
Abstract
In the last twenty years or so, the development of hard thin coatings has progressed to the state that hardness testing based on an instrumented technique has become very popular since for this application, the depth of penetration has to be kept within a small percentage of the overall coating thickness and the resulting impressions are too small for an accurate traditional optical measurement. Despite the well-known methods of analyzing instrumented indentation data, considerable problems arise when this test is applied to very hard materials. The underlying boundary conditions for instrumented indentation analysis are often ignored by practitioners who are sometimes accepting of the results at face value, since often they provide a very pleasing and desirable estimation of hardness of their samples. This chapter reviews the essential features of instrumented indentation analysis and points out the significance of those issues that can affect the computed values of both hardness and elastic modulus. In particular, the significance of the geometry factor ε, the indenter area function, and the mean pressure elastic limit. These interrelated factors can conspire to increase the computed value of hardness by up to a factor of 2 if not properly taken into account. This chapter educates and informs the reader so that results of hardness for very hard materials may be properly interpreted when either viewed in the literature or obtained experimentally so as to avoid incorrect conclusions and results.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Historically, hardness measurements were performed on metallic materials. Familiar terms such as Brinell, Vickers, Knoop, and Rockwell are often associated with testing of metals in an engineering context. Modern instrumented methods of the measurement of hardness are influenced by these early measurements. For example, the face angle of a modern Berkovich indenter used in nanoindentation testing is made so that the ratio of the contact area to indentation depth is the same as that of a traditional four-sided Vickers indenter (Smith and Sandland 1922). The 136° face angle of a Vickers indenter, was made so that the indentation strain (a/R where a is the contact radius and R is the indenter radius) would be equivalent to that of a spherical (Wahlberg 1901), Brinell indenter at a/R = 0.2—a strain at which a fully developed plastic zone would be formed in a typical metal. The Brinell hardness number is favored by some engineers because of the existence of an empirical relationship between it and the ultimate tensile strength of the specimen material.
Nearly all the traditional methods mentioned above are based on an optical measurement of the size of a residual impression made in the specimen surface after the loading of an indenter placed in contact. That is, we measure how hard something is by touching it, not with our fingers, but with a carefully controlled force using a carefully shaped probe. A hard material will leave a smaller residual imprint in the surface compared to a softer surface. Hardness then, is really a measure of plastic yield—a circumstance first described by Hertz (1881, 1882) .
While it is sometimes useful to have a comparison with past measures of hardness, we will see in this chapter that such a historical connection brings with it several problems when the hardness of very hard materials is desired to be measured.
The testing of metals remains an extremely important application of hardness measurements, but it is the hardness of relatively thin coatings that has been given much more attention in the last 20 years as the application of hard coatings to engineering products like cutting tools and hard-wearing surfaces has significant economic benefits. Because hardness impressions made in a thin coatings are almost impossible to accurately measure using optical techniques, modern testing methods employ an instrumented indentation approach whereby the load is applied to the indenter, but the depth of penetration is measured (often to sub-nm resolution) and the area of contact determined from the known geometry of the indenter. The ultimate aim of the modern hard coatings researcher is the production of a coating with hardness equal to or exceeding that of diamond—the hardest known material.
2 Contact Mechanics
Hertz’s original analysis of the mechanics of elastic contacts focused on those between glass lenses and has subsequently been applied to the contact between a spherical indenter and a flat semi-infinite surface. Hertz measured the area of contact using impressions made in lamp black, a carbon film. For instrumented hard coatings hardness testing, it is best to use a sharp-tipped pyramidal indenter so as to induce plasticity in the material at the smallest possible load. The intention is to attain a depth of penetration low enough so that the readings are not influenced by the properties of the substrate. In this case, it is usual to treat the pyramidal indenter as an equivalent cone that has the same area to depth ratio as the original indenter to take advantage of symmetry of the problem in the mathematical analysis. The equations of contact for a conical indenter are similar to the spherical case and the most common analytical solution (for elastic contact) is given by Sneddon (1948), where radius of circle of contact is related to the indenter load by Eq. 1:
In this formula, a is the radius of the circle of contact, α is the cone semi-angle, and E * is the combined elastic modulus of the indenter and the specimen given by Eq. 2:
where the subscript i refers to the properties of the indenter. The displacement profile of the deformed surface within the area of contact with respect to the specimen free surface is a function of the radial distance r from the axis of symmetry and is given by Eq. 3:
The quantity acot α is the depth of penetration h c measured at the circle of contact. Substituting Eq. 1 into 3 with r = 0, we obtain Eq. 4:
where h t is the total depth of penetration of the tip of the indenter beneath the original specimen free surface.
