
Abstract
In this paper, the laser transmission welding of polycarbonate is studied via numerical modeling and experimental investigation. A 3-dimensional transient heat transfer model is developed and experimentally validated. The developed model is able to predict the transient temperature field and weld pool size. It is found from the sensitivity analysis of boundary conditions that the effect of heat conduction is predominant on temperature field distribution during laser transmission welding. Temperature results from the numerical model and the experimentally measured of weld strength results are used as responses for parametric analysis. It is seen that the peak temperature reaches when the laser power is maximum and welding speed and beam diameter are at minimum values. However, the maximum welding strength is obtained when the laser power and beam diameter are at maximum values and welding speed is minimum. It is further noticed that, the maximum value of welding strength corresponds to the peak temperature of 595 °C, which is just above the decomposition temperature of the parent material.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Laser transmission welding
- Finite element model
- Welding strength
- Temperature field
- Experimental investigation
1 Introduction
The application of laser as a light source has been started long before in early 1960s. The light source later converted into a viable industrial tool for a number of applications by the end of the twentieth century. Laser can be used to weld plastics in two different ways: either by targeting the laser-absorbing plastics by a laser beam to irradiate the mating surfaces and welding by fusion, or by projecting the laser beam on a overlapping transparent plastic and irradiate the joining interfere by using a laser-absorbing plastic at bottom. This latter process, coined as laser transmission welding (LTW), is proving to be very attractive as clean, precise, and flexible joining process for plastic surfaces, even of dissimilar plastics (Acherjee et al. 2011).
The top part of the plastic is transparent to the infrared laser. The bottom part is either transparent or opaque to the infrared laser. For the case of transparent bottom part, a layer of infrared absorbing dye coating is used as laser absorbing medium. Laser transmission welding can be applied to thin as well as thick plastic materials. Laser sources of 0.8–1.1 µm wavelength are used for the laser transmission welding process, as plastics have a high transmittance at this wavelength range.
Several research works have been carried out by the researchers working in the field of laser transmission welding process to study the thermal aspects of this welding process by process simulation. Kennish et al. (2002) developed an analytical model of LTW which is capable of predicting the process capabilities and weld characteristics. The model can simulate the temperature profile in and around the weld zone. Becker and Potente (2002) developed a finite element model to investigate the heating phenomena during LTW of polypropylene. Russek et al. (2005) developed an analytical heat transfer model of LTW and validate the model using experimental data. Ilie et al. (2005) studied the scattering effect of laser beam in a semi-transparent reinforced/filled plastic part on LTW via physical modeling. Mayboudi et al. (2005) presented a 2-d thermal model by considering nylon 6 as work material to investigate the heat transfer phenomena during LTW. Van de Ven and Erdman (2007) developed a 2-d thermal model by considering polyvinyl chloride as work material to study the heating and cooling phase of LTW process. Mayboudi et al. (2007a) presented a 3-d transient finite element model of LTW for polyamide 6. In another work, Mayboudi et al. (2007b) presented a 3-d transient thermal model of LTW by considering a moving heat source. Coelho et al. (2008) investigated the influence of laser beam spot in high speed laser lap welding of thermoplastic films. Taha et al. (2009) simulated mathematically the LTW process to study the temperature distribution in and around the welding zone and the weld bead profile. Acherjee et al. (2010) developed a transient finite element model of laser transmission plastic-to-metal welding by considering a moving laser beam. In a further investigation by Acherjee et al. (2012), the effect of carbon black on the temperature field during LTW is studied by numerical simulation. Mingareev et al. (2012) carried out the experimental investigation with a Tm-fiber laser on the laser butt-welding and transmission welding of different polymers.
In this paper, laser transmission welding process is studied through numerical and experimental analyses. A 3-d transient thermal model is developed using finite element method. The results obtained from the developed model, for different welding conditions, are compared to the experimental results and a reasonable agreement is observed. Experimental investigation is also carried out to study the effect of process parameters on the responses. Effort is also made to correlate the evolution of temperature at weld zone with the welding strength.
2 Development of the Model
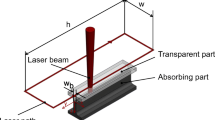
The contour welding variant of laser transmission welding with lap joint configuration is used in this investigation. Polycarbonate plaques of dimensions of 80 mm × 35 mm × 4 mm are used as work materials. The top part of the assembly is natural polycarbonate and the bottom part is the opaque polycarbonate, containing carbon black pigment in polymer matrix. The isometric view of the sample that is used for the present study is shown in Fig. 1. The technical details of the finite element model and the experimental validation of the developed model are presented earlier (Acherjee et al. 2012), thus, the physical aspects of the finite element modeling are summarized in brief.


