
Abstract
Cellulose fibres such as flax, hemp, viscose and lyocell were studied with respect to their use as reinforcing agents in composites. Initially, these fibres are subjected to single fibre tensile tests, and their adhesion with polypropylene and epoxy matrices was determined by application of a microbond technique. Unidirectional epoxy composites with fibre rovings and short fibre–epoxy composites with needle punched nonwovens were manufactured by means of compression moulding. Composites were subjected to mechanical vibrations, bending and tensile tests. Interfacial adhesion was also studied at the macro-level by means of double-notch shear test and scanning electron microscopy. Lyocell fibres performed equally well in comparison with natural cellulose fibres when the dimensional variability was taken into consideration, but less well than Glass fibres at both micro- and macro-levels. The low yield strength and high failure strain observed in the stress–strain diagram of lyocell and lyocell–epoxy composites can be the critical parameter in finding new applications for these biodegradable composites.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others
Keywords
- Cellulose fibre composites
- Single fibre testing
- Microbond test
- Interfacial shear strength
- Interlaminar shear strength
- Damping
Introduction
Fibre reinforced plastics (FRP) were developed in 1950 to improve the stiffness of monolithic plastics and as a potential alternative to metals where high specific strength and modulus are required (Chawla 1998a; Netravali and Chabba 2003; Kelly et al. 2000). These “advanced” plastic composites are used in aerospace industry and to make automotive parts, building materials and recently in special sporting goods as shown in Fig. 1. In 95% of the cases, glass fibres are used as reinforcing agents in FRPs (Mohanty et al. 2005). Due to the difficulties in the recycling and re-use of these glass fibre composites (Baillie 2004) and also motivated by European regulations on composite waste management such as “End-of-life vehicles regulation (ELV)” and “European Composite Recycling Concept”, new composites called biocomposites were emerged in the late 1980s in which glass fibres were replaced by renewable natural fibres (Marsh 2003; Mohanty et al. 2000).

The advantages of natural fibres such as flax, hemp, ramie and others include low density, low cost, ease of processing, low energy consumption, CO2 neutrality and biodegradability (Lampke 2001; Kessler et al. 1998; Nickel and Riedel 2003; Bledzki and Gassan 1999; Hanselka and Herrmann 1999). Since the introduction of flax/sisal fibre mat embedded in epoxy resin matrix in making door panels of the Mercedes-Benz E-Class in 1995 (Schuh 1999), natural fibres were commercialised (see Fig. 1). Subsequently, flax/PP composites have also been used in automotive interior components (Specht et al. 2002). However, natural fibres also have a number of disadvantages with respect to their use in composites (Lützkendorf et al. 2000; Gindl and Keckes 2006). The most important disadvantage is the considerable variation in their mechanical properties as shown in Fig. 2. Depending on the soil and climatic conditions, fibre diameter varies and also changes in retting conditions creates weak spots along the fibre length, which could be the reason for large variation in mechanical properties of natural fibres. Furthermore, the high mechanical properties often quoted for these materials are not representative for longer fibre bundles used in the manufacturing of composite materials (Wallenberger and Weston 2004).

