
Abstract
The contemporary work is to find the effect of experimental and operating conditions of microwave-assisted alkali peroxide pretreatment of sawdust. Experiments were conducted using sodium carbonate and hydrogen peroxide with varying concentration of hydrogen peroxide from (0.2–1 M), and microwave power from 350 to 700 watts. The treated sawdust was analysed for lignin content, and presence of lignin functional groups by UV spectroscopy, FTIR, respectively. The remarkable morphological changes of treated sawdust were analyed by SEM. The crystallinity index of pretreated sawdust was increased to 36.7% by XRD analysis and thermal behaviour of treated sawdust was observed by TGA analysis. The results showed that lignin was removed to 69% at 700 watts, with increased temperature to 90 °C at 1.15 min, which was nearly 35% increase of delignification as compared to conventional method.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
The production of bioethanol from lignocellulosic biomass can be the most exciting alternatives to compensate the fossil fuels. Nevertheless like conventional heating, microwave heating requires lesser time for processing with the equal or higher efficiency. As compared to the traditional heating which is having prolonged pretreatment times (say until 12 h), in this contest, microwave heating could be a promising thing as it considerably decreases the processing time for dissolution of hardwood, and increase the efficiency of the pretreatment. The operating conditions for depolymerisation of lignin were different for different types of lignocellulosic biomass such as softwood, hardwood, etc. for these reasons, intensive work has been done on pretreatment of biomass and investigation was increased in the past years [1].
Studies on microwave irradiation of biomass is done in the past, mostly on sugar cane bagasse, corn and corn stover due to an abundance of unutilised waste resources in countries [2, 3].
Using sugar cane bagasse, 48% of lignin was removed by depolymerisation of polysaccharide at processing conditions of 28% v/v ammonium hydroxide solution, and with an operating temperature of 130 °C for 1 h [4].
In another paper, Morritis used the same sugar cane bagasse, irradiated with microwave for 5 min with distilled water, phosphoric acid of pH 3, and 100% glycerol, was reported that the highest separation of hemicelluloses and cellulose was occurred [5].
The solubility of green tea residue was up to 74% by pretreatment using microwave and sodium hydroxide (1%) at a temperature of 120–200 °C, for a reaction time of 5 min [5]. In fact, we can observe that there was a less reaction time for effective removal of lignin, and with the highest yields of cellulose and hemicelluloses using microwave reactor. Moreover, using microwave reactor alone could limit the reaction time, but along with the combination of most efficient pretreatment methods, combinations of different equipment could expect good results regarding effective delignification, and it is in purity.
Bussemaker and co-workers used with a combination of ultrasound, in oxidative environments to depolymerise the lignocellulosic biomass in the presence of alkali [6]. Their studies are performed on specialised equipment that merges the use of ultrasound and microwave then compares, the results with those obtained with microwave alone. Therefore from the previous studies, proves that simultaneous use of microwave and ultrasound for less residence time, and there by ultilizing non-oxidizing compounds gives higher yeilds of main compounds (that is cellulose, hemicellulose, and lignin) but with less purity.The pretreatment with oxidizing compounds results in lesser yeilds but with higher purity.
Ultrasound-assisted pretreatment of lignocellulosic biomass gives a higher purity in the individual components using different chemical pretreatments, but the efficiency of lignin removal was reduced to 50% [5]. Tatijarern et al. understood the worth of Thai Mission grass (Pennisetumpolystachyon) and discovered as a new weedy raw material for synthesis of monomeric sugar.
Ming-Guo Ma studied the production of nano cellulose composites and derivatives, using microwave irradiation along with 3% (w/v) NaOH, at 120 °C for 10 min; he separated nearly 85% lignin from Mission grass. And from the solid residue of treated mission grass, they observed an excellent reducing sugar content (34.3 ± 1.3 g per 100 g of dried biomass), mainly of 31.1 ± 0.8 g of reducing sugar per 100 g of dried biomass.
