
Abstract
Metal matrix composites (MMCs) have been an active area of research and scientific investigation for past few years, but only in recent times, MMCs have become realistic engineering materials. In the present study, physical and tribological performance of graphite and alumina particulates reinforced AA6351 matrix composites were examined experimentally. These final composites are produced through liquid metallurgy process. To examine the worn surface morphology of the composite was evidently exposed by scanning electron microscope (SEM) technique. The experimental results expose the tribological properties of composites increased with inclusion of filler reinforcements.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
1.1 Aluminium Matrix Composites and Reinforcements
In recent decades, aluminium-based metal matrix composites (AMCs) are one of the potentially attractive class of materials and are useful for structural, electrical and transportation applications [1]. Particulate reinforced aluminium matrix composites have occupied several sectors such as automobile, aircraft, marine, structural and non-structural applications, and they are commercially viable too. This shows the remarkable combination of mechanical and physical properties of the composite like thermal stability, electric conductivity, low density, wear resistance, high specific strength and stiffness [2, 3].
1.2 Reinforcements Employed in AMCs
The reinforcement material is embedded into a matrix. The reinforcement is generally much stronger and stiffer than the matrix and provides the composite its superior properties.
The following factors must be considered while selecting the reinforcement materials.
-
Shape—flake, whisker, fibre, spherical and irregular particulate.
-
Size—diameter and aspect ratio.
-
Impurities—Si, Na and Ca in sapphire reinforcement.
-
Structural defects—voids, occluded material and second phases.
-
Inherent properties—strength, modulus and density.
The reinforcements are widely ceramics typically these ceramics being carbides, borides, nitrides and oxides. The reinforcing ingredients in composites offer strength to the composite. The main role of the reinforcement is improving the properties of the composite materials. In addition to strength, they act other additional purposes like corrosion resistance, thermal conduction, resistance to wear, heat resistance as well as rigidity [4, 5]. The reinforcement particles widely used in the forms of particulate, discontinuous fibre and continuous fibre. Several reinforcement contents employed in the composites materials including graphite, carbon and ceramics particulates. Extensively used ceramic particles like borides, nitrides, carbides and oxides. Magnesium, aluminium, silver and copper are the matrix materials employed. Depending on the particular application for the material, the volume percentage of reinforcement in the metal matrix composites varies from 10 to 70.
1.3 Effect on Dual Particles Reinforced AMCs
In the recent decades, most of the researchers have focused mainly on the study of mechanical behaviour of dual particles reinforced hybrid composites. These reinforcements have high elastic modulus, high hardness, high melting points and excellent mechanical properties. Earlier researchers have shown that the addition of lubricating particles in aluminium alloy matrixes in order to enhance its mechanical and tribological characteristics of composites. The dual reinforcing materials have noteworthy influence on the enrichment of the hardness, tensile strength, machinability and wear properties of the produced composites. This dual particles are mainly attributed to the load bearing capacities and pinning effect of the hard ceramic particulates and the solid lubricating effect dominated by selected reinforcement like BN, Gr and Al2O3 [6].
Radhika and Subramanian [7] produced AlSi10Mg/Al2O3/Gr AMCs by stir casting route and evaluate the influence of dual particles in the matrix. The hybrid composite consists of AlSi10Mg alloy reinforced with aluminium oxide (3, 6 and 9 wt%) with an constant mass fraction of graphite (3 wt%) particles. The addition of dual particles into aluminium alloy enhanced the mechanical properties and alters the microstructure of the composites. AlSi10Mg/9 wt%Al2O3/3 wt%Gr composite exhibits 25% greater shear strength, 20% higher hardness and 32% superior tensile strength compared to nonreinforced matrix alloy. Wear characteristics of base alloy and proposed composites were evaluated by pin-on disc-test machine. Dry sliding wear behaviour of aluminium alloy reinforced with 9 wt%Al2O3 and 3 wt%Gr has maximum wear resistance compared to base matrix alloy.
Alidokht et al. [8] exhibited that the addition of hard silicon carbide particulates to A356 alloy enriched the wear properties of the prepared composites, and the wear resistance of dual particles reinforced composite was further enhanced with the incorporation of MoS2 as second reinforcement in A356/SiCp composites. The hybrid composites with multiple reinforcements possessed superior tribological properties than base matrix alloy and single reinforced composites.
Veereshkumar et al. [9] stated the experimental results of hardness, compression strength, tensile strength, ductility, yield strength, wear rate and volumetric wear loss of dual particles reinforced hybrid composites. The composites were manufactured through stir casting method, in which 0–4 weight fraction of tungsten carbide (WC) particulates were incorporated into the matrix material in steps of 1 wt% by maintaining the graphite particles to 4 wt% constant. With increasing the amount of WC, the ductility of the composites was decreased and the tensile strength and density were increased. The increase in mechanical properties was noticed with increase in amount of tungsten carbide. Tensile strength of dual particles reinforced composite enhances by an amount of 73% as the content WC particulates increased to 3 wt%.
