
Abstract
Quality and productivity are two essential facets developed in present competitive global market. In the present study, wire EDM process of AISI P20 tool steel optimized the quality as well as productivity simultaneously. MRR in the terms of productivity, this can be maximized and overcut in terms of quality that can be minimized. This study highlights AISI P20 tool steel of best combination of machining parameter setting with Taguchi design of experimental technique, of WIRE EDM. The selected input parameters are pulse-on time (Ton), wire feed (f) and pulse-off time (Toff). The objective of this paper is to achieve the maximum MRR and the minimum overcut. They used copper wire of 0.25 mm diameter as a tool, and dielectric fluid was used in distilled water,; L9 orthogonal array based on Taguchi design has been used. These two responses (MRR and overcut) have been converted into signal quality characteristics for optimal process environment (optimum input parameters setting). Principal component analysis (PCA) combined with grey relational analysis (GRA) with Taguchi design of experiment techniques has been used to solve the problem.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In today’s fastest development of machine-driven industry, the demands for alloy materials and other type of steel material they have good hardness and impact resistance are increasing. Nevertheless, some materials are challenging to be machined by conventional methods. Hence, non-conventional machining methods including ECM, electrical discharging machine and abrasive jet machining are applied to machine such as difficult-to-machine tools and materials. Moreover, it has been used in wide applications such as railways, bridges and suspension system [1,2,3,4].
However, wire EDM is a continuous process in which electrode they can be made of thin brass or tungsten and copper with diameter 0.05–0.35 mm, which is capable of machining for very small corner radii [2]. The wire undergoes tension using a device so reducing the trend of producing inaccurate parts. During the process of wire EDM, the material is eroded from wire zone, and there is no contact between the tool (wire) and workpiece; it can be controlled by servo controller eliminating the mechanical stresses during machining.
Durairaj et al. [3] have described the multi-optimization techniques by grey relational analysis and optimized the machining parameters in wire EDM for SS304 material. The main objective is to optimize the kerf width and the best surface quality. Sreenivasa et al. [4] established the influence of various process parameters of wire EDM such as pulse-on time, pulse-off time, peak voltage, pulse current, wire speed and wire tension on the responses are material removal rate (MRR), surface roughness (Ra), width of cut, wire wear ratio and surface integrity factors. Saravanan et al. [5] used Titanium Grade 2 alloy for machining of wire EDM and also optimized the machining parameters with the help of Taguchi strategy. Ishfaq et al. [6] used stainless-clad steel for machining of wire EDM and also optimized machining parameters setting. Other researchers did wire EDM and EDM process for optimization of different machining parameters [7, 8].
In the available literature, a number of gaps have been perceived in machining of wire EDM. Most of the scholars have investigated influence of process parameters on the different response measures of wire EDM. Literature review exposes that the researchers have carried out most of the work on wire EDM developments, observing and controlling but partial work has been reported on optimization of process variables with multi-objective optimization. The effect of machining parameters on AISI P20 tool steel has not been fully explored using wire EDM with copper wire as electrode.
2 Experimentation
The present work conducted an Electronica MAXICUT 734 Wire Electric Discharge Machine, with the workpiece dimension of 10 mm × 1 mm square block, and copper wire tool material individual was used having 0.25 mm diameter. Distilled water is used as dielectric fluid to accomplish the experiment. Side flushing system is used for the sparking zone.
The total three machining parameters are selected as variables, and other factors are kept constant (such as dielectric fluid pressure, cutting speed, servo voltage, servo feed, wire speed, wire tension and cutting length). The factors have three levels along L9 orthogonal array have been selected with Taguchi design that are presented in Table 1.
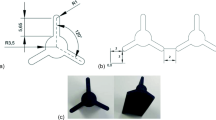
The calculation of material removal rate has been done by weight loss method with the help of electronic balance weight machine. This electronic balance weight machine has maximum capacity of 300 g, and accurateness is 0.1 mg. Overcut was measured by using Toolmaker microscope. The design of experiment with observed MRR and overcut value is shown in Table 2 (Fig. 1).

Wire electric discharge machining with tool and workpiece
3 Results and Discussion
In this section, the impact of process parameters on the responses like material removal rate and overcut of AISI P20 tool steel was described. And also discussed which parameters are most influencing factors for increasing the quality and productivity in the form of overcut and material removal rate.
3.1 Impact of Process Parameters of MRR and Overcut
The histogram plot for MRR versus input factors such as pulse-on time, wire feed and pulse-off time is shown in Fig. 2. According to this graph, pulse-on time has better impact on MRR as compared to pulse-off time and wire feed, in which MRR increases with increases on Ton. MRR representing the Ton is the most significant factor during machining of AISI P20 tool steel.

Impact of process parameter versus MRR
Figure 3 indicates the overcut (OC) against pulse-on time, wire feed and pulse-off time, respectively. When the Toff increases OC when Ton increases OC decreases, when F increases OC has slightly increases similarly, when Toff increases, OC increasing. This analysis clearly indicates that the factors Toff are directly proportional to OC and the value of Ton is maximum influencing of OC, and also wire feed of copper wire tool is significant effect.

