
Abstract
The use of lignocellulosic fibers such as pineapple, banana, jute, and sisal as a reinforcement for developing the biocomposites is an emerging area of research in the field of polymer-based composites. Biocomposites have replaced the traditional fiber-reinforced polymer composites in various non-structural applications. The number of processes has been developed and commercialized for near-net-shape manufacturing of biocomposite components. However, complex composite products necessitate the secondary operations such as hole-making as an essential step for ascertaining the assembly operations. The hole-making operations lead to the damage in the biocomposite components in the form of delamination and fiber pullout. The researchers and engineers worldwide have tried to investigate the various issues, challenges, and opportunities in the primary and secondary processing of biocomposites. The current chapter highlights the fundamental issues, the challenges, and the existing opportunities which can help in formulating a road map for research and development in the field of primary and secondary processing of biocomposites.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Composite materials have been developed in response to the need for man-made materials for various applications. These have proved to be an effective tailor-made material for the present-day industry, due to their unique combination of properties, which are not available in traditional materials. The salient advantages (such as lightweight, high strength-to-weight ratio, chemical resistance, and design flexibility) of composite material have led them to replace the conventional materials in many engineering applications. Synthetic fiber-reinforced polymer matrix composites (PMCs) are the most common and widely used composite materials. PMCs offer several advantages over conventional materials such as high strength-to-weight ratio, corrosion resistance, lower maintenance costs, ease of processing, and the ability to produce near-net-shape products. Currently, synthetic fibers (glass, aramid, and carbon) are extensively being used as reinforcement in the thermoset- and thermoplastic-based composites in structural and non-structural applications. These composites have shown the durability in all types of interior and exterior applications [1]. Although these composites possess excellent mechanical properties, their major drawbacks are their non-renewable, non-biodegradable, and non-recyclable nature, which is a major threat to the ecological system. The requirement of lighter products and strict environmental policies and rules in many engineering applications has led to the development of natural fiber-reinforced polymer composites.
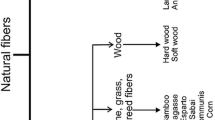
In the last decade, the feasibility of using natural fibers as reinforcement for the polymer composites has been extensively explored. The biocomposites have been identified as a potential substitute to the synthetic fiber-reinforced polymer composites in many engineering applications due to their exceptional properties (Table 1) such as low density, high modulus, non-abrasive nature, ease of fiber surface modification, abundant availability, and most importantly, environment friendliness. The broad classification of natural fibers is shown in Fig. 1

Classification of natural fibers
Natural fiber-reinforced polymer composites (NFRPCs) sometimes also called as biocomposites or lignocellulosic polymer composites have shown comparative or even better characteristics than synthetic fiber-reinforced polymer composites, like synthetic fiber-reinforced polymer composites; biocomposites can also be engineered easily to meet the specific requirements of products for different applications [3] (Table 2).
These have encouraged the various industries to use natural fibers as an alternative reinforcement material in the polymer-based products. The natural fiber-reinforced polymer composites can be classified based on their constituents. Figure 2 depicts the classification of natural fiber-reinforced polymer composite based on their composition.

Composition of natural fiber-reinforced polymer composites
Natural fiber-based polymer composites are either partially or fully biodegradable, depending upon their constituents. When natural fibers are used as reinforcement for the non-biodegradable petroleum-based polymeric matrices, then these can be termed as partially biodegradable composites. When the natural fibers are used to reinforce the biodegradable polymeric matrices, these are called as fully biodegradable composites. Figure 3 depicts the classification of polymer composites based on their disposal characteristics.

Classification of polymer composites
The properties and performance of biocomposites depend on the various aspects such as the properties of their constituents, processing methods, processing parameters, the orientation of fibers, and the interfacial properties between the fibers and matrix [6,7,8]. The processing of polymer composites can be divided into two stages, primary and secondary processing.
Primary processing deals with providing the initial or structural shape to the composite materials. In the case of polymer matrix composites, generally, thermoplastics are available in granular and thermosets in liquid forms. Various techniques are used to convert the matrix into the final product. The primary processing techniques used for the manufacturing of biocomposite parts are hand layup, extrusion–injection molding, compression molding, and resin transfer molding. Each process has its own advantages and limitations based on the materials, accuracy, precision, tolerance, wastage, and cost.