In a two-stage microwave and a chemical process, sugar yield was 40.9 g per 100 g of dried biomass, Using 1% (w/v) H2SO4, 15:1 liquid-to-solid ratio (LSR) at a temperature of 200 °C for only 5 minutes of processing time [7].
In this paper, an attempt was made to use microwave-assisted alkali peroxide pretreatment of sawdust, for varying powers from 350 to 700 watts, and simultaneously the increasing temperatures were recorded, that is approximately 45–90 °C. Experiments were conducted with varying hydrogen peroxide concentrations, i.e. from 0.2 to 1 M keeping the sodium carbonate concentration as constant 0.2 M. The results of the treated and untreated sawdust was analysed using sophisticated equipment such as UV spectroscopy, Fourier transform infrared spectroscopy FTIR, Scanning electron microscopy SEM, X-Ray Diffraction (XRD) and Thermogravimetric analysis (TGA).
2 Materials and Methods
2.1 Materials
Teak sawdust was collected from a local industrial mill located in Warangal, India. All chemicals were procured and utilized with out any purification, Sodium carbonate is procured from HiMedia chemicals, and hydrogen peroxide from Fisher scientific chemicals, and distilled water/deionised water is used for all experiments.
Ragas Scientific Microwave system has internal dimensions of W 36 cm × H 21 cm × D 43 cm having ten adjustable power levels, ranging from 140 to 700 W that can be adjusted during operation with a frequency of 2450 MHz. Inside the system, there exists a beam reflector for perfect distribution of microwaves for its maximum utilisation of processing place. A provision for temperature indicator is allotted on top with a flexible probe like IR sensor.
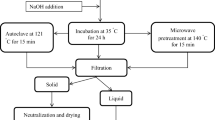
2.2 Microwave-Assisted Alkali Pretreatment
A microreactor with varying power ranging from 140 to 700 W was used for operations. Sawdust to the liquid ratio is taken as 1:10 with a sodium carbonate concentration as 0.2 M and hydrogen peroxide as 1 M. Contents were mixed well with a magnetic stirrer and kept in a microwave reactor for a different power staring with 350–700 W and various times from 15 s to 1.15 min. The mixture is filtered, and the filtrate is sent to lignin analysis by UV spectroscopy.
2.3 Methodology for Lignin Removal
The filtrate after filtration of microwave-assisted pretreated sawdust has a pH around 12, and this was reduced to pH 5–8 with HCl, precipitated one is separated by centrifuging, at 10,000 rpm within 10 min. The supernatant was collected in a separate vessel, and its pH was further reduced to 2, to precipitate soluble lignin. Then the contents are centrifuged, similarly, as above conditions, and the supernatant is discarded, pellet obtained was soluble lignin. Wet soluble lignin was dried in a vacuum oven at 50 °C for 30 min.
2.4 Characterisation Techniques and Methods
Quantification of total lignin content is measured gravimetrically using UV spectroscopy by dissolving extracted lignin, by Acetyl bromide soluble lignin method. Precipitated lignin was mixed with 25 v/v% of acetyl bromide in acetic acid, kept in the water bath for 50 °C for 30 min. The mixture was cooled and then, an addition of 2.5 ml of glacial acetic acid, 0.5 ml of 0.5 M hydroxylamine hydrochloric acid and 1.5 ml of 0.5 M NaOH was added and analysed in spectroscopy at 300 nm.
Spectrum 100 Optica FTIR Spectrophotometer of Perkin Elmer (NITW, Telangana, India) is used for FTIR analysis of treated biomass. The pretreated and dried sawdust was mixed with spectroscopic grade KBr powder in 1:3 ratio and pelletised like thin 1 mm circular disc. This pellet is placed in a pellet slot for FTIR analysis under mid range from 400 to 4000 cm−1.
Scanning Electron Microscopy (SEM) the micrographs of raw and pretreated sawdust, by scanning electron microscopy were obtained by TescanVega-3 MUT. To understand the structure, fine powder of untreated and pretreated sawdust was first coated with gold and operated at 15 kV electron beam voltage with a secondary electron detector.
