
Abstract
The eco-friendly and highly specific nature of enzymes has made these biocatalysts widely used in the production of sweeteners. Traditionally, their application is mostly associated with the production of starch-derived high-calorie sugars, and at a minor scale, to the production of invert sugar syrup. Such pattern still stands, albeit with significant developments toward improved biocatalysts for those roles. These improvements have involved several approaches such as enzyme screening/modification through genetic or chemical approaches, and enhanced enzyme formulations. Additionally, in recent years, the public perception on the impact of diet in public health has established the need for alternative low-calorie sweeteners. These abridge a diversity of compounds, from high-intensity sweeteners to oligosaccharides with low sweetening power but with a prebiotic role. The present work aims to provide an updated overview of the current enzyme-based processes in the production of sweeteners. The rationale underlying the enzymatic approaches as preferred alternative to chemical routes is addressed. Specific insight is given on the operational conditions implemented in the enzymatic processes and on biocatalyst development, while also providing the scope for the different types of sweeteners manufactured enzymatically. The key issues on industrial scale sweetener production are discussed. Finally, foreseen developments in the field are also suggested.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
9.1 Caloric Sweeteners
9.1.1 Starch-Based Sweeteners
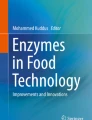
At industrial scale the production of starch-derived sweeteners is conventionally of multienzyme nature and involves the use of: (1) amylases (α and β-amylases, isoamylases); (2) gluconases (pullulanase); and (3) glucose isomerases. The process flow includes several processing steps (Fig. 9.1) where under the scope of this publication, the major ones are liquefaction of starch though the action of amylases resulting into oligosaccharides and short-chain dextrins; saccharification of these oligosaccharides into monomeric units of glucose, through the action of amyloglucosidase, highly active in the hydrolysis of α-1,4 glycosyl bonds, eventually superseded with pullulanase, active in the hydrolysis of α-1,6 glycosyl bonds, should these be in significant number; and isomerization of glucose to fructose with glucose (xylose) isomerase (Parker et al. 2010; Hii et al. 2012). The equilibrium of the isomerization of glucose to fructose depends on the temperature as it increases, and equilibrium shifts to fructose. Commercially available immobilized glucose isomerase formulations currently can operate at 60 °C, at which temperature roughly 50% fructose is formed (DiCosimo et al. 2013).

Flowsheet for the production of sweeteners from starch. HFCS stands for high-fructose corn syrup (Lloyd and Nelson 1984). Percent refer to the relative content of fructose, the remaining being essentially non-isomerized glucose
Liquefaction of starch is performed under high temperatures, e.g., 105 °C, therefore many efforts have been made to put into market highly active thermostable amylases. These will be particularly addressed in this work.
-
α-Amylases
Starch can be found in roots, seeds, and tubers. Industrially, the most widely used starch source is corn; nonetheless, there are others such as potato, wheat, tapioca, and rice that are also broadly exploited. The first step toward the production of starch-derived sweeteners is the liquefaction and partial hydrolysis of starch. In the case of corn, the starch obtained from the wet milling of kernels undergoes enzymatic hydrolysis through the action of thermostable α-amylases (EC 3.2.1.1). α-amylases are one type of endoamylases that catalyze the hydrolysis of internal α-1,4-glycosidic linkages of starch into low molecular weight products such as dextrins and progressively smaller polymers composed of glucose units. As a result, α-amylases can rapidly reduce the viscosity of starch solutions (Windish and Mhatre 1965; Gupta et al. 2003). Accordingly, α-amylases are among the most important and widely used enzymes in industry, holding roughly 25% of the world enzyme market (de Souza and Magalhães 2010).
α-Amylases can be obtained from several sources such as plants, animals, and microorganisms; yet microbial α-amylases more often fulfill the industrial demands regarding catalytic performance and window of operation. During the liquefaction of starch, pH is traditionally maintained on the 5.8–6.5 range to match the optimal pH values of the α-amylases and because higher pH values increase by-product formation. However, starch native pH is around 3.2–4.5 which gave the incompatibility with the biocatalyst operational range results in the need to introduce additional steps of pH correction prior to and after the liquefaction step. Solid levels are usually kept around 30–35% to achieve full starch gelatinization. Typically, Ca2+ is an important α-amylase cofactor that enhances activity and thermostability, and it is added in calcium oxide or calcium chloride form at concentrations ranging from 50 to 300 ppm depending on the source of the amylase. One of the drawbacks of the Ca2+ salt addition is the need of its removal downstream with ion-exchange methodologies. Reaction times and temperatures are carefully tuned to provide optimal operational conditions for enzyme performance and full starch gelatinization (Sharma and Satyanarayana 2013; Singh et al. 2017).
The identification of extremozymes from extremophiles able to withstand the demanding industrial conditions of starch liquefaction together with the protein engineering of the novel and previously used α-amylases have raised considerable attention among industrial players (Sharma and Satyanarayana 2013; Dey et al. 2016). Furthermore, process engineering options (e.g., reactor design, mode of operation, biocatalyst immobilization methodologies, among others) also contribute for process optimization, cost reduction, and overall increase in productivities (Tufvesson et al. 2013). It is required to maintain activity at high temperatures, usually 105 °C for few minutes followed by 1–2 h at 90–100 °C, and low pHs, understanding, and increasing α-amylases operational stability has been the focus of considerable amount of research (Dey et al. 2016; Olempska-Beer et al. 2006).
The structural stability of proteins is largely dependent on the refined balance among noncovalent forces or interactions such as ion pairs, van der Waals interactions and H bonds, among others. Weakening of these interactions will result in stability disturbance and consequently in protein unfolding and/or denaturation (Dill 1990; Fitter 2005). Biocatalyst inactivation occurs when protein unfolds becomes irreversible, which is generally attributed to aggregation, misfolding and chemical modifications (Feller 2010). Currently, analytical technics such as circular dichroism (CD) spectroscopy, X-ray crystallography, Fourier transform infrared (FTIR), and nuclear magnetic resonance (NMR) spectroscopies among others are widely applied to unveil protein structure and conformation and the mechanisms that govern it (Moorthy et al. 2015). Comparison of extremophiles proteins with their mesophilic homologues allows the establishment of a link between sequence and function, and therefore, the mechanisms underlying protein rigidity and stabilization are disclosed. It is now acknowledged the contribution of several factors such as: the number of disulphide bonds, a high core hydrophobicity (Gromiha et al. 2013), salt bridge formation (Chakravarty and Varadarajan 2002), ionic interaction (Vogt et al. 1997), metal-binding activity, and ionic interactions, to the overall thermal stability of proteins (Chen and Stites 2004; Yin et al. 2017).
Highly stable α-amylases have been obtained by three preferential routes: (a) bioprospection of microbial extremophiles (thermophiles, hyperthermophiles, halophiles, acidophiles, etc.), (b) genetically engineering of microbial extremophiles and mesophiles, i.e., application of site-directed mutagenesis and directed evolution methodologies, and more recently by (c) metagenomics approaches. α-amylases, and enzymes in general, produced by extremophiles present high stability at extreme temperatures. Thus, these enzymes are particularly relevant for industrial processes that include steps performed at high temperatures such as the case of the production of sweeteners from starch. Among the several microbial species producing enzymes for industrial processing, the Bacillus species are particularly relevant because they produce enzymes with remarkable thermostability, are regarded as nonpathogenic and also because efficient expression systems are available (Olempska-Beer et al. 2006; Fitter 2005). Some examples of microbial thermophiles-producing α-amylases with industrial relevant thermal characteristics are presented in Table 9.1. More examples may be found elsewhere (de Souza and Magalhães 2010; Dey et al. 2016; Ajita and Thirupathihalli 2014). On the other hand, fungal α-amylases usually have limited application due to lack of thermal stability; nonetheless, several examples of fungal sources of α-amylases are found in the literature. These are usually confined to terrestrial isolates and mostly belong to Aspergillus species and a few to Penicillium spp. (Ajita and Thirupathihalli 2014). The following have been more widely applied: Aspergillus niger (Wang et al. 2016a), Aspergillus oryzae (Porfirif et al. 2016), Aspergillus awamori (Karam et al. 2017), Aspergillus fumigatus (Pervez et al. 2014), and Aspergillus terreus (Sethi et al. 2016) are some of the sources used for production of α-amylases, employing submerged (SmF), or solid-state fermentation (SSF) methodologies.
Site-directed mutagenesis methodologies are widely used for the construction of de novo enzymes with improved catalytic features. Furthermore, it allows researchers to link enzyme structure with function. In these methodologies, a targeted amino acid located specifically on a known enzyme is modified and the catalytic performance, i.e., kinetic parameters, stability, promiscuity, etc., and production related properties, i.e., solubility, expression, correct folding, etc., of the new enzyme are evaluated (Sindhu et al. 2017). On this process, amino acid selection and 3D structure analysis are crucial criteria to obtain functional catalysts. A recent example of the use of site-directed mutagenesis methodologies on the development of α-amylases with enhanced catalytic performance was presented by Ranjani and coworkers. On this work, α-amylases from Anoxybacillus species (ASKA and ADTA) were proposed as part of a novel group of the α-amylases family GH13. Given the high yields obtained in starch hydrolysis, ASKA was chosen as a model system to study the residues that govern the catalytic features. Four residues from the conserved sequence regions were selected and the mutants F113V (CSR-I), Y187F and L189I (CSR-II), and A161D (CSR-V) were characterized. No major changes on optimum reaction temperatures and pHs were found. The most remarkable change was observed for the A161D mutant that exhibits a specific activity, turnover rate (Kcat) and catalytic efficiency (Kcat/Km) higher (1.23, 1.17, and 2.88 times, respectively) than the values determined for the wild type (Ranjani et al. 2015). In another recent study, Gai et al. improved the properties of α-amylase from Bacillus stearothermophilus (AmyS) by deleting specific arginine and glycine residues. With this approach, the authors were able to increase the thermostability of the produced α-amylase. Additionally, the constructed mutant presented greater acid stability and lower calcium requirements (Gai et al. 2018). Liu et al., managed to improve pH stability of a native α-amylase from Bacillus licheniformis by site-directed mutagenesis of two amino acids (Leu134 and Ser320). In order to favor purification, high levels of expression, secretion and stability of the targeted enzyme, protease-deficient strain Bacillus subtilis WB600 was used as host. The obtained α-amylase presented an optimum pH of 4.5 and pH stable range of 4.0–6.5, compared to pH 6.5 and 5.5–7.0 of the wild type (Liu et al. 2008).