Umanath et al. [10] made a AA6061/Al2O3/SiC AMC through liquid state process (stir casting) and evaluated the microstructure and wear behaviour of the composite. The effect of volume fraction of dual particles (5 and 15%), applied load (39.24 and 58.86 N), rotational speed (200 and 400 rpm) and counter face hardness (25 and 35 HRc) on dry sliding wear behaviour of composites examined through pin-on-disc apparatus. The experimental results showed that the wear resistance of the 15% of hybrid composite is superior than that of the 5% composite.
1.4 Stir Casting
The aluminium-based metal matrix composite is the combination of two or more constituents in which one is the reinforcement and the other is the matrix. These materials are extensively prepared through the liquid metallurgy or powder metallurgy techniques. The powder metallurgy technique has its own setbacks, like production cost and size of the components. Therefore, the liquid casting route is the optimum and economical method for production of AMCs. In particular, liquid state stir casting process is the most flexible, simple and economical when compared to other processing methods [11,12,13].
Baradeswaran and Elaya Perumal [14] manufactured the AA7075/B4C composites using stir casting technique. K2TiF6 (potassium hexafluoro-titanate) inorganic salt added as the flux, to overcome the wetting problem between the matrix and the reinforcement. It was observed from the experimental results that the hardness, tensile strength and compression strength of the final composites increases with increasing B4C particles, owing to the incorporation of the hard ceramic particles, which serve as the barrier to the motion of dislocation. The flexural strength of the parent alloy and final composite was 349 and 497 MPa, respectively. Wear analysis outcomes exhibit the wear rate is significantly less for the prepared composites compared to nonreinforcement base matrix alloy.
From the above literature survey, it is manifest that very few information is available on dual particles based on hybrid composites. In the present research work, the Al6351 aluminium alloy was reinforced with a different weight fraction of aluminium oxide (4, 8, 12, 16 and 20 wt%) and the constant weight fraction of graphite (3 wt%) to prepare the hybrid composite and compare the physical and tribological properties with unreinforced matrix alloy.
2 Experimental Procedure
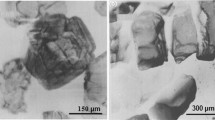
Commercially available aluminium AA6351 was selected as the matrix. The calculated weight percentage of 4 wt%Al2O3/3 wt%Gr particles was preheated to 400 and 300 °C, respectively. They are then incorporated to the matrix aluminium melt. The matrix-reinforcement melt was stirred continuously at 400 rpm, and it was being continued for 30 min. Then well-mixtured melt was poured into the preheated die kept ready for the purpose. The similar procedure is followed to produce the aluminium matrix composites with 8, 12, 16 and 20 wt%Al2O3/3 wt%Gr. The SEM micrograph of Al2O3 and Gr particles is shown in Fig. 1. The casting facility which was used to manufacture the composite is shown in Fig. 2. The manufactured samples were machined and cut so as to prepare the specimens for different studies. The experimental density of the composite was measured by Archimedean method by weighing small pieces cut from the produced composites in air and in water. Wear behaviour was analysed using a pin-on-disc wear apparatus. The wear was measured by weight loss, as a difference of weights of the wear pins, before and after wear tests to an accuracy of 0.0001 g. The wear test was conducted at a sliding distance of 1500 m, the normal force of 10, 20 and 30 N and sliding velocity of 1 m/s. The counter disc was made of EN32 steel having a hardness of HRc 60.

SEM image of reinforcement particles a Al2O3 b Gr

Stir casting setup
3 Results and Discussions
3.1 Density of the Composites
Table 1 shows the density of AA6351/Al2O3/Gr AMCs. It can be noticed that the density of the composite is lower than the unreinforced matrix alloy. The results showed the decrease in density of the composites from 2.69 to 2.679 gm/cm3. The decrease in density may be due to low density of Al2O3 (2.71 gm/cm3) and Gr (2.2 gm/cm3) than that of AA6351 (2.69 gm/cm3).
3.2 Wear Rate of the AA6351/Al2O3/Gr AMCs
The influence of weight fraction of dual particles on the wear rate of AA6351/Al2O3/Gr composites is shown in Fig. 3. This figure evident that the wear rate of the manufactured composite is linearly decreased with the increase in dual particle addition. The remarkable decrease in wear rate may be due to the superior hardness and good bonding between the matrix and the reinforcement. The AA6351/20%Al2O3/3%Gr composites showed the minimum wear rate when compared to the matrix alloy.

