
Abstract
Precision high-pressure die casting for nonferrous casting applications is increasingly used in the foundries. This paper focuses on the following issues: filling simulation, defect analysis by computer-aided simulation, experiment with Taguchi analysis to select optimal parameters when design die for high-pressure die casting aluminum AlSi9Cu3. After analysis, the optimal parameters are as follows: cross section area of gate 40 mm2, location of gate at type 2, gate velocity 50 m/s, and liquid alloy temperature 640 °C. Based on the results of calculation parameters, we conducted design die by computer aided with the main objective is to optimize the die design parameters. The use of this integrated solution can shorten the cycle of die design and manufacture, and result in the production of high-quality die castings in the shortest time with the biggest profit.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
High-pressure die casting (HPDC) process is significantly used in the industry for its high productivity and less post-machining requirement. Due to light weight and good forming-ability, aluminum die casting plays an important role in the production of transportation and vehicle components. It has a much faster production rate in comparison with other methods and it is an economical and efficient method for producing components with low surface roughness and high dimensional accuracy. All major aluminum automotive components can be processed with this technology. The development of industrial die casting and requirements for higher quality product, shorter development times and more complex geometry, the use of computer-aided simulation has become essential in industry.
The HPDC castings production process has many defects, such as: shrinkage porosity, misrun, cold-shut, blister, scab, hot-tear. Techniques such as cause–effect diagrams, design of experiments, casting simulation, fuzzy logic controller, genetic algorithms, and artificial neural networks are used by various researchers for analysis of casting defects. Dargusch et al. [1] used pressure sensor in the cavity to make a confident statement of aluminum that molten metal velocity increases and porosity development with high-pressure die casting. Verran et al. [2] used the design of experiments (DOE) to find out the best parameters in production and notice that: porosity low indices are related with low speeds from slow and fast shots and high upset pressures. Mousavi Anijdan et al. [3] used genetic algorithm (GA) methods to determine the optimum conditions leading to minimum porosity in aluminum alloy die casting. Tsoukalas [4, 5] used the design of experiments (DOE) and genetic algorithm (GA) methods to determine the optimum conditions leading to minimum porosity in aluminum alloy die castings. Syrcos [6] used Taguchi method to determine the optimum conditions leading to casting density in aluminum alloy die castings. Yue et al. [7] used CAD/CAE/CAM simulation and analysis with the purpose the quality of the die castings improved greatly in a shorter time. Yarlagadda and Chiang [8] used the artificial neural network (ANN) methods to determine the optimum conditions in aluminum alloy die castings. Seo [9] used CAD/CAE simulation and analysis with purpose minimizing the porosities and hot spots for applying in die casting. However, most researchers were used to predict solidification and optimize aluminum alloy casting process parameters in the condition of production foundry factory. Little was published die design in die casting, gating, and die casting parameters. Approximately 90% of defects in die casting components are due to die design errors (Shehata [10]). Die design is a very difficult work, and the company often does not published because of economic competition. In order to obtain good die design, it requires extensive knowledge in mechanical engineering and experience in die castings foundry factory.
In this paper, the ProCAST® Software commercial is used for analysis casting defects and die filling simulation to enhance the quality and efficiency of die casting. The Taguchi method control with design of experiments will be developed to improve aluminum die casting quality and productivity in the cold chamber die casting method. After conducting a series of initial experiments in a controlled environment, significant factors for die casting processes are selected to find the optimal parameters to increase the aluminum die casting quality and efficiency. Based on the results from analysis by considering the influence of defects on quality castings, we conducted die design for die casting with optimal parameters. It is suggested to reduce casting defects, reduce time and money, increasing with better casting product quality and die design die casting efficiency.
2 Materials and Methods
2.1 Basic Design
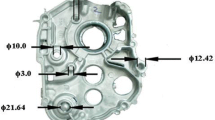
Die casting of this study with the 3D solid model of automobile start motor casing part is shown in Fig. 1.

Model 3D of object
The 3D drawings of objects cast to represent the color with different meanings. Accordingly, the white light is the portion need to be machined or cut later. Depending on the material molding, casting method and mechanical processing methods after casting product finished that the designer will select the size, tolerances, and metal machining appropriate for requirements. This study using cast material is the aluminum alloy AlSi9Cu3 with chemical composition of the aluminum shown in Table 1.
Some of the very important properties of the material AlSi9Cu3 used in the experiments as fraction solid are shown in Fig. 2 and conductivity in Fig. 3.

Fraction solid of AlSi9Cu3 material

Conductivity of AlSi9Cu3 material
The die with a specific gating system will perform differently on different die casting machines. Only by considering both the die and machine characteristics could optimal flow conditions be achieved. Therefore, P−Q2 technique is employed to predict the best gate area, flow rate, filling time, and gate velocity. This will avoid excessive calculation and ensure that the gating system is designed properly. With the computer-aided design software, we design the simply filling system with die casting gate and runner. We design three location of gates with the basic shapes as Fig. 4.