Directed evolution mimics natural evolution but at a considerable faster pace. The starting point is known enzymes (wild type or engineered) in which, contrary to rational design, random genome mutations are introduced. Following, screening of the mutants for improved or pursued catalytic features is performed. Several cycles of mutation and screening may take place until the targeted traits or level of performance is achieved (Arnold 2018). The use of direct evolution is widely disseminated and, as a result, several examples of enzymes stabilized by these methodologies can be found in the literature (Wintrode and Arnold 2000; Wintrode et al. 2000; Feng et al. 2017; Yuan et al. 2005; Kelly et al. 2009). Regarding the use of directed evolution on the scope of α-amylase feature improvement, Liu and coworkers successfully enhanced the stability of B. licheniformis α-amylase under acid conditions through direct evolution. A favorable mutation site, H281I, was obtained in the targeted enzyme. Considerable increase in specific activity was reported, furthermore, the pH optimum for the mutant decreased roughly 1 unit when compared with the wild type, pH optimum 5.5 and 6.5, respectively (Yuan et al. 2005). Wang et al. proposed a new direct evolution methodology, named combinatorial coevolving-site saturation mutagenesis, in which focused mutant libraries are constructed by choosing the functionally correlated variation sites of proteins as the hotspot sites. Employing this methodology Wang et al. managed to successfully improve the thermal stability of the α-amylase from B. subtilis CN7 (AMY7C) by roughly 10 °C (Kelly et al. 2009). Directed evolution coupled with high-throughput automated platforms was used to improve the properties of an α-amylase from Bacillus sp. TS-25, now available under the tradename Novamyl. Two error-prone PCR libraries were generated and expressed recombinantly in B. subtilis. Screening for mutants with enhanced thermal stability and activity at low pH was performed. When compared to the wild type, several mutants presented an increase in thermal stability superior to 10 °C at pH 4.5 (Jones et al. 2008).
Microorganisms have successfully colonized almost every corner of the earth and represent the largest proportion of biomass on earth, with a total number of bacterial prokaryotic cells estimated to be around 4 to 6 × 1030 (Bunge et al. 2014). They have evolved and adapted to a myriad of environments, including some of the most extreme places on earth, i.e., hot springs, acid mine water at pH near zero, deep-sea hydrothermal vents, Antarctic ices (Berini et al. 2017; Mirete et al. 2016). Nonetheless, it is estimated that using standard laboratory techniques less than 1% of the prokaryotic biodiversity is successfully cultured (Culligan et al. 2014). Metagenomics allows to easily bypass the complexities of isolation and cultivation of microorganism, in order to access their exceptional diversity in terms of biocatalysts and bioactive molecules. Metagenomic techniques rely on the direct isolation of genomic DNA from environmental samples often collected at locations where microorganism communities had to adapt to specific conditions of complex ecosystems (Tringe 2005). The sites of collection often correlate with the final application of the biocatalyst. This is because microorganism will carry enzymes that are active and stable under conditions similar to those in the ecosystems where they were collected (Steele et al. 2009). While screening a metagenomic library constructed from marine sediments, Nair et al., discovered an amylolytic clone BTM109. The discovered α-amylase presented moderate tolerance to NaCl, maintaining more than 51% of its initial activity in 2.5 M NaCl. At higher concentration of NaCl, it was observed that Ca2+ improved enzyme stability (Nair et al. 2017). A cold-adapted α-amylase, Amyl3C6, was discovered by functional metagenomics methodologies from a metagenomics library of a cold and alkaline ecosystem. Sequence analysis showed similarities with α-amylase from the class Clostridia. Optimum temperature was on the range of 10–15 °C, while more than 70% of activity was maintained at 1 °C (Vester et al. 2015). Pooja and coworkers constructed a metagenomics library by cloning cow dung metagenomic DNA fragments into a vector containing a GFP. The library was screened for clones expressing GFP on maltose induction. A periplasmatic α-amylase was discovered and its expression enhanced by cloning its sequence in Escherichia coli Rosetta using T7 expression system (Pooja et al. 2015). On another work, Xu et al. constructed a fecal microbial metagenomic library of the pygmy loris. The screening for amylolytic activity resulted in the discovery of eight recombinant clones. Subcloning and sequence analysis led to the discovery of a novel α-amylase gene that was successfully cloned in E. coli BL21 (DE3) (Xu et al. 2014). An extensive list of examples of industrially relevant enzymes recently discovered employing metagenomics methodologies are presented elsewhere (Berini et al. 2017).
Enzyme production for industrial application is a challenging task, and some of the difficulties often met include: (a) native producer strains are difficult to culture under laboratory conditions, (b) production yields are low (c) presence of undesirable enzymes (i.e., proteases that degrade the heterologous protein and/or enzymes that catalyze undesirable reactions) (d) enzyme of interest is produced by pathogenic or toxin-producing microorganism (c) produced enzymes do not present enough stability, activity, or specificity (Olempska-Beer et al. 2006; Adrio and Demain 2010). The advent of recombinant DNA methodologies has revolutionized the application of enzymes for industrial processing by introducing the tools that allow to tackle the aforementioned difficulties. Accordingly, nowadays, over 60% of the enzymes used in detergent, food, and starch processing are of recombinant origin (Adrio and Demain 2010). GRAS labeled microorganisms strains used as hosts for the production of heterologous α-amylases include: B. subtilis (Li et al. 2018; Yan and Wu 2017), B. licheniformis (Niu et al. 2009), Bacillus amyloliquefaciens (Wang et al. 2016b), Pseudomonas fluorescens (Landry et al. 2003), A. niger (Juge et al. 1998) and A. oryzae (He et al. 2017) among others (Olempska-Beer et al. 2006). Usually, the construction of a recombinant production strain involves an expression vector which is a DNA plasmid that contains the expression cassette. The latter is the gene that codes for the enzyme of interest under the control of regulatory sequences. Further details regarding the construction of recombinant production strains can be found elsewhere (Olempska-Beer et al. 2006; Xu et al. 2014). Taking advantage of genetic engineering methodologies, enzyme manufacturers can bring to market biocatalysts with tailored properties. These enzymes are designed to fit the demanding and harsh conditions of industrial processes. Through the application of recombinant DNA methodologies, it is possible to engineer α-amylases with increase thermal and pH stability. Accordingly, Li et al. constructed a recombinant plasmid containing the gene of a thermostable maltogenic amylase (SMMA) and a constitutive promoter, and then transformed into a GRAS B. subtilis strain. The obtained recombinant SMMA from B. subtilis presented a specific activity two times higher than that obtained from E. coli (Adrio and Demain 2010). A hyperthermostable and Ca2+-independent α-amylase from Pyrococcus furiosus was expressed successfully in Nicotiana tabacum. This plant expression system allowed to overcome the production difficulties overserved when using E. coli as host, i.e., the formation of insoluble inclusion bodies (Zhu et al. 2017). In another study, Ghasemi et al. amplified and cloned the hyperthermostable α-amylase gene from Pyrococcus woesei into a pTYB2 vector, and E. coli BL21 was used as expression host. Activity values of roughly 185,000 U/L of bacterial culture were obtained (Ghasemi et al. 2015). A putative highly thermostable α-amylase gene of Thermotoga petrophila was successfully cloned and expressed in E. coli BL21 (DE3) using the expression vector pET-21a(+). The authors managed to optimize the production conditions regarding temperature, pH and induction protocol. The produced enzyme presented remarkable stability at 100 °C and its activity was increase in the presence of Ca2+ (Zafar et al. 2016).
9.1.2 Other Common Caloric Sweeteners
Production of pure fructose from starch requires thus a chromatographic step. A more straightforward manner to obtain fructose involves the hydrolysis of inulin, a polyfructan widely available in Jerusalem artichoke tubers, dahlia tubers, and chicory tubers. Hydrolysis of inulin is performed by the action of exoinulinase (EC 3.2.1.80) that sequentially releases fructose units form the terminal endoinulin and of endoinulinase (EC 3.2.1.7) that randomly hydrolyzes internal bonds, thus releasing fructo-oligosaccharides. Free and immobilized enzyme formulations have been used for the hydrolysis of inulin, in solutions with concentrations within 50–150 g/L (Singh et al. 2018).
Invert syrup, resulting from the hydrolysis of sucrose to yield an equimolar mixture of fructose and glucose that is slightly sweeter than sucrose. It is used as sweetener in common beverages. Moreover, due to its hygroscopic nature, invert syrup is used in the manufacture of candies and fondants and. Invertase, in both free and immobilized form, is a sound alternative to acid hydrolysis as it prevents the formation of color compounds and unwanted flavors (Kotwal and Shankar 2009).
9.2 Low-Caloric Sweeteners
9.2.1 Sugar Alcohols
Sugar alcohols (or polyols) are noncyclic hydrogenated carbohydrates, where either an aldehyde or a ketone group is reduced to a hydroxyl group. They convey a varied array of sweetness, albeit not exceeding that of sucrose, impart a cooling effect, have a low-caloric and non-cariogenic nature and a low glycemic index, as they are typically poorly absorbed into the bloodstream from the small intestine. Additionally, sugar alcohols are nonhygroscopic and display high solubility and thermal stability (Park et al. 2016a; Chattopadhyay et al. 2014). Sugar alcohols are thus widely used within the scope of the food industry as additives, namely as sweeteners, but also with humectant, stabilizing, and thickening roles (Chattopadhyay et al. 2014; Grembecka 2015). Catalytic hydrogenation is used for the industrial production of most of the sugar alcohols currently in the market, namely hydrogenated starch hydrolysates (HSH), lactitol, maltitol, and sorbitol. Mannitol and xylitol are produced either by catalytic hydrogenation or by fermentation, although the former can be also obtained by extraction from seaweeds. Erythritol is produced exclusively by fermentation, mostly due to the high cost of erythrose and only in the production of isomalt, a mixture of gluco-mannitol and gluco-sorbitol, is an enzymatic step involved (Grembecka 2015; Godswill 2017). Thus, α-glucosyltransferase (EC 5.4.99.11), commonly known as sucrose isomerase, promotes the transglycosylation of sucrose into isomaltulose, in a process where trehalulose, glucose, and fructose are also formed as by-products (Fig. 9.2).

