
Abstract
Austenitic stainless steel (ASS) plays an important role in fabrication and manufacturing of products due to its good mechanical properties and easy weldability mostly for all types of welding. In fabrication, there are numerous welding techniques available for ASS such as gas metal arc welding, tungsten inert gas (TIG) welding, electroslag welding, submerge arc welding, electron beam, thermite welding. TIG welding is the most common operation use for joining of two similar or dissimilar metals with heating or applying the pressure by using the filler material. TIG welding technique is used in several industries like automobile, aerospace, marine, etc. due to its quick and precise process. This paper systematically reviewed the TIG and A-TIG welding processes of ASS which included several recent experimental activities. In TIG welding, the inputs such as voltage, current, filler materials and shielding gasses, the type of flux and passes ultimately affect its output weld quality. In addition, a comparison has been provided for parameters of TIG and A-TIG welding process and their weld outcomes such as microstructure, mechanical, penetration depth, and weld bead quality. A-TIG has better hardness and mechanical properties than TIG welding.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In TIG welding process, inconsumable tungsten electrode is used to produce weld joint. The electrode and weld region is shielded by an inert gas. In this process, an electric arc is produced between a tungsten electrode and the base metal. The arc region is protected by an inert gas or a mixture of gases (Fig. 1). Shielding gas plays a very much significance role in TIG welding process. Shielding gas is selected on the basis of chemical–metallurgical process between the weld region and the gas that is used in TIG welding process [1]. Stainless steel (SS), aluminum, magnesium, copper, and many other nonferrous metals, which are difficult to weld, are welded using this process. Efficiency of electric arc and weld region is greatly affected by the density of the shielding gas. Gases like CO2 and argon (Ar) are having highest density and therefore they are most effective in TIG welding process as a shielding gas [2]. Welding process also has a great impact on microstructure, mechanical properties, and corrosion behavior of welded specimen. In fusion welding processes, there is a great challenge of metallurgical problems like precipitation of phases of weld metal, problem of hot cracking, and loss of metal due to vaporization and they are very common. TIG welding is the most suitable welding method for welding of SS due to its various advantages like ability to weld complex geometries with varying dimension, cleanliness relative to other welding process, and also it is an economical process for joining of two metals due to low setup cost [3]. In TIG welding process, the most important technique is the use of activating flux. In the 1960s, Paton Electric Welding Institute introduced the concept of A-TIG. The depth of penetration increases with A-TIG welding process. Mixture of inorganic material in a volatile medium forms activating flux [4]. Kuo et al. reported that the joints were clean and smooth without flux compared to those joints which are prepared by using flux in TIG welding. Kuo et al. reported that TIG welding joint formed without the use of flux are clean and smooth as compared to the welding joint formed with flux. Formation of slag is less in SiO2 as compared to the slag produced by the fluxes CaO, Fe2O3, and Cr2O3. TIG welds without flux shows a wide and shallow structure as compared with fluxes such as Fe2O3, Cr2O3, and SiO2 which gives a narrow and deep structure [5]. Without flux wide and shallowness observed due to less deposition and penetration rate ultimately, it gives the low productivity [6]. The flux powder has different compositions which are very important in increasing the depth of penetration in A-TIG welding process [6].

Schematic diagram of TIG welding
2 Literature Review
Kurt and Samur [1] investigated the microstructure evaluation and mechanical properties of 304 SS welded by TIG welding process by using 308 SS rod as filler metal. It was found that ultimate tensile strength 1800 MPa, yield strength 75 MPa, breaking strength 150 MPa, and percentage elongation were 25% of welded joints. Also it was found that hardness of weld metal, base metal, and heat-affected zone (HAZ) was 233, 321, and 201 HV, respectively. HAZ has low hardness due to coarser grain size in comparison with weld metal. They use optical microscopy (OM) and stereo microscopy (SM) techniques for studying the microstructure of base metal, HAZ, and weld metal. Chromium carbide precipitation and dendrite structure were found in weld metal. Austenite, lathy, and skeletal delta ferrite is observed.