Left variation in tensile modulus and fibre diameter of natural cellulose fibre (hemp) in comparison with regenerated cellulose fibre (lyocell). Right dimensional variability of lyocell and hemp
Here, regenerated cellulose fibres may be more competitive to glass fibres than natural fibres. Regenerated cellulose or man-made cellulose is made by dissolving high grade pulp through viscose process (cellulose xanthogenate) and, more recently, by direct dissolution in NMMO/water (lyocell process) (Woodings 2001). The latter technology produces fibres of superior properties (Fig. 2) and is environmentally friendly (Wallenberger and Weston 2004). Currently regenerated cellulose fibres are used mainly in textiles, tire cords and nonwoven products (Woodings 2001). A number of groups have studied composites with tire cord reinforcement (Fink et al. 2001; Ganster et al. 2006) and with lyocell reinforcement (Seavey et al. 2001; Franko et al. 2001; Lützkendrof et al. 2000). Currently, the focus is on applications where high toughness is required.
Micromechanics of these fibres and their adhesion with polymer matrices have not been rigorously studied until now. With the aim of assessing their suitability for polymer reinforcement, these fibres were subjected to single fibre tensile testing (Chawla 1998b; Gindl and Keckes 2006) to determine strength, stiffness and elongation. To avoid the slippage in tensile testing, the paper frame set-up, which is also used to test single glass fibres, was adopted. Microbond technique (Miller et al. 1987; Pitkethly et al. 1993) was used to quantify the interfacial shear strength exist between cellulose fibres and polymer matrices. Until now, scanning electron microscopy (SEM) fractographs as quality parameter (Lampke 2001) and interlaminar shear strength (ILSS) as quantity parameter (Chawla 1998a) were used to understand the fibre–matrix adhesion in lyocell composites. In the present work, all three techniques were compared, and conclusions were drawn. Finally, model composites with two kinds of preforms (fibre rovings and nonwovens) were developed and subjected to mechanical testing such as bending, tensile and double-notch shear tests. Since these fibres are well suited for toughness applications, damping measurements (Buksnowitz et al. 2007) were also taken on unidirectional (UD) epoxy composites. Hybrid nonwovens consisting of lyocell and natural fibre were used as reinforcements to produce short fibre reinforced composites. Due to the inherent quality differences among natural fibres, both low-quality (flax) and high-quality (hemp, ramie) natural cellulose fibres were selected for comparison. From micro- to macro-level tests, cellulose fibres were compared with glass fibres.
Materials and Methods
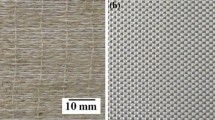
Different kinds of cellulose fibres and glass fibres were used for mechanical testing and to manufacture composites. Two different kinds of regenerated cellulose fibres, namely viscose and lyocell, were obtained from Lenzing AG, Austria (Fig. 3). Fibres varied according to their length (staple and filament) and their diameter (9–34 µm). Tire cord viscose filaments were received from Cordenka GmbH, Obernburg, Germany. Flax staple fibres for nonwovens (10–40 µm diameter; 38 mm long) and flax rovings for UD composites (Fig. 3) were received from Holstein Flachs GmbH, Mielsdorf- and Hanf-Faser-Fabrik, Uckermark-Germany, respectively. Rovings of hemp and ramie were supplied by Lotteraner, Vienna, Austria. Rovings of E-glass (2400 tex) were obtained from R&G Faserverbundwerkstoffe GmbH, Waldenbuch, Germany. Nonwoven mats with 100% lyocell, 100% flax, 50% lyocell—50% flax, 75% lyocell—25% flax and 75% flax—25% lyocell were manufactured at Lenzing AG.

Fibres used for single fibre testing and to manufacture composites
Polypropylene (PP) sheets were bought from Goodfellow Cambridge Limited, England, and the melting points of PP were in the range of 180 °C. Epoxy matrix LF, hardener LF1 (pot life of 40 min), active diluent (EPD BD) and degasser were obtained from R&G Faserverbundwerkstoffe GmbH, Waldenbuch, Germany. Two different coupling agents namely maleic anhydride (MAH-63210, Fluka) and polypropylene-graft-maleic anhydride (PP-MAH, 426512-250 G, Aldrich) were used to improve the adhesion between cellulose fibres and PP matrix. Accessories needed for the production of epoxy composites such as film release agent PVA, release spray, priming wax, brushes, nonwoven rollers, Teflon rollers, metal disk rollers and solvents for cleaning epoxy residues were obtained from R&G Faserverbundwerkstoffe GmbH.
To make microbond test specimens, fibres were placed on black velvet cloth and tweezers were used to separate the single fibres. Uncrimped single fibres were fixed between two paper frames using “UHU” glue similar to ASTM D 3379-75 (Gindl and Keckes 2006). Using microscope and razor blade, small trousers of thermoplastic films were sectioned and carefully placed on single fibres. Thereafter, the whole specimen was kept above a laboratory heating plate briefly to bond the polymer to the fibre as shown in Fig. 4. Afterwards, the whole specimen was kept in an oven at the melting temperature of the thermoplastic film. In the case of thermosets, a thin metallic rod was used to place the resin on the fibre and left for curing. After curing, the “drop-on-fibre” system was clamped to the upper jaw of the tensile testing machine. Special care was taken to adjust the droplet below the microvise with the help of micrometre as shown in Fig. 4, so that the fibre only passed through the microvise, and not the droplet.