Wear rate of the AA6351/Al2O3/Gr composites
3.3 Worn Surface Morphology of the AA6351/Al2O3/Gr AMCs
The SEM micrographs of the worn surface of AA6351 and AA6351/Al2O3/Gr composites are depicted in Fig. 4. In Fig. 4a, worn surface of AA6351 alloy shows the huge amount of plastic flow of material. The worn surface of AA6351/20%Al2O3/3%Gr AMCs shows parallel grooves like pattern without the occurrence of plastic flow is depicted in Fig. 4b. It is also noticed that the wear debris is loose in nature and non-adherent with the matrix because of the enhanced hardness of the matrix due to the inclusion of dual particles in the matrix [7, 9].

Worn surface of morphology of AA6351 alloy and AA6351/20%Al2O3/3%Gr composites
4 Conclusions
The significant conclusions of the experiment on AA6351/Al2O3/Gr composites were as follows: novel AA6351 alloy-based composites containing Al2O3/Gr have been efficaciously produced with different mass fraction by stir casting process. The tribological properties of the composites are found superior than that of the base AA6351 matrix alloy. AA6351/20%Al2O3/3%Gr AMCs possess the minimum amount of wear when compare to the base alloy.
References
Sajjadi, S.A., Ezatpour, H.R., Beygi, H.: Microstructure and mechanical properties of Al-Al2O3 micro and nano composites fabricated by stir casting. Mater. Sci. Eng. A 528, 8765–8771 (2011)
David Raja Selvam, J., Robinson Smart, D.S., Dinaharan, I.: Microstructure and some mechanical properties of fly ash particulate reinforced AA6061 aluminum alloy composites prepared by compocasting. Mater. Des. 49, 28–34 (2013)
Mohanavel, V., Rajan, K., Senthil, P.V., Arul, S.: Production, microstructure and mechanical behaviour of AA6351/TiB2 composite synthesized by direct melt reaction method. Mater. Today Proc. 4(2PA), 3315–3324 (2017)
Akbari, M.K., Baharvandi, H.R., Mirzaee, O.: Investigation of particle size and reinforcement content on mechanical properties and fracture behavior of A356-Al2O3 composite fabricated by vortex method. J. Compos. Mater. 48(27), 3315–3330 (2014)
Kumar, M., Murugan, A.M., Baskaran, V., Hanumanth Ramji, K.S.: Effect of sliding distance on dry sliding tribological behaviour of aluminium hybrid metal matrix composite (AlHMMC): an alternate for automobile brake rotor—a grey relational approach. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 228(3), 332–338 (2014)
Mohanavel, V., Rajan, K., Arul, S., Senthil, P.V.: Mechanical behaviour of hybrid composite (AA6351 + Al2O3 + Gr) fabricated by stir casting method. Mater. Today Proc. 4(2PA), 3093–3101 (2017)
Radhika, N., Subramanian, R.: Effect of reinforcement on wear behaviour of aluminium hybrid composites. Tribology 7(1), 36–41 (2013)
Alidokht, S.A., Abdollah, Z.A., Soleymani, S., Assadi, H.: Microstructure and tribological performance of an aluminium alloy based hybrid composite produced by friction stir processing. Mater. Des. 32, 2727–2733 (2011)
Veereshkumar, G.B., Swamy, A.R.K., Ramesha, A.: Studies on properties of as-cast Al6061-WC-Gr hybrid MMCs. J. Compos. Mater. 46(17), 2111–2122 (2011)
Umanath, K., Palanikumar, K., Selvamani, S.T.: Analysis of dry sliding wear behaviour of Al6061/SiC/Al2O3 hybrid metal matrix composites. Compos. B 53, 159–168 (2013)
Akbari, H.K., Baharvandi, H.R., Shirvanimoghaddam, K.: Tensile and fracture behavior of nano/micron TiB2 particle reinforced casting A356 aluminum alloy composites. Mater. Des. 66, 150–161 (2015)
Ravichandran, M., Dineshkumar, S.: Experimental investigations of Al-TiO2-Gr hybrid composites fabricated by stir casting. Mater. Test. 58(3), 211–217 (2016)
Mohanavel, V., Rajan, K., Ravichandran, M.: Synthesis, characterization and properties of stir cast AA6351-aluminium nitride (AlN) composites. J. Mater. Res. 31(2), 3824–3831 (2016)
Baradeswaran, A., Elaya Perumal, A.: Influence of B4C on the tribological and mechanical properties of Al 7075-B4C composites. Compos. B 54, 146–152 (2013)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Mohanavel, V., Rajan, K., Ravichandran, M., Suresh Kumar, S., Balamurugan, M., Jayasekar, C. (2019). Physical and Tribological Behaviour of Dual Particles Reinforced Metal Matrix Composites. In: Chandrasekhar, U., Yang, LJ., Gowthaman, S. (eds) Innovative Design, Analysis and Development Practices in Aerospace and Automotive Engineering (I-DAD 2018). Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-2718-6_31
Download citation
DOI: https://doi.org/10.1007/978-981-13-2718-6_31
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-2717-9
Online ISBN: 978-981-13-2718-6
eBook Packages: EngineeringEngineering (R0)