Synthesis of isomaltulose from sucrose catalyzed by α-glycosyltransferase. Trehalulose, glucose, and fructose by-products are also formed
The ratio between isomaltulose and trehalulose formed depend on enzyme source and concomitant features of the active site but also on environmental conditions (Ravaud et al. 2009; Xu et al. 2013; Wu and Birch 2005). Isomerization typically occurs in mildly acidic and mesophilic environment (5.0 < pH < 6.0 and 20 °C < T < 40 °C) and substrate concentrations within 10–65% (w/w) (Hellmers et al. 2018; Mu et al. 2017; Orsi and Sato 2016; Li et al. 2017; Wu et al. 2017). Food grade sucrose is used as substrate, yet the use of crude raw materials, e.g., cane molasses has been reported (Orsi and Sato 2016; Wu et al. 2017). Isomaltulose can then be converted into sugar alcohol isomalt, again by catalytic hydrogenation (Hellmers et al. 2018; Varzakas and Labropoulos 2012). When implemented on industrial scale, fermentative production of sugar alcohols is preferred over cell-free enzymatic pathways, as these require costly cofactors, e.g., NADH or NADPH (Park et al. 2016a; Godswill 2017). Notwithstanding its intermediate role in the production of isomalt, isomaltulose (Palatinose) has also been increasingly used as food additive, mostly as an alternative to sucrose to yield healthier goods. Thus, albeit with a sweetening power 30–40% that of sucrose, when compared to the later, isomaltulose has higher bacterial and chemical stability, lower cariogenicity and glycemic index, and slower digestibility, hence making it widely used as sweetener but also as a bulking agent in a wide variety of beverages, confectionary and cereal products (Sawale et al. 2017; Irwin and Sträter 2001). Like isomaltulose, trehalulose also displays non-cariogenic, high solubility, and slow digestion in the small intestine features and it is about 70% as sweet as sucrose. Accordingly, it is used as additive in sweetened foods, such as jams and jellies (Daudé et al. 2012; Desai et al. 2017; Wach et al. 2017).
Sucrose isomerase can be obtained from several microorganisms, yet the most efficient currently is likely that obtained from Protaminobacter rubrum CBS 574.77, namely if catalyst efficiency (kcat/Km) ratio is considered (over one order of magnitude above that of other enzymes), in addition to isomaltulose-to-trehalulose ratio above 22, one of the highest identified (Mu et al. 2017). Accordingly, this sucrose isomerase is used in commercial processes for the preparation of isomaltulose, where conversion close to 100% and yield and selectivity of 85% are reported (Orsi and Sato 2016; Liese et al. 2006). Still, some sucrose isomerases have exhibited virtually no trehalulose production, e.g., sucrose isomerase from Pantoea dispersa displayed on the cell surface of Yarrowia lipolytica (Li et al. 2017). Oppositely, the sucrose isomerase from Pseudomonas mesoacidophila MX-45 produces virtually no isomaltulose (Mu et al. 2017; Nagai et al. 1994). Irrespectively of the enzyme source, due to the relatively high cost/complexity of recovery and purification of the intracellular enzyme, isomerization of sucrose for isomaltulose/trehalulose production is typically carried out using whole cells, either free or immobilized, in both bench and industrial scale (Hellmers et al. 2018; Mu et al. 2017; Orsi and Sato 2016; Li et al. 2017; Wu et al. 2017; Liese et al. 2006).
9.2.2 Rare Sugars
Rare sugars abridge monosaccharides that are seldom found in nature (Mooradian et al. 2017; Manthey and Xu 2010). Their use as sweeteners, bulking and browning agents in food products has become particularly appealing in recent years due to their low, if any, caloric value and the lack of (or at least slow) metabolization in humans and a sweetness that is 70–92% that of sucrose. In addition to these features, rare sugars present no questionable aftertaste (Chattopadhyay et al. 2014; Mooradian et al. 2017; Manthey and Xu 2010). Rare sugars such as d-allose, d-allulose, d-tagatose, and d-talose have been incorporated into health foods and beverages. Moreover, d-allulose and d-tagatose have generally regarded as safe (GRAS) status (Mooradian et al. 2017; Manthey and Xu 2010; Mu et al. 2015).
-
d -allose
In addition to common features of rare sugars, anticancer, antihypertensive, antioxidative, and immunosuppressive roles have been associated with this cis-aldohexose, which is 80% as sweet as sucrose (Chattopadhyay et al. 2014; Mooradian et al. 2017). d-allose is produced by the reversible isomerization of d-allulose, a reaction that can be catalyzed by several enzymes, namely l-rhamnose isomerase (EC 5.3.1.14), d-ribose-5-phosphateisomerase (EC 5.3.1.6), d-galactose-6-phosphate isomerase (EC 5.3.1.26), and glucose-6-phosphate isomerase (EC 5.3.1.9), from diverse microbial sources (Mu et al. 2015; Zhang et al. 2017; Chen et al. 2018). The isomerization is typically performed in mild acidic environment (7.0 < pH < 9.0) and at temperatures within 60°–85°, with conversion yields around 30% (Chen et al. 2018). l-rhamnose isomerase is the preferred enzyme for the isomerization of d-allulose to d-allose, due to the high thermal stability and detailed information gathered (Chen et al. 2018). Accordingly, large-scale biological production of d-allose has been reported to be performed with recombinant rhamnose isomerase from Pseudomonas stutzeri expressed in E. coli, and immobilized either as a cross-linked aggregate or preferably on Chitopearl beads (Chen et al. 2018; Menavuvu et al. 2006; Morimoto et al. 2006). In the latter case, a continuous operation set-up allowed 30% conversion in d-allose out of a feed d-allulose solution (500 g/L) at 42 °C and pH 9.0 (Morimoto et al. 2006). Recently, d-ribose-5-phosphate isomerase from Thermotoga maritima ATCC 43589D-5 and glucose-6-phosphate isomerase from P. furiosus have been suggested as potential candidates for large-scale production of d-allose, given their high thermal stability and high specific activity (Chen et al. 2018). As d-allulose is an expensive substrate, efforts have been made to produce d-allose from a cheap substrate such as fructose. The implementation of this approach combines the use of either d-tagatose 3-epimerase or d-allulose 3-epimerase for the first step, where fructose is converted to d-allulose; and either l-rhamnose isomerase or ribose 5-phosphate isomerase to produce d-allose (Lee et al. 2018). Based on this approach, a one-pot, two-reaction system involving d-allulose 3-epimerase and ribose 5-phosphate isomerase has been recently suggested, that allowed the production of d-allose (79 g/L) from 600 g/L fructose solution.
-
d -Allulose ( d -psicose)
This hexose has a sweetness that is 70% that of sucrose. Blood glucose suppressive and neuroprotective effects, as well as anti-obesity and reactive oxygen species scavenging feature have been reported for this sugar (Mooradian et al. 2017; Mu et al. 2015). d-Allulose is obtained from the epimerization of d-fructose using d-tagatose 3-epimerase family members from different microbial sources. Among these enzymes, one of the most effective is from A. tumefaciens, although other strains such as Clostridium bolteae, Clostridium cellulolyticum, Clostridium scindens, Desmospora sp., Dorea sp., Flavonifractor plautii, Rhodobacter sphaeroides, or Ruminococcus sp. have also displayed high catalytic efficiency toward d-allulose production. Hence, these enzymes are usually named d-allulose (psicose) 3-epimerase (EC 5.1.3.30) (Parker et al. 2010). The epimerization typically occurs in mild alkaline environment, temperatures from 40 to 65 °C and substrate concentration up to 750 g/L, with conversion yields that can reach 35%. The use of (partially) purified enzymes and whole cells, often permeabilized to ease mass transfer, both in free form, is the most often reported biocatalyst formulation (Mu et al. 2015; Park et al. 2016b, c; Mu et al. 2012). E. coli cells are often used for heterologous 3-epimerase expression but since generally recognized as safe (GRAS) host, thus limiting the application as food additive of d-allulose produced by such recombinant strains. To overcome this, expression of d-allulose 3-epimerase from F. plautii in Corynebacterium glutamicum has been assayed and implemented successfully. Thus, 235 g/L d-allulose were produced from 750 g/L d-fructose by the recombinant permeabilized whole cells, resulting in a volumetric productivity of 353 g/L h (Park et al. 2016b). Immobilized d-allulose 3-epimerases have been also used for this isomerization such as those immobilized on Duolite A586 beads (Lim et al. 2009) and on graphene oxide (Dedania et al. 2017). In the former case, continuous operation was performed for 384 h, with a productivity of 606 g/L h. In the latter, the immobilized enzyme formulation was reused over 11 cycles. Throughout this process, the relative activity decreased noticeably, to about 20% of the initial activity at the final cycle, a feature that may condition its wider application.
The production of d-allulose from d-glucose has also been described, involving the combination of xylose isomerase and d-allulose 3-epimerase. This has been implemented either by immobilization of both enzymes in Saccharomyces cerevisiae spores (Li et al. 2015) or their co-expression in E. coli (Men et al. 2014; Chen et al. 2017). In the former case, a two-step approach, enabling glucose isomerization at 85 °C and fructose isomerization at 60 °C, allowed the conversion of 3 g/L glucose with a final yield of 12%. The strategy enabled each enzyme to operate under the most adequate temperature. The product was obtained at a much lower concentration as compared to a traditional single reaction, fructose-based approach. Still, both immobilized enzymes could be reused in eight cycles with minor loss of activity (Li et al. 2015). The co-expression approach developed by Men and coworkers allowed the production of 135 g/L d-allulose from a mixture of d-glucose (520 g/L) and d-fructose (380 g/L) from high-fructose corn syrup (HFCS), at 65 °C (Men et al. 2014). The approach developed by Chen and coworkers was evaluated over either cellulose hydrolysate, containing 24.5 g/L d-glucose, or microalgae hydrolysate, containing 26.4 g/L d-glucose. Final d-psicose concentrations of 1.42 and 1.69 g/L, respectively, were reported, at 40 °C (Chen et al. 2017). As far as currently known industrial production of d-allulose is still limited to Japan and Korea (Mu et al. 2012).
