
Abstract
This chapter presents an overview of key considerations for the successful application of fibre reinforced composites in the marine environment. It is intended to complement and update an earlier text Searle and Summerscales (Effect of Water Absorption on Time–Temperature Dependent Strength of Unidirectional CFRP). After consideration of factors affecting the environmental resistance of conventional composites, the potential for natural fibre reinforced polymer composites is briefly discussed. Finally it is argued that Quantitative Life Cycle Assessment is essential to establish the “sustainability” of any system.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Cavitation Erosion
- Bast Fibre
- Fractional Free Volume
- Nickel Aluminium Bronze
- Cavitation Erosion Resistance
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Environmental Resistance
Fibre-reinforced polymer (FRP) matrix composites have a long history of use in the marine environment. Over the course of the 1950s, glass fibre reinforced polyester (GRP) displaced wood as the material of choice for recreational craft and some workboats. The current interest in marine renewable energy (MRE) should create a significant new market for composites in MRE device components.
Wood degrades when moist and is attacked by marine boring organisms. Steel rusts, and aluminium corrodes, in seawater unless protected by surface coatings. Hence a major factor in the adoption of GRP/FRP for use in seawater over extended periods of time has been their potential/proven durability in this context.
However, successful application of FRP does require the selection of appropriate materials and careful design to avoid inappropriate stresses. The long-term performance of composites is the subject of books by Pritchard [1], Harris [2], Martin [3] and of course the volume in your hands with chapters relevant to marine composites by Searle and Summerscales [4], Davies et al. [5], Davies and Choqueuse [6], Choqueuse and Davies [7] and Davies et al. [8]. This chapter will address key issues for the successful design of composite vessels and components that will see service in the earth’s seas and oceans.
1.1 Temperature
Polymers have a number of key transition temperatures. The most important is the glass transition temperature, Tg, which marks the point at which cooling causes segmental motion of the polymer chains to be frozen out. Below Tg the polymer is normally elastic and brittle, while above Tg the polymer is viscoelastic and tough. For polymers which are subjected to stress, it is normal to use the material below Tg to avoid creep under sustained loads.
When exposed to direct sunlight, the colour of a surface will affect the surface temperature of the component (Fig. 1). For dark surfaces, this could move the working temperature above the Tg range and hence affect the durability of the composite.

The effect of direct sunlight on the surface temperature of different coloured objects (redrawn from the SP systems design allowable handbook)
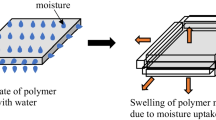
1.2 Water Diffusion, Absorption and Swelling and Their Effects on Mechanical Properties
The Flory–Huggins theory considers a polymer as a lattice of cells each of which may be occupied by either (a) a polymer molecule (with the chain segments occupying a continuous sequence of cells) or (b) a solvent molecule. A polymer molecule can adopt many different conformations (distinguishable spatial arrangements of the segments). The proportion of cells not occupied by the polymer chain can be considered as the fractional free volume (FFV). The distribution and connectivity of the FFV will determine the porosity and permeability of the polymer and thus the ease with which molecules from the surrounding environment can penetrate the material.
At the macroscopic scale, the diffusion of gases, vapours or liquids into a material is normally modelled using Fick’s law with the fluid (e.g. moisture) content initially increasing with exposure time then approaching a saturation level. For systems where sorption and/or reaction–diffusion produce a non-Fickian response, the diffusion coefficient can directly be derived from sorption isotherms such as Henry’s or Langmuir’s laws [9].
Derrien and Gilormini (DG) [10] have presented a model for the time-dependent evolution of the moisture content during unidirectional diffusion in a polymer submitted to hydrostatic load. Jacquemin and Fréour (JF) [11] presented two multi-physics models (a thermodynamic approach and a free volume theory) for the effects of plasticisation during water sorption and the internal mechanical state profile at both constituent and ply scales. Discrepancies between the DG and JF models were found to increase significantly with the coefficient of moisture expansion (CME).
Nakada and Miyano [12] have described a general and advanced accelerated testing methodology (ATM-2) for the long-term life prediction of polymer matrix composites. The time, temperature and water absorption dependencies for static strength of UD-CFRP were found to be a function of the viscoelastic compliance of the matrix resin.
