
Abstract
Glass fibre reinforced polymer (GFRP) composites possess lightweight, high strength, high stiffness, good fatigues resistance and good corrosion resistance and are proven successful substitutes over traditional reinforcement methods. Due to the increasing demand of alternative materials in the industry, an in-depth research in the machining of GFRP is found necessary. Turning is the most practical machining operation for removing excess material to produce a well-defined and high-quality surface, and this study has used a glass fibre reinforced epoxy composite as material for the experimentation. In this study, a Taguchi’s L27 orthogonal array was used for the experimental design. The turning parameters, such as tool nose radius, cutting speed, feed rate and depth of cut at three levels, were optimized with multiple performance considerations, such as force, material removal rate and surface roughness. Grey-Taguchi method enables the determination of the optimal combination of turning parameters for multiple process responses. Based on the analyses, the optimal cutting force, surface roughness and material removal rate were achieved, with the tool nose radius 1.2 mm, cutting speed 200 m/min, feed rate 0.05 mm/rev and depth of cut 1 mm (A3B3C1D2) for lesser cutting force and improved surface finish.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Glass fibre reinforced polymer (GFRP) composites are extensively used in a variety of industrial applications, such as aerospace and automotive sectors, electrical power generation and distribution systems. Composite materials have lightweight, high strength, high stiffness, good fatigues resistance and good corrosion resistance. With the forthcoming usage of glass fibre reinforced polymer (GFRP) composites in various areas of applications for making structural parts, machining of these materials has become a main concern for the manufacturing industries.
Vasudevan et al. [1] presented an overview of the various aspects, such as cutting mechanism, influence of tool material, tool geometry, surface quality and health and safety aspects in machining FRPS, involved in the conventional machining of GFRP types of composite material. Gupta and Kumar et al. [2] investigated turning of a unidirectional GFRP composite material using polycrystalline diamond tool (PCD). Three input variables were selected in the study to optimize the machining parameters involved in the process of turning for determining the minimum radial cutting force, the simulated annealing, and a meta-heuristic optimization technique was used. The results of this study revealed that the most significant machining parameters for radial cutting force are the depth of cut, followed by feed rate.
Altin et al. [3] presented the review article on machinability properties of GFRP and CFRP composite materials during conventional machining (turning, drilling, milling, etc.) and nonconventional machining. They stated that in the conventional machining of GFRP and CFRP composite materials higher compressive forces could be obtained as a result of increasing feed rate. In a review on the machinability of glass fibre reinforced polymer composite by Alessandra Caggiano, problems related with the conventional and unconventional machining process of composite materials such as delamination, uncut fibres, cracking are pointed out. Moreover, they proposed hybrid machining method to reduce machining defects [4]. Hussain et al. [5] investigated the machinability aspects such as surface roughness and cutting force of turning operation on glass fibre reinforced polymer composite tubes manufactured by filament winding process with altered fibre orientation using three different types of cutting inserts such as carbide, cubic boron nitride and poly-crystalline diamond. They concluded that better surface finish and lower cutting force are achieved by poly-crystalline diamond tool inserts followed by cubic boron nitride inserts.
Sivasankaran et al. [6] investigated on the influence of cutting parameters and workpiece type GFRP composite pipes with PCD tool during turning operation. The results revealed that good quality machinability was obtained at lower feed rate, cutting speed and depth of cut for E-Glass mat fibre reinforced GFRP pipe. Rajguru et al. [7] investigated the optimization of the drilling operation, using grey relational analysis coupled with Taguchi method to achieve minimum delamination and cutting force. They found that the optimal process parameters were achieved at spindle speed 1500 rpm, feed rate 75 mm/min, thickness 8 mm and drill size 6 mm. Vasudevan et al. [8] used Taguchi method with GRA for the optimization of turning operations with multiple performance characteristics. From the above studies, it has been found that the GRA is one of the important optimization techniques, and it could be successfully applied in machining processes, such as turning.