Steps involved in microbond specimen preparation. a Cellulose fibres, b thermoplastic trouser lying on single fibre, c melting the trouser on heating plate to form the droplet, d cured microdroplet, e specially developed microvise having inbuilt micrometre to adjust the distance between the knifes, and f schematic of specimen prior to microbond test
Methods
Single Fibre Diameter and Perimeter
It was important to know the diameter and perimeter of the fibre cross section, since these parameters influenced the fibre mechanical properties and fibre adhesion with the matrix polymer. To obtain diameter and perimeter, fibres were embedded in epoxy resin and cured overnight at 60 °C. By using SiC abrasive paper, the specimens were polished and 1-µm thick fibre cross sections were made by means of an ultramicrotome equipped with a diamond knife. Gentian violet was used to stain the fibre cross sections, and the images were captured in a light microscope equipped with a CCD camera. The fibre diameter was determined from these images by means of image analysis software which fits the fibre cross section with an ellipsis. Since microscopic images were readily available, perimeter and cross-sectional areas were also measured.
Mechanical Testing of Fibres
A full description of mechanical testing is provided elsewhere (Adusumalli et al. 2006a, b). Depending on fibre modulus, two types of single fibre tensile tests are generally carried out. Low-modulus fibres (e.g. textile viscose) are usually tested by direct gripping, and high-modulus fibres (e.g. carbon) are tested by using a carrier like paper frames as shown in Fig. 5 (BISFA 2004; Chawla 1998b; Daniel and Ishai 1994). Details of both tests are presented in Table 1. Since the present investigation involves cellulose and glass (high-modulus) fibres, the paper frame set-up was adopted as discussed in Adusumalli et al. (2006a). A universal testing machine (Zwick/Roell) equipped with a 50 N load cell was used in the paper frame set-up. Specially ordered rubber jaws were used for excellent gripping. At first, any crimps in the fibre were removed manually, and the fibre was fixed to the paper frames as shown in Fig. 5. Tensile tests were carried out until failure at a cross head displacement rate of 1 mm/min. To obtain a representative set of results, more than 50 single fibres of each type were tested. Tensile strength and failure strains were calculated from the respective maxima in the recorded stress–strain graph. In both tests (paper frame set-up and direct gripping), elongation at break was measured using indirect strain measurement (cross head displacement).

Single fibre testing set-up by direct gripping (left) and paper frame set-up (right). Arrow indicates pretension weight, which is used to remove the crimp before testing in direct gripping
Microbond Testing
The reader is referred to Adusumalli et al. (2006b, 2010a) for detailed understanding. There are several methods available to quantify the interfacial adhesion in composite materials (Drzal et al. 2000; Chawla 1998a; Zhandarov and Mäder 2005). Microbond technique was widely used for measuring the interfacial shear strength (IFSS) between single fibres and polymer matrices. In this test, only a very small amount of the matrix was used in the form of a droplet deposited on the fibre as shown in Fig. 4. Afterwards, this “drop-on-fibre system” was subjected to tensile testing until the fibre was pulled-out of the droplet. Force–displacement curves were recorded and apparent shear strength values was calculated using Eq. (1):
where \(\tau_{\text{app}}\) is the interfacial shear strength; F is the maximum load prior to debonding of the fibre; d is the fibre diameter; l is the fibre embedded length.
In microbond technique, the nature of the recorded force curves during the test allows one to distinguish between shear debonding, fibre breakage and slippage of the droplet. It was important to prepare the specimens with the lowest embedded length; otherwise fibre breakage occurs, as opposed to debonding. This problem was more pronounced for low tensile strength fibres such as lyocell and viscose fibres. On average, 8 values were obtained from each fibre–matrix combination. Thorough monitoring of the debonding process with video improved the test efficiency (efficiency defined as test quality and test speed) in our study.
Composite Manufacturing
This technique was used to prepare both unidirectional (UD) composites and nonwoven composites in which epoxy was used as matrix polymer. Since fibre rovings and nonwovens were involved in the present study, compression moulding was chosen as the single manufacturing technique. For UD composites, a special steel mould was constructed to align the fibres before pressing (Fig. 6b2). Fibre bundle rovings were placed in the mould, and ends were fixed in such a way that fibres were aligned parallel. Epoxy resin and hardener were mixed in 100:40 ratios (weight). To decrease the resin viscosity, 5% (volume) diluent was added and the whole mix was preheated to 50 °C. Fibre rovings were slowly impregnated with the resin, and parallel metal disk rollers were used for de-airing and to compact the roving fabric. Thereafter, composites were pressed at 80 °C and 18 bar pressure for two hours. Final composite dimensions were 300 × 20 × 2 mm3 in which a fibre content of 55% (volume) or 67% (weight) was maintained. Priming wax as first layer and film release agent PVA as second layer were applied on steel moulds after each and every demoulding. Before the fresh coat of PVA, moulds were mechanically cleaned.

Different steps involved in composite manufacturing. Left Nonwoven epoxy composite; right unidirectional epoxy composites). a1 lyocell nonwoven mats; b1 lyocell fibre rovings; a2 and b2 preforms placed on moulds; a3 and b3 composite specimens after machining
Nonwoven epoxy composites were prepared using a special aluminium mould (Fig. 6a2). From the needle punched direction, 10 × 10 × 4 mm3 sized nonwoven mats were cut and impregnated with the epoxy resin which was used earlier to make UD composites. Nonwoven rollers with short bristles were used for better impregnation. De-airing and optimisation of the resin content were carried out using teflon rollers. Final thickness of the composite was 0.4 mm, and fibre content was 67% (weight). Composites were pressed at 80 °C and 7 bar pressure for one hour. Release spray was applied on upper and lower moulds before each cycle to ease the demoulding process. Butyl acetate was used as cleaning agent for tools used in manufacturing epoxy composites.
Mechanical Testing of Composites
UD composites were subjected to static bending, static tensile, shear and damping measurements. In the case of hybrid nonwoven composites, only tensile tests were performed. In the damping (logarithmic decrement—Λ) experiment, specimens were clamped on one end. The other free end was subjected to mechanical vibrations, and the resulting amplitude–time signals were captured by a laser device as shown in Fig. 7b. Damping or damping capacity was measured according to Eq. (2):