X-Ray Diffraction (XRD) patterns were collected from a powder X-ray diffractometer (PANalytical X1pert powder Model) at operating conditions of 45 mV and 30 mA, for a 2 theta range of 5–30° at 0.016° step intervals, with step input of 34.925 s.
Thermo Gravimetric Analysis (TGA), Thermax 700 Thermo Scientific TGA analyser was used to know about the thermal behaviour of treated and untreated sawdust. 2 mg of sample was used for a temperature range of 20–1000 °C,at a constant heating rate of 10 °C in inert atmosphere nitrogen (99.5% nitrogen).
3 Results and Discussion
3.1 Effect of Hydrogen Peroxide Concentration
The impact of hydrogen peroxide influences more for lignin removal. The sodium carbonate concentration has taken constant (Na2Co3) 0.2 M (by observing the previous studies) varying the hydrogen peroxide concentration from 0.2 to 1 M, the removal of lignin was found to nearly 69%. Delignification from sawdust can be due to the strong alkali helps in cleavage of ester, ether and glycosidic linkages that connect lignin and hemicellulose, and also the dissociation reactions of water with hydrogen peroxide, produces hydroxide radicals, and hydrogen radicals. These radicals act strongly on carbohydrate and lignin linkages to degrade lignin (Fig. 1; Table 1).

Effect of hydrogen peroxide concentration on the percentage of lignin removal
3.2 Impact of Power and Temperature
The microwave power is varied from 350 to 700 W. Therefore at 700 W power, highest delignification is obtained 700 W power, and furthermore, it is observed that by increasing the microwave power level, the pretreatment time can be decreased with some limitations [8,9,10].
The characteristics of heating in a microwave irradiated reaction system are directly affected by dielectric properties of a material. Dielectric characteristics of material like dielectric constant (ε′) and dielectric loss (ε″), which decides the extent of heating of the material, under microwave irradiation. One of the most interesting dielectric properties can be loss tangent and is denoted by the term tan δ. It can be expressed as a specific material can transform the electromagnetic energy into heat for a particular temperature and frequency. The quotient of dielectric loss (ε″) and the dielectric constant (ε′) are termed as loss tangent (tan δ) [8, 11, 12]. The absorption of high microwaves, in turn, gives fast and efficient heating at low dielectric loss factor (ε″) media such as water, acts as a reaction media. There are some critical points to be to consider in the microwave heating process that are the penetration depth, relaxation time, etc.
Water acts as the enhancer in the microwave energy absorption, dielectric loss tangent (δ) of water is 0.123 [10]. It serves as a barrier to maintain equal and quick transfer of energy to biomass. It also consumes some of the power to vaporise. Too much of water also reduces the positive effect of energy transfer by decreasing the increased temperature by the presence of free water. Therefore, there is a need to check the water level that can use absorption of microwave up to the maximum extent. There should be a balance between microwave energy absorption and energy required by water must be kept adequately to achieve maximum utilisation of the reactants, by increasing the interfacial area, thereby increases mass transfer rates effectively.
Unlike a microwave, conventional cooking type pretreatment does not depend on penetration depth inside the processing flask. Common vessels used in a traditional type of experiments are borosilicate glass, and the purpose of that is to transfer the energy to the reaction medium, by dissipating heat through conventional currents, which is very inefficacious. But in the microwave irradiation, heating can happen from the inside of the reaction vessel (that means volumetric heating), since borosilicate glass is capable of allowing the microwaves to pass through it, with a dielectric loss tangent of tan δ = 0.0010. So, by using borosilicate glass, there could be a better coupling of the microwave energy along with molecules exists in the processing medium [13,14,15].
The scientific microwave has a flexible probe for temperature measurement with a IR sensor. The table shows a variation of power and temperature at 1.15 min of reaction time since from the above parameters, alkali concentration and biomass loading gave higher delignification at that particular reaction time (Table 2).
From the graph between ln(k) versus 1/T, the activation energy required for treating sawdust under an alkali peroxide environment with microwave gives 98.8 kcal/mole (Fig. 2).