Durgutlu [2] presented a paper in which they studied the effect of H2 in Ar as shielding gas for TIG welding of 316L SS. In this experiment, pure Ar, 1.5% H2–Ar, and 5% H2–Ar are the input parameters and they found that the highest tensile strength was obtained for weld under the shielding gas 1.5% H2–Ar combination. When H2 content is increased, the mean grain size in weld metal increased. Also, its width and weld penetration depth got increased. The grain characteristics are found to be more effective in a mixture of 5% H2–Ar. The hardness of weld metal was lower than HAZ and base metal for all shielding gasses combinations.
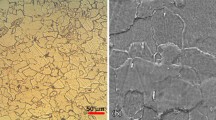
Mirshekari et al. [3] has studied the effect on microstructure and hardness of single, multipass gas tungsten arc welding of 304L SS. They identify the presence of austenite and δ ferrite phase. At some point of the solidification process, primary δ ferrite solidifies within the fusion area, transformation of δ to gamma takes place, and complete phase transformation does not occur due to very fast cooling rate. In the weld zone, this results in the occurrence of primary δ ferrite, as it is beneficiary for the problem of hot cracking. It is observed that the δ ferrite are lathy and skeletal were formed in the austenite matrix. Different types of ferrite transformation occur due to different cooling rates in multipass welding. The value of hardness increases as the number of passes in the weld joint increases. Figure 2 shows the two specimens: (a) single pass and (b) multipass. Maximum value of hardness and HAZ was observed in multipass due to the high δ ferrite content and finer grain size in the HAZ by increasing the number of passes.

Optical micrograph of weld region for: a single pass; b multipass of specimen [3]
Nayee and Badheka [4] investigated the effect of activating flux on mechanical and metallurgical properties of dissimilar activated flux Tungsten inert gas welds: predicted the effect of current, welding speed, joint gap and electrode diameter on weld dimension of 6 mm between the carbon steel (CS) and SS. The activated TIG welding process is performed by using three different types of oxide fluxes TiO2, ZnO and MnO2. It was found out in activating flux that TiO2 and ZnO are effective for activated flux TIG welding between CS and SS. Higher depth width ratio was achieved under the use of TiO2 and ZnO flux as compared to normal TIG welding. Lower angular distortion was found under TiO2 flux as compared to normal TIG welding. Activated TIG welded joint has better mechanical properties and joint elongation than normal TIG welded joints.
Kuo et al. [5] observed the angular distortion, weld morphology, appearance of the surface of different metals like mild steel and 316 SS with and without the use of activated flux. The density of the flux powder which got coated found to be 5–6 mg/cm2. It is observed that without using the flux the surface was smooth and clean but with the use of flux like Fe2O3, Cr2O3, and CaO caused huge amount of slag on the surface; but by using SiO2, the formation of slag was very less. The angular distortion of TIG welding without flux is very high but still less than the plate thickness but with the use of SiO2 flux the angular distortion decreases. TIG welding without using flux creates void in metal G3131 mild steel and by using flux like Fe2O3, Cr2O3, and CaO creates cracks in weld bead of 316 SS, but by the use of SiO2 flux there is no void or cracks in any of the metal.
Tseng and Hsu [6] investigated the effect of new activating flux on A-TIG welding and investigated the influence of oxide-based activating flux and carrier solvent composite on welding angular distortion, surface appearance, ferrite content, and geometric shape of 316L SS. The flux powder containing sulfide, fluoride, oxide mixed with ethanol and methanol achieved good spread ability. The current range for investigation is taken and the maximum penetration of SS was obtained for activating flux. It was found that the arc pressure increases with an increase in current and in result TIG welding conjunction increases. High arc current increases the penetration capability of welding arc and ferrite content in 316L SS. Higher heat input results in slower cooling rate and that promotes δ ferrite phase transformation into austenite phase SS.
Kumar and Shahi [7] investigated the effect of heat input on microstructure and mechanical properties of TIG welding on 304 SS weld joints. They investigated the heat effect process by taking three heat input levels: low heat (2.563 kJ/mm), medium heat (2.784 kJ/mm), and high heat (3.017 kJ/mm) in TIG. It was found that the ultimate tensile strength at low-heat input was higher than medium- and high-heat inputs. The dendrite size in the fusion zone is smaller in low-heat input joints. With increase in heat input, the HAZ and fusion zone and coarsening of grain increases with an increase in heat input.