In general, contact between an indenter and a specimen may result in both elastic and plastic deformations. For a spherical indenter (and for conical indenters with a rounded tip) the contact is initially elastic. As the load is increased, the mean contact pressure also increases as does the level of shear stress in the indentation stress field. Eventually plastic deformation occurs at the location of greatest shear (about 0.5a below the contact surface). If the mean contact pressure is plotted against the ratio a/R (where R is the indenter radius), then it is observed that there is a linear region followed by a plateau at which the mean contact pressure shows no increase with increasing indenter load. When this happens, the plastic zone is said to be “fully developed”. The indentation hardness is defined as the mean contact pressure for the condition of a fully developed plastic zone and is computed from the load P max divided by the projected area of the contact A (Eq. 5):
For an ideal conical indenter, the contact has the property of geometrical similarity and the mean contact pressure is independent of load since the plastic zone is fully developed from the moment of first contact. In practice, conical and pyramidal indenters are not perfectly sharp so there is usually some initial elastic response before the formation of a fully developed plastic zone, even for very soft materials. This behavior places a limit on the measurement of hardness for very thin films and near surface regions of materials since the load needs to be large enough to induce full plasticity, yet no so large so as to cause an undesired depth of penetration into the sample.
In a typical hardness test, the loading part of the cycle consists of both elastic and plastic deformations. During unloading, the contact is usually entirely elastic, and so the equations of contact above can be used even in the presence of the plastic zone under the indenter, because it is only the elastic strains that relax with the plastic zone somewhat frozen in place.
The most well known method of analyzing indentation data is that of Oliver and Pharr (1992). In this method, the pyramidal indenter is represented by an equivalent cone and Sneddon’s equations above used on the elastic unloading part of the indentation process. Making use of Eq. 2 at r = a, it is relatively straightforward to calculate the contact depth h c from Eq. 6:
where P max (the maximum load) and dP/dh (the contact stiffness) are experimentally measured quantities. The square-bracketed term in Eq. 6 evaluates to 0.727 but it is common practice to use a value of 0.75 since this takes into account the upward curvature of the residual impression during unloading.
It is possible to also determine the elastic modulus of the specimen material. The elastic modulus is found from the contact stiffness. The derivative of Eq. 4 with respect to h is:
With some rearrangement, and substitution involving Eqs. 1 and 3, it can be shown that:
where A is the area of contact at full load as determined from h c . Note that the method given above does not require any direct measurement of the size of the contact area. In conventional hardness tests, it is the size of the residual impression that is measured. In instrumented, or depth-sensing, nanoindentation tests, it is the size of the contact under full load that is computed.
3 Instrument Corrections
The application of contact mechanics to indentation tests is now fairly routine, and it is possible to measure elastic moduli and hardness for a wide range of materials from soft biological materials to metals and ceramics. The scale over which these properties can be measured depends very much on the nature of the indenter. If we wish to measure the hardness of a specimen, we do not want plastic deformation to occur in the indenter, and so for this reason, the majority of indenters used in indentation testing area made from diamond. Diamond is the hardest known material with a hardness of about 110 GPa. We might well ask, what happens in the case where the specimen is as hard as diamond. Can we still measure E and H reliably?