Mechanical testing of composites (a measuring tensile parameters using mechanical extensometers; b longitudinal damping measurement; c double-notch shear test; d three point bending test; e specimen for tensile testing)
where Λ is the logarithmic decrement; x q is the amplitude q; x q+1 is the amplitude −q + 1 (directly following x q ).
Similarly, damping can also be measured using dynamic mechanical thermal analysis, where the ratio of the loss modulus to storage modulus is defined as damping (loss tangent—tan δ), and the relationship between the logarithmic decrement and the loss tangent is Λ = 2π tan δ/2 (Buksnowitz et al. 2007). Both damping and tensile modulus were measured on full-length specimens; afterwards, specimens were machined (145 × 20 × 2 mm3) for three point bending, shear and tensile tests (Fig. 7) using a fine band saw. Span length was 70 mm for bending test. For the shear test, 2 mm width notches were made with the distance of 10 mm (Fig. 7c). The distance between the notches and the specimen thicknesses were used as input parameters to calculate the ILSS. Composite tabs were used as grips for tensile measurements. The cross head speed was kept at 1 mm/min (tensile and shear) and 40 mm/min (bending). All mechanical tests were carried out similar to the standards described in Table 2. On average, 8 specimens were tested for each mechanical test.
Nonwoven composites were subjected to tensile testing with a cross head speed of 1 mm/min. Specimens for tensile testing were prepared using special wood tabs consisting thermoplastic adhesives as shown in Fig. 7e. Specimens were prepared in such a way that the needle punched direction corresponded to the tensile direction. Mechanical extensometers were used for elongation measurements. Tensile modulus was obtained by linear regression, and strength was measured from the stress–strain diagram.
Results and Discussion
Single Fibre Properties
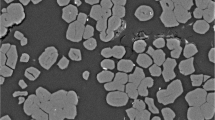
Microscopic images of regenerated cellulose fibres and natural cellulose fibres are shown in Fig. 8. The images emphasise their different cross-sectional geometry with respect to the cylindrical geometry of glass fibre (not shown). Flax and hemp, being cellulosic bast fibres, showed polyhedral cross sections consisting of a thick cell wall and a central cavity, the cell lumen as presented in the literature (Charlet et al. 2007). Circular appearance of lyocell fibres resembled glass fibres. Inhomogeneous cross sections and formation of fibre bundles characteristic for natural fibres were clearly shown in Fig. 8. Climate, retting degree and fibre damaging due to scutching and carding are some of the reasons for such variability (Mohanty et al. 2005). Fibre diameters were measured by fitting the fibre cross section with an ellipsis. The significant heterogeneity found in natural fibre cross sections was also observed in their diameters which lead to inhomogeneity in their mechanical properties as shown in Fig. 2. Single fibre tensile properties measured using paper frame set-up and direct gripping are compared in Fig. 9 for regenerated cellulose fibre. Regarding tensile strength, a good agreement between paper frame set-up and direct gripping was achieved. On average, slightly higher tensile strengths were measured using direct gripping compared to paper frame set-up. It is apparent that elastic moduli measured by direct gripping were systematically lower than values measured by paper frame set-up. The reason for this significant difference may be found in the method of strain measurement and specimen preparation. Substantial systematic differences were also found between two methods in failure strain measurements. Since paper frame set-up measurements were validated with video extensometry (Adusumalli et al. 2006a) and found to be accurate, it seems that direct gripping overestimates failure strain thereby underestimating the E-modulus. This could be due to the fibre slippage in direct gripping.

Single fibre cross sections of viscose (a), lyocell (b), flax (c) and hemp (d). Here viscose fibre is shown for comparison. Epoxy is used as embedding medium