Vasantharaja et al. [8] investigated the effect of welding process on microstructure, distortion, and residual stresses in 316 LN SS which is joined by TIG welding and activated TIG welding. It was found that the activated TIG welding process showed lowest peak tensile residual stress, minimum distortion in geometry, and also lower ferrite content. Activated TIG and normal TIG weld joints show lower angular distortion values, while Y grooved joint shows maximum angular distortion values due to non-uniform distribution of residual stresses in top and bottom sides. Y grooved joint exhibited lower peak tensile residual stress on the A-TIG side and higher peak tensile residual stress on the TIG side.
Liu et al. [9] has studied the TIG and A-TIG welding processes on 304 SS. A-TIG welding increases the depth penetration up to 200–300% in one pass with better mechanical properties and refined microstructure. In A-TIG, the acetone is used on the surface of the material to remove the contamination and flux is blend with acetone in a proper amount to make it a thick liquid and applied on metal’s surface. It was found that weld penetration in A-TIG welding turns to be 8 mm in comparison with TIG welding which was limited to only 3 mm, and this is due to flux molecule which gets dissociated by the heat generated from the arc and enough capable of collecting the electrons in peripheral region that moves forward to the constricting effect which induced and increased the temperature and pressure to get the deep weld penetration but it was also observed that active elements on the surface like O2 and sulfur change the direction of fluid flow because the weld pool surface contains the surface tension gradients. The microstructure of A-TIG welding is having higher delta ferrite content in comparison with conventional TIG welding because of higher heat generated in A-TIG welding and also due to the rapid solidification causing meta-stable phase. A-TIG welding has a higher heat input and rapid cooling rate so the delta ferrite content is higher that ensures higher mechanical strength. The flux does not penetrate the weld metal and does not bring any considerable change in the weld metal composition chemically. Microhardness of A-TIG is higher in comparison with conventional TIG welding. The elongation and the tensile strength of A-TIG welding is much higher in comparison with conventional TIG welding due to higher delta ferrite content and also because of absence of inclusion. The bending test concluded that there was no crack or defect with single length more than 3 mm on the welded joint surface.
Choudhary and Duhan [10] observed that the use of different activated fluxes on SS 304 will have different effects on TIG welding. By using A-TIG, the number of passes got reduced without flux. If Ar is used with fluxes like CaCl2, PbCl2, and LiCl, then it can give depth penetration up to 100% and with MnO2 it gives 80%. They observed that using SiCO2 flux will have depth penetration up to 86%. If SiO2 mixes with TiO2 in 80 and 20% ratio, then the depth penetration increases around 400%. SiO2 increases the depth penetration and also weld depth-to-width ratio. The MnO2 gave the depth penetration up to 4.2 mm and width up to 2.8 mm, but Fe2O3 increased the depth penetration 1.2–3.8 mm and width decreased which is about 5.2–3 mm. The value of D/W is maximum in MnO2 which is 1.50, and it is maximum in comparison with other fluxes. The MnO2 gives the highest tensile strength of 640.32 MPa and ductility of 39.20 from convectional TIG of strength 605.32 MPa and ductility of 37.90. While using Fe2O3, the tensile strength was observed to be of 632.7 and ductility of 38.92. The ultimate tensile of ZnO and MgCl2 were observed to be 628.15 and 618.5 MPa and elongation were 38.18 and 37.98%, respectively. TIG welding with activated flux ensures with narrow and deep morphology but without activated it have wide and shallow morphology.