Quality and productivity are two important aspects, but often providing a trade-off in results, while performing machining operations. Hence, it becomes essential to evaluate the optimal cutting parameters setting in order to satisfy contradicting requirements of quality and productivity. In this context, the aim of this research study was to analyze the problem of optimization of process parameters in CNC turning of woven fabric based glass fibre reinforced polymer (GFRP) composites using Grey Relational Analysis coupled with Taguchi method.
2 Experimental Details
2.1 Work Material and Cutting Tool
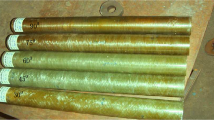
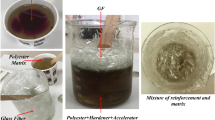
The specimen material used in conducting this experiment was GFRP/E composite as shown in Fig. 1. The work specimens were in tubular form with the dimensions of 50 mm long, inner diameter of 20 mm and outer diameter of 55 mm. Carbide inserts of fine grade were used as cutting tool for turning GFRP/E composite, manufactured by SANDVIK Coronmant.

GFRP/E composite
2.2 Experimental Details
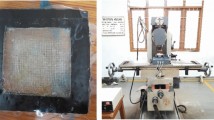
The experiments were planned using Taguchi’s design of experiments (DOE) [9], and the input variable parameters for the experiment chosen were feed rate (mm/rev) 0.05, 0.15, 0.25, depth of cut (mm) 0.6, 1, 1.6, tool nose radius 0.4, 0.8, 1.2 and cutting speed (m/min) 120, 160, 200. The responses chosen were cutting force, surface roughness parameters (Ra) and MRR. The process of turning was done on an Ace Jobber XL CNC machine, as shown in Fig. 2.

Experimental setup
The cutting force generated during the turning operation was measured with Kistler dynamometer. The surface roughness measurement of the machined components was done on Taylor Hobson Talysurf-5, machine set up with data acquisition by Se-surf software and the results are given in Table 1. Material removal rate (MRR) could be calculated from the difference in weights of the workpieces before and after the experiment.
3 Multi-response Parametric Optimization
The grey system theory was proposed by Deng in 1982. This theory is suitable for handling various problems with meagre, inadequate and ambiguous information. The grey relational analysis (GRA) based on this theory can be productively adopted for solving multi-objective optimization problems. Grey relational grade (GRG) calculated using this analysis is treated as the composite objective function for simultaneous optimization of multiple responses.
Three different equations are used for this normalization procedure, depending upon the type of quality characteristics. If the original sequence data has a quality characteristic as “larger-the-better”, then it is pre-processed by using the following equation.
where, max \(x_{i}^{0} \left( k \right)\) and min \(x_{i}^{0} \left( k \right)\) are the maximum and minimum values, respectively of the original sequence \(x_{i}^{0} \left( k \right)\). Comparable sequence \(x_{i}^{*} \left( k \right)\) is the normalized sequence of original data. \(\xi\) is the distinguishing coefficient and \(\xi \in \left( {0,1} \right)\).
\(W_{k}\) is the weightage assigned by the experimenter to the quality attribute K. Equations 1 and 2 are used for normalization of MRR and surface roughness, respectively, and Eqs. 3–5 are used to calculate the grey relation coefficient and grey relation grade and recorded in Table 2 (Source: Deng [10]).
4 Results and Discussion
The analysis was conducted with the help of Minitab-17 to aggregate the influence of the machining parameters on surface roughness and material removal rate. It is concluded from Table 3 that the input variable setting of test number 22 has the highest GRG. Thus, the 22nd test gave the excellent multi-objective performance amongst the 27 experiments.
It is observed from the response table; the feed rate has the strongest effect on the multiple performance characteristics from amongst the other turning parameters, followed by nose radius. Based on the analyses, the optimal cutting force, surface roughness and material removal rate were achieved, with the tool nose radius 1.2 mm, cutting speed 200 m/min, feed rate 0.05 mm/rev and depth of cut 1 mm (A3B3C1D2) for lesser cutting force and improved surface finish.