-
d -Tagatose
d-tagatose is 92% as sweet as sucrose, has a caloric content half of that of sucrose and low glycemic effect. It is hence used in the prevention of diabetes and tooth care (Mooradian et al. 2017; Beerens et al. 2012). Detailed information on the properties of d-tagatose can be found in a recent review (Jayamuthunagai et al. 2017). Several approaches have been used for the biocatalytic production of d-tagatose, as summarized in Table 9.2 (Jayamuthunagai et al. 2017; Li et al. 2013).
The most widely used approach, which will be detailed, involves the isomerization of d-galactose to d-tagatose promoted by l-arabinose isomerase (EC 5.3.1.4), from diverse microbial sources (Jayamuthunagai et al. 2017; Li et al. 2013). Thermodynamic equilibrium is shifted to the product side with temperature increase, thus enzymes with high thermal stability are favored, such as those from Anoxybacillus flavithermus, Geobacillus stearothermophilus, T. maritima, and Thermotoga neapolitana. Enzymes from those sources enabled operation at 60–95 °C, and conversion yields from 48 to 68% (Jayamuthunagai et al. 2017; Li et al. 2013). However, browning reaction becomes significant when the temperature exceeds 70 °C, with a negative impact in the final product, hence commercial production favors isomerization at temperatures around 60 °C (Mei et al. 2016). The isomerization is typically performed in mild alkaline environment (Jayamuthunagai et al. 2017; Li et al. 2013). The higher d-tagatose production reported so far involved: (a) the use of l-arabinose isomerase from E. coli immobilized in calcium alginate and packed into a reactor operating in continuous recycling model, yielding 230 g/L tagatose from 500 g/L galactose, with a productivity of 9.6 g/(L h); (b) the use of l-arabinose isomerase mutant enzyme from Geobacillus thermodenitrificans in the presence of boric acid, that has a higher affinity to d-tagatose than to the substrate. The isomerase produced 370 g/L d-tagatose from 500 g/L d-galactose, corresponding to a productivity of 15.4 g/(L h) (Li et al. 2013; Kim et al. 2003; Lim et al. 2007). Boric acid removal, required to enable the use of tagatose as food additive, was performed with Amberlite IRA-743 and Dowex X50X8 resins (Lim et al. 2007). Most arabinose isomerases require metal cofactors such as Mn2+ and Co2+ at concentrations of 1–5 mM for improvement of thermal stability and optimal activity. This requirement increases the cost and complexity of the downstream process, to remove (or significantly reduce) the titer of metal ions, as to comply with requirements for food applications. Efforts are hence being made toward the identification/engineering of enzymes that display high stability and activity under negligible metal ion concentration (Jayamuthunagai et al. 2017). A pioneering work involved cloning and overexpression of mutant l-arabinose isomerases from B. stearothermophilus US100 in E. coli (Rhimi et al. 2009). The addition of metal ions had no effect on activity and stability of the mutant at temperatures below 65 °C. Moreover, a double mutant displayed optimal activity at pH 6.0–6.5 and at temperatures from 50 to 65 °C, operational conditions that minimize browning reaction. The mutant enzymes displayed optimal conversion rates within 41–47% (Rhimi et al. 2009). A more recent example is the aspartate isomerase of Bacillus coagulans NL01 overexpressed in E. coli. The recombinant E. coli cells displayed optimal pH and temperature of 7.5 and 60 °C, respectively. High activity was observed in the absence of metal ions, and the thermal stability trend at temperatures from 70 to 90 °C remained roughly unchanged irrespective of either the absence or the presence (0.5 mM) of Mn2+. Under pH 7.5 and 60 °C, 70 g/L of d-tagatose were produced from 250 g/L d-galactose corresponding to a productivity of roughly 1.5 g/(L h) (Mei et al. 2016). The l-arabinose isomerase from Clostridium hylemonae cloned and expressed in E. coli also displayed features that also suggest its potential for large-scale application (Nguyen et al. 2018). Thus, the activity peaked at 50 °C and pH 7.0–7.5, only requiring 1 mM of Mg2+ as cofactor, conversion yield was highest at 60 °C. Moreover, the catalytic efficiency 3.691/(mM s) on galactose exceeded that of several other enzymes (Mei et al. 2016; Nguyen et al. 2018).
Recently, a one-pot three-step enzyme cascade was used to produce d-tagatose (144 g/L) from d-fructose (180 g/L). In the first step, hexokinase was used for fructose phosphorylation with equimolar amount of ATP yielding fructose-6-phosphate; fructose-1,6-biphosphate aldolase epimerized fructose-6-phosphate to tagatose-6-phosphate; and finally, phytase fully dephosphorylated the latter, to yield tagatose. Although high-yield conversion was achieved, the process is likely to be economically unfeasible for large-scale application unless external ATP requirements are overcome. One possibility, as suggested by the authors of the work, relies on expression of the pathway in genetically engineered cells expressing the pathway and fulfilling endogenously ATP requirements (Lee et al. 2017).
-
d-Sorbose
d-sorbose is 70% as sweet as sucrose and besides its role as low-calorie sweetener, it may be used as insect control agent and as a building block for commercially relevant compounds (Mooradian et al. 2017; Li et al. 2013). This hexose was produced from galactitol using resting whole cells of Pseudomonas sp. ST 24 under pH 7.5 and temperature 30 °C. A product yield of 70% from 10 g/L galactitol was obtained after 48 h of incubation (Khan et al. 1992). A two-enzyme cascade system was involved in the biotransformation, combining a dehydrogenase, that converts galactitol to d-tagatose, with an epimerase, that transforms d-tagatose into d-sorbose (Khan et al. 1992). The d-tagatose 3-epimerase from Pseudomonas ST-24 was later partially purified, immobilized on BCW 2503 Chitopearl beads. This formulation was used for the direct epimerization of 100 g/L d-tagatose to d-sorbose, at pH 7.5 and temperature 30 °C, to form 70 g/L of product after 24 h incubation. This yield was kept constant for five consecutive batch runs (Itoh et al. 1995). Glucitol, prepared from d-gulono-1,4-1actone, a relatively cheap starting material, by borohydride reduction, was used as a substrate for the synthesis of d-sorbose by oxidation at C-5 position, with resting Pseudomonas sp. Ac whole cells with dehydrogenase activity at pH 6.6 and 30 °C. A product yield of 97% out of an initial substrate concentration of 22 g/L was obtained after 35 h incubation. The cells were effectively reused in four consecutive batch runs of 22 h in average, with initial substrate concentration of 10 g/L in average, as product yields exceeding 95% were obtained (Huwig et al. 1996). More recently, a recombinant l-glucitol oxidizing dehydrogenase from Bradyrhizobium japonicum USDA 110 was shown to oxidize 18 g/L l-glucitol to 16 g/L d-sorbose in 25 h of incubation, when coupled to a cofactor regeneration system (Gauer et al. 2014).
9.2.3 High-Intensity Sweeteners
High-intensity sweeteners designation abridge a set of compounds that display significantly higher sweetness that sucrose, yet they are noncaloric and non-cariogenic. Overall, these features make high-intensity sweeteners appealing to be used as sweeteners and occasionally as flavor enhancers, so that healthy foods are produced (Mooradian et al. 2017). The most widely disseminated and approved for most foods with GRAS status high-intensity sweeteners are: acesulfame potassium (200 fold sweeter than sucrose); advantame (20.000 fold sweeter than sucrose); aspartame (200 fold sweeter than sucrose); neotame (7.000–13.000 fold sweeter than sucrose); saccharin (200–700 sweeter than sucrose); Siraitia grosvenorii (Luo han guo) fruit extracts (100–250 fold sweeter than sucrose); steviol glycosides, that include dulcoside A, rebaudiosides A to E, steviolbioside, and stevioside (200–400 fold sweeter than sucrose); and sucralose (600 fold sweeter than sucrose) (Chattopadhyay et al. 2014; Mooradian et al. 2017; Li et al. 2014; Carocho et al. 2014). Most of these are artificial and chemically synthesized, while stevia glycosides and Luo han guo fruit extracts are natural products.
-
Aspartame
Besides chemical synthesis, aspartame, N-(l-α-Aspartyl)-l-phenylalanine methyl ester or Asp-Phe-OMe, is produced enzymatically, an approach that is well documented (Liese et al. 2006; Yagasaki and Hashimoto 2008; Pitzer and Steiner 2016). Industrial production relies on the use of thermolysin (EC 3.4.24.27), a heat stable, enantioselective Zn2+ protease from Bacillus thermoproteolyticus, that catalyzes the condensation of carbobenzoxy-l-aspartic acid (protected amino acid) and l-phenyl-alanine methyl ester to yield carbobenzoxy-l-aspartyl-l-phenylalanine methyl ester, a protected precursor of aspartame that is subsequently deprotected by catalytic hydrogenation over Pd catalyst to obtain aspartame. The process is carried out at neutral pH and 50 °C, in aqueous or biphasic media, and precipitation of the product in salt form has been suggested to shift equilibrium to product formation (Liese et al. 2006; Birrane et al. 2014). Recently, the use of a mutant of organic solvent stable protease PT121 from Pseudomonas aeruginosa expressed in E. coli was suggested for this process. As the mutant protease retains significant activity at pH 6.0, at which the product significantly precipitates, the condensation reaction can be performed at such pH, to shift the thermodynamic equilibrium to product formation with no need for further action. Condensation in aqueous medium at pH 6.0 and 37 °C led to product yields close to 90% for carbobenzoxy-l-aspartic acid and l-phenyl-alanine methyl ester concentrations of 13.4 and 89.5 g/L, respectively, in 12 h runs. Product yield slightly decreased to 82.2% when the concentration of carbobenzoxy-l-aspartic acid doubled, thus molecular docking studies were developed to highlight the inhibition mechanism of this substrate in product synthesis (Liu et al. 2015). The simplicity of the process and high yields suggest potential application of this protease for large-scale synthesis of aspartame.