Perreux [13] presented a general behavior model to account for time-dependent mechanical and environmental (water) loading of laminates and the induced damage. The first-stage micro-mesomodel describes the variation in stiffness due to microcracks. The second stage kinetic model is based on the thermodynamic definition of the forces driving damage and other dissipation potentials.
Summerscales [14] has reviewed the non-destructive evaluation techniques for the measurement of the moisture content in composites. Nuclear magnetic resonance spectroscopy and/or imaging is of especial interest as it is able to discriminate between chemically-bound water (e.g. hydrogen bonded to the polymer) and free water.
1.3 The Potential for Osmosis and Blistering
Osmosis is the process by which solution strengths are equalised by passage of the solvent (usually water) through a semi-permeable membrane. In fibre-reinforced composites, the polymer matrix can act as the membrane. As water diffuses through the polymer, any soluble solid material can dissolve and thus form a strong solution. Water will then diffuse to this solution until the concentration gradient is reduced to zero. The volume of the solution will increase with dilution and exert pressure on the surrounding material. When the stresses exceed a critical level, delamination will occur (normally at the gelcoat-laminate interface) and will be manifest as blisters on the surface of the laminate. A comprehensive list of chemical factors implicated in osmosis and blistering and other measures to reduce or eliminate the problem are given in [4].
1.4 Stress and Stress Corrosion
The long-term performance of composites may be limited by fatigue (cyclic stress loading) considerations. The fatigue data for a material is normally acquired by subjecting samples to a (sinusoidal as default or square, triangular, sawtooth or pre-recorded) waveform alternating between a maximum absolute stress, Smax, and a minimum absolute stress, Smin. The stress ratio is −1 when loading varies between the same magnitude of load in tension and compression. If loads are restricted to just tension then 0 < R < 1, while if loads are solely compressive then R > 1.
ISO 13003:2003 [15] requires that five specimens are tested to establish the static/monotonic strength, before at least five specimens are tested in fatigue loading at a minimum of four levels of imposed stress/strain. The data are normally plotted with linear y-axis [peak stresses or strains (S)] against log x-axis [number of cycles (N)] and is known as a Wohler diagram. Basquin’s relationship [16] states that:
where σ a is the constant stress amplitude, σ f ’ is the fatigue strength coefficient, N f is the number of cycles to failure and b is the fatigue strength exponent (the slope of the S–N plot, which is usually negative).
Stinchcomb and Reifsnider [17], Post et al. [18] and Passipoularidis and Philippidis [19] have each reviewed aspects of the fatigue performance of composites. Vassilopoulos et al. [20] have reviewed commonly used and recently developed models for the derivation of constant life diagrams (CLD) for composite materials. Six methods were described and compared for their prediction accuracy over a wide range of constant amplitude fatigue data from GFRP materials. The influence of the chosen CLD method on the fatigue life prediction of composite materials was quantified.
1.5 Marine Fouling and Biodegradation
Any vessel or device in the marine environment should be protected against fouling organisms. As a “sustainable” technology, the MRE sector must ensure that their operations minimise environmental burdens. Ideally MRE devices should require no intervention for repair and maintenance over the complete device life cycle. A number of technologies are available to deter or displace fouling by marine organisms although the commercial technologies each have potential issues:
-
toxic formulations (e.g. cuprous oxide paints) increase levels of heavy metals or other biocides in the ecosystem. Tributyl tin is now banned worldwide and copper is under increasing pressure from the environmental lobby. Qian et al. [21] have reviewed important natural anti-fouling compounds discovered in a variety of organisms.
-
self-polishing (exfoliating) surfaces release polymer microdebris which concentrate toxins and are ingested by animals at the base of the food chain [22, 23, 24].
-
low surface energy coatings (e.g. silicone or PTFE) require aggressive surface preparation to ensure firm attachment of the non-stick material to the component. Genzer and Efimenko [25] have reviewed superhydrophobicity (i.e. extreme non-wettability) which can involve tailoring the surface chemistry, texture, and responsiveness.
