
Abstract
With the advancement in the field of materials, the material removal processes with high surface accuracy have also become more and more challenging. This paper reports use of PVD-coated tungsten carbide tool CNC lathe machine under wet condition using cutting oil for high-speed turning of Inconel 718. Effect of process parameter—speed, feed, and depth of cut on response parameter change in surface roughness and tool wear—has been studied on INCONEL-718 using ANOVA. Also, the effect of given parameters on the tool wear and chip formation was investigating through SEM micrographs. It has been found that speed and feed have significant effect on percentage change in surface roughness. It is also cleared that at low depth of cut, low speed and moderate feed, the chip is a continuous type whereas at high speed, low feed and high depth of cut, formation of chip becomes sawtooth type.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The progress of recent industry tends to employ an advanced material which appreciates its technological properties, better performance in products, or enable new designs. Nickel-based alloys owing to their good mechanical properties in high temperatures are commonly used in the aerospace industry. The most popular types of heat resistant super alloys include Inconel-718, Waspaloy, and Inconel-625. Inconel alloys are corrosion resistant, and oxidation materials well suited for service in intense environments subjected to heat and pressure. When heated, Inconel forms a stable, thick, passivating oxide layer shielding the surface from attack. Nowadays, CNC turning process is an advanced process which used for material removal of advanced engineering materials. With the help of this process, internal as well as external area can be machined. A lot of work has been done on metal and alloys, but relatively less work has been made on superalloys. Recently, research work on nickel-based superalloys has rapidly increased due to its better properties and variety of industrial application. Industries are focusing on high-temperature strength and corrosion resistance material, and therefore Inconel-718, which has high-temperature strength and corrosion resistance, was chosen for study. CNC turning process is useful for material removal with very high surface finish and less tool wear for INCONEL-718. In CNC turning process, the material is removed by removing the chips using the specific cutting tool insert. The turning process has been in the presence of cutting oil. The PVD-coated tungsten carbide insert is used in wet condition for high-speed turning of INCONEL-718 in CNC lathe machine. The basic purpose of literature review is to know about the process. Here, with the help of literature review, we know about the process parameter and their relationship to each other. How the process parameter affects the surface roughness during finishing of Inconel-718 on the CNC lathe machine? From the observation of the literature review, it has been found that many researchers carried out the theoretical and experimental studies on Inconel 718. Share their experience about the effect of parameters and process performance. Kamata and Obikawa [1] reported that MQL carrier gas plays significant role in cooling of cutting tool using argon as the carrier gas in turning of Inconel 718 with different types of coated carbide tools. Joshi and Brahmankar [2] studied on finding out the effect of cutting edge geometry on the surface integrity of high-speed turning of Inconel 718. Thakur et al. [3] carried out an experimental study on the Inconel 718 during turning using tungsten carbide insert (K20) tool. They examine the effect of machining parameters on the cutting temperature, cutting force, specific cutting pressure, surface finish, and tool wear. Cantero et al. [4] performed tool wear patterns analysis in finishing turning of Inconel grade 718 (Ni alloys). Patil et al. [5] performed relative analysis of high-speed machining of Inconel grade 718 with coolant as compressed cold carbon dioxide gas in dry condition. Tebaldo et al. [6] focused on substitution or removal of conventional lubricants those results in the reduction of environmental impact, operating costs, filtration, and metalworking fluids disposal. Lima et al. [7] studied the tool wear and tool life of SiAlON, whisker, and mixed ceramic (ceramic tool) during turning of Inconel grade 751 in oxygen and argon atmospheres. Design of experiment has been used to carry out the experiments.
From the literature review, it has been observed that very less attempts have been made study of machining parameter effect on high-speed turning of Inconel 718 using PVD-coated tungsten carbide insert using aqua cut solution cutting oil. This type of cutting tool satisfied our main objective “economic machining of Inconel on CNC lathe machine” compared to CBN and diamond cutting tool.
2 Experimental Setup and Experimentation
2.1 Selection of Process Parameter
Based on literature review, recommended data by insert supplier, and available speed and feed range in available CNC lathe machine, value of the parameter has been selected. CNC lathe machine is used so that there is no any constraint of machine specification for selecting the process parameter. Experiment has been designed on Taguchi’s \( L_{9} \left( {3^{3} } \right) \) orthogonal array using the Minitab software version 17. The experiment is designed on the basis of \( L_{9} \left( {3^{3} } \right) \) orthogonal array in which three factors at three level is to be taken. The orthogonal array is \( L_{9} \left( {3^{3} } \right) \), having nine rows and each row has one trial condition with factors and level indicators in the number which shows the level. The process parameter and their levels have given below in Table 1.
Calculate the % improvement in the surface roughness given in Eq. (1).
General regression model is used in this present study in order to check the effect of the various process parameters on percentage change in surface roughness. Minitab-17 is used for general regression model. ANOVA Table 2 is given below.
After analyzing analysis of variance table, it has been clear that speed and feed have significant effect on % change in surface roughness. The P value in the ANOVA table less than 0.05 for process parameter is considered to be significant.
3 Results and Discussion
The results obtained in the turning of INCONEL-718 on CNC lathe machine using the PVD-coated tungsten carbide insert under wet condition have been analyzed. This process is not much effective using the conventional cutting tool but with some coating of the cutting tool and some alteration in machining condition, the effectiveness of this process is improved. Additional coating on cutting tool increases the strength of cutting tip which results in better surface finish.
3.1 Effect of the Process Parameter on the Percentage Change in Average Surface Roughness (%ΔRa)
To verify the effect of process parameter on % change in surface roughness, every one of selected process parameters (speed, feed, and depth of cut) has been varied from lower level to higher level as given in Table 1 according to the orthogonal array. It has been observed that percentage change in surface roughness increased from 75.25% to 98.25% with the use of PVD-coated tungsten carbide cutting tool insert under wet condition. The main effect plot of effective parameter (speed, feed, and depth of cut) is shown in Fig. 1. It is observed from the graph that cutting speed and feed have significant effect on the percentage change in surface roughness. As cutting speed increases, tool wear rate rapidly increases resulting in decrease in the percentage change in surface roughness. At high-speed cutting operation, the strain rate is high in the shear zone, so more heat energy is generated. Also, it depicts higher temperature at the tool–chip interface. The time required for heat dissipation decreases and therefore temperature rises at the interface. Surface quality plays a critical role in performance and fatigue life of the element. It is obvious that increase in the depth of cut leads to decrease in the percentage change in surface roughness. For higher depth of cut, the material removal rate is higher which leads to increased temperature and wear of the cutting edge so that there is decrease in the surface roughness.