To answer this question, it is perhaps best to perform an experiment on a material whose properties are known and then determining if the results of the above analysis provide realistic results. The number of materials with hardness approaching that of diamond is very limited and the reported measurements are not always supported. A very good test of the method would be to perform an indentation test on a specimen of diamond, using a diamond indenter.
Performing such testing requires significantly more attention to the various corrections made to the raw experimental data than is usually the case. There are three main corrections to consider—the initial penetration, the instrument compliance, and the indenter area function.
The initial penetration correction is applied as a constant initial indentation depth into the sample made at the initial contact force. This is required because it is at the initial contact force that the depth sensor is zeroed. But by necessity, the initial contact force results in the indenter penetrating the specimen surface, and it is this initial penetration that must be determined and added to subsequent depth readings so that the depth datum is at the original free surface. While some instruments expect the user to determine the contact point graphically by eye, the most subjective method is to fit the Hertzian elastic equations of contact to this initial data (usually assumed to be elastic by virtue of the tip rounding). The method of fitting is described in detail in (Fischer-Cripps et al. 2001). It is essentially a least squares power law fit to the initial contact data to yield a value of the initial penetration h i . Thus, the corrected depth h′, for subsequent depth readings, is (Eq. 9):
The depth measuring system of a typical instrumented indentation hardness tester registers the depth of penetration of the indenter into the specimen and also any displacements of the load frame arising from reaction forces during the application of load to the indenter. These displacements are proportional to the load. Thus, the unloading stiffness dP/dh has contributions from both the elastic responses of the specimen and the instrument. The contribution from the instrument includes the compliance of the loading frame, the indenter shaft, and the specimen mount. If not corrected for, the compliance of the indenter material is included in the composite modulus E*.
The value of the instrument compliance C f (typical units μm/mN) can be estimated by an analysis of the area function data (see below). Once obtained, a correction may be made to the indentation depths h′ (already corrected for initial contact) to give a further corrected depth h″ according to (Eq. 10):
It is the application of the elastic equations of contact to the unloading data that ultimately provides the value of the contact depth h c , and hence the area of contact. These equations (Eqs. 6, 7 and 8 above) assume that the indenter itself has the ideal shape of an atomically sharp three sided (in the case of a Berkovich indenter) or four-sided (for a Vickers indenter) pyramid. Of course in practice, such an indenter cannot be manufacturer and so there is by practical necessity a finite tip radius. Further, the indenter itself may contain irregularities in its surface arising from the polishing and some error in the nominal face angle. To account for these departures from the idea shape, a table or an equation called the area function is usually measured for each individual indenter used in indentation testing. The data for the area function is usually obtained by a reverse analysis of the equations of contact whereby the known value of elastic modulus for a standard specimen is used as an input and the tip geometry calculated accordingly. For sharp-tipped indenters, it is the tip radius that determines the minimum depth whereby a fully developed plastic zone may be induced in the specimen material and so provide a reliable measurement of hardness.
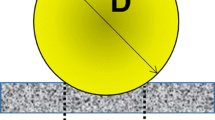
The area correction is not applied as a correction to the depth readings, but instead is incorporated as a correction to the contact area as a ratio A/A i where for a value of contact depth h c , A is the measured contact area (Fig. 1), and A i is the ideal contact area so that the hardness and elastic modulus are given by Eqs. 11 and 12.

Schematic of the significance of the area function for real indenters used in indentation testing. The ideal area A i is that which should be obtained for a given depth of penetration if the indenter geometry were ideal, while the actual area A is that actually obtained with a real indenter with a finite tip radius
The above corrections apply to nearly any indentation test data taken with a conventional depth sensing nanoindentation test instrument. The important point to note is that the greater the elastic modulus of the specimen, the greater the significance of the compliance correction because in these cases, the frame compliance makes a greater contribution to the overall contact stiffness compared to that obtained on a less stiff material.