-
pulsed high-strength electric fields (PEF) with low voltages [26] developed for the protection of marine sensors. This requires optimisation for energy consumption and, on a larger scale, practical application would require geometries other than the interdigitated electrode (IDE) architecture.
-
biomimetic topography (e.g. shark-skin replica) technologies are normally too soft to work for extended periods without wearing away [27–32].
1.6 Cavitation Erosion
The phenomenon of bubble collapse in fluids was identified by [33] in considering the design and performance of a water wheel and, in the context of marine steam engines, by Reynolds [34]. The first use of the term cavitation is attributed to Froude [35]. In rapidly flowing fluids with local pressure below the vapour pressure and sources for nucleation, a vapour bubble can form and will continue to grow until it moves to a region of higher pressure where it collapses. Rayleigh [36] proposed that when the bubble collapsed close to a boundary it would produce high energy pressure waves (stress pulses) which could cause mechanical damage in the adjacent solid. Eisenberg [37] proposed that bubble collapse was asymmetrical with a high-velocity reentrant liquid jet forming and impinging on the surface. The magnitude of the stress pulse may be up to 1,000 MPa (i.e. comparable to the strength of many materials) and the duration is ~2–3 μs [38].
Composites are now finding applications as hydrofoils and sterngear which operates in cavitating environments, e.g. propellers [39]. Anon. [40–48] and rudders [49–51]. Lightweight composite propellers have lower inertia which results in higher acceleration and deceleration rates with consequent increases in speed and fuel efficiency. Hydroelastic tailoring of the laminate may be a route to delaying the onset of cavitation [52, 53].
Kallas and Lichtman [54] and Karimi and Martin [38] have reviewed cavitation phenomena and the response of materials to cavitation. Bhagat [55] presented a materials perspective on cavitation erosion of metal-matrix composites based on crystal dislocation mechanics. The open literature on cavitation erosion in polymer matrix composites is very limited [56–62]. National defence research laboratories probably hold classified data restricted by stealth considerations.
Hammond et al. [59] found that cavitation erosion resistance could be ranked aluminium (poor) < GRP < nickel aluminium bronze (NAB, good). Yamatogi et al. [62] found that cavitation erosion resistance could be ranked glassfibre (poor) < carbon fibre = unreinforced epoxy resin < aramid fibre < NAB.
Kallas and Lichtman [54] identify that some elastomeric coatings show very high erosion resistance although such systems may be compromised by coating-substrate separation leading to early failure.
A non-marine example of the excellent cavitation erosion resistance of composites was a diffuser section used to join two pipes of different cross-sectional area in a Middle East oilfield [63]. The company quality procedure was for regular replacement of the steel component after one month in service when the pipeline began to leak. On one occasion, the steel component was delayed so a temporary fibreglass replacement was installed. After nine months service in a cavitation-rich acid-gas environment, the component was removed. As shown in Fig. 2, the component had suffered damage but was still giving good service.

Oilfield pipeline fibreglass diffuser section after cavitation erosion damage [plan view (top) and elevation (bottom), scale indicated by €1 coin]
1.7 Galvanic Corrosion
The corrosion of metals and semiconductors involves the flow of an electric current within the material. Most of the constituent materials in fibre-reinforced laminates are insulators and, in consequence, electrochemical corrosion is not an issue. However, carbon acts as a noble metal, lying between platinum and titanium in the galvanic series. Carbon fibres should not be used where they can come into contact with structural metals (especially light alloys such as aluminium or magnesium) in the presence of a conducting fluid (e.g. sea-water). A thin glass fibre surface layer, or polymer liners around bolt-holes, should be sufficient to prevent the formation of such a galvanic corrosion cell and consequent loss of the alloy.
2 Bio-Based Composites in Wet Conditions
The use of natural fibres as the reinforcement for composites has recently been reviewed by several authors including [64–77]. Summerscales and Grove [76] consider conditioning the reinforcement fibres before composite manufacture to be essential.
A potential problem with natural fibre-reinforced polymer matrix composites is the hydrophilic nature of the ligno-cellulose fibres and hence the moisture sensitivity of the resulting composites. Embedding the hydrophilic fibres in a hydrophobic matrix will delay the absorption of water but diffusion and damage may compromise the material over extended periods of time. Moisture will induce dimensional changes (swelling), mechanical performance changes (plasticisation and hence higher strains to failure but lower moduli) and higher susceptibility to microbiological attack.
