
Abstract
In this paper, an attempt is made to investigate the application of Fuzzy inference system with Taguchi method for Multi-Objective Optimization (MOO) of cutting parameters for turning AISI 4340 steel. The effect of the uncontrollable parameter (spindle vibration) along with the controllable parameters on multiple objectives is studied. Use of uncontrollable factor helped to make the design robust. Coated and uncoated cutting tools and the latest lubrication method (Minimum quantity lubrication) are also considered to match the current scenario of the manufacturing system. Fuzzy logic is used to change multiple objectives to a single objective. The results of ANOVA for MPCI revealed that depth of cut is the most significant machining parameter which affects the multiple performance characteristics followed by feed rate, nose radius, cutting environment and tool type. Based on the response table and the main effect plot of S/N ratio, it is found that the optimal machining parameters are cutting environment = minimum quantity lubrication, nose radius = 1.2 mm, feed rate = 0.35 mm/rev, depth of cut = 1 mm, and tool type = coated (CVD) insert.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
- Taguchi-Fuzzy Inference System (TFIS)
- Turning process
- Multi-Objective Optimization (MOO)
- ANOVA
- Signal to noise ratio
1 Introduction
In the metal cutting process, especially turning, milling process, besides the basic cutting process parameters like cutting speed, feed rate, depth of cut, tool geometry, the environment of cutting and the type of tool plays an important role to decide the performance of quality characteristics. Machining vibration is important in metal cutting operations which may affect the quality characteristics. The machine tool operators always face the problem of chatter in turning process. Over a period of time, the condition of the machine tool gets affected. When the machine is new, there is less chance of producing vibration in the machine. But when machine gets older, due to its continuous usage, vibrations increase. Performance and the efficiency of the machine tool get affected hence, proper quality of products not achieved through the machining operations are performed with the optimal operating condition. Vibration in a machine tool is directly affecting the surface finish of the work material in turning process. So vibration of a machine tool is one of the major factors limiting its performance. In machining, there has been recently and intensive computation focusing on surface roughness at international level. This computation can be observed in turning processes especially in the aviation and automotive industry by increasing the alternative solutions for obtaining more proper surface roughness. Taguchi philosophy is very useful in reducing the number of experiments as compared to other conventional methods like full factorial method which require very much high experimental runs. Saini et al. [1], presents optimization of multi-objective response during CNC Turning using Taguchi-Fuzzy Application. L27 Taguchi orthogonal array is used in turning Aluminum alloy 8011with carbide insert with cutting speed, feed, and depth of cut. Material removal rate and surface roughness are output parameters. It is found that feed is the most significant process parameter followed by the depth of cut and cutting speed on the selected response parameters. Vasudevan et al. [2], used grey fuzzy analysis for multi-objective optimization of turning parameters in turning GFRP/Epoxy Composites. Cutting tool nose radius, cutting speed, feed rate, and depth of cut are used as process parameters. Surface roughness parameter, tangential cutting force, and material removal rate are the output performance measures. The parameter combination of tool nose radius of 0.8 mm, cutting speed of 120 m/min, feed rate of 0.05 mm/rev, and depth of cut of 1.6 mm, is evaluated as an optimum combination.Hussain et al. [3], deals with fuzzy rule-based optimization of multiple responses in turning of GFRP Composites. L25 OA is used for analyzing surface roughness and cutting force. The results revealed that the optimization technique is greatly helpful for simultaneous optimization of multiple quality characteristics [1]. A grey‐fuzzy approach is applied for optimizing machining parameters and the approach angle in turning AISI 1045 steel. L9 OA is used for experimentation. The optimum conditions are found out by using a hybrid grey‐fuzzy algorithm. Ho et al. [4], proposed a method using ANFIS to accurately establish the relationship between the features of the surface image and the actual surface roughness. Kirby et al. [5], discussed the development of a surface roughness prediction system for a turning operation using a fuzzy nets modeling technique.
2 Taguchi-Fuzzy Inference System (TFIS)
Fuzzy logic is a superset of conventional (Boolean) logic that has been extended to handle the concept of partial truth, where the truth value may range between completely true and completely false. A fuzzy inference system (FIS) defines a nonlinear mapping of the input data vector into a scalar output, using fuzzy rules. Fuzzy system is composed of a fuzzifier, an inference engine, a data base, a rule base, and defuzzifier. In the study, the fuzzifier initially uses membership functions to convert crisp inputs into fuzzy sets. Once all crisp input values have been fuzzified into their respective linguistic values, the inference engine will access the fuzzy rule base of the fuzzy expert system to derive linguistic values for the intermediate as well as the output linguistic variables. The fuzzy rule base consists of a group of if-then control rules with the two desirability function values, 1x and 2x one multi-response output y that is:
Rule 1: if x 1 is A 1 and x 2 is B 1 then y is C 1 else
Rule 2: if x 1 is A 2 and x 2 is B 2 then y is C 2 else
.. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Rule n: if x 1 is A n and x 2 is B n then y is C n .
A i and B i are fuzzy subsets defined by the corresponding membership functions, i.e., µ A1 and µ B1. Suppose x 1 and x 2 are the two desirability values, the membership function of the multi-response output y is expressed in Eq. (1).
where \(\wedge\) and \(\vee\) are the minimum and maximum operation respectively. Equation (1) is illustrated in Fig. 1. Finally, a Centroid Defuzzification method is adopted to transform the fuzzy multi-response output \(\mu_{{c_{0} }} \left( y \right)\) into a non-fuzzy value \(y_{0}\) Eq. (2).