Secondary processing is the essential and the second step to fabricate the final composite products. It deals with the machining, drilling, and joining of the composite products fabricated by primary processing. The secondary manufacturing processes include drilling, edge trimming, contouring, adhesive joining, and mechanical fastening. In order to fabricate high-performance composite products, it becomes necessary to focus on various aspects of the primary and secondary processing techniques. This chapter provides a brief discussion on various techniques, issues, challenges, and opportunities in the primary and secondary processing of lignocellulosic polymer composites.
2 Primary Processing of Lignocellulosic Polymer Composites: Issues and Challenges
Primary processing is the crucial and the first step to fabricate the biocomposite parts. The performance of the developed composite parts mainly depends on the processing techniques. Although biocomposites possess required properties such as lightweight, high strength-to-weight ratio, corrosion resistance, and biodegradability, the fabrication of biocomposites according to the requirement is not an easy task. There are several issues and challenges associated with the primary processing of biocomposites. Some of these are discussed here:
-
Although biocomposites are used in numerous engineering applications, the selection of appropriate processing technique and the processing parameters is difficult and challenging task.
-
The natural fibers vary in terms of the properties, such as mechanical, thermal, and structural properties. The properties also depend upon the topographical region where the plants are grown from which the fibers are extracted. The properties of natural fibers and polymers are completely different. The optimum proportion and proper blending of the constituents are the key factors which govern the properties of the biocomposites.
-
In the case of unidirectional and bidirectional fiber-reinforced composites, the selection of appropriate orientation of fiber is a challenging task. During processing of short fiber-reinforced composites, the control of distribution and alignment of fibers in the direction of flow is a difficult task. Also, the damage and degradation of fibers in terms of attrition, bending, and burning during mechanical compounding and processing of biocomposite are difficult to control.
-
The most severe problem associated with natural fibers is their hydrophilic nature. Generally, the interfacial bonding between the hydrophilic natural fibers and the hydrophobic polymer matrix is poor. There are several methods which can be used to improve the interfacial bonding between the fibers and matrix. The bonding can be improved by physical as well as enzymatic and chemical treatment of the fibers. The addition of fillers, compatibilizer, additives, and catalyst to the matrix can also be done for the improvement of interfacial bonding.
-
Compared to traditional materials, the constituents of polymer composites are entirely different. Hence, the machines and tooling requirements are completely different from that for traditional materials. The properties of constituents (reinforcement and matrix) are entirely different with each other. Hence, the tooling and operating parameters for the matrix may not be suitable for the reinforcement or vice versa.
Hence, the judicious selection of appropriate processing technique is required to achieve the exceptional properties in the biocomposites.
3 Selection of Processing Techniques
The ideal processing technique should be able to convert the input materials to the tangible product according to the desired shape, size, and properties without any defect. The selection of appropriate processing technique for the processing of biocomposite depends on:
-
The properties of the biocomposites
-
Shape and size of the biocomposites
-
Properties of the matrix and reinforcing materials
-
Manufacturing cost.
Biocomposites are tailor-made materials, and these can be manufactured as per the required properties by varying the weight percentage of the reinforcement, by the addition of additives and compatibilizer into the polymer matrix. The selection of appropriate processing technique depends upon the size, shape, and the orientation of the fibers in the developed composites. The properties, size, and shape of the desired biocomposite components also play a crucial role in selecting the processing technique. For the fabrication of large-size biocomposite components, usually open mold processes such as hand layup and spray layup are preferred while the closed mold processes such as compression and injection molding are preferred for the fabrication of small-to-medium-size biocomposite components. The intricacy of the design of a component also plays a crucial role in selecting the processing technique. Usually, complex components which require close tolerance, accuracy, and precision are made by injection molding process. During processing of biocomposites, the polymers and natural fibers may be subjected to high temperature and pressure; both the polymers and natural fibers have the tendency to degrade at elevated temperatures. Therefore, the appropriate raw materials and manufacturing technique should be selected according to the processing requirement and desired properties of the biocomposite product.
