
Abstract
Microstructure evolution during steel processing assumes a critical role in tailoring mechanical properties, e.g., the austenite–ferrite transformations are a key metallurgical tool to improve properties of advanced low-carbon steels. Microstructure engineering is a concept that links the processing parameters to the properties by accurately modeling the microstructure evolution. Systematic experimental laboratory studies provide the basis for model development and validation. Laser ultrasonics, dilatometry, and a range of microscopy techniques (including electron backscatter diffraction mapping) are used to characterize recrystallization, grain growth, phase transformations, and precipitation in high-performance steels. Based on these studies, a suite of state variable models is proposed. Examples of their applications are given for intercritical annealing of advanced automotive steel sheets and welding of high-strength line pipe grades. The extension of state variable models to the scale of the microstructure is illustrated using the phase field approach. Here, the emphasis is placed on simulating the austenite decomposition into complex ferrite–bainite microstructures. The challenges and opportunities to develop next-generation process models will be discussed.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
High-performance steels with improved properties are required for a wide range of applications including automotive, construction, and energy sectors. These steels are increasingly produced as thermomechanical controlled processed (TMCP) grades where the microstructure is tailored to obtain a steel with the desired mechanical properties without any additional normalization treatments. To determine, optimize, and control robust processing paths, computational tools have become an essential aspect of producing consistently high-quality TMCP grades.
Since the 1980s significant progress has been made in developing knowledge-based process models for the steel industry [1,2,3,4]. An important concept here is to predict the steel properties as a function of the operational process parameters (e.g., reduction schedule, rolling temperatures, cooling bank activities, and annealing cycle) by accurately modeling the microstructure evolution (e.g., recrystallization, grain growth, precipitation, and phase transformation) during processing. These microstructure models are combined with deformation and temperature models, and the predicted final microstructure is linked via structure–property relationships with the resulting properties. This approach has been widely used for ferrite–pearlite steels (including HSLA steels) as well as dual-phase steels with ferrite–martensite microstructures [4]. Numerous empirical parameters for these models are typically determined from time-consuming laboratory experiments and, thus, limiting these models to the investigated steel chemistries and processing conditions. It is imperative to formulate next-generation process models with predictive capabilities using a minimum of empirical parameters to also aid alloy design for advanced high-strength steels where novel alloying concepts are being explored for creating complex multiphase microstructures that are required to achieve desired property improvements. Computational materials science now offers exciting opportunities to formulate models containing fundamental information on the basic atomic mechanisms of microstructure evolution that can be implemented across different lengths and timescales [5]. For example, the phase field method [6] is a powerful tool to describe the morphological complexity of multiphase microstructures by predicting actual microstructures rather than average microstructure parameters (e.g., fraction transformed and grain size). One challenge here is that interface properties including the interaction of alloying elements with moving interfaces have to be quantified as an input for phase field simulations. While experimental studies can be used to deduce effective interface mobilities as empirical parameters, it is critical to develop more rigorous computational strategies by using atomistic simulations to provide insight into the underlying atomistic mechanisms of microstructure evolution and guidance for the selection of kinetic parameters. For example, alloying elements like Nb, Mo, and Mn affect recrystallization, grain growth, and phase transformations through their interaction with the migrating interfaces (i.e., grain boundaries and austenite–ferrite interfaces) [5]. Linking complex multiphase microstructures to properties is challenging as appropriate structure–property relationships are not yet readily available.
The present paper provides a brief review of the status of microstructure-based process models and their application to high-performance steels. Examples are provided for intercritical annealing of dual-phase steels and the heat-affected zone (HAZ) in line pipe steels.
2 Process Models
2.1 State Variable Approach
The original microstructure-based process models essentially employed a state variable approach by considering the evolution of microstructure parameters that can be measured experimentally, e.g., fraction transformed/recrystallized, grain size, precipitate size and volume fraction, and dislocation density. In a simplest scenario, only the fractions X transformed/recrystallized may be considered and this has frequently been achieved by employing the Johnson–Mehl–Avrami–Kolmogorov (JMAK) model, i.e.,
where b is a rate parameter and n is the JMAK exponent that is determined from laboratory studies. Provided n is independent of temperature, the JMAK model can in combination with the additivity principle be applied to non-isothermal heat treatments that are typically employed in industrial processing. Additivity can be assumed for most transformation and recrystallization conditions of practical interest as long as they do occur not simultaneously with other microstructure changes. For example, potentially concurrently occurring ferrite recrystallization and intercritical austenite formation would require a more sophisticated model approach.
