strengthening mechanism of CNTs reinforced Al composites was explained, and the remarkable improvement of mechanical properties of advanced Al nanocomposites by PM route was introduced in this chapter.
2 Advanced Mixing Process of Unbundled CNTs with Metal Powders
A homogeneous dispersion of unbundled CNTs is basically essential for achieving the full strengthening potential of CNTs, which were strongly required to carry high load transfer via a suitable CNT-Al contacting interface. Although many attempts [6,7,8,9,10] have been made to deal with CNT dispersion in composites, it is still a great challenge to uniformly disperse CNTs into AMCs with small structure damages. It is due to the multiple problems in CNT-Al system. First of all, there is a strong attractive force between CNTs due to a high van der Waals (vdW) attraction energy of tube–tube interaction. In the previous studies, the chemical methods, or solution-based surface modification of CNTs, were used to enhance their chemical compatibility to medium aqueous [14], organic solutions [15, 16], or polymers [16]. Homogeneously CNT-dispersed solution could be obtained without much difficulty. However, the following problem arises that dispersed CNTs in solution are difficult to be absorbed on Al powder surface due to the weak attractive force between CNTs and Al, resulted from their incompatibility of zeta potential [17]. Moreover, weak CNT–Al bonding might result in reaggregation of CNTs during dispersing, post drying or consolidating processes [18]. For example, the zwitterionic surfactant solution containing CNTs is prepared, and metal powders are dipped into this solution. Then, the metal powder surface is completely coated with individual unbundled CNTs after pulling up the powders from the solution as shown in Fig. 16.1.

SEM observation on Al powder surface coated with individual unbundled CNTs prepared by using zwitterionic surfactant solution I wet process
This problem was resolved in mechanical ball milling process by strongly attaching CNTs on Al powder under external mechanical force. However, severe CNT structure damages, such as CNT shortening and crystal structure change, seemed evitable at the sacrifice of good CNT dispersion [19]. The final problem is that the size of commonly used Al powder particles (1–200 μm) is about 3 magnitude larger than CNTs (2–100 nm), resulting in a small specific surface area for absorbing CNTs. Flaky Al particles with greatly improved surface areas have been reported in high-energy ball milling (HEBM) processes by preventing cold welding of Al powders [14, 20]. However, due to the ignorance of the strong attractive force between CNTs, HEBM process also confronted the severe CNT damages for dispersing CNTs [21]. Accordingly, homogeneous CNT dispersion with minor or small structure change in composites is difficult to obtain from the conventional methods based on a single-aspect strategy. From an integrative methodology point of view, a simple but effective solution ball milling (SBM) process integrating present strategies into an organic unity is put forward to simultaneously resolve the problems in CNT dispersion. In order to better understand the SBM process, the CNT dispersion quality was compared with those of the conventional approaches in CNT–Al composite system using the same starting materials and similar milling conditions. The characteristics of present CNT dispersion methods, including the conventional and some newly developed processes, were compared with the SBM process.
The detail example of CNTs/Al composite powder preparation is introduced by using a schematic (Fig. 16.2) of the SBM process developed in this study [22]. The process mainly includes two steps. First is to prepare CNT-dispersed solution. Various solutions [23] have been reported to effectively disperse CNTs. In this study, isopropyl alcohol (IPA) based solution with ~1 wt.% zwitterionic surfactants [12] was used to obtain 1 wt.% CNT solution. The surfactants had both hydrophobic and hydrophilic groups to disperse individual CNTs in the IPA based solution. Multi-walled CNT (Baytubes C150P, Bayer Material Science Co., Japan) was used in this study. The detailed description of the working mechanism of surfactants for CNT debinding could be found elsewhere [24]. In the second step, the slurry of 160 g prepared CNT solution and 160 g Al powders (Kojundo Chemical Laboratory Co., Japan) were mixed using a planetary ball milling machine. Al slurry containing 1 wt.% CNTs was sealed in a ZrO2 jar together with ZrO2 milling balls (640 g in diameter of 10 mm and 160 g in diameter of 5 mm). The revolution speed was 200 rpm. The ball milling time was 60 min with an interim period of 10 min for every 10 min in order to prevent the overheating behavior. During ball milling, flaky Al was gradually produced under the impact between the high-energy balls. Simultaneously, dispersed CNTs in the solution was impacted on the flaky powder surface, as shown in Fig. 16.2. Due to the mechanical impact, CNTs were strongly plastically attached on Al surface with a fully CNT–Al contact from the limited contact before impact. After milling, the slurry was transferred to a beaker and stand for ~15 min to settle CNT–Al powders down. The following procedure is to pour out the upper solution containing surfactants and free CNTs. Finally the powder was dried in an oven at 353 K for 30 min. Al slurries containing 0.5 wt.% CNTs and containing no CNT were also processed under the same SBM conditions. Alcohol (99.5% purity) was used to make up IPA to a same solution volume with 1 wt.% CNTs.