Costa and D’Almeida [78] studied the effect of water absorption on the flexural properties of jute or sisal fibre reinforced polyester or epoxy matrix composites. The diffusion behaviour in both composites could be described by the Fickian model. The jute-epoxy composites showed the best mechanical properties for all immersion times studied. This behaviour was attributed to better fibre–matrix interface integrity with epoxy resin and better moisture resistance of the jute fibres.
Acetylation of plant fibres can improve the mechanical properties of their composites [79]. Acetylation increases the hydrophobicity of the fibres. Bast fibres from jute and flax were considered along with coconut fibre (coir), oil palm empty fruit bunch (OPEFB) and oil palm frond. The two bast fibres were found to be the least reactive of the five fibres studied. Acetylation has also been reported to enhance the stability of composites during environmental exposure [80]. Hill et al. [81] reported that acetylated fibres showed a high degree of decay resistance in a variety of microbiological decay tests over a five-month test period, while control samples failed in less than one-month.
Shah et al. [82, 83] have recently presented fatigue life evaluations for aligned plant fibre composites through S–N curves and constant-life diagrams. The normalised fatigue performance (the fatigue strength exponent, b, defined by the stress intercept at twice the number of load reversals to failure) of the natural fibre composites was found to lie between that of glass- and carbon-fibre reinforced composites.
There is increasing interest in the use of bio-based and/or biodegradable thermoplastic polymers or thermosetting resins as the matrix for composites with varying proportions of precursor materials extracted from plants (see e.g. [76]). Ishimaru et al. [84] reported that polycaprolactone, polyhydroxyalkanoate and polylactide thermoplastics or their copolymers (amongst others) have been applied as self-polishing/exfoliating matrices for controlled release of antifouling compositions. They conducted experiments which showed that barnacle settlement was significantly reduced by the slow release of low molecular weight poly(L-lactic acid) (PLLA without antifoulant chemical) in natural seawater.
3 End of Life Considerations
Since the Brundtland report [85], there has been increased concern for the choice of systems which meet the needs of the present without compromising the ability of future generations to meet their own needs.
However, many materials selection decisions are based on opinion without validated evidence. It is essential that full Quantitative Life Cycle Assessment (QLCA) is undertaken before committing to mass production of marine composites [86]. This should include the design, manufacture and marketing, use and disposal phases and should address all eight burdens identified by ISO/TR 14047:2003 [87]. Azapagic et al. [88, 89] proposed a route to quantification of these burdens as Environmental Impact Classification Factors (EICF—Table 1). Another major sustainability issue is Land Use as included in BS8905:2011 [90].
Singh et al. [91] have reviewed the options for the disposal of composite boats and other marine composites. In the case of thermoset composites, popular opinion suggests that these materials are inappropriate as there may be limited options for disposal at the end of the component life. This arises from political decisions intended to minimise the use of landfill for components that cannot easily be recycled. However, the use of thermoplastic matrix composites requires higher temperatures during manufacture with consequent potential for up-front global warming and climate change. QLCA should help to resolve this dilemma.
4 Conclusions
This chapter has presented an overview of key considerations for the successful application of fibre reinforced composites in the marine environment. After consideration of factors affecting the environmental resistance of conventional composites, the potential for natural fibre reinforced polymer composites was discussed. Finally it is important to defend any chosen composite system as sustainable through Quantitative Life Cycle Assessment.