The next stage of complexity is to include grain size into the model and, if required, further microstructure features that determine the properties. Here, empirical approaches have frequently been used such as power laws for austenite grain growth and relating the ferrite grain size to the transformation start temperature during continuous cooling. In more advanced models, the actual mechanisms of microstructure evolution are explicitly incorporated. For example, austenite grain growth when pinning particles (e.g., NbC) are present can be described by
where g is the mean grain size, M is the grain boundary mobility, σ is the grain boundary energy, and P is the pinning pressure which is related to precipitate size and volume fraction by a Zener-type expression. Of particular interest are grain coarsening stages that are associated with dissolution of precipitates during reheating where a precipitation–dissolution/coarsening model can be coupled to the grain growth model to quantify the decrease in pinning pressure [7]. The grain boundary mobility is usually assumed to obey an Arrhenius relationship, i.e.,
where the pre-exponential M 0 and the effective activation energy Q are employed as fitting parameters that depend on steel chemistry.
2.2 Phase Field Modeling
The above state variable models calculate average microstructure values, i.e., an average fraction transformed or an average grain size, etc. To obtain information on the spatial distribution of microstructure constituents and their morphology modeling on the mesoscale, i.e., the scale of the microstructure, can now routinely be conducted. Here, phase field modeling (PFM) has emerged as the simulation tool of choice because it is a powerful methodology to deal with complex morphological aspects of microstructure features, e.g., formation of dendrites during solidification. PFM has also been extensively applied to describe recrystallization and phase transformations in steels [6]. In particular, the multiphase-field model originally developed by Steinbach et al. [8] has been employed here where each microstructure constituent i is defined by a unique phase field parameter φ i . The value of φ i is equal to 1 inside constituent i and 0 outside constituent i. Within the interface of width τ, φ i changes continuously from 0 to 1. The phase field parameters represent the local fraction of each constituent such that the interface consists of a mixture of constituents with the constraint of Σφ i = 1. The temporal evolution of each field variable is described by the superposition of the pair-wise interaction with its neighboring constituents [8],
where M ij is the interfacial mobility, σ ij is the interfacial energy, and ΔG ij is the driving pressure for interface migration which can be either the stored energy for recrystallization or the difference of chemical potentials for phase transformation. Further, the phase field model can be coupled with diffusion equations to account for long-range diffusion during phase transformation. Similarly to the state variable models, the interfacial mobility is typically employed as a fitting parameter to reproduce a set of benchmark experimental data. Further, PFM describes growth stages and has to be combined with a suitable nucleation model to ensure that proper algorithms are provided to seed nuclei in phase field simulations.
3 Results
3.1 Intercritical Annealing
Dual-phase steels for automotive applications are typically produced through intercritical annealing on continuous annealing or hot dip galvanizing lines. Here, the cold-rolled steel recrystallizes during heating and intercritical austenite forms which during the cooling stage transforms primarily into bainite and/or martensite. From a modeling perspective, one must first describe ferrite recrystallization during continuous heating to the intercritical temperature. Figure 1 shows the evolution of the ferrite fraction recrystallized during isothermal holding at three different temperatures, i.e., 650, 680, and 710 °C, in a steel with a typical dual-phase chemistry (0.06 wt%C–1.86 wt%Mn–0.15 wt%Mo). Using the JMAK approach, i.e., Eq. 1, a ferrite recrystallization model has been developed based on the metallographic observations [9]. Here, the rate parameter b is a function of temperature and n is a constant such that additivity can be applied. Further, laser ultrasonic measurements were conducted to determine the fraction recrystallized in situ by doing the heat treatments in a Gleeble 3500 thermomechanical simulator equipped with an LUMet (laser ultrasonics for metallurgy) system. The procedures of the LUMet measurements are described elsewhere [10, 11]. The LUMet measurements are in reasonable agreement with the metallographic observations even though laser ultrasonics is an indirect method, i.e., the ultrasonic velocity that changes with texture evolution during recrystallization is measured such that only those portions of recrystallization that are associated with a texture change can be recorded. The consistency of LUMet and metallographic measurements confirms the LUMet technique as an exciting experimental tool for rapid model development and validation as it reduces the need for extensive labor-intensive metallographic investigations.