-
Sucralose
Sucralose, 1,6-dichloro-1,6-dideoxy-β-d-fructofuranosyl-4-chloro-4-deoxy-α-d-galactopyranosid, is a chlorinated derivative of sucrose, obtained by the replacement replacing the hydroxyl groups in positions 4, 1′ and 6′ with chlorine. Large-scale production relies on chemical synthesis, but efforts have been made involving an enzymatic contribution toward the production of this sweetener (Chattopadhyay et al. 2014). Recent efforts have mostly focused on the synthesis of sucrose 6-acetate from sucrose and, at a minor scale, on the deacetylation of sucralose-6-acetate to sucralose. The synthesis of sucrose-6-acetate from sucrose typically relies on the use of glucose 6-acetate and sucrose as substrates. Fructosyl transferases have been often used to catalyze this reaction, but product yields have been far from satisfactory, in both aqueous and organic environment. The use of ionic liquids as cosolvents has however been shown to improve product yield and limiting substrate conversion of 3.18-fold and 2.90-fold, respectively, as compared to pure aqueous environment. Thus, in the presence of a mixture of 1-decatyl-3-methylimidazolium hexafluorophosphate and Tris–HCl buffer pH 8.0 (20:80, v/v ratio) and a temperature of 55 °C, glucose 6-acetate conversion of 88.2% and sucrose 6-acetate yield of 77.2% were observed after 8 h of reaction, for initial concentrations of sucrose and glucose 6-acetate of 10 and 2.5 g/L, respectively (Wei et al. 2016). Still, the use of ionic liquid in the reaction medium for the production of goods to the food industry may cause some concern (Martins et al. 2017).
Cross-linked aggregates of Lipozyme TL 100 L, based on glutaraldehyde reticulation, were also used for the synthesis of sucrose 6-acetate, with sucrose and vinyl acetate as substrates. A product yield of 87.46% and a product concentration of 49.8 g/L were obtained, for initial sucrose concentrations of 20 and 60 g/L, respectively, and vinyl acetate-to-sucrose mole ratio 8:1. Moreover, the immobilized enzyme could be reused up to eight times (Yang et al. 2012).
Sucralose 6-acetate was effectively converted to sucralose with alginate entrapped B. subtilis cells. This green approach which allowed full conversion of 10–300 g/L substrate was observed for incubation periods within 48–250 h. Moreover, the immobilized cells could be used for three consecutive batch bioconversions (Chaubey et al. 2013).
Recently, B. amyloliquefaciens WZS01 was shown to allow for the regioselective acylation and deacetylation within the scope of sucralose synthesis. Thus, whole cells immobilized on polyurethane foam were used to synthesize sucrose 6-acetate, with product yield in excess of 95% for initial sucrose and vinyl acetate concentrations of concentration of 20.5 and 60.3 g/L, respectively, after 22 h of reaction. Free cells hydrolyzed 33 g/L sucralose 6-acetate to produce sucralose, with product yield in excess of 99% yield after 24 h of reaction. These results suggest the potential application of these microorganisms in the chemical enzymatic production of sucralose (Sun et al. 2017).
-
Steviol glycosides
Steviol glycosides are mostly obtained from Stevia rebaudiana Bertoni by extraction (Mathur et al. 2017) but as a major component, namely stevioside, display an unpleasant aftertaste, enzyme-catalyzed changes have been developed to overcome this, without altering the remaining properties. These modifications mostly consider C-13 and C-19 positions of stevia glycosides, as these compounds share the same backbone, only differing in the carbohydrate residues attached to those positions (Kochikyan et al. 2006; Adari et al. 2016). For instance, rebaudioside A, the second major steviol glycoside from stevia leaves, displays an additional glucose unit at C-13, that improves its sweetness and taste, as compared to stevioside (Adari et al. 2016; Chranioti et al. 2016). There are several published works from the late 1980s henceforth, where enzymatic transglycosylation is used as a tool to increase the organoleptic properties of steviol glycosides. Most of those works involve enzymes with transglycosylation activity used for related applications, such as α-amylase, β-cyclodextrin glycosyltransferase, dextranase, isomaltase, and pullulanase, coupled with different glycosyl donors, namely cyclodextrins, glucose, lactose, maltose, and partially hydrolyzed starch. These works often aim at increasing the rebaudioside A, but other steviol glycoside derivatives with improved organoleptic properties as compared to stevioside were obtained. Several drawbacks have been associated with these enzymatic processes such as low yields, lack of selectivity of the product, and relatively poor thermal stability of the enzymes (Mathur et al. 2017; Adari et al. 2016). Moreover, it can be established that the glycosyl donor and its ratio to stevioside is casuistic.
Recent examples of the enzymatic modification of stevioside include:
-
(a)
The use of α-amylase from B. amyloliquefaciens with starch as donor (Ye et al. 2013). Under optimized conditions, namely pH 6.5, temperature 70 °C, and stevioside and starch concentrations of 20 and 80 g/L, respectively, 38.3% conversion yield was achieved after 12 h. Two major products, accounting for 96% of the final product were identified as 13-{[2-O-(β-d-glucopyranosyl)-β-d-glucopyranosyl]oxy}ent-kaur-16-en-19-oic acid 2-O-(α-D-glucopyranosyl)-β-d-glucopyranosyl ester and 13-{[2-O-(β-d-glucopyranosyl)-β-d-glucopyranosyl]oxy} ent-kaur-16-en-19-oic acid 2-O-[(4-O-α-d-glucopyranosyl)-α-d-glucopyranosyl]-β-d-glucopyranosyl ester. Challenged for sensory evaluation, the products displayed improved sweetness and decreased aftertaste, as compared to the substrate.
-
(b)
The use of alternansucrase (EC 2.4.1.140) from Leuconostoc citreum SK24.002 with sucrose as donor (Musa et al. 2014; Hii et al. 2012). Under optimized reaction conditions of pH 5.4, temperature 20 °C, donor, and stevioside concentrations of 10 g/L, the authors reported a maximum transglycosylation yield of 43.7%. The products were a mixture of mono-, di-, and tri-glycosylated steviosides, yet no sensory evaluation was performed in the study. On the other hand, operation at 20 °C suggests significant energy saving, a positive feature for large-scale operation.
-
(c)
Dextransucrase from L. citreum KM20 was used for transglycosylation of stevioside to produce an α-d-glucosyl stevioside (Ko et al. 2016). More specifically, the stevioside molecule was glycosylated at the free hydroxyl group of the glycosyl moiety at the 13-carboxyl group. Under optimized reaction conditions, pH 5.5, temperature 30 °C, 200 g/L stevioside, and a total of 600 g/L sucrose as glycosyl donor were incubated in a 30 L reactor for 5 days to achieve a production yield of 94%. As sucrose hampered transglycosylation and favored the formation of by-products above 171 g/L, the donor was periodically fed to the reaction medium so that the concentration of the donor never exceeded 60 g/L. The organoleptic properties of the glycosyl stevioside were assessed to establish that flavor and sweetness were twofold improved as compared with stevioside but did not match rebaudioside A, being instead similar to those of rebaudioside E. Nevertheless, the stability of the glycosyl stevioside in soft drinks either matched or exceeded that of stevioside and rebaudioside A. Overall, it was suggested that the glycosyl stevioside formed is a potential candidate for use as sweetener in soft drinks.
-
(d)
The use of cellulase for the pretreatment of stevia leaves that releases intracellular glycosyl-transferases present in the leaves. These enzymes catalyze the transglycosylation of stevioside into rebaudioside A (Adari et al. 2016). The pretreatment of the leaves was performed at pH 4.6, 50 °C, at a buffer-to-leaf ratio of 15:1, 10 g/L soluble starch and 10 g/L cellulase. The outcome led to an increase in the rebaudioside A:stevioside ratio to 5.3, as compared to a ratio of 0.11 when untreated leaves were considered. This approach is quite original, as it relies on the use of stevia leaves endogenous transglycosylation enzymes.
-
(e)
A mechanistic approach was developed by Singla and Jaitak to establish the debittering features of rebaudioside A as compared to stevioside (Singla and Jaitak 2016). Through molecular simulation, these authors established that the sugar moiety in the C-3″ position in rebaudioside A limits the access to the bitter taste receptor. The authors then synthesized rebaudioside A from stevioside with β-1,3-glucanase from Irpex lacteus and curdlan as glycosyl donor. Under optimized reaction conditions, pH 4.5, temperature 55 °C, donor-to-stevioside ratio 2:1, and a production yield of 62.5% from 200 mg stevioside was observed after 3 h of incubation. Unfortunately, no data for concentration was given.
-
(f)
The combined application of a recombinant UDP-glucosyltransferase from S. rebaudiana and a sucrose synthase from Arabidopsis thaliana to produce rebaudioside A from stevioside (Wang et al. 2016c). Under optimal reaction conditions, pH 7.2, temperature 30 °C, 1.9 g/L stevioside, 2.5 g/L sucrose, and 2.4 mg/L UDP, and a product yield of 78% was obtained after 30 h. In this approach, that involves the combined activity of the two enzymes, UDP-glucosyltransferase transfers a glycosyl unit from UDP-glucose to stevioside so that rebaudioside A is formed and UDP is formed. Using sucrose as substrate, sucrose synthase regenerates UDP-glucose with the release of a fructosyl unit, so that minimal amounts of expensive ADP are required. This approach was also used by Li et al. (2016), but using as biocatalyst permeabilized whole cells of S. cerevisiae, engineered to express S. rebaudiana UDP-glucosyltransferase. In this work, glucose, rather than sucrose, was used for the in vivo regeneration UDP-glucose, through the endogenous UDP-glucose synthesis pathway, where sodium citrate was added to inhibit the action of phosphofructokinase during glycolysis, hence preventing diversion of glucose-1-phosphate into fructose 2,6-bisphosphate. Under optimized conditions, pH 7.2, temperature 30 °C, 40 g/L glucose, 15 g/L sodium citrate and 6 g/L MgCl2, and 1.2 g/L rebaudioside A were produced from 2 g/L stevioside after 48 h, again with no need for exogenous UDP-glucose.
9.2.4 Oligosaccharides
Oligosaccharides are low-calorie sweeteners which have mostly a prebiotic role (Chen 2018). The most common are galacto-, fructo-, and xylo-oligosaccharides, that can be produced either by partial hydrolysis of a polysaccharide, e.g., hydrolysis of inulin with endoinulinases that yield long-chain (2–9 fructosyl residues) fructo-oligosaccharide (Singh et al. 2016); hydrolysis of corncob with xylanases (Boonchuay et al. 2014). Short-chain (2–4 units) fructo-oligosaccharides and galactooligosacharides, on the other hand, can be synthesized using fructosyltransferases or β-D-fructofuranosidase, and sucrose as substrate (Singh et al. 2016; Wang 2015) or β-galactosidase and lactose as substrate (Chen and Gänzle 2017).