References
Pritchard G (1999) Reinforced plastics durability. Woodhead Publishing, Cambridge. ISBN: 1 85573 320 X
Harris B (2003) Fatigue in composites: science and technology of the fatigue response of fibre-reinforced plastics. Woodhead Publishing, Cambridge. ISBN: 978 1 85573 608 5
Martin R (2008) Ageing of composites. Woodhead Publishing, Cambridge. ISBN: 1 84569 352 3
Searle TJ, Summerscales J (1999) Review of the durability of marine laminates, chapter 7. In Pritchard G (1999) Reinforced plastics durability. Woodhead Publishing, Cambridge. ISBN: 1 85573 320 X, pp 219–266
Davies P, Choqueuse D, Roy A (2003) Fatigue and durability of marine composites, chapter 27. In: Harris B (2003) Fatigue in composites: science and technology of the fatigue response of fibre-reinforced plastics. Woodhead Publishing, Cambridge. ISBN: 978 1 85573 608 5, pp 709–729
Davies P, Choqueuse D (2008) Ageing of composites in marine vessels, chapter 12. In Martin R (2008) Ageing of composites. Woodhead Publishing, Cambridge. ISBN: 1 84569 352 3, pp 326–353
Choqueuse D, Davies P (2008) Ageing of composites in underwater applications, chapter 18. In Martin R (2008) Ageing of composites. Woodhead Publishing, Cambridge. ISBN: 1 84569 352 3, pp 467–517
Davies P, Choqueuse D, Devaux H (2012) Failure of polymer matrix composites in marine and off-shore applications, chapter 10. In: Robinson P, Greenhalgh E, Pinho S (eds) Failure mechanisms in polymer matrix composites: criteria, testing and industrial applications. Woodhead Publishing, Cambridge. ISBN: 987 1 84569 750 1, pp 300–336
Verdu J, Colin X (2012) Humid aging of polymers and organic matrix composites, Ifremer-ONR Workshop on the Durability of composites in a marine environment, Nantes, pp 27–33 of the abstracts book
Derrien K, Gilormini P (2009) The effect of moisture-induced swelling on the absorption capacity of transversely isotropic elastic polymer-matrix composites. Int J Solids Struct 46(6):1547–1553
Jacquemin F, Fréour S (2012) Water-mechanical property coupling, Ifremer-ONR Workshop on the durability of composites in a marine environment. Nantes, pp 41–46 of the abstracts book
Nakada M, Miyano Y (2012), Accelerated testing methodology for long term durability of CFRP, Ifremer-ONR Workshop on the Durability of composites in a marine environment, Nantes, pp 47–52 of the abstracts book
Perreux D (2012) Life prediction of composite materials under complex loading, Ifremer-ONR workshop on the durability of composites in a marine environment, Nantes, pp 75–80 of the abstracts book
Summerscales J (1994) Non-destructive measurement of the moisture content in fibre-reinforced plastics. Br J Nondestr Test 36(2):64–72
ISO 13003:2003 International standard: fibre-reinforced plastics: determination of fatigue properties under cyclic loading conditions. BSI Group, London
Basquin OH (1910) The exponential law of endurance tests. Proc Am Soc Test Mater 10(2):625–630
Stinchcomb WW, Reifsnider KL (1979) Fatigue damage mechanisms in composite materials: a review, ASTM STP675 Fatigue Mechanisms, American Society for Testing and Materials, pp 762–787
Post NL, Case SW, Lesko JJ (2008) Modeling the variable amplitude fatigue of composite materials: a review and evaluation of the state of the art for spectrum loading. Int J Fatigue 30(12):2064–2086
Passipoularidis VA, Philippidis TP (2009) A study of factors affecting life prediction of composites under spectrum loading. Int J Fatigue 31(3):408–417
Vassilopoulos AP, Manshadi BD, Keller T (2010) Influence of the constant life diagram formulation on the fatigue life prediction of composite materials. Int J Fatigue 32(4):659–669
Qian P-Y, Xu Y, Fusetani N (2010) Natural products as antifouling compounds: recent progress and future perspectives. Biofouling: J Bioadhesion Biofilm Res 26(2):223–234