Ferrite recrystallization in a 0.06 wt%C–1.86 wt%Mn–0.15 wt%Mo steel; metallography and model data taken from [9]
Similar studies have been performed to develop a process model for intercritical annealing of a DP600 steel (0.11 wt%C–1.86 wt%Mn–0.34 wt%Cr–0.16 wt%Si) [12, 13]. Using the JMAK approach, a process model has been proposed that can be applied for sufficiently slow line speeds where ferrite recrystallization is completed before the onset of austenite formation. Increasing the line speed above a threshold value, ferrite recrystallization and austenite formation occur concurrently. The simultaneous evolution of recrystallization and austenite formation can be simulated by PFM [14]. After benchmarking and validating the model with experimental data, simulations were performed by systematically varying intercritical heat treatment cycles to construct processing maps to predict the martensite fraction that is the dominant microstructure feature for the mechanical properties in dual-phase steels as a function of line speed and intercritical holding temperature [15].
3.2 Heat-Affected Zone
Process models have recently been developed for the HAZ in Ti–Nb microalloyed line pipe steels with complex ferrite–bainite microstructures that also include martensite/austenite (M/A) constituents [16]. The modeling approach taken is similar to that above described for intercritical annealing. For the HAZ, the microstructure features of significance include formation, grain growth, and decomposition of austenite and dissolution of NbC. Figure 2 shows austenite grain growth during continuous heating at 10 °C/s in three line pipe steels with different chemistries in terms of their C and Nb content (in wt%): 0.063C–0.034Nb, 0.028C–0.091Nb, and 0.058C–0.091Nb. LUMet grain size measurements are based on ultrasonic attenuation that can be correlated with the metallographically measured austenite grain size, here quantified as equivalent area diameter [10]. A combined austenite grain growth and NbC dissolution model has been developed adopting Eq. 2. For the 0.063C–0.034Nb steel, the model development was based on metallographic grain growth studies in combination with transmission electron microscopy investigations to quantify precipitate evolution [7]. The pre-exponential grain boundary mobility factor M 0 is the only fit parameter in the model, while Q = 350 kJ/mol is taken from the literature [17]. Adopting the same model approach and varying M 0 austenite grain size evolution is described in the two other steels based on the LUMet measurements. The values of M 0 are summarized in Table 1 indicating a decreasing effective grain boundary mobility with increased alloying content, in particular Nb microalloying.

Austenite grain growth during continuous heating at 10 °C/s in line pipe steels
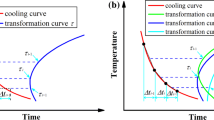
Figure 3 provides examples of austenite decomposition during continuous cooling in the 0.063C–0.034Nb steel. In addition to the austenite grain size, the amount of Nb in solution strongly affects the transformation behavior. Both the austenite grain size and the amount of Nb in solution increase with reheating temperature. For a given cooling rate, here 30 °C/s, the transformation temperatures decrease with increasing austenite grain size and amount of Nb in solution. The continuous cooling transformation behavior can be described with the JMAK approach adopting additivity when the rate parameter b is taken as a function of temperature, austenite grain size, and Nb in solution [16].