Location of gates
Analysis software is used as ProCAST® commercial with finite element method (FEM) analysis for a casting process. The designer based on FEM simulation to visualize the metal flow in the die cavity, the temperature variation, the solidification progress, and the evolution of defects such as shrinkage porosity, cold-shut, hot-tear.
2.2 Experiment and Analysis
The shrinkage porosity formation in pressure die casting is the result of a so much number of parameters. Figure 5 shows a cause and effect diagram that was constructed to identify the casting process parameters that may affect die casting porosity. In this case, liquid alloy temperature (holding furnace temperature), speed of molten alloys of the gate (Gate velocity), cross section of the gate (Gate area), and location of the gate (Gate location) were selected as the most critical in the experimental design. The other parameters were kept constant in the entire experimentation. Gate velocity has an influence on mechanical properties of the casting and on the properties in the casting surface quality. High gate velocity produces higher mechanical properties and less porosity than lower gate velocity. New high-pressure casting machine capable of velocity generated at the gate up to 100 m/s. The die erosion started to increase already around 60 m/s, so that reason the higher gate velocity range from 60 m/s to 100 m/s rarely used in normal conditions (Shehata [10], Weishan et al. [11]). Based on technical parameters of high-pressure die casting machine SD-500CF from LIKW Enterprise Corp-Taiwan, we select the velocity of the liquid alloy in range: 30–50 m/s. This paper used cast material AlSi9Cu3 with the super-heated range (640–720)°C. The selected casting process parameters are given in Table 2.

Fish-bone diagram
Fishbone diagram [2, 4,5,6,7] of the configuration shown in Fig. 5, in which with the aim is minimum shrinkage porosity die casting defect, so that objective “smaller-is the-better” is selected.
According to cause and effect diagram, we have factor level table shown in Table 2, so that nine experiments parameters are shown in Table 3.
The results of the nine shrinkage porosity experiments were analyzed and the results shown in Table 4.
Measure of interactions between these factors with regard to robustness is signal-to-noise (S/N) ratio. S/N characteristics formulated for three different categories are as follows: the bigger the better, the smaller the better, and the nominal the best. This paper focused on studying the effects of four input parameters (A, B, C, and D) to defect shrinkage porosity in the process of casting, so the criteria “the smaller the better” is selected.
The smaller the better:
where:
- n::
-
number of measurement.
- yi::
-
value of shrinkage porosity.
The measurement results calculated by formula (1) after sorting out the S/N response as Table 5 and S/N response graphs in Fig. 6. We found the best combination in this study for aluminum die casting shrinkage porosity defects are A3B2C1D3 corresponding to the gate area of 40 mm2, group 2 of the gate location, the speed of the liquid metal at the gate is 50 m/s, the temperature of molten aluminum 640 °C.

S/N response graphs
The contribution rate of each factor results is shown in Table 6.
2.3 Computer-Aided Die Design
High-pressure die casting (HPDC) with the gating system consists of a biscuit or a sprue, runners system, a gate, overflows, and vents. There are two basic gate types: tangential and fan-gate (Gating manual, NADCA, USA. 2006. p. 56 [12], Wu et al. [13], Hu et al. [14]). Both gates are usually designed with converging cross-sectional area. The selection between the gate types depends on the part requirements. Fan-gate is the simplest in structure and easier to machine. Tangential gates are more difficult to design and machine, but the design is flexible and easy to adapt to different technical requirements. The designer should ensure that the gate and runner system to maintain smooth, continuous flow profiles and by designing the casting so that no backflow occurs or two lines overlap. Based on the technical side-core and molding direction, we design two types of gate systems with components of a biscuit (diameter: 70 mm), a runner, a gate, and overflows. Two types runner is designed as Figs. 7 and 8 with a cross section of gate: 40 mm2.

Die casting with full inlet

Die casting with half inlet
The results of the optimum parameters will be installed in ProCAST software with two cases (full inlet and half inlet):
-
gate area of 40 mm2
-
gate location: group 2
-
velocity of the molten metal at the gate: 50 m/s
-
the temperature of molten metal: 640 °C
-
the die temperature: 180 °C
With full inlet filling of the liquid metal flow in the die cavity is good. In case of half inlet, not fill in all the volume of die cavity, high pressure increased. The shortage metal occurs as Fig. 9 mean that having a disability and the option half inlet design cannot be used for further study.

Shortage of the casting with half inlet
Shrinkage porosity analysis as in Fig. 10 with full inlet case shows that need additional overflows in some locations important to reduce this phenomenon shrinkage porosity. Figure 11 shows solid 3D of dies with full gating system.