Hoare C, Thompson RC (1997) Microscopic plastic: a shore thing. Mar Conserv 3(11):4
Thompson RC, Olsen Y, Mitchell RP, Davis A, Rowland SJ, John AWG, McGonigle D, Russell AE (2004) Lost at sea: where does all the plastic go? Science 304(5672):838
Thompson R, Moore C, Andrady A, Gregory M, Takada H, Weisberg S (2005) Letter: new directions in plastic debris. Science 310(5751):1117
Genzer J, Efimenko K (2006) Recent developments in superhydrophobic surfaces and their relevance to marine fouling: a review. Biofouling: J Bioadhesion Biofilm Res 22(5):339–360
Pérez-Roa RE, Anderson MA, Rittschof D, Orihuela B, Wendt D, Kowalke GL, Noguera DR (2008) Inhibition of barnacle (Amphibalanus amphitrite) cyprid settlement by means of localized, pulsed electric fields. Biofouling: J Bioadhesion Biofilm Res 24(3):177–184
Liedert R, Kesel AB (2005) Biomimetic fouling control using microstructured surfaces, Bionics: innovations inspired by nature SEB annual meeting, society for experimental biology, Barcelona. Poster paper
Kesel A, Liedert R (2006) Antifouling nach biologischem Vorbild, Hochschule Bremen Forschungsbericht 2006, pp 107–108
Ralston E, Swain G (2009) Bioinspiration—the solution for biofouling control? Bioinspiration Biomimetics 4(1):015007
Scardino AJ, de Nys R (2011) Mini review: biomimetic models and bioinspired surfaces for fouling control. Biofouling: J Bioadhesion Biofilm Res 27(1):73–86
Sullivan T, Regan F (2011) The characterization, replication and testing of dermal denticles of Scyliorhinus canicula for physical mechanisms of biofouling prevention. Bioinspiration Biomimetics 6(4):046001
Schumacher JF, Aldred N, Callow ME, Finlay JA, Callow JA, Clare AS, Brennan AB (2007) Species specific engineered antifouling topologies: correlations between the settlement of algal zoospores and barnacle cyprids. Biofouling Bioadhesion Biofilm Res 23(5–6):307–317
Euler M (1756) Théorie plus complète des machines qui sont mises en movement par la réaction de l’eau. L’Académie Royale des Sciences et Belles Lettres, Berlin
Reynolds O (1873) The causes of the racing of the engines of screw steamers investigated theoretically and by experiment. Trans Inst Naval Architects 14:56–67
Thornycroft JI, Barnaby SW (1895) Torpedo boat destroyers, minutes of the proceedings (Institution of Civil Engineers) 122:51–69
Strutt JW (1917) On the pressure developed in a liquid during the collapse of a spherical cavity. Philos Mag Ser 6 34(200):94–98
Eisenberg P (1950) On the mechanisms and prevention of cavitation. Navy Department David W Taylor Model Basin Report 712, Washington, DC
Karimi A, Martin JL (1986) Cavitation erosion of materials. Int Metals Rev 31(1):1–26
Anon (2003) World’s largest composite propeller successfully completes sea trials. Naval Architect 16
Anon (2012) The intelligent propeller made of carbon fiber. http://www.compositecarbonfiberprop.com/ Accessed 16:37 on 19 Aug 2013
Black S (2011) Composite propeller for Royal Navy minehunter: composite-for-metal replacement brings multiple benefits. High-Perform Compos 19(5):70–72
Hardy G (2003) New composites reduce cavitations in giant marine propeller tests. Mater World 11(7):8
Leenders W, van Santen M (2010) Composite main propeller for Dutch minehunter. EuroNaval, Paris
Motley MR, Liu Z, Young YL (2009) Utilizing fluid–structure interactions to improve energy efficiency of composite marine propellers in spatially varying wake. Compos Struct 90(3):304–313
Searle TJ (1998) The manufacture of marine propellers in moulded anisotropic polymer composites, PhD thesis, University of Plymouth
Searle TJ (1999) Composites final frontier: a composites propeller for commercial marine applications. Design Eng 51–52
Searle T, Short D (1994) Are composite propellers the way forward for small boats? Mater World 2(2):69–70
Searle T, Chudley J, Short D (1993) Composites offer advantages for propellers. Reinf Plast 37(12):24–26