4 Lignocellulosic Polymer Composites: Processing Techniques
The primary processing techniques can be broadly categorized as open mold and closed mold processes. Hand layup, spray up, and filament winding are open mold processes while compression molding, injection molding, and resin transfer molding are closed mold processes. Some of these processes are discussed in the following sections:
4.1 Hand Layup
The hand layup (Fig. 4) is a simple and most widely used technique for the processing of thermoset-based polymer composites. In this technique, there are two molds: a top mold and a bottom mold. The mold release gel is sprayed on top of the bottom mold, or thin polyester sheets can also be used to get the good surface finish and for ease of removal. The thermosetting resin is mixed thoroughly with a suitable proportion of hardener to get the desired matrix in the form of resin. A layer of the matrix is coated on the mold, and then, reinforcement in the form of woven mat or chopped strand mat is placed over it. The number of layers for stacking depends upon the desired thickness of the composite laminate. A cylindrical roller can be used to initially press the layers to remove any air entrapment while fabricating the composites and the excessive resins. Then, the second mold plate is placed over the stacked layers, and the load is applied on top of the mold assembly, left for the curing. The curing time of the composite mainly depends on the type of matrix. Sometime, a catalyst can also be used to accelerate the curing of the composites. The curing can be done at room or at elevated temperature depending upon the requirement. After the curing, the mold is opened and the composite plate/laminate is taken out and processed further.

Hand layup
4.2 Compression Molding
Compression molding (Fig. 5) is the most common and one of the oldest techniques for the fabrication of composite parts. It is a high-pressure closed mold process. It can be used for the processing of both thermoplastic- and thermosetting-based composite products. The reinforcement in the variety of forms such as unidirectional, bidirectional, mat of randomly oriented fibers and short fibers can be easily used. Two matched plate-type metal molds are used to fabricate the composite product: the upper mold and the lower mold; the lower mold is generally fixed while the upper mold is movable. The reinforcement and the matrix are kept in between the metallic molds of the desired shape at elevated temperature and pressure. The molds are kept in closed position for the predefined period of time as per the requirement. The material placed in between the upper and lower molds takes the shape of the mold due to the application of pressure and heat. The shape, size, accuracy, and design of the composite products depend upon the mold design. The polymerization can be done either at room temperature or at elevated temperature as per the processing guidelines of the materials. After polymerization, the molds are opened and the composite product is removed for further processing. The most important processing parameters which need to be controlled to get good-quality composite products are:

Compression molding machine
-
Mold heating rate
-
Mold cooling rate
-
Applied pressure
-
Compression rate
-
Curing time.
4.3 Injection Molding
It is one of the most widely used closed mold processing techniques, and it is applicable for all types of polymers and their composites. Generally, the reinforcement in the form of short fibers is used. In the case of extrusion–injection molding, the short fibers and polymer are fed into the hopper of the extrusion machine. The mixture of polymer pellets and fibers goes into the barrel where the melting of the polymeric material takes place due to heating. The heat is generated due to direct heating from the heating elements and due to the shearing action of materials inside the barrel. The rotation of screw facilitates the mixing of fiber with the melted polymers. The molten compound is then forced through the opening of the die. Thus, the output in the form of composite strands is obtained; this composite strand is passed through the water bath for cooling. After cooling, the composite strand is converted into the composite pellets by pelletizing. The composite pellets are then dried in the oven at suitable temperature prior to injection molding machine. These composite pellets are used as a raw material and fed into the hopper of the injection molding. As the pellets go into the barrel, softening of materials takes place due to heating. As the screw rotates, mixing of pre-blended fibers and polymers takes place and at the same time, the melted composite compound is forced toward the converging section of the barrel. At the end of the barrel, the nozzle is connected which is used to inject the material into the mold cavity with high pressure. The cooling or heating arrangement can be made to control the temperature of the mold; it can be air cooled or water cooled. The cooling rate is an important process parameter which can be optimized to get the desired properties of the product. The clamping unit is provided to clamp the mold together under high pressure to prevent the defects during injection. Once the curing is completed, the composite part is taken out with the help of ejector pins. The schematic of the injection molding machine is shown in Fig. 6.

Injection molding machine
In the direct injection molding, the short natural fibers and polymer pellets are mixed manually and fed directly into the hopper of the injection molding machine. After melting and mixing, the blend is injected into the mold cavity with high pressure. After cooling, the composite product is taken out. In order to avoid the damage of fiber due to high temperature and shearing action, sometimes an additional hopper can be provided to feed the natural fibers near the injection end of the screw. During injection molding, the major operating parameters are:
-
Speed of the screw
-
Injection pressure
-
Injection speed
-
Temperature profile
-
Holding pressure
-
Cooling rate.
Injection molding produces composite parts with high accuracy in desired size and shape. It is mainly suitable and profitable for mass production of identical products in larger volume.
5 Primary Processing of Lignocellulosic Polymer Composites: Opportunities
The preliminary investigations in the area of lignocellulosic polymer composites have established themselves as a potential candidate for replacing the synthetic fiber-reinforced composites. A brief summary of the area of applications and research directions in the field of lignocellulosic polymer composites is presented in the following discussion.