Mamdani implication methods with fuzzy controller operations
The association of fuzzy inference system with Taguchi method is shown in Fig. 2. Firstly, depending upon number of input factors and their levels the orthogonal array is finalized. Then according to the orthogonal array, experimentation is conducted and outputs are measured. Signal to noise ratio of each output is calculated. Fuzzification is done by converting five outputs into normalized unit less values. Then, by applying the fuzzy rules the defuzzification is done and multiple performance characteristics index (MPCI) is computed. Thus the multiple outputs are converted into a single output. Then by using means of signal to noise ratio and analysis of variance, optimal setting for MPCI is achieved.

Association of fuzzy inference system with Taguchi method
3 Experimental Observation and Analysis
3.1 Experimentation
The experiment is performed on CNC SPINNER15 lathe machine. Test pieces of size 50 mm × 80 mm were cut from AISI 4340 steel bar. The input variables used are cutting environment, nose radius, feed rate, depth of cut and tool type as shown in Table 1 and spindle vibration is selected as a noise factor (uncontrollable parameter). Cutting speed (210 m/min) is kept constant.
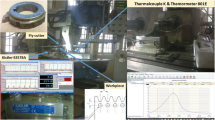
Three levels of spindle vibration are selected. First level is recorded by running the spindle at 1337 RPM without a ring. The second level is recorded by adding 45 gm unbalance mass to mild steel ring which is mounted on the spindle (Fig. 3). The third level is achieved by adding 95 g unbalance mass to mild steel ring which is mounted on the spindle. Spindle vibration readings are measured using VM 6360 Vibration meter. The surface roughness is measured by Stylus Profilometer, cutting force is measured by lathe tool dynamometer, tool tip temperature is recorded by non-contact laser type gun and tool wear is measured by image processing method in MATALAB software. MRR is calculated by following formula (Table 2):