Schematic of solution ball milling (SBM) process for CNTs dispersion
For more understanding of the dispersion effect in SBM, conventional methods of HEBM, solution coating (SC) and solution coating on Al flakes (SCF) were also applied with 1 wt.% CNTs. During HEBM process, 2 wt.% stearic acid was added as the process control agent (PCA) to prevent the cold welding of Al particles. HEBM was manipulated for 60–720 min. Flaky Al powder was produced through HEBM of raw Al for 60 min and post heat treatment held at 723 K for 60 min under vacuum of ~100 Pa. SC and SCF process were done by bathing Al powders (raw Al and flaky Al respectively) in the CNT solution on a table rolling machine for 60 min. CNT powder, CNT solution, raw Al powder, and other HEBM conditions are kept the same with SBM process.
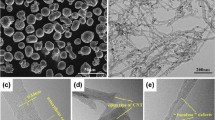
The morphologies of raw Al and CNT powders were shown in Fig. 16.3. Raw Al powder had a near-spherical shape with diameter of 5–50 μm (a). The raw CNTs were agglomerated into particles with diameter of ~500 μm under the strong vdW force (b). Large surface area, large aspect ratio (length to diameter ratio), combined with high flexibilities of CNTs, greatly increase the possibilities of nanotube entanglement and close packing (c). From the combination of SEM (c) and TEM observations (d), the average diameter and length of raw CNTs were measured as 12.4 nm and 722 nm from 50 CNTs, respectively. The values of diameter, length and aspect ratio (58) basically agreed with those reported in a previous study [25] using the same type CNT with an aspect ratio of 53. It is also clear to observe the CNT walls and the axial hollow channel under the high-resolution TEM image (inset of Fig. 16.3d).

Reprinted from Ref. [22]. Copyright 2015, with permission from Elsevier
Morphologies of raw materials: a Al powder observed by SEM, b, c agglomerated CNT powder by SEM, d CNTs by TEM. c is a local view in (b).
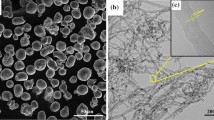
Figure 16.4 shows the CNT dispersion effect on Al powder surface through the conventional HEBM, SC and SCF processes. After HEBM for 60 min, Al powders changed to flaky morphology (a). CNT dispersion was greatly improved but CNTs still existed in flattened clusters under impact of milling balls (inset of Fig. 16.4a). After a long time milling (720 min), CNT clusters were completely broken up and individual CNTs distributed on the powder surface (b). However, it is clearly observed that CNTs became shortened fragments with an average length of ~100 nm. Figure 16.4c shows CNT clusters on the Al powder surface by the SC process. A few individual CNTs were occasionally observed. It suggested the ineffective absorbing of CNTs by raw Al powder through SC process. Figure 16.4d shows the CNT distribution on flaky Al surface by SCF process. Compared with the SC process, CNT dispersion quality was improved, as one thin CNT layer covered the Al surface. However, CNTs still overlapped and entangled together with the remained surfactant as shown in Fig. 16.4e. The EDS analysis (f) with a strong oxygen K peak provided evidence of the remained surfactant. Figure 16.5 shows the morphology of Al-CNT powder mixture dispersed by SBM process as starting CNT content is 0.51 wt.%. Similar to HEBM, SBM process also produced flaky Al (a and b), because the solution acted as the PCA to prevent cold welding of Al powders. From the local views, it is observed that CNTs are homogeneously dispersed on all flaky Al surfaces, including the surfaces of small flakes (c) and large flakes (d). It can be seen that CNTs were strongly attached to the Al surface or underlying CNTs under the mechanical force of milling balls, as schematically suggested in Fig. 16.2. Moreover, little surfactant was observed on the Al surface due to the observed weak O K peak in the EDS analysis (inset of Fig. 16.5c). Therefore, the absorbed CNT weight content (ωCNT) could be regarded equal to the measured carbon element concentration of 0.39 wt.%. The volume content of CNTs (VCNT) could then be estimated as 0.51 vol.% based on the rule of mixture (VCNT = ~1.3ωCNT) [4] using CNT density of 2.0 g cm−3 and Al of 2.7 g cm−3.