Impact of process parameters versus OC
3.2 Multi-objective Optimization Using PCA-Based GRA Analysis
All the experimental values (Table 2) have been converted to the optimal quality performance index (OQPI). The OQPI value is obtained using hybrid multi objective optimization techniques that is PCA based grey relation analysis. Calculation of PCA-based GRA analysis the following stages is given below.
-
Converting the MRR and OC to S/N ratio.
-
Converted SN ratio of MRR and OC is to find principal component scores (PCS).
-
Normalized principal component scores.
-
After normalized data finding GRC using principal component score.
-
Calculating optimal quality performance index (OQPI).
All experimental run to finding MRR and Overcut is higher-the-better and lower-the-better conditions has been chosen. The maximum value of MRR is 8.8865 mm3/min, and minimum value of overcut is 0.030 mm. In order to avoid complexity, in computing S/N ratio. The S/N ratio for MRR and OC is represented in Eqs. (1) and (2) correspondingly.
whereas \(\eta_{ij}\) represents the S/N ratios \(i\)th experiment and \(j\)th result (MRR and OC), and yi is observe resulted value of MRR and OC. In this calculation for all nine experiments, n is kept as one because there is no repeated number of experiments. After calculating the S/N ratio, the second step is computing principal component score by using Eq. (3).
whereas \(a^{2}_{l1} + a^{2}_{l2} + \cdots + a^{2}_{lj} = 1.\) The \(a_{l1} ,a_{l2} \ldots a_{lj}\) are the elements of eigenvector. The calculated eigenvalue with respective eigenvector is represented in Table 3. Then the next step to normalizing all PCS data in this equation:
whereas \(X_{il}\) is the normalized data with \(i\)th experiment expending \(l\)th principal component score. And \({\text{PCS}}_{il}\) are normalized data. Eigenvalue and their correspondence matrix are given in Table 3.
After normalizing, then calculate the grey relational coefficient of normalized PCS data with the help of Eq. (5).
whereas \(\Delta_{ij} = \left| {1 - X_{il} } \right|\); in this equation GRCij of \(i\)th experiment using \(j\)th result (MRR and OC), ∆max and ∆min are the global maximum and global minimum values for corresponding values, correspondingly. The distinguishing coefficient (ζ) range is 0–1; this is clearly designated by Dewangan and Biswas [9]. In computing grey relation coefficient value for both response, then finding the optimal quality performance index by using Eq. (6).
whereas wl is the proportion of variance that is associated with Table 3. The magnitude of OQPI replicates that optimal quality performance index value. That value is higher-the-better quality characteristics. In all the nine experimental runs the OQPI was calculated and is presented in Table 4.
4 Exploration of OQPI
Optimal quality performance index value is higher-the-better quality characteristics means high value of OQPI (run no 7, value 0.9006) which represent better quality and productivity for this machining parameters setting. According to the graph (Fig. 4) of influence plot for OQPI to knowing the optimal setting of machining parameters that is Ton is 124 µs, F is 6 mm/min and Toff is 20 µs. which would simultaneously ensure better quality in terms of minimum value of overcut and better productivity in terms of maximum value for MRR.

Influence plots for OQPI
5 Conclusions
Based on the above experimental examination, MRR representing the Ton is the essential factor during machining of AISI P20 tool steel, whereas the factor Toff is directly proportional to OC and the value of Ton is maximum influencing of OC.
The modern research work develops hybrid multi-response optimization technique using PCA-based grey relational analysis for simultaneously optimizing the MRR and OC in wire EDM. The optimal wire EDM parameter setting was found to be as follows: Ton is 124 µs, F is 6 mm/min, and Toff is 20 µs, which would simultaneously ensure better quality in terms of minimum value of overcut and better productivity in terms of maximum value for MRR.
References
Sharma SK, Kumar A (2018) Ride comfort of a higher speed rail vehicle using a magnetorheological suspension system. Proc Inst Mech Eng Part K J Multi-body Dyn 232(1):32–48
Sharma SK, Kumar A (2018) Disturbance rejection and force-tracking controller of nonlinear lateral vibrations in passenger rail vehicle using magnetorheological fluid damper. J Intell Mater Syst Struct 29(2):279–297
Durairaja M, Sudharsunb D, Swamynathanb N (2013) Analysis of process parameters in wire EDM with stainless steel using single objective Taguchi method and multi objective grey relational grade. Int Conf Des Manuf 64:868–877
Sreenivasa R, Venkaiah S (2013) Review on wire-cut EDM process. Int J Adv Trends Comput Sci Eng 2(6):12–17
Saravanana M, Vinoth Kumar AM, Kannan VN, Thangaiah SS (2017) Optimization of process parameters during wire electrical discharge machining of Ti Gr 2 for improving corner accuracy. Mater Today Proc 4(2A):2105–2113
Ishfaq K, Mufti NA, Mughal MP, Saleem MQ, Ahmed N (2018) Investigation of wire electric discharge machining of stainless-clad steel for optimization of cutting speed. Int J Adv Manuf Technol 96(1–4):1429–1443
Dewangan S, Gangopadhyay S, Biswas CK (2015) Study of surface integrity and dimensional accuracy in EDM using Fuzzy TOPSIS and sensitivity analysis. J Int Meas Confed 63:364–376
Hewidy MS, El-Taweel TA, El MF (2005) Safty: modelling the machining parameters of wire electrical discharge machining of Inconel 601 using RSM. J Mater Process Technol 169:328–336
Dewangan S, Biswas CK (2013) Optimisation of machining parameters using grey relation analysis for EDM with impulse flushing. Int J Mechatron Manuf Syst 6(2):144–158
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Dewangan, S.K., Kumar, P., Jha, S.K. (2019). Optimization of Quality and Productivity of Wire EDM by Using L9 Orthogonal Array. In: Shanker, K., Shankar, R., Sindhwani, R. (eds) Advances in Industrial and Production Engineering . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-6412-9_9
Download citation
DOI: https://doi.org/10.1007/978-981-13-6412-9_9
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-6411-2
Online ISBN: 978-981-13-6412-9
eBook Packages: EngineeringEngineering (R0)