References
Acer Ö, Bekler FM, Pirinççioğlu H, Güven RG, Güven K (2016) Purification and characterization of thermostable and detergent-stable α-amylase from Anoxybacillus sp. AH1. Food Technol Biotechnol 54:70–77
Adari BR, Alavala S, George SA, Meshram HM, Tiwari AK, Sarma AV (2016) Synthesis of rebaudioside-A by enzymatic transglycosylation of stevioside present in the leaves of Stevia rebaudiana Bertoni. Food Chem 200:154–158
Adrio J-L, Demain AL (2010) Recombinant organisms for production of industrial products. Bioeng Bugs 1:116–131
Ajita S, Thirupathihalli M (2014) α-amylase production and applications: a review. J Appl Environ Microbiol 2:166–175
Arnold FH (2018) Directed evolution: bringing new chemistry to life. Angew Chem Int Ed 57:4143–4148
Asgher M, Asad MJ, Rahman SU, Legge RL (2007) A thermostable α-amylase from a moderately thermophilic Bacillus subtilis strain for starch processing. J Food Eng 79:950–955
Beerens K, Desmet T, Soetaert W (2012) Enzymes for the biocatalytic production of rare sugars. J Ind Microbiol Biotechnol 39:823–834
Berini F, Casciello C, Marcone GL, Marinelli F (2017) Metagenomics: novel enzymes from non-culturable microbes. FEMS Microbiol Lett 364, fnx211
Birrane G, Bhyravbhatla B, Navia MA (2014) Synthesis of aspartame by thermolysin: a X-ray structural study. ACS Med Chem Lett 5:706–710
Boonchuay P, Techapun C, Seesuriyachan P, Chaiyaso T (2014) Production of xylooligosaccharides from corncob using a crude thermostable endo-xylanase from Streptomyces thermovulgaris TISTR1948 and prebiotic properties. Food Sci Biotechnol 23:1515–1523
Bunge J, Willis A, Walsh F (2014) Estimating the number of species in microbial diversity studies. Ann Rev Stat Appl 1:427–445
Carocho M, Morales P, Ferreira ICFR (2014) Sweeteners as food additives in the XXI century: a review of what is known, and what is to come. Food Chem Toxicol 107(Pt A):302–317
Carvalho RV, Côrrea TLR, Silva JCM, de Oliveira Mansur LR, Martins ML (2008) Properties of an amylase from thermophilic Bacillus sp. Braz J Microbiol 39:102–107
Chakravarty S, Varadarajan R (2002) Elucidation of factors responsible for enhanced thermal stability of proteins: a structural genomics based study. Biochemistry 41:8152–8161
Chakraborty K, Bhattacharyya BK, Sem SK (2000) Purification and characterization of a thermostable alpha-amylase from Bacillus stearothermophilus. Folia Microbiol (Praha) 45:207–210
Chattopadhyay S, Raychaudhuri U, Chakraborty R (2014) Artificial sweeteners—a review. J Food Sci Technol 51:611–621
Chaubey A, Raina C, Parshad R, Rouf A, Gupta P, Taneja SC (2013) Bioconversion of sucralose-6-acetate to sucralose using immobilized microbial cells. J Mol Catal B Enzym 91:81–86
Chen R (2018) Enzyme and microbial technology for synthesis of bioactive oligosaccharides: an update. Appl Microbiol Biotechnol 102:3017–3026
Chen XY, Gänzle MG (2017) Lactose and lactose-derived oligosaccharides: more than prebiotics? Int Dairy J 67:61–72
Chen J, Stites WE (2004) Replacement of staphylococcal nuclease hydrophobic core residues with those from thermophilic homologues indicates packing is improved in some thermostable proteins. J Mol Biol 344:271–280
Chen X, Wang W, Xu J, Yuan Z, Yuan T, Zhang Y, Liang C, He M, Guo Y (2017) Production of d-psicose from d-glucose by co-expression of d-psicose 3-epimerase and xylose isomerase. Enzyme Microb Technol 105:18–23
Chen Z, Chen J, Zhang W, Zhang T, Guang C, Um W (2018) Recent research on the physiological functions, applications, and biotechnological production of d-allose. Appl Microbiol Biotechnol 102:4269–4278
Chranioti C, Chanioti S, Tzia C (2016) Comparison of spray, freeze and oven drying as a means of reducing bitter after taste of steviol glycosides (derived from Stevia rebaudian Bertoni plant)-evaluation of the final products. Food Chem 190:1151–1158
Culligan EP, Sleator RD, Marchesi JR, Hill C (2014) Metagenomics and novel gene discovery: promise and potential for novel therapeutics. Virulence 5:399–412
Daudé D, Remaud-Siméon M, André I (2012) Sucrose analogs: an attractive (bio)source for glycol diversification. Nat Prod Rep 29(9):945–960
de Souza PM, Magalhães PO (2010) Application of microbial α-amylase in industry—a review. Braz J Microbiol 41:850–861
Dedania SR, Patel MJ, Patel DM, Akhani RC, Patel DH (2017) Immobilization on graphene oxide improves the thermal stability and bioconversion efficiency of d-psicose 3-epimerase for rare sugar production. Enzyme Microb Technol 107:49–56
Desai SS, Gachhi DB, Hungund BS (2017) Glucose isomerizing enzymes. In: Ray RC, Rosell CM (eds) Microbial enzyme technology in food applications. CRC Press, Boca Raton, pp 69–84
Dey TB, Kumar A, Banerjee R, Chandna P, Kuhad RC (2016) Improvement of microbial α-amylase stability: strategic approaches. Process Biochem 51:1380–1390
DiCosimo R, McAuliffe J, Poulose AJ, Bohlmann G (2013) Industrial use of immobilized enzymes. Chem Soc Rev 42(15):6437–6474
Dill KA (1990) Dominant forces in protein folding. Biochemistry 29:7133–7155
Du R, Song Q, Zhang Q, Zhao F, Kim RC, Zhou Z, Han Y (2018) Purification and characterization of novel thermostable and Ca-independent α-amylase produced by Bacillus amyloliquefaciens BH072. Int J Biol Macromol 115:1151–1156
Feller G (2010) Protein stability and enzyme activity at extreme biological temperatures. J Phys Condens Matter 22:323101
Feng H, Wang H-Y, Zhao H-Y (2017) Novel random mutagenesis method for directed evolution. Methods Mol Biol 1498:483–490
Fitter J (2005) Structural and dynamical features contributing to thermostability in α-amylases. Cell Mol Life Sci 62:1925–1937
Gai Y, Chen J, Zhang S, Zhu B, Zhang D (2018) Property improvement of α-amylase from Bacillus stearothermophilus by deletion of amino acid residues arginine 179-glycine 180. Food Technol Biotechnol 56:58–64
Gauer S, Wang Z, Otten H, Etienne M, Bjerrum MJ, Lo Leggio L, Walcarius A, Giffhorn F, Kohring GW (2014) An L-glucitol oxidizing dehydrogenase from Bradyrhizobium japonicum USDA 110 for production of d-sorbose with enzymatic or electrochemical cofactor regeneration. Appl Microbiol Biotechnol 98:3023–3032
Ghasemi A, Ghafourian S, Vafaei S, Mohebi R, Farzi M, Taherikalani M, Sadeghifard N (2015) Cloning, expression, and purification of hyperthermophile α-amylase from Pyrococcus woesei. Osong Public Heal Res Perspect 6:336–340
Godswill AC (2017) Sugar alcohols: chemistry, production, health concerns and nutritional importance of mannitol, sorbitol, xylitol, and erythritol. Int J Adv Res 3:31–66
Grembecka M (2015) Sugar alcohols—their role in the modern world of sweeteners: a review. Eur Food Res Technol 241:1–14
Gromiha MM, Pathak MC, Saraboji K, Ortlund EA, Gaucher EA (2013) Hydrophobic environment is a key factor for the stability of thermophilic proteins. Proteins Struct Funct Bioinf 81:715–721
Gupta R, Gigras P, Mohapatra H, Kumar V, Chauhan GB (2003) Microbial α-amylases: a biotechnological perspective. Process Biochem 38:1599–1616
He L, Mao Y, Zhang L, Wang H, Alias SA, Gao B (2017) Functional expression of a novel α-amylase from Antarctic psychrotolerant fungus for baking industry and its magnetic immobilization. BMC Biotechnol 17:22
Hellmers F, Takors R, Thum O (2018) Robust enzyme immobilizates for industrial isomalt production. Mol Catal 445:293–298
Hii SL, Tan JS, Ling TC, Ariff AB (2012) Pullulanase: role in starch hydrolysis and potential industrial applications. Enzyme Res 2012:921362
Huwig A, Emmel S, Giffhorn F (1996) Preparation of d-sorbose from l-glucitol by bioconversion with Pseudomonas sp. Ac. Carbohydr Res 281:183–186
Irwin WE, Sträter PJ (2001) Isomaltulose. In: Nabors LB (ed) Alternative sweeteners, 3rd edn. Marcel Dekker, New York, pp 413–421
Itoh H, Sato T, Takeuchi T, Khan AR, Izumori K (1995) Preparation of d-sorbose from d-tagatose by immobilized d-tagatose 3-epimerase. J Ferment Bioeng 79:184–185
Jayamuthunagai J, Gautam P, Srisowmeya G, Chakravarthy M (2017) Biocatalytic production of d-tagatose: a potential rare sugar with versatile applications. Crit Rev Food Sci Nutr 57:3430–3437
Jones A, Lamsa M, Frandsen T, Spendler T, Harris P, Sloma A, Xu F, Nielsen JB, Cherry JR (2008) Directed evolution of a maltogenic α-amylase from Bacillus sp. TS-25. J Biotechnol 134:325–333
Juge N, Svensson B, Williamson G (1998) Secretion, purification, and characterisation of barley alpha-amylase produced by heterologous gene expression in Aspergillus niger. Appl Microbiol Biotechnol 49:385–392
Karam EA, Abdel Wahab WA, Saleh SAA, Hassan ME, Kansoh AL, Esawy MA (2017) Production, immobilization and thermodynamic studies of free and immobilized Aspergillus awamori amylase. Int J Biol Macromol 102:694–703