The behavior of magnesium-hydroxide-impregnated natural fiber-reinforced composites was compared with automotive glass fiber sheet molding compound. It was reported that the natural fiber-based composites had great potential to be used as a replacement for glass fiber sheet molding compound for automotive applications [9]. In another work, the mechanical properties of the flax fiber-reinforced poly-lactic acid (PLA) composites were compared with automotive flax fiber-reinforced polypropylene composites. It was reported that the strength of the PLA-based composites was found to be 50% higher as compared to flax fiber-reinforced polypropylene composites. Also an increase in the stiffness from 3.4 to 8.4 GPa was observed in the composites [10]. In another work, the mechanical behavior of kenaf fiber-based PLA composites was studied. It was concluded that the tensile and flexural strength increases linearly when fiber loading is increased up to 50%, which proved that kenaf fiber exhibits higher mechanical properties as compared to other natural fibers, when used as reinforcement in PLA matrix [11]. The researchers also investigated the feasibility of using recycled fiber from disposable chopsticks as reinforcement with PLA matrix to fabricate green composites by the melt-mixing process. It was reported that the tensile strength of the composites increases with an increase in fiber loading. At 40% of fiber loading, the improvement was reported as 3 times higher than the pure PLA [12]. Studies show that natural fibers such as cotton, jute, flax, and kenaf have the ability to reinforce the thermoplastic- and thermosetting-based composites and the resulting composites can be used for numerous engineering applications [13].
6 Secondary Processing of Lignocellulosic Polymer Composites: Issues and Challenges
The primary processing techniques for the manufacturing of polymer-based composites have been discussed in the previous section. Though the most of the polymer-based composite components are manufactured to a near net shape, in order to manufacture the products having the complex geometry for certain applications, several composite components have to be joined together to get the final product. The techniques for joining of components made of polymer composites are entirely different from those of traditional materials. The joining of polymer composites has always been a challenging task among the researchers and manufacturing engineers. The variety of joining techniques is now available for the joining of polymer-based composites. Some of these are adhesive bonding, mechanical fastening, and microwave joining. Each technique has its own advantages and limitations. The adhesive bonding technique cannot be used where the temporary joining of components is required. Generally, the novel microwave joining is also limited to thermoplastic-based composite parts. All these problems can be overcome by adopting the mechanical fastening for the joining of composite parts. For mechanical fastening, certain machining operations like drilling, trimming, finishing are required. Among these machining processes, drilling is the most commonly and frequently used method for making holes in order to assemble the composite parts.
Although composite materials offer numerous advantages over traditional materials, their inhomogeneous structure makes the drilling of these materials difficult. Therefore, the drilling techniques of polymer composites have now become the major area of research. There are several issues and challenges involved in the drilling of composite materials; some crucial observations are discussed here:
-
For mechanical fastening, the drilling of composite parts is required. It has been reported that the drilling of parts made of polymer composite by traditional techniques is a highly challenging task [14]. It was reported that the most of the manufactured composite components are rejected by manufacturing industry, due to the drilling-induced damage generated around the drilled holes.
-
This damage is mainly caused by the heat generated during the interaction of the drilling tool and the composite parts. The thrust force, torque, and sometimes the poor interfacial bonding between the fibers and polymers were observed as the major causes for the drilling-induced damage.
-
Drilling-induced damage has now become the prime area of research in the field of machining of composites. The damage can be in the form of delamination, fiber pullout, and hole ovality around the drilled hole. This damage is responsible for the failure of the composite parts during their service life.
-
Delamination in composite laminates is basically the separation of layers. It creates potential points of origin for failure under loading. There are two types of delamination; peel-up delamination and pushdown delamination. Peel-up delamination generally occurs when the cutting edge comes in contact with the composite laminates, the separation and bending of layers take place resulting into the fracture of the composite laminate. Peel-up delamination is generally observed at the entry of the drilled hole.
-
When the drill approaches toward the exit point, the drill point employs compressive force on the uncut layers, resulting into bending of these layers. This leads to fracture of material under the drill point. The damage around the drilled hole at the exit side is termed as pushdown delamination.
-
Another major challenge in the drilling of composite parts is fiber pullout; this type of damage also deteriorates the quality of drilled holes. The poor adhesion between the fibers and matrix is responsible for such type of damage.
-
During drilling, when the orientation of reinforcement is unidirectional and bidirectional, then the cutting angle varies with the rotation of the drill. This results in the form of an inaccurate hole in terms of circularity. This is generally termed as the hole ovality.