Graph between 1/T versus ln(k)
4 Characterisation Results
4.1 Fourier-Transform Infrared Radiation (FTIR)
The results gave a graph between wavelength and absorption. The quantification of biomass is performed through ‘beers law quant application’ provided in the Perklin software. The correlation gave good results for lignin quantification at the corresponding lignin peaks.
The intensity of each peak corresponds to the presence of a chemical structure of a component.
The bands 3414 and 990 cm−1, corresponding to the cellulose as it represents O–H stretching, C–O valence vibration in cellulose and 1280 cm−1, in particular, C–H bending crystalline cellulose for sawdust and in the figure, it was low for raw saw dust and high for pretreated sawdust [13].
Similarly, the peaks 1246 and 1212 and 1250 cm−1 corresponds to hemicelluloses stands for weak C–O stretching, acetylated hemicelluloses [6]. The FTIR results show weak intensity of lignin bands for pretreated biomass implies the low concentration of lignin. Generally, lignin peaks at 1510 and 1606 cm−1 wave numbers, the lignin absorbance peak was lower as compared to the untreated sawdust, this explains about the better lignin removal for a higher concentration of alkali peroxide under microwave irradiations at 90 °C for 1.15 min (Fig. 3).

FTIR graphs between wavenumber (cm−1) and transmittance for a untreated sawdust and b alkali-assisted microwave-treated sawdust
4.2 Scanning Electron Microscopy (SEM)
Morphological changes can read by examining the SEM micrographs. The significant structural changes can be analysed by reviewing the micrographs. The appearance of gaps on pretreated sawdust in the upper right most corner of the second SEM image shows that removal of lignin and presence of cellulose microfibrils are visible, whereas in the raw sawdust, wholes and microfibrils were absent which indicates that the lignin was attached to sawdust (Fig. 4).

SEM images of a untreated sawdust and b alkali-assisted microwave-treated sawdust
4.3 X-Ray Diffraction (XRD)
X-Ray Diffraction (XRD) patterns were collected from a powder X-ray diffractometer (PANalytical X1pert powder Model) at an operating condition 45 mV and 30 mA, for a 2 theta range of 5–30° at 0.016° step intervals, with step input of 34.925 s. Crystalline index (CrI) can be expressed as the percentage of crystalline material in the biomass, and is calculated with
CrI (%) = \(\frac{{\left( {I_{002} - I_{\text{am}} } \right)}}{{I_{002} }}\) * 100
where I002 is the maximum intensity of 002 peaks at 2 theta = 23° and
Iam is the intensity at 2 theta = 19°.
Crystallinity index for untreated and microwave-assisted alkali peroxide-treated sawdust was 49 and 67%, respectively, this shows amorphous nature of the sawdust got removed on treatment, and there was an increase in crystal nature of treated sawdust under microwave-assisted alkali peroxide-treated sawdust (Fig. 5).

XRD profiles of a untreated sawdust and b alkali-treated sawdust (Na2co3 0.2 M, H2O2 1 M at 1.15 min of microwave reaction time)
4.4 Thermo Gravimetric Analysis (TGA)
It is clear from the TGA graphs, of untreated and microwave-assisted alkali-treated sawdust, the weight loss occurred in three stages. In the first stage, there is no significant loss of weight happened from 50 to 210 °C, and this can be known as drying period, at this stage degradation of hemicelluloses starts. In the second stage, that is 200–350 °C, devolatisation starts, and decomposition of hemicelluloses, cellulose and some parts of lignin occur. There is 50–53% weight loss of untreated sawdust, and 63–65% weight loss of microwave-assisted pretreated sawdust. Finally, in the third stage, which is from 310 to 500 °C from Fig. 4, about 20% weight loss in untreated sawdust and 9% weight loss in microwave-assisted alkali-treated sawdust. Then after 600 °C, there is no noticeable weight loss both in untreated and microwave–alkali-treated sawdust (Fig. 6).