Comparison of single fibre tensile properties obtained from two different methods, direct gripping and paper frame set-up (tabbing technique) for a regenerated cellulose fibre
Since regenerated cellulose fibres are crimped (stuffer box), specimen preparation for mechanical testing was always an important step. In direct gripping, crimps were removed before the tensile test using specially developed pretension weights. But in the paper frame set-up, crimp was removed manually before fixing the fibre to the paper frame. It is likely that the manual crimp removal can induce unwanted prestretching in regenerated cellulose fibres. This prestretching could also account for the observed high E-modulus and low elongation for the paper frame set-up shown in Fig. 9. Thus, care should be taken with low-modulus (textile) fibres while using paper frame set-up, which was originally developed for single fibre testing of high-modulus fibres (Chawla 1998b).
In the present work, the paper frame set-up was successfully applied to measure the tensile properties of glass, flax, hemp and series of regenerated cellulose fibres. The obtained results were compared with the literature data and found accurate (Lützkendorf et al. 2000; Wielage and Leonhardt 2003). All single fibre specific tensile properties of fibres are displayed in Fig. 10. Single lyocell fibres revealed better strength and stiffness values compared to standard viscose fibres, but their strength values were slightly lower than rayon tire cord filaments. Glass is superior to all cellulose fibres even when its high density is taken into account. Elementary flax fibre, as discussed earlier, revealed better properties than lyocell, but variability is very high as shown in Fig. 10. This could be due to the higher degree of polymerisation (DP) of cellulose polymer characteristic of native cellulose exists in flax. Both DP and alignment are seems to be low for regenerated cellulose fibres (Woodings 2001).

Left specific properties of single fibres obtained from paper frame set-up. Right-top flax fibre bundle having lumen at centres. Right bottom two lyocell fibres having no lumen (ignore the small nanoindentation imprints visible on the surface)
Microbond Technique
Microbond technique was employed to measure the shear strength in single fibre composites. Shear strengths between cellulose fibres and two different polymer matrices namely PP and epoxy are summarised in Table 3. Direct comparison was made between glass, natural cellulose fibre (ramie) and regenerated cellulose fibre (lyocell). The Ramie fibre showed higher IFSS than lyocell presumably due to the higher surface roughness. In Adusumalli et al. (2010a), this study was extended to fibre modification with maleic anhydride (MAH) and its influence on adhesion with PP matrix. It is found that a chemical modification (marination) of man-made cellulose fibre with 2.5 wt% MAH resulted in a twofold increase in IFSS with a PP matrix, with no reduction in fibre mechanical properties (Fig. 11). This is attributed to the following two reasons: i) the chemical coupling of MAH with a certain amount of lyocell resulting in a lyocell-MAH phase and ii) the remaining free MAH which was adsorbed on the lyocell surface providing reactive sites to form MAH grafted PP phase. The consequence of this being the increased compatibility and interfacial affinity between the lyocell-MAH phase and MAH grafted PP phase. Similarly higher value of IFSS was obtained for lyocell modified with MAH-PP coupling agent as shown in Table 3 and this is attributed to increased interfacial compatibility. This increase in IFSS was also confirmed by the change in force–displacement plots and change in the slope of the relationship between the debonding force vs embedded length. In Adusumalli et al. (2010a), the adhesion of fibres with PP and epoxy was compared. Thermoplastics revealed low IFSS values in the range of 3–9 MPa whereas thermosets revealed good adhesion with cellulose fibres, with IFSS values ranging from 15 to 20 MPa.

Stress–strain diagram of modified and unmodified lyocell fibres (diameter of 30 µm) obtained from single fibre tensile testing. For clarity, curves are offset by 2% strain
In Adusumalli et al. (2010b), the applicability of microbond technique for regenerated cellulose fibres was discussed. Due to the low tensile strength of cellulose fibres compared to glass, the IFSS values were underestimated for lyocell and modal. This is due to the overlapping of the breaking force and the debonding force. To avoid such overlapping, drops with very low embedded length are needed, which are difficult to test using the present equipment. So a second approach has been followed to recognise the debonding force which is not overlapping with the breaking force. Contact angle of “drop-on-fibre system” were compared with the IFSS values in Adusumalli et al. (2010b). Since it is obvious that drop with low contact angle reveals high IFSS, an exponential relation was found between IFSS and contact angle for tested fibre–matrix combinations. The relation between IFSS and contact angle together with force–displacement plot was used to find the accurate debonding forces in microbond test.
Mechanical Properties of Composites
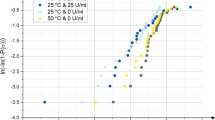
Tensile results of unidirectional (UD) composites are presented in Fig. 12. Regarding tensile modulus of UD composites, lyocell surpasses the tire cord, but tire cord composites were superior to lyocell composites in yield strength and ultimate tensile strength. Hemp composites had a 60% higher modulus than man-made cellulose composites and even surpassed the glass composites on weight basis. However, it is important to note that the hemp was a high-quality fibre tow with low impurities. The yield strength of lyocell–epoxy is 100 MPa, which is equivalent to 1/3 of the yield strength of hemp–epoxy, but the elongation at break of man-made cellulose composite is 200% higher than hemp composites. Bi-phasic (elastic and plastic) behaviour was observed in all tested composites except hemp–epoxy. The reason could be the low fibre length and the low elongation at break (due to the presence of lignin) of hemp compared to other fibres.

