
Abstract
EN353 is a low-carbon alloy steel, predominantly used for manufacturing heavy-duty gears, shaft and pinions, especially crown wheel and pinion. It is usually carburized, hardened and tempered to produce a hard ware-resistant case. Heat-treated EN353 steel exhibits enhancement in ductility, toughness, strength and hardness; internal stresses are relieved in the material. Grain sizes of the steel were found to be ranging from ASTM number 5 to ASTM number 8, i.e. average grain diameter of 0.022 to 0.062 mm. Spheroidizing of low-carbon steel is a method of prolonged heating at a temperature below the eutectoid temperature. By heating at this temperature, pearlite, which is the lowest energy arrangement of steel, gets converted to ferrite and cementite. The graphite content of steel assumes a spheroidal shape; and after prolonged heating, the pearlite layers are broken down and spherical lumps of cementite or spheroidite are found. The structures in spheroidite are 1000 times larger than those of pearlite and are spaced further apart. This means the spheroidite steel is extremely ductile. In this work, EN 353 billets are heat-treated to achieve spheroidization and the mechanical properties of the material were studied. After spheroidizing annealing, the hot-rolled EN353 low-carbon alloy steel became softer with an increase in ductility and toughness but at the expense of its yield and tensile strengths.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
EN353 is a low-carbon alloy steel, predominantly used for manufacturing heavy-duty gears, shaft and pinions, especially crown wheel and pinion. It is usually carburized, hardened and tempered to produce a hard ware-resistant case. Heat-treated EN353 steel exhibits enhancement in ductility, toughness, strength and hardness; internal stresses are relieved in the material. Spheroidizing of low-carbon steel is a method of prolonged heating at a temperature below the eutectoid temperature. By heating at this temperature, pearlite, which is the lowest energy arrangement of steel, gets converted to ferrite and cementite. The graphite content of steel assumes a spheroidal shape; and after prolonged heating, the pearlite layers are broken down and spherical lumps of cementite or spheroidite are found. The structures in spheroidite are 1000 times larger than those of pearlite and are spaced further apart. Several attempts have been made to achieve spheroidization annealing as the spheroidized steel is extremely ductile [1]. Ochi et al. [2] have studied the mechanism for spherodizing medium carbon steel through annealing process. Dongsheng Qian et al. [3] investigated the effects of warm ring rolling for 52,100 bearing steel instead of the conventional cold rolling process with a view of reducing the high energy consumption due to long processing period required. G. Jha et al. [4] attempted spheroidized annealing for card clothing wire as the duplex ferrite and pearlitic structure of hypoeutectoid cold-drawn wires give high tensile strength and make them unsuitable for cold forming process. Y. G. Ko et al. [5] investigated the spheroidization behaviour of 10 wt% carbon steel and discussed the mechanism related to cementite dissolution. K. Z. Shepelyakovskii et al. [6] used induction heating method to achieve rapid spheroidizing annealing for roller bearings. K. Cvetkovski et al. [7] analysed the effect of thermal softening of fine pearlitic steel on its fatigue behaviour. Though the effect of softening caused by spheroidized annealing is universally known, the challenge is in achieving complete spheroidization. In this work, an attempt has been made to spheroidize EN 353, a low-carbon steel in two heat treatment cycles. The heat-treated specimens were subjected to mechanical testing and the properties were compared with hot-rolled specimens without heat treatment.
2 Experimental Work
Cylindrical specimens of 15 mm diameter and 300 mm length were cut from the hot-rolled EN 353 steel bars. The initial microstructure was obtained before the specimens were subjected to heat treatment. The composition of EN 353 material is given in Table 1.
2.1 Heat Treatment Procedure
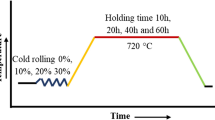
To commence the heat treatment operation, the furnace was initially calibrated to determine the furnace operating temperature based on the pre-set furnace temperature. The specimen is heated to a temperature 850 °C and it is held at the temperature for a period of three hours. Then, it is cooled to a temperature of 680 °C and it is held for 4 h. Further, it is allowed to drop to room temperature slowly inside the furnace.
Cycle time-I | Cycle time-II |
|---|---|
Rising time: 5 h (to 850 °C) | Rising time: 6 h (to 850 °C) |
Holding time: 3 h (at 850 °C) | Holding time: 6 h (at 850 °C) |
Cooling time: 3 h (to 680 °C) | Cooling time: 4 h (to 680 °C) |
Holding time: 4 h (at 680 °C) | Holding time: 6 h (at 680 °C) |
Total cycle time: 15 h | Total cycle time: 22 h |
|---|---|
Heating rate: 150 °C per hour (max) | 150 °C per hour (max) |
Cooling rate: 100 °C per hour (max) | 100 °C per hour (max) |
Microstructure Validation
Microstructure evolution of the treated and untreated samples was carried out. Each sample was carefully grounded progressively on emery paper in decreasing coarseness, and were polished using Al203 carried on a microcloth. The crystalline structure of the specimens was made visible by etching using solution containing 5% HNO3 and 95% Ethanol (5% NITAL) on the polished surfaces.
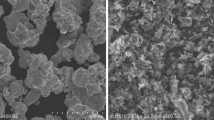
Microscopic examination of the etched surface of various specimens was undertaken using a metallurgical microscope with an in-built camera through which the resulting microstructure of the samples was all photographically recorded with magnification of 500X (Figs. 1 and 2).