Shrinkage porosity of the casting with full inlet

3D solid model of die casting dies
The simulation results with the parameters setting on the ProCAST are calculated in the previous steps. The result of test is the liquid metal fill in full of die cavity. Figure 12 shows that the casting no defects and shrinkage porosity acceptable.

Shrinkage porosity of castings
3 Results and Discussion
The die for this study is the result of collaboration between the LIKW Enterprise Corp, Taiwan and Department of Mechanical Engineering—Hung Yen University of Technology and Education.
The entire die will be installed on the SD-500 CF casting machine as Fig. 13 with the parameters setting on the machine are calculated in the previous steps.

Casting in SD-500CF die casting machine
The product after casting to the naked eye without disabilities is shown in Fig. 14. X-ray inspection with ERESCO 160 MF4-R for castings with parameters: 2% sensitivity, 30 s time exposure in the critical sections of castings. Results showed no defects shrinkage porosity and no cracks inside, good quality castings, as shown in Fig. 15.

Product after casting

X-ray film testing of samples casting
The results of simulation and experiment indicate that the liquid metal in the die filling full, no cracks inside, and shrinkage porosity acceptable. That means the die is designed and manufactured optimization in accordance with the conditions of the foundry factory production.
4 Conclusions
The design experiments by Taguchi method and computer-aided casting simulation technique for analysis of the optimal condition is a good combination in die design. The results of the optimum parameters for design die are as follows: the cross section of gate 40 mm2, the gate location at group two, the velocity of the molten metal at the gate at 50 m/s, the temperature of liquid aluminum at 640 °C. For analysis of defect such as shrinkage porosity, computer-aided casting simulation technique is the most efficient and accurate method. The quality of the casting product can be efficiently improved by computer-assisted casting simulation technique in the shortest possible time and without the conventional trial and error on foundry factory. This in turn implies that the resources (materials, saving time, and money) required for the experiments are also minimized.
References
Dargusch MS, Dour G, Schauer N, Dinnis CM, Savage G (2006) The influence of pressure during solidification of high pressure die cast aluminum telecommunications components. J Mater Process Technol 180, 37–43
Verran GO, Mendes RPK, Dalla Valentina LVO (2008) DOE applied to optimization of aluminum alloy die castings. J Mater Process Technol 200, 120–125
Mousavi Anijdan SH, Bahrami A, Madaah Hoseini HR, Shafyei A (2006) Using genetic algorithm and artificial neural network analyses to design an Al–Si casting alloy of minimum porosity. Mater Des 27, 605–609
Tsoukalas VD (2004) A study of porosity formation in pressure die casting using the Taguchi approach. J Eng Manuf 218, 77–86
Tsoukalas VD (2008) Optimization of porosity formation in AlSi9Cu3 pressure die castings using genetic algorithm analysis. Mater Des 29, 2027–2033
Syrcos GP (2003) Die casting process optimization using Taguchi methods. J Mater Process Technol 135, 68–74
Yue S, Wang G, Yin F, Wang Y, Yang J (2003) Application of an integrated CAD/CAE/CAM system for die casting dies. J Mater Process Technol 139, 465–468
Yarlagadda PKDV, Chiang ECW (1999) A neural network system for the prediction of process parameters in pressure die casting. J Mater Process Technol 89–90, 583–590
Seo PK, Kim HC, Kang CG (2007) Numerical integration design process to development of suspension parts by semi-solid die casting process. J Mater Process Technol 183, 18–32
Shehata F, Abd-Elhamid M (2003) Computer aided foundry die-design. Mater Des 24, 577–583
Weishan Z, Shoumei X, Baicheng LIU (1997) Study on a CAD/CAE system of die casting. J Mater Process Technol 63, 707–711
Gating Manual (2006) NADCA, USA, p. 56
Wu SH, Fuh JYH, Lee KS (2007) Semi-automated parametric design of gating systems for die casting die. Comput Ind Eng 53, 222–232
Hu BH, Tong KK, Niu XP, Pinwill I (2000) Design and optimization of runner and gating systems for the die casting of thin-walled magnesium telecommunication parts through numerical simulation. J Mater Process Technol 105, 128–113
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Do, T.A., Tran, V.T. (2018). Optimization of Precision Die Design on High-Pressure Die Casting of AlSi9Cu3 . In: Nguyen-Xuan, H., Phung-Van, P., Rabczuk, T. (eds) Proceedings of the International Conference on Advances in Computational Mechanics 2017. ACOME 2017. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-10-7149-2_53
Download citation
DOI: https://doi.org/10.1007/978-981-10-7149-2_53
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-7148-5
Online ISBN: 978-981-10-7149-2
eBook Packages: EngineeringEngineering (R0)