Main effect plots for the effect of various process parameters on % change in average surface roughness during the turning operation
From the above graph (obtained from MINITAB software), it is clear that when depth of cut is low, moderate feed and low depth of cut give the optimum result of surface finish. The percentage contribution of process parameter on percentage change in surface roughness is calculated from ANOVA (Table 2) as shown in the pie chart shown in Fig. 2.

Percentage contribution of effect of process parameter on % change in surface roughness
3.2 Chip Analysis Using SEM
During machining, chips produced in different forms depend on the tool, machined material, and the cutting conditions. The chip separation and chip formation mechanism is by reason of severe strain rate occurs during the machining process. Because of the lower thermal conductivity of the material during Inconel 718 cutting, temperature can be very high locally in a few areas of the workpiece which results in thermal softening and reduces strain hardening capacity of the material. Consequently, in a narrowband of chips, the shear instability is observed. At low speed conditions, the chip shapes were observed as continuous, where in some cases sawtooth edged chips and segmented. The chip deformation is very high in a narrowband among the segments of chip and also inhomogeneous nature is observed. Abrasive sawtoothed edges were produced by shear localization in the chip. Continuous chips were observed at low cutting seed which changes to sawtooth at higher speed. The chips formed at different cutting speeds are collected and shown in Fig. 3. It shows direct relationship between speed and sawtooth type chips, i.e., the higher the speed, the higher the formation of sawtooth type chip. The critical speed accountable for the sawtooth chip formation in high-speed machining of Inconel 718 was found to be 25 m/min.

SEM image of chip using speed 20 m/min, feed 0.15 mm/rev, DOC 0.05 mm
From above SEM image (Fig. 3), it is clear that at moderate feed, low depth of cut, and low speed, the segmented and sawtooth edged frequency in chip is very low.
From above SEM image (Fig. 4), it is clear that at higher feed, low depth of cut, and moderate speed, the segmented and sawtooth edged frequency in chip is moderate.