Reprinted from Ref. [22] Copyright 2015, with permission from Elsevier
Morphologies of CNT existing on Al powder surface after high-energy ball milling (HEBM) for 1 h (a), HEBM for 12 h (b), solution coating (SC) (c), and solution coating on Al flakes (SCF) (d, e). e is a local view in (d), and f shows EDS analysis of area in (e).

Reprinted from Ref. [22] Copyright 2015, with permission from Elsevier
CNT distribution on Al powder surface by solution ball milling (SBM) with 0.5 wt.% starting CNT solution. a Low-magnification view shows Al flakes. b Local view of a typical Al flake. c, d High-magnification views in (b). Note that CNT surface is completely attached to Al surface, and little surfactant was remained on surface.
3 Consolidation of CNTs/Al Composite Powder and Mechanical Properties of Nanocomposite
CNTs-reinforced Al composites were fabricated by consolidating the above powder mixture to investigate the strengthening effect of dispersed CNTs. The role of CNTs addition in the strengthening of the nanocomposites was examined and discussed based on tensile properties. The detail conditions in powder mixture consolidation are as follows; the CNT-Al powder mixture from SBM process was consolidated by sparking plasma sintering (SPS) and following hot extrusion. SPS is conducted on a SPS system (SPS-1030S, SPS Syntex) at sintering temperature of 823 K with a heating rate of 20 K/min, and held at 873 K for 30 min by applying a pressure of 30 MPa under vacuum of 5 Pa. Before hot extrusion, CNTs/Al-sintered billet was preheated to 773 K and kept for 180 s under an argon gas atmosphere. And then, it was immediately extruded using a 2000 kN hydraulic press machine. The extrusion ratio and the ram speed were 37:1 and 3 mm/s, respectively. A pure Al powder was also processed under the same RBM, SPS, and hot extrusion process as a reference material.
Mechanical properties of composites were greatly dependent on CNT dispersion. Therefore, the strengthening effect of CNT addition in AMCs was also investigated, as shown in Fig. 16.6. It was observed that a little increase of tensile strength (UTS) of Al happened from 149 MPa of pure Al to 157 MPa of SBM-Al, because of the work hardening of Al in SBM process. Compared with the reference SBM-Al, the composites consolidated from 0.51CNT and 0.88CNT powders were noticeably increased (a) to 180 MPa and 192 MPa, respectively. Moreover, the CNT/Al composites still had a good plasticity with elongation of ~20%. The matrix could be strengthened by CNTs in possible mechanisms of grain refining and load transfer strengthening [26]. The average grain size of SBM-Al, 0.51CNT/Al and 0.88CNT/Al materials were measured as similar values of 2.26 μm, 2.19 μm, and 2.03 μm, respectively. It suggested that the grain refining contributed little (~1 MPa) to the strength improvement in AMCs according to Hall–Petch formula [27]. Considering the load transfer strengthening of CNTs, the composite strength (σc) can be obtained from the generalized shear-lag model [28] and expressed as

Reprinted from Ref. [22] Copyright 2015, with permission from Elsevier
Tensile properties of CNT/Al composites by SBM. a True tensile stress–strain curves of CNT/Al composites by SBM, as well as reference Al materials. b Strength increment of CNT/Al composites as a function of CNT volume content.