TGA graphs of microwave-assisted alkali peroxide-treated sawdust and untreated sawdust
4.5 Conclusion
There was an increased 35% of lignin removal achieved as compared to the conventional method. Optimal temperature of 90 °C, occurred at 700 watts is considered to be the best delignification temperature using microwave irradiation. The activation energy required for delignification was shown as 98.8 kcal/mole. The characterisation results like FTIR, SEM and TGA gave reasonable results as explained above. So, further work can be a combination of microwave and ultrasound equipment can expect higher efficiency and purity of lignin.
References
Tolbert A (2014) Characterization and analysis of the molecular weight of lignin for biorefining studies © 2014 Society of Chemical Industry and John Wiley & Sons, Ltd. Biofuels, Bioprod Bioref. https://doi.org/10.1002/bbb
Ethaib S (2015) Microwave-assisted pretreatment of lignocellulosic biomass: a review. J Eng. Sci Technol (2)
De Souza R (2015) Theoretical aspects of microwave irradiation practices springer link. In: Production of biofuels and chemicals with microwave, part of the Biofuels and biorefineries book series BIOBIO, Volume 3, pp 3–16
Chen C, Boldor D, Aita G, Walker M (2012) Ethanol production from sorghum by microwave-assisted dilute ammonia pretreatment. Biores Technol 110:190–197
Shengdong Z, Ziniu Y, Yuanxin W, Xia Z, Hui L, Ming G (2005) Enhancing enzymatic hydrolysis of rice straw by microwave pretreatment. Chem Eng Commun 192:1559–1566
Bussemaker MJ, Xindong Mu, Zhang D (2013) Ultrasonic pretreatment of wheat straw in oxidative and nonoxidative conditions aided with microwave heating. Ind Eng Chem Res 52(35): 12514–12522, American Chemical Society
Moretti MMD, Bocchini-Martins DA, Nunes CDC, Villena MA, Perrone OM, da Silva R, Boscolo M, Gomes E (2014) Pretreatment of sugarcane bagasse with microwaves irradiation and its effects on the structure and on enzymatic. Appl Energy 122:189–195
Rivers DB, Emert GH (1987) Lignocellulose pretreatment—A comparison of wet and dry ball attrition. BiotechnolLett 9(5):365–368
Kim KH, Hong J (2001) Supercritical CO2 pretreatment of lignocellulose enhances enzymatic cellulose hydrolysis. Bioresour Technol l77(2):139–144
Kovacs K, Macrelli S, Szakacs G, Zacchi G (2009) Enzymatic hydrolysis of steam-pretreated lignocellulosic materials with Trichoderma atroviride enzymes produced in-house. Biotechnol Biofuels 2:14. https://doi.org/10.1186/1754-6834-2-14
Arthur J, Kim DH, Eckert RM, Charles A, Hallett Jason P, Liotta CL (2006) From wood to fuels: integrating biofuels and pulp production. Ind Biotechnol 2(1):55–65
Bensah EC, Mensah M (2013) Chemical pretreatment methods for the production of cellulosic ethanol: technologies and innovations. Int J Chem Eng 2013:21
Sun Y, Cheng JY (2002) Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresour Technol 83(1):1–11
Balat M, Balat H, Oz C (2008) Progress in bioethanol processing. Prog Energy Combust 34(5):551–573
Alizadeh H, Teymouri F, Gilbert TI, Dale BE (2005) Pretreatment of switchgrass by ammonia fibre explosion (AFEX). Appl Biochem Biotech 121:1133–1141
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Sushmitha, D., Suranai, S. (2019). Microwave-Assisted Alkali-Peroxide Treated Sawdust for Delignification and Its Characterisation. In: Ghosh, S. (eds) Waste Valorisation and Recycling. Springer, Singapore. https://doi.org/10.1007/978-981-13-2784-1_50
Download citation
DOI: https://doi.org/10.1007/978-981-13-2784-1_50
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-2783-4
Online ISBN: 978-981-13-2784-1
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)