Schematic of the sample with symmetry boundary conditions (dimensions are in mm)
A 3-d heat conduction equation is used as governing equation to describe the heat transfer during the laser transmission welding process. The model is developed as a heat conduction based model using the following equation:
where, qv is the volumetric heat generation within the bulk of the material at the weld zone and the neighboring zone. A Gaussian laser heat flux is modeled and the rate of internal heat generation is determined at irradiated zone in both the plastic parts using the equation given below:
where, Ia is the intensity of laser beam (W/m2) reaching to the interface after transmitting through the top transparent plastic. The term Ia, can be expressed as:
The heat loss from the exterior surfaces of the materials to the surrounding is considered by using a combined convection-radiation boundary condition using equation given below:
where,
A look up table is generated to store the temperature dependent values of hr and those are used as materials properties data. The heat transfer coefficient of convective heat transfer, h, is considered as 5 W/m2 K (Mayboudi et al. 2005). Emissivity value is used as 0.95 for both the polycarbonate parts (Mitchell 2000). This parametrically developed model is built using APDL (ANSYS® Parametric Design Language) scripting language. The entire model is meshed using SOLID 70, a 3-d thermal brick element. The simulation work is performed on a computer having 2.66 GHz Core™ 2 Duo processor and 3.0 GB of RAM. Material properties like density, thermal conductivity and specific heat of polycarbonate are used for modeling and those are taken for different temperature range as these properties vary with temperature. More detailing about the finite element modeling and the realization of moving heat source are presented elsewhere (Acherjee et al. 2012).
3 Experimental Validation
A continuous wave diode laser system is used for experimental work. The laser system has 30 W maximum optical power and the laser wavelength is 809.40 nm. The laser radiation is delivered from the main unit to the workstation using an SMA 905 connector, which is a multi-mode, single core fiber optic transport cable of 800 µm diameter. The output power of the laser system is calibrated using a Gentec-EO SOLO-2 laser power and energy meter of 1 mW resolution.
The workpieces are moved via a CNC X–Y table. The table in connected with the motion system, which is controlled by a computer. A laser based Micro-Epsilon opto NCDT 1300-50 displacement sensor is used to cross-check the accuracy of the travelling speed of CNC X–Y table carrying a quite heavy hydraulic clamp pressure system. These trials give acceptable results except initial acceleration (jerk) before reaching to uniform velocity.
The weld seam widths are measured by using a measuring microscope (Olympus STM 6). This optical measuring microscope can precisely perform the three axis measurements of parts up to 0.1 µm precision levels. Inbuilt LED illuminator is used for reflected coaxial illumination during measurements.
Experiments are conducted under different parametric conditions and the weld width responses obtained from the developed FE model are compared with the experimentally measured results. Figure 2 shows the comparison of results that are obtained by laser transmission contour welding of polycarbonates via experiments and FE modeling. The glass transition temperature of polycarbonate is about 145–150 °C, so it softens gradually above this point. At glass transition temperature the amorphous polymers face a reversible transition from a solid state into a molten or rubber-like state. However, to obtain an acceptable weld, the welding condition is set to reach at least the melting zone of the polycarbonate which is 250 °C. Above this temperature the molten polycarbonate starts to flow, which enhances the quality of bonding. However, the temperature at interface is to be kept below than the decomposition temperature of the polycarbonate which is 500 °C. The region in the contours plot temperature above 250 °C represents the weld zone. The red region at the modeled weld interface denotes fusion zone where temperature exceeds 250 °C. A reasonable consistency is observed between the predicted and measured weld widths. The marginal difference between the predicted and measured widths is because of the assumptions made in the simulations, such as uniform material properties, constant optical properties of the materials, perfect Gaussian distribution of the laser beam intensity at weld interface, and the perfect contact between mating parts.


Comparison of weld width results obtained from FE model and experimental measurements
4 Results of Numerical Analyses
Figure 3a, b shows the transient temperature distribution during laser transmission welding of polycarbonates for laser power = 5 W, welding speed = 20 mm/s, and beam diameter of 1.5 mm. It is seen from this figure that the temperature attains to a peak of 340 °C (peak temperature) during heating phase at the irradiation zone, and is gradually transferred to neighboring zone by the thermal conduction. It is observed that the peak temperature occurs within the laser-absorbing plastic, which signifies the volumetric absorption phenomenon of the laser beam within an absorbing medium. It is also observed that the isotherms are dense in the front side of the moving laser beam than that in the trailing side.