where σm was the matrix strength, and VCNT and S are the volume fraction and aspect ratio of CNTs, respectively. The reinforcing effect (r) of CNTs, or the relative strength improvement of CNT/Al composites, can be expressed as
By introducing Eqs. (16.1)–(16.2), r can be expressed as
Since S was estimated as 53 for CNTs in SBM process from Fig. 16.5, the relation between predicted r from Eq. (16.3) and the CNT volume of predicted values and from Eq. (16.3) are shown in Fig. 16.6b. The strengthening efficiency (R), or the slope of r-VCNT line, was half of S of CNTs, which was 26.5 for SBM composites. It can be seen that both yield strength (0.2%YS) and UTS of CNT/Al composites agreed well with the predictions (Fig. 16.6b). It suggested that the high strengthening potential of CNTs has been almost achieved through the load transfer mechanism by SBM process. R of CNT/Al composites processed by SBM showed the similar value of Flake PM, and it was far larger than R of 7.5 by HEBM, which was reasonably due to the small S of CNT fragments in HEBM [29]. However, UTS of the present 0.88CNT/Al composite (192 MPa) was still low compared with the CNT/Al composites processed by HEBM (345–366 MPa) [17]. It was because σc was proportional to σm (Eq. 16.1), and σm of CNT/Al composites by SBM (157 MPa) was far lower than that by HEBM (284–377 MPa) [17]. CNT/Al composites with excellent mechanical properties could be expected by applying strong Al matrix with ultra-fined grains or alloy strengthening elements in the present SBM process. High load transfer during tensile processes in CNT/Al composites were resulted from a strong interfacial strength between CNTs and Al matrix [30]. The breaking and pulling out of CNTs observed on fracture surface shown in Fig. 16.7a confirmed the strong interface in CNT/Al composites. It resulted from the effective physical contact between CNTs and Al matrix. From the TEM observation results (b), dispersed CNTs were effectively incorporated into Al matrix through a clean interface.

Morphology of fracture surface after tensile test (a) and TEM observation (b) of Al composite reinforced with 0.88% CNT
Moreover, it is interesting to detect some monocrystal rod-like Al4C3 as confirmed by the SAD pattern (inset of Fig. 16.7b). The fully physical contact between dispersed CNTs and Al in SBM process (Fig. 16.4) might be helpful to achieve an ideal reactive interface combined with SPS and hot extrusion. Therefore, the chemical reaction between Al matrix and CNTs, especially damaged CNTs [31], was then greatly promoted, and resulted in the formation of Al4C3 nanorods. The in situ Al4C3 nanorods were reported helpful to increase the strength of CNT/Al composites [29], probably due to the load transfer enhancement from damaged CNTs to the monocrystal nanorods.
TEM observation results of the in situ Al4C3/Al composite are shown in Fig. 16.8. From the low-magnification image (a), many rod-like materials were dispersed in the Al matrix, as black arrow indicated. These structures shared a similar shape with CNT segments (Fig. 16.3c) and generally aligned along the extrusion direction (Fig. 16.8a). From the bright field TEM images and corresponding selected area diffraction (SAD) patterns in Fig. 16.8b and c, these nanorods were identified as single-crystal Al4C3. Interestingly, the in situ formed Al4C3 nanorods had basal planes (001) of the hexagonal crystal paralleled to the axis direction (b–d). This observation is well coincident with that of the gallium nitride nanorods synthesized using CNT as a template [19]. Since CNT has the same crystal characteristic, it suggested that Al4C3 was in situ formed by the template reaction of CNT. Moreover, the hollow structure of CNT transformed to complete and solid Al4C3 structure (Fig. 16.8b–d). A clean chemical interface was formed between in situ Al4C3 nanorods and Al matrix (d). Due to the good dispersion, strong interfacial bonding and complete single-crystal structure, in situ Al4C3 naonorods could be expected to perform an excellent strengthening effect during the mechanical response of the composite.

TEM observation on in situ Al4C3 nanorods/Al composites. a Low-magnification image shows well dispersed and aligned Al4C3 nanorods as black arrows indicated. b, c Local images of two typical Al4C3 nanorods. d High-resolution TEM image shows atoms in the Al4C3 nanorod and Al-Al4C3 interface in (c). Insets of (b) and (c) show corresponding SAD patterns
4 Conclusions
An advanced powder mixing technique by SBM process was developed to fabricate Al matrix nanocomposites reinforced by homogeneously dispersed CNTs with a large aspect ratio and small damages. The combining use of the solution coating and HEBM in the SBM process provided a simple and effective approach to obtain unbundled CNTs on the Al powders. The experimental strengthening effect of dispersed CNTs agreed with the strengthening potential predicted by the load transfer mechanism. The present results suggested that the SBM process was promising for producing high-performance metal matrix nanocomposites reinforced with CNTs.