Tensile strength (top) tensile modulus (bottom) of unidirectional epoxy composites. Tirecord refers to another variety of viscose fibre
For SEM analysis, samples were sputter coated with Au/Pd for 60 s and analysed in a Hitachi S-4000 SEM with an acceleration voltage of 5 keV. SEM fractographs of tensile specimens were displayed in Fig. 13. Fibre pull-out in fracture surfaces is considered as one of the adhesion parameters in composite materials. The adhesion between fibre and matrix seems to be very good in lyocell–epoxy, because of its low fibre pull-out on the fracture surface (simultaneous fracture of fibre and matrix). In hemp–epoxy, surface of the fracture was uneven with fibre pull-out; however, the bonding was strong because polymer residues were visible on the pulled-out fibres (not shown). In addition, a clear fracture of fibres together with the surrounding polymer was also observed indicating the strong adhesion within the hemp fibre bundlles (Fig. 13).

SEM fractographs of lyocell (a, b) and hemp (c, d) unidirectional epoxy composites
The results of the double-notch shear test presented in Fig. 14 are quite matching with the macro-level adhesion studied by SEM fractographs. ILSS of 37 MPa was measured for lyocell–epoxy and glass–epoxy. Since glass fibres are surface coated with sizing agent, the high ILSS is inevitable. But the similar ILSS measured for unsized lyocell tow and low fibre pull-out observed in the SEM fractographs of lyocell specimens, together indicate a strong bonding between fibre and matrix. The low ILSS of hemp–epoxy compared to lyocell–epoxy supports the severe fibre pull-out observed in SEM fractographs of hemp specimens. A direct comparison between microlevel adhesion (IFSS) and macro-level adhesion (ILSS) is also presented in Fig. 14. A strong correlation was observed between micro- and macro-values except for lyocell–epoxy. It is likely that IFSS values were underestimated for lyocell–epoxy due to the tendency of the lyocell fibres exhibiting necking in the vicinity of the droplet.

Shear strength of single fibre composite and unidirectional composite
The three point bending results of UD composites are presented in Figs. 15 and 16. The bending properties of low-quality flax composites were slightly lower than lyocell–epoxy, which were lower than high-quality hemp composites. Although the average properties of hemp fibre composites are excellent, variability in its mechanical properties is high, thus composite design will need to address this problem. In contrast, lyocell composites revealed low variability in their mechanical properties (bending and tensile) which is an obvious advantage for regenerated cellulose fibre composites compare to natural cellulose composites.

Three-point flexural strength of unidirectional epoxy composites

Three-point flexural modulus of unidirectional epoxy
When flexural properties of cellulose-based composites are compared to glass composites, the difference in density between the two composites should be taken into account. While glass composites had a density of 1.73 g cm−3, the density of cellulose composites was typically only 1.25 g cm−3. Figures 15 and 16 show the result of flexural properties on weight basis for the composites tested in our study. The specific flexural strength of glass composites was three times higher than that of cellulose composites, and the specific flexural modulus of glass composites was 1.5 times higher than that of cellulose fibre composites. The elongation at maximum force was very high for lyocell–epoxy (5%) followed by glass–epoxy (3.5%), hemp–epoxy (3%) and flax–epoxy (2%).
To understand the reduction in flexural properties of flax–epoxy, tensile specimens were studied under SEM. Despite strong bonding between flax and epoxy (Fig. 17, low fibre pull-out and fill up of lumen with the polymer), it revealed lower flexural properties than hemp–epoxy. Uncleaned flax tow (high content of shives and dust) caused quite a number of air bubbles and foreign substances in the composite as shown in Fig. 17 (white arrows). The formation of such air bubbles could be the reason for the observed reduction in flexural properties of flax–epoxy.

SEM fractographs of flax–epoxy tensile specimens. The arrows in left image indicates regions of poor bonding due to the presence of foreign substances and air bubbles
No such air bubbles were found in hemp composites, since cleaned hemp tow (high quality) was used. But the matrix penetration into the lumen of thick flax fibres as shown in Fig. 17 (right) could explain the reason for the high IFSS values and low contact angles observed in the microbond test.
Since fibres are randomly oriented, the tensile strength and modulus of composite reinforced with nonwoven mats were half the values observed for UD composites (Fig. 18). Lyocell–epoxy composites revealed 20% lower tensile strength and E-modulus than flax–epoxy. The positive effect of hybrid reinforcement was partially observed in tensile results. An increase in tensile modulus was observed with respect to an increase of the flax content in the lyocell nonwoven mat. This could be due to the excellent modulus of flax fibres. Similar results were published by Lützekdorf et al. (2000). They reported slightly higher values than the results presented in Fig. 18 for the same matrix.