Tseng and Hsien [11] observed that there are a large number of effects of mixing of N2 with Ar during the welding of 316L SS in the morphology and microstructure of the weld. N2 was added because it acted as an austenite stabilizer instead of nickel. Tungsten alloy electrode passes the heat from weld current to arc very easily because tungsten electrode has a very temperature resistance property and the choosing of this can improve the arc stability and weld quality. It was found that mixing of nitrogen up to excess amount lead to electrode deterioration that causes the arc instability during welding process with electrode of 2.4 mm. To obtain the stable arc, the electrode must be of 3.2 mm with the mixture of N2 and Ar2 to sustain the proper amount of arc heat. It was concluded that by increasing the amount of nitrogen in Ar would increase the arc voltage. The reason behind this is high thermal conductivity in nitrogen in comparison with Ar which further increases the power generated in arc and weld current. It was observed that using excess amount of nitrogen more than 10% in Ar increases the porosity because nitrogen content reaches the solubility limit in SS weld metal. It was observed that there was rapidly reduction in ferrite content of SS weld metal because of nitrogen get dissolved in austenite and is a strong austenite stabilizer. Hardness of 316L SS increases by increasing the amount of nitrogen in argon as shielding gas. Moslemi et al. [12] observed that MMA welding with gas is higher in productivity and quality of weld bead. They have used the TIG welding in which non-consumable electrode is used for the joining of thin material in manufacturing industries. Some processes like precipitation and solidification can cause changes in microstructure. Some other changes such as current can also cause change in mechanical properties. They concluded that if the value of the current increases, then the depth and width of weld pool also get increases. Some factors which get increased are peak temperature, heating rate, and cooling rate, and due to that there is a decrease in temperature gradient which causes an increase in crystallization to form a free dendrite crystal. The fine shape and size of the grains is because of unfinished recrystallization and rapid cooling rate as well as over heating degree of metal with constant speed leads to decrease in temperature gradient. It was observed that there is some sigma phase, carbide phase, and hot cracking on the diffusion welding joint. The sigma phase increased by increasing the arc current but the carbide phase and hot cracking get decreased. The sigma phase is occurred at 600–900 °C. It was found that at 100 A of value of current the value of tensile strength is high. Because of certain defects like hot cracking porosity and shrinkage that cause the fracture on the surface of the metal affects the tensile strength of the metallic samples. It was also observed that at 100 A the highest hardness value could be found. It was declared that as the value of diameter of indention increases the hardness decreases correspondingly.
Das Neves et al. [13] observed that sintered SS products are used for filtration in the petrochemical as well as food-processing industries. Powder form of SS is used for making sintered. It was observed that heat transfer changes by changing the thermal conductivity and the thermal expansion coefficient causing dimensional changes. In their experiment, sintered plates and pipes were brought out for welding with and without weld metal. So they observed that using weld metal with sintered SS, the weld was totally filled and bead joint was uniformly leveled between the base metal surface and the weld. Weld penetration was totally through the plate with very less stress concentration. Weld penetration was high with high current value and slow welding speed which ultimately resulted in extreme HAZ which lowered the corrosion resistance. The resistance to rupture of welded joint is higher in welded joint with weld metal than without weld metal because of absence of discontinue in welded joint. Higher welding current leads to deep penetration and more weld width, but an increase in welding speed decreases the penetration and width. Longer arc increases the weld width and decreases the penetration. The occurrence of pores in weld width leads to reduction in mechanical properties which happens without weld metal. Weld metal addition will lead to reduction in corrosive properties. The weld zone with weld metal had higher cooling rate than without weld metal.
Tathgir et al. [14] observed the use of TiO2 as flux in different graded materials like AISI 1020, 304, 316, Duplex 2205 steels. They observed that by using TiO2 as flux, there was complete depth penetration of the plate but with the use of Ar and 5% of H2 as shielding gas. This similar effect was found to be in AISI 316 steel also. The maximum depth penetration was observed to be in AISI 304. At 140 A current, the depth penetration in duplex SS is more than 100%. The H2 gas which is added in shielding gas increases the welding speed and heat during welding. Microhardness was found to be more in AISI 304 and AISI 316 when there is no flux applied on the steels. The toughness gets increases in all the materials because of broken ferrite contents in smaller units (Table 1).