References
W.D. Callister Jr, Materials Science and Engineering, An Introduction. 7th edn. (Wiley and sons publishing Inc, New Jersey, 2007)
J.W. Kaczmar, K. Pietrzak, W. Włosiński, J. Mater. Proc. Tech. 106, 58 (2007)
M. Gupta, M.O. Lai, D. Saravanaranganathan, J. Mater. Sci. 35, 2155 (2000)
Z. Zhang, D.L. Chen, Scr. Mater. 54, 1321 (2006)
F. Shehata, A. Fathy, M. Abdelhameed, S.F. Mustafa, Mater. Des. 30, 2756 (2009)
I. Montealegre Melendez, E. Neubauer, P. Angerer, H. Danninger, J.M. Torralba, Comp. Sci. Tech. 71, 1154 (2011)
M. Randall, German, Powder Metallurgy Science (Metal Powder Industries Federation, New Jersey, 1994)
P.A. Hartley, G.D. Parfitt, L.B. Pollack, Powder Tech. 42, 35 (1985)
I.J. Polmear, Light Alloys: Metallurgy of the Light Metals (Metallurgy & Materials Science), 3rd edn. (Wiley, New Jersey, 1995)
S. Iijima, Nature 354, 56 (1991)
A. Moisala, Q. Li, I.A. Kinloch, A.H. Windle, Comp. Sci. Tech. 66, 1285 (2006)
K. Kondoh, T. Threrujirapapong, H. Imai, J. Umeda, B. Fugetsu, Comp. Sci. Tech. 69, 1077 (2009)
Z.Y. Liu, S.J. Xu, B.L. Xiao, P. Xue, W.G. Wang, Z.Y. Ma, Comp. A. 43, 2161 (2012)
M.F. Islam, E. Rojas, D.M. Bergey, A.T. Johnson, A.G. Yodh, Nano Lett. 3, 269 (2000)
N.C. Jonathan, Adv. Func. Mater. 19, 3680 (2009)
S.W. Kim, T. Kim, Y.S. Kim, H.S. Choi, H.J. Lim, S.J. Yang, Carbon 50, 3 (2012)
Z. Sun, V. Nicolosi, D. Rickard, S.D. Bergin, D. Aherne, J.N. Coleman, J. Phys. Chem. 112, 10692 (2008)
K. Kondoh, H. Fukuda, J. Umeda, H. Imai, B. Fugetsu, Carbon 72, 15 (2014)
D. Poirier, R. Gauvin, R.A.L. Drew, Comp. A. 40, 1482 (2009)
K. Morsi, A. Esawi, J. Mater. Sci. 42, 4954 (2007)
H.J. Choi, J.H. Shin, D.H. Bae, J. Mater. Res. 24, 2610 (2009)
B. Chen, S. Li, H. Imai, L. Jia, J. Umeda, M. Takahashi, K. Kondoh, Mater. Des. 72, 1 (2015)
C. He, N. Zhao, C. Shi, X. Du, J. Li, H. Li, Adv. Mater. 19, 1128 (2007)
B. Fugetsu, W. Han, N. Endo, Y. Kamiya, T. Okuhara, Chem. Lett. 34, 1218 (2005)
L. Jiang, Z. Li, G. Fan, L. Cao, D. Zhang, Carbon 50, 1993 (2012)
D.H. Nam, S.I. Cha, B.K. Lim, H.M. Park, D.S. Han, S.H. Hong, Carbon 50, 2417 (2012)
A.S. Khana, B. Farrokh, L. Takacs, Mater. Sci. Eng. A. 489, 77 (2008)
H.J. Ryu, J. Mater. Res. 18, 2851 (2003)
B. Chen, L. Jia, S. Li, H. Imai, M. Takahashi, K. Kondoh, Adv. Eng. Mater. 16, 972 (2014)
A. Kelly, W.R. Tyson, J. Mech. Phy. Sol. 13, 329 (1965)
L. Ci, Z. Ryu, J. Phillipp, M. Rühle, Acta Mater. 54, 5367 (2006)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Kondoh, K., Biao, C., Umeda, J. (2019). Powder Metallurgy Processes for Composite–Materials Integration. In: Setsuhara, Y., Kamiya, T., Yamaura, Si. (eds) Novel Structured Metallic and Inorganic Materials. Springer, Singapore. https://doi.org/10.1007/978-981-13-7611-5_16
Download citation
DOI: https://doi.org/10.1007/978-981-13-7611-5_16
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-7610-8
Online ISBN: 978-981-13-7611-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)