Tensile properties of short fibre reinforced epoxy composites (CLY = Lyocell)
Damping results of UD epoxy composites are displayed in Fig. 19. Since moderate interfacial bonding and presence of amorphous phase in lyocell corresponds to superior impact properties and increased damping. Hence, the obtained higher damping value of 0.067 for lyocell–epoxy was not surprising. The low damping value of glass–epoxy supports the high IFSS value measured from microbond technique. It can be concluded that the energy dissipation was very high in cellulose–epoxy composites due to the low modulus of cellulose fibres and their composites compared to their glass counterparts. Among cellulose fibres, lyocell composites revealed little higher damping values than hemp composites again due to the low IFSS value and high elongation at break of lyocell composites than hemp composites. These results indicate that lyocell composites have good structural damping properties and impact behaviour which could be used to make components in sound proof construction materials, transportation and machinery industries.

Mechanical damping values of unidirectional epoxy composites
Conclusions
-
Single fibre tensile tests were conducted on regenerated cellulose, natural cellulose and glass fibres by employing both methods of direct gripping and paper frame set-up.
-
Microbond tests were conducted on regenerated cellulose fibre, natural cellulose and glass fibre composites with both PP and epoxy matrices in order to determine interfacial shear strength (IFSS). Cellulose fibres revealed good adhesion with thermoset matrices, but with thermoplastics maleic anhydride modification is necessary for the better adhesion.
-
Tensile test, double-notch shear test, flexural tests and mechanical vibration tests were conducted on cellulose and glass fibre composites. The tensile strength of regenerated cellulose fibre composites must be improved by a factor of 2 in order to attain glass fibre composite values.
-
Regenerated cellulose fibres (Lyocell) composites are ideally suitable for semi-structural applications (e.g. automobile components) due to properties such as moderate specific modulus, moderate interfacial shear strength, high damping capacity and high elongation at break compared to glass composites.
References
Adusumalli RB, Müller U, Roeder T, Weber H, Sixta H, Gindl W (2006a) Tensile testing of single regenerated cellulose fibres. Macromol Symp 244:83–88
Adusumalli RB, Reifferscheid M, Roeder T, Weber H, Sixta H, Gindl W (2006b) Mechanical properties of regenerated cellulose fibres for composites. Macromol Symp 244:119–125
Adusumalli RB, Roeder T, Weber H, Sixta H, Gindl W (2010a) Shear strength of the lyocell fibre/polymer matrix interface evaluated with the microbond technique. J Compos Mater 46(3):359–367
Adusumalli RB, Roeder T, Weber H, Sixta H, Gindl W (2010b) Evaluation of experimental parameters in the microbond test with regard to lyocell fibres. J Reinf Plast Compos 29(15):2356–2367
Arib RMN, Sapuan SM, Ahmad MMHM, Paridah MT, Khairul Zaman HMD (2006) Mechanical properties of pineapple leaf fibre reinforced polypropylene composites. Mater Des 26(5):391–396
Baillie C (2004) Green composites-polymer composites and the environment. Wood head publishing Ltd and CRC Press LLC
BISFA (2004) Testing methods viscose, modal, lyocell and acetate staple fibres and tows. Avenue E. Van nieuwenhuyse 4, 1160 Brussels
Bledzki AK, Gassan J (1999) Composites reinforced with cellulose based fibres. Prog Polym Sci 24:221–274
Buksnowitz C, Teischinger A, Müller U, Pahler A, Evans R (2007) Resonance wood [Picea abies (L.) Karst.]—evaluation and prediction of violin makers’ quality-grading. J Acoust Soc Am 121(4):2384–2395
Charlet K, Baley C, Morvan C, Jernot JP, Gomina M, Bréard J (2007) Characteristics of Hermès flax fibres as a function of their location in the stem and properties of the derived unidirectional composites. Compos A Appl Sci Manuf 38(8):1912–1921
Chawla KK (1998a) Composite materials. Springer Verlag. ISBN:0 387 98409 7
Chawla KK (1998b) Fibrous materials. Cambridge University Press. ISBN:0 521 57079 4
Daniel IM, Ishai O (1994) Engineering mechanics of composite materials. Oxford University Press. ISBN:0 19 507506 4
Drzal LT, Herrera-Franco PJ, Ho H (2000) Fibre-matrix interface tests. In: Kelly A, Zweben C (eds.) Comprehensive composite materials. Elsevier science Ltd, Chap X, p. 71–111
Fink HP, Weigel P, Purz HJ, Ganster J (2001) Structure formation of regenerated cellulose materials from NMMO-solutions. Prog Polym Sci 26(9):1473–1524