3 Conclusion
Considering the wide range of welding applications, TIG and A-TIG weld behavior of base and filler of various SS is extensively studied. In the present review, weld characteristics of SS in TIG and A-TIG with various parameters, their microstructure, mechanical properties, and comparison between both weld processes are comprehensively discussed. It was found that weld penetration in A-TIG welding is higher in comparison with conventional TIG welding which will vary the properties of welding. It was found that use of different fluxes changes the results of depth penetration and depth-to-width ratio. Weld penetration increases with an increase in the arc current, SiO2 or TiO2 as a flux, H2 in Ar as a shielding gas. The higher hardness values of weldment are reported when Ar is employed with H2 or N2 as a shielding gas. The optimized values of tensile strength were obtained in A-TIG when the welding was carried out in multipass mode, MnO2 used as a flux, Ar and H2 as a shielding gas, heat input was low, and arc current was around 100 Amp. Dendrite structure was found in TIG welding of SS in which dendrite size increases as heat input, peak temperature, and cooling rate increases. δ ferrite was found in weld zone as welding is done in multipass mode and the content of δ ferrite increases when welded joint is produced in the absence of flux. During solidification, complete transformation of δ ferrite into gamma and austenitic phases is not completed due to faster cooling rate. δ ferrite content is increased as heat input increases in A-TIG. Grain size increases as the content of H2, heat input, and cooling rate increases. The surface finish is more in A-TIG as compared to conventional TIG welding process.
References
Kurt Hİ, Samur R (2013) Study on microstructure, tensile test and hardness 304 stainless steel jointed by TIG welding. Int J Sci Technol 2:163–168
Durgutlu A (2004) Experimental investigation of the effect of hydrogen in argon as a shielding gas on TIG welding of austenitic stainless steel. Mater Des 25:19–23
Mirshekari GR, Tavakoli E, Atapour M, Sadeghian B (2014) Microstructure and corrosion behavior of multipass gas tungsten arc welded 304L stainless steel. Mater Des 55:905–911
Nayee SG, Badheka VJ (2014) Effect of oxide-based fluxes on mechanical and metallurgical properties of dissimilar activating flux assisted-tungsten inert gas welds. J Manuf Process 16:137–143
Kuo CH, Tseng KH, Chou CP (2011) Effect of activated TIG flux on performance of dissimilar welds between mild steel and stainless steel. Key Eng Mater 479:74–80
Tseng K, Hsu C (2011) Performance of activated TIG process in austenitic stainless steel welds. J Mater Process Technol 211:503–512
Kumar S, Shahi AS (2011) Effect of heat input on the microstructure and mechanical properties of gas tungsten arc welded AISI 304 stainless steel joints. Mater Des 32:3617–3623
Vasantharaja P, Vasudevan M, Palanichamy P (2015) Effect of welding processes on the residual stress and distortion in type 316LN stainless steel weld joints. J Manuf Process 19:187–193
Liu G-H, Liu M-H, Yi Y-Y et al (2015) Activated flux tungsten inert gas welding of 8 mm-thick AISI 304 austenitic stainless steel. J Cent South Univ 22:800–805
Choudhary S, Duhan R (2015) Effect of activated flux on properties of SS 304 using TIG welding. Int J Eng 28:290–295
Tseng KH, Hsien KC (2011) Effect of Ar-N2 mixed gas on morphology and microstructure of type 316L stainless steel TIG weld metal. Adv Mater Res 295–297:1919–1924
Moslemi N, Redzuan N, Ahmad N, Hor TN (2015) Effect of current on characteristic for 316 stainless steel welded joint including microstructure and mechanical properties. Procedia CIRP 26:560–564
Das Neves MDM, Barbosa LP, Da Silva LCE, Correa OV, Costa I (2010) TIG welding of sintered AISI 316 L stainless steel. Mater Sci Forum 660–661:454–459
Tathgir S, Bhattacharya A, Bera TK (2015) Influence of current and shielding gas in TiO2 flux activated tig welding on different graded steels. Mater Manuf Process 30:1115–1123
Acknowledgements
Authors would like to express our sincere gratitude to Dr. Ashish Selokar, Accendere KMS-CL Educate Ltd., New Delhi, India, for their valuable comments that led to substantial improvements on an earlier version of this manuscript.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Garg, H., Sehgal, K., Lamba, R., Kajal, G. (2019). A Systematic Review: Effect of TIG and A-TIG Welding on Austenitic Stainless Steel. In: Shanker, K., Shankar, R., Sindhwani, R. (eds) Advances in Industrial and Production Engineering . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-6412-9_36
Download citation
DOI: https://doi.org/10.1007/978-981-13-6412-9_36
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-6411-2
Online ISBN: 978-981-13-6412-9
eBook Packages: EngineeringEngineering (R0)