SEM image of chip using speed 25 m/min, feed 0.2 mm/rev, DOC 0.05 mm
At higher feed, high DOC, and high speed, sawtooth edged frequency in chip is very high (Fig. 5).

SEM image of chip using speed 30 m/min, feed 0.2 mm/rev, DOC 0.1 mm
3.3 Effect on Tool Wear
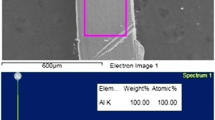
Tool wear mechanisms are generally influenced by three phenomena, namely, diffusion, thermal softening, and notching at depth of cut and trailing edge. In case of superalloy, Inconel 718 a combination of large primary deformation zone heat source and a large secondary deformation zone shear stress gives rise to higher temperature and stress in the region. The SEM (Fig. 6) assessment depicts the existence of surface damage in the form of metal debris adhesion, side flow, smeared material, and feed marks of chips and wear of PVD coating due to scratch of chips.

Tool wear using SEM image
4 Conclusions
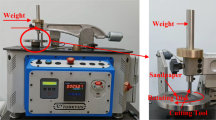
The experimental setup was successfully developed for high-speed turning. The experiment has been successfully conducted; result obtained from the experiments analyzed to check the performance and efficiency of the high-speed turning process with PVD-coated cutting tool insert on INCONEL-718 under wet condition. The effects of process parameter on percentage change in surface roughness (%ΔRa) have been studied using L9 array for INCONEL-718. Surface roughness has been successfully measured using stylus profilometer, and percentage change in surface roughness (%ΔRa) is found to be in range 75.25–98.25% and minimum surface roughness achieved up to 0.09 micron. Optimum value of the process parameter is 20 m/min speed, 0.15 mm/rev feed, and 0.05 mm depth of cut for the percentage change in surface roughness (%ΔRa). Percentage contribution of process parameter in %ΔRa is 45% for speed, 38% for feed, and 16% for depth of cut, near to 1% for error. The SEM assessment depicts the existence of surface damage in the form of metal debris adhesion, side flow, smeared material, and feed marks of chips and wear of PVD coating due to scratch of chips. At moderate feed, low speed, and low depth of cut, the continuous chips are observed while at increased speed, decrease feed, and increase depth of cut, it is changed to sawtooth type.
References
Kamata, Y., Obikawa, T.: High speed MQL finish-turning of Inconel 718 with different coated tools. J. Mater. Process. Technol. 192, 281–286 (2007)
Pawade, R.S., Joshi, S.S., Brahmankar, P.K.: Effect of machining parameters and cutting edge geometry on surface integrity of high-speed turned Inconel 718. Int. J. Mach. Tools Manuf 48(1), 15–28 (2008)
Thakur, D.G., Ramamoorthy, B., Vijayaraghavan, L.: Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater. Des. 30.5, 1718–1725 (2009)
Cantero, J.L., et al.: Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 297(1–2), 885–894 (2013)
Pawade, R.S., et al.: An investigation of cutting forces and surface damage in high-speed turning of Inconel 718. J. Mater. Process. Technol. 192, 139–146 (2007)
Tebaldo, V., di Confiengo, G.G., Faga, M.G.: Sustainability in machining: “Eco-friendly” turning of Inconel 718. Surface characterisation and economic analysis. J. Cleaner Prod. 140, 1567–1577 (2017)
Lima, F.F., et al.: Wear of ceramic tools when machining Inconel 751 using argon and oxygen as lubri-cooling atmospheres. Ceram. Int. 43(1), 677–685 (2017)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Chaurasia, A., Wankhede, V., Chaudhari, R. (2019). Experimental Investigation of High-Speed Turning of INCONEL 718 Using PVD-Coated Carbide Tool Under Wet Condition. In: Deb, D., Balas, V., Dey, R. (eds) Innovations in Infrastructure. Advances in Intelligent Systems and Computing, vol 757. Springer, Singapore. https://doi.org/10.1007/978-981-13-1966-2_32
Download citation
DOI: https://doi.org/10.1007/978-981-13-1966-2_32
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-1965-5
Online ISBN: 978-981-13-1966-2
eBook Packages: EngineeringEngineering (R0)