Franko A, Seavy KC, Gumaer J, Glasser WG (2001) Continious cellulose fiber-reinforced cellulose ester composites III—commercial matrix and fiber options. Cellulose 8:171–179
Ganster J, Fink HP, Pinnow M (2006) High-tenacity man-made cellulose fibre reinforced thermoplastics—Injection moulding compounds with polyprophylene and alternative matrices. Compos A 37:1796–1804
Gindl W, Keckes J (2006) Strain hardening in regenerated cellulose fibres. Compos Sci Technol 66:2049–2053
Hanselka H, Herrmann AX (1999) Technischer Leitfaden zur Anwendung von Ökologisch vorteilhaften Faserverbundwerkstoffen aus nachwachsender Rohstoffen—am Beispiel eines Kastenträgers als Prototyp für hochbelastbare Baugruppen. Shaker verlag. ISBN: 3826560183
Herakovich CT (1998) Mechanics of fibrous composites. John Wiley & Sons, Inc. ISBN:0 471 10636 4
Kelly A, Zweben C, Talreja R (2000) Comprehensive composite materials. Polym Matrix Compos, vol 2. Elsevier science. ISBN: 0–08-043720-6
Kessler RW, Becker U, Kohler R, Goth B (1998) Steam explosion of flax - a superior technique for upgrading fibre value. Biomass Bioenergy 14(3):237–249
Lampke T (2001) Beitrag zur Charakterisierung naturfaserverstärkter Verbundwerkstoffe mit hochpolymerer Matrix. Dissertation. TU Chemnitz, Germany
Lützkendorf R, Mieck KP, Reußmann T, Nechwatal A, Eilers M (2000) Lyocellfasern—ihr Entwicklungsstand unter dem Aspekt des Einsatzes in Composites. 3rd international wood and natural fibre composite symposium. Kassel, Germany
Marsh G (2003) Next step for automotive materials. Mater Today 6(4):36–43
Miller B, Muri P, Rebenfeld L (1987) A microbond method for determining of the shear strength of a fibre/resin interface. Compos Sci Technol 28:17–32
Mohanthy AK, Misra M, Hinrichsen G (2000) Biofibres, biodegradable polymers and biocomposites. Macromol Mater Eng 276–277(1):1–24
Mohanty AK, Misra M, Drzal LT et al. (2005) Natural fibres, biopolymers and biocomposites. CRC-Taylor & Francis group. Chaps. 1, 2, 6, 7, 9
Netravali AN, Chabba S (2003) Composites get greener. Mater Today 6(4):22–29
Nickel J, Riedel U (2003) Activities in biocomposites. Mater Today 6(4):44–48
Pitkethly MJ, Favre JP, Gaur U, Jakubowski J, Mudrich SF, Caldwell DL, Drzal LT, Nardin M, Wagner HD, Di Landro L, Hampe A, Armistead JP, Desaeger M, Verpoest I (1993) A round-robin programme on interfacial test methods. Compos Sci Technol 48:205–214
Schuh TG (1999) Renewable materials for automotive applications. Daimler-Chrysler AG, Copenhagen Natural fibre performance forum
Seavey KC, Ghosh I, Davis RM, Glasser WG (2001) Continuous cellulose fibre-reinforced cellulose ester composites. Part-1: manufacturing options. Cellulose 8:149–159
Specht K, Bledzki AK, Fink HP, Kleinholz R (2002) Structural optimized natural fibre/PP composites for automotive interiors. 4th internatational wood and natural fibre composites symposium. Kassel, Germany
Ünal Ö, Bansal NP (2000) In-plane and Interlaminar shear strength of a unidirectional Hi-Nicalon fibre-reinforced celsian matrix composites. Glenn Research Center. NASA report (TM-2000-210608)
Wallenberger FT, Weston NE (2004) Natura fibres, plastics and composites. Kluwer Academic Publishers. Chaps. 1, 8, 9, 14, 15, 16, 18
Wielage B, Leonhardt G (2003). Verbundwerkstoffe and Werkstoffe Verbunde. Wiley—VCH. ISBN: 3527303197
Woodings C (2001) Regenerated cellulose fibres. Woodhead Publishing Limited
Zhandarov S, Mäder E (2005) Characterization of fibre/matrix interface strength. Applicability of different tests, approaches and parameters. Compos Sci Technol 65:149–160
Acknowledgements
This research would not have been possible without the financial support provided by the Austrian government, the provinces of Lower Austria, Upper Austria and Carinthia, as well as by the Lenzing AG. I would also like to express my sincere appreciation and gratitude to Prof. Herbert Sixta and Dr. Hedda Weber, Dr. Thomas Roeder for their consistent support and encouragement.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer Nature Singapore Pte Ltd.
About this paper
Cite this paper
Adusumalli, R.B., Venkateshan, K.C., Gindl-Altmutter, W. (2017). Micromechanics of Cellulose Fibres and Their Composites. In: Pandey, K., Ramakantha, V., Chauhan, S., Arun Kumar, A. (eds) Wood is Good. Springer, Singapore. https://doi.org/10.1007/978-981-10-3115-1_28
Download citation
DOI: https://doi.org/10.1007/978-981-10-3115-1_28
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-3113-7
Online ISBN: 978-981-10-3115-1
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)