Anon (2012) Green marine build one of the world’s largest-ever composite rudders. http://www.greenmarine.co.uk/news/green-marine-build-one-of-the-world-s-largest-ever-composite-rudders/ Accessed 16:39 on 19 Aug 2013
Anon (2012) Rudders and stocks. http://www.gmtcomposites.com/rudders-stocks Accessed 16:41 on 19 Aug 2013
Griffiths R (2006) Rudder gets new twist with composites: the U.S. Navy’s specially contoured ship rudder commands composite construction. Compos Technol 12(4):60–62
Young YL (2007) Hydroelastic behavior of flexible composite propellers in wake inflow. Proceedings of the 16th international conference on composite materials, (ICCM 16). Kyoto/Tokyo
Young YL (2008) Fluid–structure interaction analysis of flexible composite marine propellers. J Fluids Struct 24(6):799–818
Kallas DH, Lichtman JZ (1968) Chapter 2: cavitation erosion. In: Rosato DV, Schwartz RT (eds) Environmental effects on polymeric materials, vol 1., Environments, Interscience, London-Sydney-New York, pp 223–280
Bhagat RB (1987) Cavitation erosion of composites: a materials perspective. J Mater Sci Lett 6(12):1473–1475
Djordjevic V, Kreiner J, Stojanovic Ζ (1988) Cavitation erosion approximation of composite materials. Preprints 33rd international symposium: materials—pathway to the future, SAMPE, Anaheim CA, pp 1561–1570
Rao PV (1988) Evaluation of epoxy resins in flow cavitation erosion. Wear 122(1):77–96
Saetre O (1991) Testing of composite pipes in high velocity seawater, 10th international OMAE conference. Stavanger, IIIB/577
Hammond DA, Amateau MF, Queeney RA (1993) Cavitation erosion performance of fiber reinforced composites. J Compos Mater 27(16):1522–1544
Lindheim T (1995) Erosion performance of glass fibre reinforced plastics (GRP), Revue de l’Institut Francais du Petrole, 50(1):83–95
Light KH (2005) Development of a cavitation erosion resistant advanced material system. MS dissertation, University of Maine, Aug 2005
Yamatogi T, Murayama H, Uzawa K, Kageyama K, Watanabe N (2009) Study of cavitation erosion of composite materials for marine propeller. Proceedings of ICCM-17. Edinburgh, 27–31 July 2009
Short D (2012) Private communication (e-mail of Monday 15 Oct 2012 at 17:23)
Hill C, Hughes M (2010) Natural fibre reinforced composites opportunities and challenges. J Biobased Mater Bioenergy 4:148–158
Pandey JK, Ahn SH, Lee CS, Mohanty AK, Misra M (2010) Recent advances in the application of natural fiber-reinforced composites. Macromol Mater Eng 295:975–989
Summerscales J, Dissanayake N, Hall W, Virk AS (2010) A review of bast fibres and their composites. Part 1: fibres as reinforcements. Compos A Appl Sci Manuf 41(10):1329–1335
Summerscales J, Dissanayake N, Hall W, Virk AS (2010) A review of bast fibres and their composites. Part 2: composites. Compos A Appl Sci Manuf 41(10):1336–1344
Ku H, Wang H, Pattarachaiyakoop N, Trada M (2011) A review on the tensile properties of natural fiber reinforced polymer composites. Compos B Eng 42(4):856–873
La Mantia FP, Morreale M (2011) Green composites: a brief review. Compos A Appl Sci Manuf 42(6):579–588
Zini E, Scandola M (2011) Green composites: an overview. Polym Compos 32(12):1905–1915
Mukherjee T, Kao N (2011) PLA based biopolymer reinforced with natural fibre: a review. J Polym Environ 19(3):714–725
Hughes M (2012) Defects in natural fibres: their origin, characteristics and implications for natural fibre-reinforced composites. J Mater Sci 47(2):599–609
Shahzad A (2012) Hemp fiber and its composites—a review. J Compos Mater 46(8):973–986
Faruk O, Bledzki AK, Fink H-P, Sain M (2012) Biocomposites reinforced with natural fibers: 2000–2010. Prog Polym Sci 37(11):1552–1596
Ho M-P, Wang H, Lee J-H, Ho C-K, Lau K-T, Leng J, Hui D (2012) Critical factors on manufacturing processes of natural fibre composites. Compos B Eng 43(8):3549–3562