7 Drilling of Lignocellulosic Polymer Composites
The drilling of lignocellulosic polymer composites is entirely different from those of conventional materials. In order to meet the specific requirement (such as bolted and riveted joints) for structural applications, the drilling of a hole in composite part is required. The drilling can be done by different techniques. Usually, the drilling is performed on the typical drilling machine. Figure 7 shows the schematic of a traditional drilling setup; the setup for drilling mainly depends on the outputs required. In order to measure the thrust force and torque generated during the drilling operation, the dynamometer can be used, and an amplifier can be used to amplify the signal received from dynamometer. The data acquisition system and specific software are required to analyze the generated thrust force and torque.

Schematic of traditional drilling setup
8 Secondary Processing of Lignocellulosic Polymer Composites: Opportunities
The drilling techniques and drilling-induced damage of the parts made of polymer composites have now become the major areas of research. In order to get the damage-free hole, there are important process parameters which need to be optimized. These process parameters are shown in Fig. 8.

Process parameters affecting the drilling of composite parts
The damage of holes can be reduced by optimizing the process parameters as well as drill point geometry. The thrust force, torque, and heat generated during drilling operation mainly depend on these parameters.
For drilling operation, a variety of modified drill point geometries were developed and the effect of these geometries on damage was investigated. Drilling behavior of nettle fiber-reinforced polypropylene composites was investigated. The effect of three drill geometries (4-facet, step, and parabolic) on the drilling behavior was investigated. In case of 4-facet and step drill, the thrust force increases linearly with feed while the nonlinear increase was observed for the parabolic drill. It was also reported that the torque increases linearly with feed for all three types of drill geometries. As compared to 4-facet and step drill, the thrust force and torque generated with the parabolic drill were found to be lower [14]. The same author has conducted the similar type of investigation on sisal fiber-reinforced epoxy laminates and sisal fiber-reinforced polypropylene laminates. It was concluded that, for parabolic drill, the thrust force and torque were found to be higher for sisal epoxy composite laminate. Whereas, in the case of step drill, higher thrust force was reported for sisal polypropylene composite laminates [15]. In another investigation, the drilling behavior of jute and polypropylene-based composite laminates with three different drill geometries (parabolic drill, jo-drill and twist drill) was investigated. The cutting behavior was reported when the drilling was conducted with the parabolic drill. Both types of delamination (peel-up and pushdown) were observed during the investigation. The thrust force was found to be the main reason for the delamination [16]. In the similar type of experiments on sisal fiber-reinforced polypropylene composites, two different drills (twist and trepanning) were used. Visual inspection confirms the better cutting behavior, and damage-free holes were generated with trepanning tool. The thrust force was found to be lower in case of trepanning tool, but the torque was reported higher for the same [17]. The effect of various drill tool materials on the thrust force during vibration drilling of fiber-reinforced plastics was also conducted. The study recommended that carbide drill is appropriate for drilling of fiber-reinforced plastics. Also, the thrust force generated with carbide drill is lower than the high-speed steel (HSS) drills [18].
Figure 9 depicts the different drill point geometries which are specifically designed for the drilling of polymer-based composites. These drills have been developed to minimize the drilling-induced damage during the drilling operation.

Drill point geometries [19]
In order to minimize the drilling-induced damage, apart from the drill geometries, the researchers have attempted modifications in the existing methods of drilling. Some of these methods are backup plate, helical method, and ultrasonic-assisted drilling. A researcher has suggested the use of the helical method of drilling. In this method, the drill moves helically with respect to drilling axis instead of straight movement in traditional drilling. The decrease in thrust force, drilling-induced damage, better chip removal, and flow of coolant are some of the advantages associated with the modified method [20]. Another innovative drilling approach suggested is drilling by the ultrasonic mechanism which is called as ultrasonic-assisted drilling. In this approach, the ultrasonic vibration can be applied to the tool or workpiece. In a study, the ultrasonic vibration was applied to the workpiece. As the outcome, the reduction in thrust force, torque, and burr formation was reported. The better quality holes with improved material removal rate and chip removal were also reported [21].
9 Conclusions
With growing concern for the limited petroleum resources, environment, and ecosystem, there is now a challenge for researchers and engineers to develop the sustainable and environmentally friendly composite materials. The most of the investigation available on biocomposites has shown that the biocomposites have the huge potential to replace the synthetic fiber-reinforced polymer composites in many engineering applications. The use of biocomposites is increasing rapidly ranging from automobile to household applications. As the demand is expected to increase further; rapid, easy, economical, precise, and accurate processing techniques are required for the fabrication of biocomposites. The present chapter highlights the fundamental issues, the challenges, and the existing opportunities which can help in formulating a road map for research and development in the field of primary and secondary processing of biocomposites.