The act of making an indentation into a very hard material may cause the indenter tip to become blunt during the actual test and so the area function usually has to be measured after testing on the very hard specimen material—preferably after several tests, so that the tip radius may become stabilized.
4 Measurement of Hardness of Very Hard Materials
The sharpness of an indenter tip is essentially its capacity to produce a fully formed plastic zone in the specimen material since this is the primary condition for measurement of hardness. For elastic contact with a conical indenter, the mean contact pressure is given by Eq. 13:
and is independent of load due to the geometrical similarity of this type of indenter geometry. The significance of this is that in real materials—where indentation plasticity occurs, the mean contact pressure is limited to the hardness value H. However, if the combination of E* and the angle α are such that the mean contact pressure given by Eq. 13 falls below the specified hardness value H, then the contact is entirely elastic (Caw 1969). This then places a limit on the combination of E* and indenter angle that may be used for the measurement of hardness of very hard materials.
For a measurement of hardness, we require a fully formed plastic zone. In order to obtain a fully developed plastic zone, we require the limiting value of mean contact pressure p m for an elastic contact as given by Eq. 13 to be equal to or greater than H. For the case of fused silica, we can take representative values of E* = 69.7 α = 70.3° and to obtain a limiting value of p m = 12.5 GPa. Since the hardness of fused silica is about 9.5 GPa, we can conclude that a perfectly formed diamond Berkovich indenter will reliably measure the hardness of this material. Much the same calculation can be made for other materials. For example, sapphire has a hardness of about 28 GPa (unannealed state) and an elastic modulus of about 450 GPa. Equation 13 shows that the critical value of mean contact pressure and the critical angle becomes larger with increasing values of E*. This means that the usefulness of a particular indenter in measuring hardness (i.e. the effective sharpness) depends upon the material being tested. With sapphire, an indenter is conceptually “sharper” when used with sapphire than with fused silica due to the modifying effect of the much larger value of elastic modulus of sapphire in Eq. 13. The higher value of hardness for sapphire compared to fused silica tends to increase the plastic depth but it is the far greater elastic modulus that dominates in this case and causes it to be reduced.
When a sample of diamond is tested, we find that due to the very high elastic modulus of diamond (≈1,140 GPa) a reasonably used indenter can still be expected to provide realistic values of hardness because the limiting mean contact pressure becomes 105 GPa which is similar to the expected hardness for this material of about 110 GPa.
Figure 2 shows the indentation curve obtained on a sample of industrial diamond indented with a Berkovich indenter to a load of 200 mN. This results in a depth of penetration of 396 nm. Note that the response is nearly completely elastic, but since the unloading curve is offset from the loading curve, plasticity is in evidence. After the data is corrected for initial penetration, instrument compliance and area function, the results of the unloading analysis yield a value of elastic modulus of 1,198 GPa and a hardness of 108.5 GPa. On the Vickers scale, this corresponds to HV = 10,262 kgf/mm2. The elastic limit for this material is expected to be about 105 GPa and this is why the contact appears so elastic in character—we are at the limit of obtaining a reading of hardness with the 65.3° face angle of a Berkovich indenter.

Load-displacement curve for indentation into diamond with a diamond Berkovich indenter at 200 mN
For so-called ultra-hard nanocomposite coatings (Fischer-Cripps et al. 2012), we find that for an elastic modulus of about 450 GPa, the limiting contact pressure is of the order of about 65 GPa and so a standard Berkovich or Vickers indenter cannot be expected to provide a mean contact pressure greater than this value, and any values of hardness quoted in excess of this should be treated with extreme caution.
It is important to note that the limiting value of mean contact pressure depends upon the indenter angle and the combined, or reduced, elastic modulus (Eq. 2) and so the figures mentioned above are all with respect to a diamond indenter. In order to determine the limiting value of mean contact pressure, one has to first determine the combined elastic modulus of the indenter and specimen material, and then the equivalent cone angle (same area to depth ratio as the actual indenter—which more often than not, is of pyramidal geometry).