Kelly RM, Dijkhuizen L, Leemhuis H (2009) Starch and α-glucan acting enzymes, modulating their properties by directed evolution. J Biotechnol 140:184–193
Khan AR, Takahata S, Okaya H, Tsumura T, Izumori K (1992) “d-sorbose fermentation” from galactitol by Pseudomonas sp. ST 24. J Ferment Bioeng 74:149–152
Kim HJ, Ryu SA, Kim P, Oh DK (2003) A feasible enzymatic process for d-tagatose production by an immobilized thermostable l-arabinose isomerase in a packed-bed bioreactor. Biotechnol Prog 19:400–404
Ko JA, Nam SH, Park JY, Wee Y, Kim D, Lee WS, Ryu YB, Kim YM (2016) Synthesis and characterization of glucosyl stevioside using Leuconostoc dextransucrase. Food Chem 211:577–582
Kochikyan VT, Markosyan AA, Abelyan LA, Balayan AM, Abelyan VA (2006) Combined enzymatic modification of stevioside and rebaudioside A. Appl Biochem Microbiol 42:31–37
Kotwal SM, Shankar V (2009) Immobilized invertase. Biotechnol Adv 27:311–322
Landry TD, Chew L, Davis JW, Frawley N, Foley HH, Stelman SJ, Thomas J, Wolt J, Hanselman DS (2003) Safety evaluation of an alpha-amylase enzyme preparation derived from the archaeal order Thermococcales as expressed in Pseudomonas fluorescens biovar I. Regul Toxicol Pharmacol 37:149–168
Lee SH, Hong SH, Kim KR, Oh DK (2017) High-yield production of pure tagatose from fructose by a three-step enzymatic cascade reaction. Biotechnol Lett 39:1141–1148
Lee TE, Shin KC, Oh DK (2018) Biotransformation of fructose to allose by a one-pot reaction using Flavonifractor plautii d-allulose 3-epimerase and Clostridium thermocellum ribose 5-phosphate isomerase. J Microbiol Biotechnol 28:418–424
Li Z, Gao Y, Nakanishi H, Gao X, Cai L (2013) Biosynthesis of rare hexoses using microorganisms and related enzymes. Beilstein J Org Chem 9:2434–2445
Li C, Lin LM, Sui F, Wang ZM, Huo HR, Dai L, Jiang TL (2014) Chemistry and pharmacology of Siraitia grosvenorii: a review. Chin J Nat Med 12(2):89–102
Li Z, Li Y, Duan S, Liu J, Yuan P, Nakanishi H, Gao XD (2015) Bioconversion of d-glucose to d-psicose with immobilized d-xylose isomerase and d-psicose 3-epimerase on Saccharomyces cerevisiae spores. J Ind Microbiol Biotechnol 42:1117–1128
Li Y, Li Y, Wang Y, Chen L, Yan M, Chen K, Xu L, Ouyang P (2016) Production of rebaudioside A from stevioside catalyzed by the engineered Saccharomyces cerevisiae. Appl Biochem Biotechnol 178:1586–1598
Li L, Wang H, Cheng H, Deng Z (2017) Isomaltulose production by yeast surface display of sucrose isomerase from Pantoea dispersa on Yarrowia lipolytica. J Funct Foods 32:208–217
Li X, Wang Y, Park J-T, Gu L, Li D (2018) An extremely thermostable maltogenic amylase from Staphylothermus marinus: Bacillus expression of the gene and its application in genistin glycosylation. Int J Biol Macromol 107:413–417
Liese A, Seelbach K, Buchholz A, Haberland J (2006) Processes. In: Liese A, Seelbach K, Wandrey C (eds) Industrial biotransformations, 2nd edn. Wiley-VCH, Weinheim, pp 147–513
Lim BC, Kim HJ, Oh DK (2007) High production of d-tagatose by the addition of boric acid. Biotechnol Prog 23:824–828
Lim BC, Kim HJ, Oh DK (2009) A stable immobilized d-psicose 3-epimerase for the production of d-psicose in the presence of borate. Process Biochem 44:822–828
Liu Y, Lu F, Li Y, Yin XB, Wang Y, Gao C (2008) Characterisation of mutagenised acid-resistant alpha-amylase expressed in Bacillus subtilis WB600. Appl Microbiol Biotechnol 78:85–94
Liu K, Zhu F, Zhu L, Chen G, He B (2015) Highly efficient enzymatic synthesis of Z-aspartame in aqueous medium via in situ product removal. Biochem Eng J 98:63–67
Lloyd NE, Nelson WJ (1984) Glucose- and fructose-containing sweeteners from starch. In: Whistler RL, BeMiller JN, Paschall EF (eds) Starch: chemistry and technology, 2nd edn. Academic Press, Orlando, Florida, pp 611–660
Manthey FA, Xu Y (2010) Glycobiology of foods: food carbohydrates—occurrence, production, food uses, and healthful properties. In: Yildiz F (ed) Advances in food biochemistry. CRC Press Taylor & Francis Group, Boca Raton, pp 25–49
Martins PLG, Braga AR, de Rosso VV (2017) Can ionic liquid solvents be applied in the food industry? Trends Food Sci Technol 66:117–124
Mathur S, Bulchandani N, Parihar S, Shekhawat GS (2017) Critical review on steviol glycosides: pharmacological, toxicological and therapeutic aspects of high potency zero caloric sweetener. Int J Pharmacol 13:916–928
Mei W, Wang L, Zang Y, Zheng Z, Ouyang J (2016) Characterization of an l-arabinose isomerase from Bacillus coagulans NL01 and its application for d-tagatose production. BMC Biotechnol 16:55
Men Y, Zhu Y, Zeng Y, Izumori K, Sun Y, Ma Y (2014) Co-expression of d-glucose isomerase and d-psicose 3-epimerase: development of an efficient one-step production of d-psicose. Enzyme Microb Technol 64–65:1–5
Menavuvu BT, Poonperm W, Leang K, Noguchi N, Okada H, Morimoto K, Granstrom TB, Takada G, Izumori K (2006) Efficient biosynthesis of d-allose from d-psicose by cross linked recombinant L-rhamnose Isomerase: separation of product by ethanol crystallization. J Biosci Bioeng 101:340–345
Mirete S, Morgante V, González-Pastor JE (2016) Functional metagenomics of extreme environments. Curr Opin Biotechnol 38:143–149
Mooradian AD, Smith M, Tokuda M (2017) The role of artificial and natural sweeteners in reducing the consumption of table sugar: a narrative review. Clin Nutr ESPEN 18:1–8
Moorthy BS, Iyer LK, Topp EM (2015) Characterizing protein structure, dynamics and conformation in lyophilized solids. Curr Pharm Des 21:5845–5853
Morimoto K, Park CS, Ozaki M, Takeshita K, Shimonishi T, Granström TB, Takata G, Tokuda M, Izumori K (2006) Large scale production of d-allose from d-psicose using continuous bioreactor and separation system. Enzyme Microb Technol 38:855–859
Mu W, Zhang W, Feng Y, Jiang B, Zhou L (2012) Recent advances on applications and biotechnological production of d-psicose. Appl Microbiol Biotechnol 94:1461–1467
Mu W, Yu L, Zhang W, Zhang T, Jiang B (2015) Isomerases for biotransformation of d-hexoses. Appl Microbiol Biotechnol 99(16):6571–6584
Mu W, Li W, Wang X, Zhang T, Jiang B (2017) Current studies on sucrose isomerase and biological isomaltulose production using sucrose isomerase. Food Chem 229:761–768
Musa A, Miao M, Zhang T, Jiang B (2014) Biotransformation of stevioside by Leuconostoc citreum SK24.002 alternansucrase acceptor reaction. Food Chem 146:23–29
Nagai Y, Sugitani T, Tsuyuki K (1994) Characterization of alpha glucosyltransferase from Pseudomonas mesoacidophila MX-45. Biosci Biotechnol Biochem 58:1789–1793
Nair HP, Vincent H, Puthusseri RM, Bhat SG (2017) Molecular cloning and characterization of a halotolerant α-amylase from marine metagenomic library derived from Arabian Sea sediments. 3 Biotech 7:65
Nguyen TK, Hong MG, Chang PS, Lee BH, Yoo SH (2018) Biochemical properties of l-arabinose isomerase from Clostridium hylemonae to produce d-tagatose as a functional sweetener. PLoS ONE 13(4):e0196099
Nithya K, Muthukumar C, Kadaikunnan S, Alharbi NS, Khaled JM, Dhanasekaran D (2017) Purification, characterization, and statistical optimization of a thermostable α-amylase from desert actinobacterium Streptomyces fragilis DA7-7. 3 Biotech 7:350
Niu D, Zuo Z, Shi G-Y, Wang Z-X (2009) High yield recombinant thermostable α-amylase production using an improved Bacillus licheniformis system. Microb Cell Fact 8:58
Olempska-Beer ZS, Merker RI, Ditto MD, DiNovi MJ (2006) Food-processing enzymes from recombinant microorganisms—a review. Regul Toxicol Pharmacol 45:144–158
Orsi DC, Sato HH (2016) Isomaltulose production using free and immobilized Serratia plymuthica cells. African J Biotechnol 15(20):835–842
Park YC, Oh EJ, Jo JH, Jin YS, Seo JH (2016a) Recent advances in biological production of sugar alcohols. Curr Opin Biotechnol 37:105–113
Park CS, Kim T, Hong SH, Shin KC, Kim KR, Oh DK (2016b) d-allulose production from d-fructose by permeabilized recombinant cells of Corynebacterium glutamicum cells expressing d-allulose 3-epimerase Flavonifractor plautii. PLoS One 11(7):e0160044
Park CS, Park CS, Shin KC, Oh DK (2016c) Production of d-psicose from d-fructose by whole recombinant cells with high-level expression of d-psicose 3-epimerase from Agrobacterium tumefaciens. J Biosci Bioeng 121:186–190
Parker K, Salas M, Nwosu VC (2010) High fructose corn syrup: production, uses and public health concerns. Biotechnol Mol Biol Rev 5(5):71–78