Experimental set up and unbalanced mass attached to mild steel ring
3.2 Data Analysis
Data analysis has been carried out as follows:
For calculating S/N ratio of surface roughness and cutting force a Lower-the-Better (LB) criterion has been selected and for material removal rate Higher-the-Better (HB) criteria has been selected (Table 3). S/N ratios have been normalized based on Higher-the-Better (HB) criterion (Table 4). The Normalized S/N ratios corresponding to individual responses have been fed as inputs to a Fuzzy Inference System (FIS). For each of the input parameters, three Triangular type membership functions (MFs) have been chosen as follows: Low (L), Medium (M) and High (H). The linguistic valuation of COM has been represented by five triangular type membership functions (MFs) have been chosen as follows: Very Low (VL), Low (L), Medium (M), High (H), and Very High (VH). These linguistic values have transformed into crisp values by Defuzzification method. The crisp values (Table 4) have been optimized by using Taguchi philosophy. The predicted optimal setting has been evaluated from Mean Response Plot of MPCIs and it became A 4 B 2 C 1 D 1 E 1. FIS combined multiple inputs into a single output (Figs. 4, 5, 6, 7, 8; Tables 5, 6).

Proposed fuzzy inference system

Membership functions for MPCI

Fuzzy rule viewers

Fuzzy rules

Surface plot for MPCI
4 Result
The results of ANOVA indicate that depth of cut is the most significant machining parameter in affecting the multiple performance characteristics followed by feed rate, nose radius, cutting environment and tool type. From main effect plot of S/N ratio, the optimal machining parameters obtained are the cutting environment = MQL, nose radius = 1.2 mm, feed rate = 0.35 mm/rev, depth of cut = 1 mm and tool type = coated (CVD) or A 3 B 3 C 3 D 2 E 3 in short (Figs. 9 and 10).

Main effect plot for S/N ratio of MPCI

Residual plot for SN ratio
5 Conclusion
The fuzzy logic with Taguchi method is successfully applied. The multi-objective problem is solved with the application of combined Taguchi-Fuzzy inference system. Multi- responses are converted to a single response by a fuzzy rule base. It is observed that the optimal process condition for lower surface roughness, cutting force, tool tip temperature and tool wear and higher MRR is feed rate 0.35 mm/rev, depth of cut 1 mm with 1.2 mm nose radius of CVD coated insert under Minimum Quantity Lubrication. ANOVA indicates that depth of cut (54.50% contribution) is the most significant machining parameter followed by feed rate (13.09%), nose radius (10.52%), cutting environment (9.31%) and tool type (8.49%).
References
Saini, S.K., Pradhan, S.K.: Optimization of multi-objective response during cnc turning using taguchi-fuzzy application. In: 12th Global Congress on Manufacturing and Management, Elsevier, pp. 85–94 (2014)
Vasudevan, H., Deshpande, Ramesh, N.C., Rajguru R.: Grey fuzzy multiobjective optimization of process parameters for CNC turning of GFRP/epoxy composites. In: International Conference on Design and Manufacturing, pp. 85–94 (2014)
Hussain, S.A., Palani Kumar, K., Gopala Krishna, A.: Fuzzy rule based optimization of multiple responses in turning of GFRP composites. Int. J. Adv. Sci. Technol. 74, 25–34 (2015)
Ho, S.-Y., Lee, K.-C., Chen, S.-S., Ho, S.-J.: Accurate modeling and prediction of surface roughness by computer vision in turning operations using an adaptive neuro-fuzzy inference system. Int. J. Mach. Tools Manuf. 42(13), 1441–1446 (2002)
Daniel Kirby, E., Chen, J.C.: Development of a Fuzzy-Nets-Based Surface Roughness Prediction System in Turning Operations. Elsevier, vol. 53, Issue 1, pp. 30–42 (2007)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kamble, P.D., Waghmare, A.C., Askhedkar, R.D., Sahare, S.B. (2018). Taguchi-Fuzzy Inference System (TFIS) to Optimize Process Parameters for Turning AISI 4340 Steel. In: Pant, M., Ray, K., Sharma, T., Rawat, S., Bandyopadhyay, A. (eds) Soft Computing: Theories and Applications. Advances in Intelligent Systems and Computing, vol 583. Springer, Singapore. https://doi.org/10.1007/978-981-10-5687-1_45
Download citation
DOI: https://doi.org/10.1007/978-981-10-5687-1_45
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-5686-4
Online ISBN: 978-981-10-5687-1
eBook Packages: EngineeringEngineering (R0)