Although it appears that a Berkovich indenter may be used for measurement of hardness of nearly all materials, some headroom may be attained by use of a cube corner indenter—especially in situations where the limiting value of mean contact pressure is about the same as that of the expected hardness of the material. For fused silica, a diamond cube corner indenter (with an effective cone angle α = 42.3°) has a limiting value of mean contact pressure of 37.6 GPa. For sapphire (E = 450 GPa; E* = 340 GPa), the limiting mean contact pressure becomes about 187 GPa, while for diamond on diamond we reach a potential measurement of hardness of about 300 GPa with a cube corner indenter.
Researchers claiming hardness measurements in excess of the limiting value of mean contact pressure for a particular indenter and specimen material pair with a Vickers or Berkovich indenter would do well to verify their readings with a cube-corner indenter.
5 Concluding Remarks
The instrumented indentation test method is very versatile and is conceptually very simple. Corrections to instrumented test data, such as the initial penetration, instrument compliance, and the indenter area function, are not usually considered in large scale hardness testing where optical measurements are usually taken. For small scale instrumented indentation testing, such issues become important, and when applied to the measurement of very hard, and very stiff specimens it is essential that they be correctly applied. An important consideration in the testing of very hard materials is the elastic limit imposed by the combined elastic modulus of the indenter and specimen E* and the angle of the indenter. Injudicious choice of indenter angle can result in measurements of hardness that are too low, and without knowledge of these matters, such a mistake can be easily overlooked.
It is hoped that by drawing attention to the particular items that require close attention in the indentation testing of very hard materials, this chapter might educate and inform the reader so that when such results are obtained, or found in the literature, a proper interpretation may be made so as to avoid incorrect conclusions and results.
References
Caw W (1969) The elastic behaviour of a sharp obtuse wedge impressed on a plane. J Phys E: Sci Instrum 2(2):73–78
Fischer-Cripps AC, Bull SJ, Schwarzer N (2012) Critical review of claims for ultra hardness in nanocomposite coatings. Phil Mag 92(13):1601–1630
Fischer-Cripps A, Bendeli A, Bell T, Field J, Jamting A (2001) Methods of correction for analysis of depth-sensing indentaton test data for spherical indenters. J Mater Res 16(8):2244–2250
Hertz H (1881) On the contact of elastic solids. J Reine Angew Math, 92. Translated and reprinted in English in Hertz’s Miscellaneous Papers, 1896 Ch. 5. Macmillan & Co., London, pp 156–171
Hertz H (1882) On hardness. Berh. Ver. Beforderung Gewerbe Fleisses, 61. Translated and reprinted in English in Hert’s Miscllenaneous Papers, 1896 Ch. 6. Macmillan & Co., London, p 410
Oliver W, Pharr G (1992) An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J Mat Res 7(4):1564–1583
Smith RL, Sandland G (1922) An accurate method of determining the hardness of metals with particular reference to those of high degree of hardness. Proc Inst Mech Eng 1:623–641
Sneddon IN (1948) Boussinesq’s problem for a rigid cone. Proc Cambridge Philos Soc 44:492–507
Wahlberg A (1901) Brinell’s method of determining hardness. J Iron Steel Inst London 59:243–298
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer Science+Business Media Dordrecht
About this chapter
Cite this chapter
Fischer-Cripps, A.C. (2014). Measurement of Hardness of Very Hard Materials. In: Tiwari, A. (eds) Nanomechanical Analysis of High Performance Materials. Solid Mechanics and Its Applications, vol 203. Springer, Dordrecht. https://doi.org/10.1007/978-94-007-6919-9_3
Download citation
DOI: https://doi.org/10.1007/978-94-007-6919-9_3
Published:
Publisher Name: Springer, Dordrecht
Print ISBN: 978-94-007-6918-2
Online ISBN: 978-94-007-6919-9
eBook Packages: EngineeringEngineering (R0)