Summerscales J, Grove S (2013) Manufacturing methods for natural fibre composites, chapter 16. In: Hodzic A, Shanks R (eds) Handbook of natural fibre composites: properties, processes, failure and applications. Woodhead Publishing, Cambridge Accepted on 26 Sept 2012
Summerscales J, Virk AS, Hall W (2013) A review of bast fibres and their composites. Part 3: modelling. Compos Part A: Appl Sci Manuf 44(1):132–139
Costa FHMM, D’Almeida JRM (1999) Effect of water absorption on the mechanical properties of sisal and jute fiber composites. Polym-Plast Technol Eng 38(5):1081–1094
Abdul Khalil HPS, Rozman HD, Ahmad MN, Ismail H (2000) Acetylated plant-fiber reinforced polyester composites: a study of mechanical, hygrothermal, and aging characteristics. Polym-Plast Technol Eng 39(4):757–781
Hill CAS, Abdul Khalil HPS (2000) Effect of fiber treatments on mechanical properties of coir or oil palm fiber reinforced polyester composites. J Appl Polym Sci 78(9):1685–1697
Hill CAS, Abdul Khalil HPS, Hale MD (1998) A study of the potential of acetylation to improve the properties of plant fibres. Ind Crops Prod 8(1):53–63
Shah DU, Schubel PJ, Clifford MJ, Licence P (2012) Fatigue characterisation of plant fibre composites for rotor blade applications. JEC Compos Mag 73:51–54
Shah DU, Schubel PJ, Clifford MJ, Licence P (2013) Fatigue life evaluation of aligned plant fibre composites through S–N curves and constant-life diagrams. Compos Sci Technol 74:139–149
Ishimaru N, Tsukegi T, Wakisaka M, Shirai Y, Nishida H (2012) Effects of poly(l-lactic acid) hydrolysis on attachment of barnacle cypris larvae. Polym Degrad Stab 97(11):2170–2176
World Commission on Environment and Development (1987) Our common future (The Brundtland Report). Oxford Paperbacks, Oxford. ISBN: 0-19-282080-X
Dissanayake NPJ, Summerscales J (2013) Life cycle assessment for natural fibre composites. In: Thakur VK (ed) Green composites from natural resources. Taylor and Francis Group LLC, USA. ISBN: 978-1-4665-7069-6
ISO/TR 14047:2003(E) Environmental management: life cycle impact assessment—examples of application of ISO14042. International Organisation for Standards. ISBN: 0-580-43112-6
Azapagic A, Emsley A, Hamerton I (2003) In: Hamerton I (ed) Polymers, the environment and sustainable development. Wiley. ISBN: 0-471-87741-7
Azapagic A, Perdan S, Clift R (eds) (2004) Sustainable development in practice: case studies for engineers and scientists. Wiley, New York. ISBN: 0-470-85609-2
BS 8905:2011 Framework for the assessment of the sustainable use of materials: guidance. BSI Group, London
Singh M, Summerscales J, Wittamore K (2010) Disposal of composite boats and other marine composites, chapter 18 (pages 495–519). In: Goodship V (ed) Management, recycling and reuse of waste composites. Woodhead Publishing, Cambridge. ISBN: 978-1-84569-462-3 (book). ISBN: 978-1-84569-462-3 (e-book). CRC Press LLC, Boca Raton, 2010. ISBN: 978-1-4398-0104-8
Acknowledgments
The author is grateful to colleagues, Jasper Graham-Jones and Stephen Grove, for their respective comments on the draft manuscript of this Chapter. Thanks are also due to Paul Harder Cohen (KMT Nord in Denmark) for additional references on cavitation erosion of composites.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer Science+Business Media Dordrecht
About this chapter
Cite this chapter
Summerscales, J. (2014). Durability of Composites in the Marine Environment. In: Davies, P., Rajapakse, Y. (eds) Durability of Composites in a Marine Environment. Solid Mechanics and Its Applications, vol 208. Springer, Dordrecht. https://doi.org/10.1007/978-94-007-7417-9_1
Download citation
DOI: https://doi.org/10.1007/978-94-007-7417-9_1
Published:
Publisher Name: Springer, Dordrecht
Print ISBN: 978-94-007-7416-2
Online ISBN: 978-94-007-7417-9
eBook Packages: EngineeringEngineering (R0)