Austenite decomposition in the 0.063C–0.034Nb steel cooled at 30 °C/s from different austenite grain sizes and Nb contents in solution; symbols indicate LUMet measurements
Alternatively, PFM can be combined with the NbC dissolution model to describe austenite grain growth and decomposition, by taking the grain boundary and interface mobilities as functions of both temperature and Nb in solution [18]. Further, simulation of bainite formation requires to introduce anisotropy factors into the mobility to replicate the morphological complexity of bainite sheaves, as discussed elsewhere in detail [18]. An advantage of the PFM approach is that it can be used to seamlessly describe the microstructure gradient in the HAZ as a function of distance from the fusion line. PFM simulations predict the gradual transition from a coarse bainite microstructure near the fusion line to a predominantly ferrite microstructure further away from the fusion line [18], as illustrated in Fig. 4 for the 0.063C–0.034Nb steel and Gleeble-simulated HAZ thermal cycles with peak temperatures of 1000 and 1350 °C, respectively. To evaluate the integrity of weld joints, it is critical to determine and predict the fracture toughness of the HAZ which will also require a detailed description and analysis of the bainite substructure. Appropriate models for the substructure evolution and its correlation with mechanical properties have yet to be established.

Comparison of microstructures obtained in the 0.063C–0.034Nb steel for Gleeble-simulated HAZ thermal cycles with peak temperatures of 1000 °C (left) and 1350 °C (right) and microstructures predicted by PFM (ferrite: yellow, bainite: white, M/A: red)
4 Conclusions
Microstructure process models have been developed for advanced steels with ferrite–bainite–martensite microstructures using the conventional microstructure engineering state variable approach. To increase the predictive capability of these models, PFM enables to also describe spatial and morphological aspects of these complex microstructures. A critical aspect of future work is the development of reliable structure–property relationships for steels with multiphase microstructures. Further, to aid steel chemistry design, a multiscale approach may be considered for next-generation process models where the effects of alloying elements on the atomistic mechanisms of microstructure evolution are rigorously incorporated.
References
T. Senuma, M. Suehiro and H. Yada, ISIJ International, 32 (1992), 423–432
Y.J. Lan, D.Z. Li, X.C. Sha and Y.Y. Li, Steel Research International, 75 (2004), 462–467
A. Perlade, D. Grandemange and T. Iung, Ironmaking Steelmaking, 32 (2005), 299–302
M. Militzer, ISIJ International, 47 (2007), 1–15
M. Militzer, J.J. Hoyt, N. Provatas, J. Rottler, C.W. Sinclair and H. Zurob, JOM, 66 (2014), 740–746
M. Militzer, Current Opinion in Solid State and Materials Science, 15 (2011), 106–115
K. Banerjee, M. Militzer, M. Perez and X. Wang, Metallurgical and Materials Transactions, 41A (2010), 3161–3172
I. Steinbach, F. Pezzola, B. Nestler, M. Seeßelberg, R. Prieler, G.J. Schmitz and J.L.L. Rezende, Physica D, 94 (1996),135–147
J. Huang, W.J. Poole and M. Militzer, Metallurgical and Materials Transactions, 35A (2004), 3363–3375
M. Militzer, T. Garcin, M. Kulakov and W.J. Poole, The Fifth Baosteel Biennial Academic Conference, (2013), Shanghai, China
M. Maalekian, R. Radis, M. Militzer, A. Moreau and W.J. Poole, Acta Materialia, 60 (2012), 1015–1026
M. Kulakov, W.J. Poole and M. Militzer, Metallurgical and Materials Transactions, 44A (2013), 3564–3576
M. Kulakov, W.J. Poole and M. Militzer, ISIJ International, 54 (2014), 2627–2636
B. Zhu and M. Militzer, Metallurgical and Materials Transactions, 46A (2015), 1073–1084
B. Zhu and M. Militzer, HSLA Steels, Microalloying & Offshore Engineering Steels 2015, (2015), 387–393
T. Garcin, W.J. Poole, M. Militzer and L. Collins, Materials Science and Technology, 32 (2016), 708–721
J. Moon, J. Lee and C. Lee, Materials Science and Engineering A, 459 (2007), 40–46
M. Toloui, PhD Thesis, The University of British Columbia, (2015)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Militzer, M., Garcin, T. (2018). Microstructure Engineering of High-Performance Steels. In: Roy, T., Bhattacharya, B., Ghosh, C., Ajmani, S. (eds) Advanced High Strength Steel. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-10-7892-7_2
Download citation
DOI: https://doi.org/10.1007/978-981-10-7892-7_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-7891-0
Online ISBN: 978-981-10-7892-7
eBook Packages: EngineeringEngineering (R0)