Pervez S, Aman A, Iqbal S, Siddiqui NN, Ul Qader SA (2014) Saccharification and liquefaction of cassava starch: an alternative source for the production of bioethanol using amylolytic enzymes by double fermentation process. BMC Biotechnol 14:49
Pitzer J, Steiner K (2016) Amides in nature and biocatalysis. J Biotechnol 10(235):32–46
Pooja S, Pushpanathan M, Jayashree S, Gunasekaran P, Rajendhran J (2015) Identification of periplasmic α-amlyase from cow dung metagenome by product induced gene expression profiling (Pigex). Indian J Microbiol 55:57–65
Porfirif MC, Milatich EJ, Farruggia BM, Romanini D (2016) Production of alpha-amylase from Aspergillus oryzae for several industrial applications in a single step. J Chromatogr B 1022:87–92
Ranjani V, Janeček Š, Chai KP, Shahir S, Abdul Rahman RN, Chan KG, Goh KM (2015) Protein engineering of selected residues from conserved sequence regions of a novel Anoxybacillus α-amylase. Sci Rep 4:5850
Ravaud S, Robert X, Watzlawick H, Haser R, Mattes R, Aghajari N (2009) Structural determinants of product specificity of sucrose isomerases. FEBS Lett 583:1964–1968
Rhimi M, Aghajari N, Juy M, Chouayekh H, Maguin E, Haser R, Bejar S (2009) Rational design of Bacillus stearothermophilus US100 L-arabinose isomerase: potential applications for d-tagatose production. Biochimie 91:650–653
Sawale PD, Shendurse AM, Mohan MS, Patil GR (2017) Isomaltulose (Palatinose)—an emerging carbohydrate. Food Biosci 18:46–52
Sethi BK, Jana A, Nanda PK, DasMohapatra PK, Sahoo SL, Patra JK (2016) Production of α-amylase by Aspergillus terreus NCFT 4269.10 using pearl millet and its structural characterization. Front Plant Sci 7:639
Sharma A, Satyanarayana T (2013) Microbial acid-stable α-amylases: characteristics, genetic, engineering and applications. Process Biochem 48:201–211
Sindhu R, Binod P, Madhavan A, Beevi US, Mathew AK, Abraham A, Pandey A, Kumar V (2017) Molecular improvements in microbial α-amylases for enhanced stability and catalytic efficiency. Bioresour Technol 245:1740–1748
Singh RS, Singh RP, Kennedy JF (2016) Recent insights in enzymatic synthesis of fructooligosaccharides from inulin. Int J Biol Macromol 85:565–572
Singh RS, Chauhan K, Singh RP (2017) Enzymatic approaches for the synthesis of high-fructose syrup. In: Gahlawat SK, Salar RK, Siwach P, Duhan JS, Kumar S, Kaur P (eds) Plant biotechnology: recent advancements and developments. Springer, Singapore, pp 189–211
Singh RS, Chauhan K, Pandey A, Larroche C (2018) Biocatalytic strategies for the production of high fructose syrup from inulin. Bioresour Technol 260:395–403
Singla R, Jaitak V (2016) Synthesis of rebaudioside A from stevioside and their interaction model with hTAS2R4 bitter taste receptor. Phytochemistry 125:106–111
Steele HL, Jaeger K-E, Daniel R, Streit WR (2009) Advances in recovery of novel biocatalysts from metagenomes. J Mol Microbiol Biotechnol 16:25–37
Sudan SK, Kumar N, Kaur I, Sahni G (2018) Production, purification and characterization of raw starch hydrolyzing thermostable acidic α-amylase from hot springs. India Int J Biol Macromol 117:831–839
Sun J, Chen L, Lou B, Bai Y, Yu X, Zhao M, Wang Z (2017) Acetylation and deacetylation for sucralose preparation by a newly isolated Bacillus amyloliquefaciens WZS01. J Biosci Bioeng 123:576–580
Tringe SG (2005) Comparative metagenomics of microbial communities. Science (80-) 308:554–557
Tufvesson P, Lima-Ramos J, Al Haque N, Gernaey KV, Woodley JM (2013) Advances in the process development of biocatalytic processes. Org Process Res Dev 17:1233–1238
Varzakas T, Labropoulos A (2012) Other sweeteners. In: Varzakas T, Labropoulos A, Anestis S (eds) Sweeteners: nutritional aspects, applications and production technology. CRC Press, Taylor and Francis Group, Boca Raton, USA, pp 175–208
Vester JK, Glaring MA, Stougaard P (2015) An exceptionally cold-adapted alpha-amylase from a metagenomic library of a cold and alkaline environment. Appl Microbiol Biotechnol 99:717–727
Vihinen M, Mäntsälä P (1990) Characterization of a thermostable Bacillus stearothermophilus alpha-amylase. Biotechnol Appl Biochem 12:427–435
Vogt G, Woell S, Argos P (1997) Protein thermal stability, hydrogen bonds, and ion pairs. J Mol Biol 269:631–643
Wach W, Rose T, Klingeberg M, Peters S, Dörr T, Theis S, Kowalczyk J, Hausmann S (2017) Trehalulose-containing composition, its preparation and use. Patent US9744184
Wang T-H (2015) Synthesis of neofructooligosaccharides. Org Chem Insights 5:1–6
Wang S, Lin C, Liu Y, Shen Z, Jeyaseelan J, Qin W (2016a) Characterization of a starch-hydrolyzing α-amylase produced by Aspergillus niger WLB42 mutated by ethyl methanesulfonate treatment. Int J Biochem Mol Biol 7:1–10
Wang P, Wang P, Tian J et al (2016b) A new strategy to express the extracellular α-amylase from Pyrococcus furiosus in Bacillus amyloliquefaciens. Sci Rep 6:22229
Wang Y, Chen L, Li Y, Li Y, Yan M, Chen K, Hao N, Xu L (2016c) Efficient enzymatic production of rebaudioside A from stevioside. Biosci Biotechnol Biochem 80(1):67–73
Wei T, Jia W, Yu X, Mao D (2016) Enzymatic synthesis of sucrose-6-acetate by a novel immobilized fructosyltransferase from Aspergillus sp. GX-001. J Mol Catal B: Enzym 123:100–106
Wind RD, Buitelaar RM, Eggink G, Huizing HJ, Dijkhuizen L (1994) Characterization of a new Bacillus stearothermophilus isolate: a highly thermostable α-amylase-producing strain. Appl Microbiol Biotechnol 41:155–162
Windish WW, Mhatre NS (1965) Microbial amylases. Adv Appl Microbiol 7:273–304
Wintrode PL, Arnold FH (2000) Temperature adaptation of enzymes: lessons from laboratory evolution. Adv Protein Chem 55:161–225
Wintrode PL, Miyazaki K, Arnold FH (2000) Cold adaptation of a mesophilic subtilisin-like protease by laboratory evolution. J Biol Chem 275:31635–31640
Wu L, Birch RG (2005) Characterization of the highly efficient sucrose isomerase from Pantoea dispersa UQ68J and cloning of the sucrose isomerase gene. Appl Environ Microbiol 71:1581–1590
Wu L, Wu S, Qiu J, Xu C, Li S, Xu H (2017) Green synthesis of isomaltulose from cane molasses by Bacillus subtilis WB800-pHA01-palI in a biologic membrane reactor. Food Chem 229:761–768
Wu X, Wang Y, Tong B, Zhao F, Kim RC, Zhou Z, Han Y (2018) Purification and biochemical characterization of a thermostable and acid-stable alpha-amylase from Bacillus licheniformis B4-423. Int J Biol Macromol 109:329–337
Xu Z, Li S, Li J, Li Y, Feng X, Wang R, Xu H, Zhou J (2013) The structural basis of Erwinia rhapontici isomaltulose synthase. PLoS ONE 8(9):e74788
Xu B, Yang F, Xiong C, Li J, Tang X, Zhou J, Xie Z, Ding J, Yang Y, Huang Z (2014) Cloning and characterization of a novel α-amylase from a fecal microbial metagenome. J Microbiol Biotechnol 24:447–452
Yagasaki M, Hashimoto S-i (2008) Synthesis and application of dipeptides; current status and perspectives. Appl Microbiol Biotechnol 81:13–22
Yan S, Wu G (2017) Bottleneck in secretion of α-amylase in Bacillus subtilis. Microb Cell Fact 16:124
Yang X, Zheng P, Ni Y, Sun Z (2012) Highly efficient biosynthesis of sucrose-6-acetate with cross-linked aggregates of Lipozyme TL 100 L. J Biotechnol 161:27–33
Ye F, Yang R, Hua X, Shen Q, Zhao W, Zhang W (2013) Modification of stevioside using transglucosylation activity of Bacillus amyloliquefaciens α-amylase to reduce its bitter aftertaste. LWT–Food Sci Technol 51:524–530
Yin H, Yang Z, Nie X, Li S, Sun X, Gao C, Wang Z, Zhou G, Xu P, Yang C (2017) Functional and cooperative stabilization of a two-metal (Ca, Zn) center in α-amylase derived from Flavobact eriaceae species. Sci Rep 7:1–8
Yuan L, Kurek I, English J, Keenan R (2005) Laboratory-directed protein evolution. Microbiol Mol Biol Rev 69:373–392
Zafar A, Aftab MN, ud Din Z, Aftab S, Iqbal I, ul Haq I (2016) Cloning, purification and characterization of a highly thermostable amylase gene of Thermotoga petrophila into Escherichia coli. Appl Biochem Biotechnol 178:831–848
Zhang W, Zhang T, Jiang B, Um W (2017) Enzymatic approaches to rare sugar production. Biotechnol Adv 35:267–274
Zhu H, Reynolds LB, Menassa R (2017) A hyper-thermostable α-amylase from Pyrococcus furiosus accumulates in Nicotiana tabacum as functional aggregates. BMC Biotechnol 17:53
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Carvalho, F., Fernandes, P. (2019). Enzymes in Sweeteners Production. In: Parameswaran, B., Varjani, S., Raveendran, S. (eds) Green Bio-processes. Energy, Environment, and Sustainability. Springer, Singapore. https://doi.org/10.1007/978-981-13-3263-0_9
Download citation
DOI: https://doi.org/10.1007/978-981-13-3263-0_9
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-3262-3
Online ISBN: 978-981-13-3263-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)