a Before heat treatment. b After heat treatment

a Before heat treatment. b After heat treatment
-
Before heat treatment
-
Widmanstatten pattern (needle-like structures) in a matrix of ferrite and pearlite.
-
After heat treatment
-
Laminar pearlite and spheroidized cementite in a matrix of ferrite.
From the two heat treatment cycles, it is observed that the concentration of spheroidized cementite is more (80%) in the specimen, annealed in cycle II.
2.2 Mechanical Testing
The hardness values of both heat-treated and hot-rolled specimens were measured using Vickers hardness tester and the values were given in Table 2.
Uniaxial tensile test was performed on both hot-rolled and heat-treated specimens prepared as per ASTM standards and stress–strain curves as well as load–displacement curves were obtained for both specimens. Using these curves as reference, the mechanical properties of the initial hot-rolled and heat-treated materials are evaluated (Fig. 3).

ASTM standard for tensile test specimen preparation
2.3 Mechanical Properties Evaluation
From the stress–strain and load–displacement curves of both the initial hot-rolled and heat-treated materials, the following mechanical properties are evaluated (Table 3).
2.4 Toughness Evaluation Using MATLAB
Using MATLAB, the stress–strain curves for both the specimens made from initial hot-rolled and heat-treated materials are plotted. Toughness values are found out by calculating the area under the respective stress–strain curves (Fig. 4).

Plots of stress—strain curves using MATLAB
3 Results and Discussion
The results obtained from the mechanical testing of both hot-rolled and spheroidized specimens were compared and shown in figure. From the figures shown below, spheroidized steel has reduced hardness and greater % elongation due to the improved ductility. The toughness value is increased significantly, but the material loses its strength. The extent of spheroidization has direct influence on the mechanical properties of the heat-treated specimen (Fig. 5).

Mechanical properties comparison for hot-rolled and spheroidized specimens
4 Inferences and Conclusion
Because of the spheroidizing annealing heat treatment performed on the hot-rolled EN353 low-carbon alloy steel, its hardness decreases, i.e. the material became softer with an increase in its ductility and toughness, but at the expense of its yield and tensile strengths. Spheroidize annealing is successful for steels with more than 0.8% carbon. Upon complete spheroidization, cementite changes from a lamella formation to an alpha ferrite matrix with particles of spheroidal cementite (Fe3C). In steel manufacturing, spherodize annealing is preferred on components which have been strain hardened to facilitate further working. Thus, the resulting product has improved ductility and toughness with reduced hardness and strength. Since, there is an increase in its ductility and toughness, the material’s ability to undergo plastic deformation is enhanced and its applicability in applications requiring high toughness is increased.
References
Robbins JL, Shepard OC, Sherby OD (1964) Accelerated spheroidization of eutectoid steels by concurrent deformation. J Iron Steel Inst 202:804–807
Ochi T, Koyasu Y (1992) A study of spheroidizing mechanism of cementite in annealing of medium carbon steel. ISS Mechanical Working Steel Processing Conference Proceedings, vol 29, pp 303–309
Qian D, Yang J, Mao H, Hua L (2017) Experiment Study on warm ring rolling of 52000 bearing steel coupling microstructure spheroidization. Procedia Eng 207:1224–1229
Jha G, Kumar K, Kundu S Haldar A (2011) Institute of Materials, Minerals and Mining
Ko YG, Lee BW, Lee JS, Choi DY, Shin DH (2012) Institute of Materials, Minerals and Mining
Shepelyakovskii KZ, Spektor AG, Kuznetsov AN, Gubenko VT, Zdanovskii VS (1976) Rapid spheroidizing annealing of roller bearings with induction heating. Met Sci Heat Treat 18:78–80
Cvetkovski K, Ahlström J Karlsson B (2010) Thermal softening of fine pearlitic steel and its effect on the fatigue behavior. Procedia Eng 2(2010):541–545
Acknowledgements
The authors are grateful to Prof. R. Sethuraman, Vice Chancellor, SASTRA Deemed to be University for providing this opportunity to publish this work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Venkatesan, D., Chandramouli, R. (2019). Enhancement of Mechanical Properties Through Spheroidization Annealing for Low-Carbon Steel. In: Hiremath, S., Shanmugam, N., Bapu, B. (eds) Advances in Manufacturing Technology. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-6374-0_19
Download citation
DOI: https://doi.org/10.1007/978-981-13-6374-0_19
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-6373-3
Online ISBN: 978-981-13-6374-0
eBook Packages: EngineeringEngineering (R0)