References
Holbery J, Houston D (2006) Natural-fibre-reinforced polymer composites in automotive applications. J Miner Met Mater Soc 58:80–86
Sreenivasan S, Sulaiman S, Ariffin MKAM, Baharudin BTHT, Abdan K (2018) Physical properties of novel kenaf short fiber reinforced bulk molding compounds (bmc) for compression moulding. Mater Today Proc 5:1226–1232
Najafi A, Kord B, Abdi A, Ranaee S (2012) The impact of the nature of nanoclay on physical and mechanical properties of polypropylene/reed flour nanocomposites. J Thermoplast Compos Mater 25:717–727
Väisänen T, Das O, Tomppo L (2017) A review on new bio-based constituents for natural fiber-polymer composites. J Clean Prod 149:582–596
Joshi SV, Drzal LT, Mohanty AK, Arora S (2004) Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos Part A Appl Sci Manuf 35:371–376
Chaitanya S, Singh I (2017) Sisal fiber-reinforced green composites: effect of ecofriendly fiber treatment. Polym Compos 16:101–113
Huda MS, Drzal LT, Mohanty AK, Misra M (2008) Effect of fiber surface-treatments on the properties of laminated biocomposites from poly(lactic acid) (PLA) and kenaf fibers. Compos Sci Technol 68:424–432
Joseph P (1999) Effect of processing variables on the mechanical properties of sisal-fiber-reinforced polypropylene composites. Compos Sci Technol 59:1625–1640
Wu Y, Xia C, Cai L, Garcia AC, Shi SQ (2018) Development of natural fiber-reinforced composite with comparable mechanical properties and reduced energy consumption and environmental impacts for replacing automotive glass-fiber sheet molding compound. J Clean Prod 184:92–100
Oksman K, Skrifvars M, Selin JF (2003) Natural fibres as reinforcement in polylactic acid (PLA) composites. Compos Sci Technol 63:1317–1324
Ochi S (2008) Mechanical properties of kenaf fibers and kenaf/PLA composites. Mech Mater 40:446–452
Shih YF, Huang CC, Chen PW (2010) Biodegradable green composites reinforced by the fiber recycling from disposable chopsticks. Mater Sci Eng A 527:1516–1521
Kamath M, Bhat G (2005) Cotton fiber nonwovens for automotive composites. Int Nonwovens J 14:34–40
Debnath K, Singh I, Dvivedi A (2017) On the analysis of force during secondary processing of natural fiber-reinforced composite laminates. Polym Compos 38:164–174
Debnath K, Singh I, Dvivedi A (2014) Drilling characteristics of sisal fiber-reinforced epoxy and polypropylene composites. Mater Manuf Process 29:1401–1409
Yallew TB, Kumar P, Singh I (2016) A study about hole making in woven jute fabric-reinforced polymer composites. Proc Inst Mech Eng Part L J Mater Des Appl 230:888–898
Bajpai PK, Singh I (2013) Drilling behavior of sisal fiber-reinforced polypropylene composite laminates. J Reinf Plast Compos 32:1569–1576
Wang X, Wang LJ, Tao JP (2004) Investigation on thrust in vibration drilling of fiber-reinforced plastics. J Mater Process Technol 148:239–244
Debnath K (2015) Machining behavior of fiber-reinforced polymer composites. Ph.D. thesis, Indian Institute of Technology Roorkee
Zackrisson L, Eriksson I, Backlund J (1994) Method and tool for machining a hole in a fiber-reinforced composite material. Swedish patent no. 500933
Thomas PNH, Babitsky VI (2007) Experiments and simulations on ultrasonically assisted drilling. J Sound Vib 308:815–830
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Komal, U.K., Sharma, H., Singh, I. (2019). Lignocellulosic Polymer Composites: Processing, Challenges, and Opportunities. In: Rakesh, P., Singh, I. (eds) Processing of Green Composites. Materials Horizons: From Nature to Nanomaterials. Springer, Singapore. https://doi.org/10.1007/978-981-13-6019-0_2
Download citation
DOI: https://doi.org/10.1007/978-981-13-6019-0_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-6018-3
Online ISBN: 978-981-13-6019-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)