5 Confirmation Tests
The overall mean of GRG (η) could be computed by using the following equations (Source: Madhav [11]).
where \(\bar{\eta }\) = overall mean of GRG (η) = 0.61631; A2 = average value of GRG (η) at third level of tool nose radius = 0.6320; B2 = average value of GRG (η) at third level of cutting speed = 0.6158; C3 = average value of GRG (η) for at first level of feed rate = 0.6420 and D1 = average value of GRG (η) for a second level of depth of cut = 0.6167. Hence, the overall predicted value of mean was 0.65757. The average value of GRG was found to be 0.70486. This value is more than the predicted value of 0.65757. Hence, the optimal settings of the process parameters, as found by the investigation, could be implemented.
6 Conclusion
In this study, experimental investigation into the turning of GFRP epoxy based was conducted in order to optimize settings of the process parameters on surface roughness and material removal rate.
It is concluded from the response table that the feed rate has the strongest effect on the surface roughness and material removal rate amongst the other turning parameters, followed by nose radius. Based on the analyses, the optimal cutting force, surface roughness and material removal rate were achieved, with the tool nose radius 1.2 mm, cutting speed 200 m/min, feed rate 0.05 mm/rev and depth of cut 1 mm (A3B3C1D2) for lesser cutting force and improved surface finish.
References
Hari Vasudevan, Ramesh Rajguru, “A Review of Machining Processes and Machinability in the case of GFRP Composite Materials” in IPI journal (The official publication of Indian Plastics Institute), August/September 2013, Vol. 18, issue 3.
Gupta Meenu, S. Kumar “Prediction of cutting force in turning of UD-GFRP using mathematical model and simulated annealing” Front. Mech. Eng., 7 (4) (2012), pp. 417–426.
Altin Karatas M., Gokkaya H., “A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials” Defence Technology (2018).
Alessandra Caggiano “ReviewMachining of Fibre Reinforced PlasticComposite Materials” Materials 2018, 11, 442.
Syed AltafHussain, V. Pandurangadu, K. Palani Kumar “Machinability of glass fiber reinforced plastic (GFRP) composite materials” International Journal of Engineering, Science and Technology Vol. 3, No. 4, 2011, pp. 103–118.
S. Sivasankaran, P.T. Harisagar, E. Saminathan, S. Siddharth, P. Sasikumar, Effect of process parameters in surface roughness during turning of GFRP pipes using PCD insert tool, Procedia Engineering 97 (2014) 64–71.
Ramesh Rajguru, Hari Vasudevan and Naresh Deshpande “Multi-criteria optimization using Taguchi and Grey relational analysis in CNC drilling of GFRP/E composite material” in the International Conference on Advanced Manufacturing and Automation (INCAMA-2013, ISBN 978-93-80686-50-9) organised by the Department of Mechanical Engineering (DST-FIST Sponsored) Kalasalingam University, Madurai, Tamil Nadu from the 28th-30th March 2013.
Hari Vasudevan, Kalpesh and Mandar “Optimization of Material Removal Rate and Cutting Forces in Turning of GFRP composites” in the 6th International & 27th All India Manufacturing Technology, Design & Research Conference (AIMTDR–2016) held at College of Engineering, Pune during 16–18 December 2016.
Genichi Taguchi, Subir Chowdhury, Yuin Wu (2005) Taguchi’s Quality Engineering Handbook, John Wiley & Sons, New Jersey.
Deng, J.L. (1989). Introduction to Grey system. Journal of Grey System, 1: 1–24.
Madhav S. Phadke (1989) Quality Engineering Using Robust Design, P T R Prentice-Hall, New Jersey.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Vasudevan, H., Rajguru, R., Tank, K. (2019). Multi-characteristics Optimization in the Turning of GFRP Composites Based on Grey-Taguchi Method. In: Vasudevan, H., Kottur, V., Raina, A. (eds) Proceedings of International Conference on Intelligent Manufacturing and Automation. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-2490-1_3
Download citation
DOI: https://doi.org/10.1007/978-981-13-2490-1_3
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-2489-5
Online ISBN: 978-981-13-2490-1
eBook Packages: EngineeringEngineering (R0)