Temperature distributions a at the symmetry plane (Y–Z plane), b at the weld interface (X–Y plane), and c at X–Z plane (where, WW weld width, DA depth of penetration in absorbing part, DT depth of penetration in transparent part)
Figure 3c shows the sectional view of temperature field distribution at X–Z plane. The region in the contours plot comprising temperature more than 250 °C, shows the depth of penetration in both the polycarbonate parts (DT and DA) from weld interface. From Fig. 3c, the half width (WW/2) of the weld can also be estimated.
5 Experimental Investigation and Parametric Analysis
Central composite design of response surface methodology is employed for the design of the experimental matrix. Laser power, welding speed, and beam diameter are the process parameters considered in this investigation. For entire experimental work, clamping pressure is kept constant at 1 MPa. Opaque polycarbonate part contains 0.1 % carbon black pigment by weight. Table 1 presents the parameters selected for experimental work along with their levels, units and symbols. The responses of interest are peak temperature at weld zone and welding strength. The peak temperature is determined from the developed numerical model, whereas, welding strength is determined experimentally, using an Instron universal testing machine. The variation of welding strength with peak temperature at weld zone is also the subject of interest in this work.
Figure 4a, b are cube plots, which show the values of peak temperature and weld strength at the corner points of the selected design space. This plot is useful to study the interaction effect of three factors at the same time. It is seen from these figures that maximum value of peak temperature is attained when the laser power is maximum and welding speed and beam diameter are at minimum values. This condition maximizes the power density and interaction time, thus increases the heat input. However, the maximum welding strength is achieved at different level of parameter setting. The maximum welding strength is obtained when the laser power and beam diameter are at maximum values and welding speed is minimum. The maximum value of welding strength corresponds to the peak temperature of 595 °C, which is just above the decomposition temperature of the parent material. This implies that a small amount of overheating may improve the joint strength. This may cause partial decomposition at the middle of the weld seam, where the material is subjected to maximum heat. However, at the same time, due to melting of more base material at weld zone, the dimension of weld pool increases, which increase the weld strength. Figure 5 shows the relationship between the peak temperature and welding strength. It is seen that the data points are scattered over a wide zone, and do not show a perfect trend. This implies that the welding strength not only depends on peak temperature but also on temperature distribution in weld zone and the weld pool dimensions. A trend line is drawn on Fig. 5, which shows that the welding strength increases up to a peak temperature about 600 °C, and thereafter decreases. The results show that weld strength is restricted at very high power density, which causes material decomposition and a very low power density which results in lack of fusion.


Cube plot showing the effects of parameters on a peak temperature, and b welding strength, within the selected design space


Scatter plot for peak temperature versus welding strength
6 Conclusion
In this paper numerical and experimental approaches are used to study the laser transmission welding process. Polycarbonate is used as work material. A 3-d thermal model based on volumetric heat generation code is developed and experimentally validated. The developed model can predict the temperature at 3-d space and also weld pool dimensions. The temperature results (peak temperature at weld zone) from numerical simulation along with the experiential results of welding strength are used for parametric investigation. It is found that the peak temperature and weld strength increase with laser power and beam diameter, whereas, decrease with an increase in welding speed. It is also observed that the maximum value of welding strength corresponds to the peak temperature of 595 °C, which is just above the decomposition temperature of the parent material. This implies that a small amount of overheating may improve the joint strength, because of the melting of more base material at weld zone, which results in larger weld area to resist the shear load. It is further noticed from the trend line drawn based on experimental data that the welding strength increases up to a peak temperature about 600 °C, and thereafter it starts decreasing.
Abbreviations
- I a :
-
Laser intensity
- K :
-
Absorption coefficient of the absorbing material
- P :
-
Laser power
- T :
-
Temperature
- T t :
-
Transmissivity of the transparent polymer part
- R a :
-
Reflectivity of the absorbing material
- c :
-
Specific heat
- h :
-
Convective heat transfer coefficient
- h r :
-
Combined heat transfer coefficient
- k :
-
Thermal conductivity
- r :
-
\( \surd{\left( {{x_{s}}^{2} + {y_{s}}^{2} } \right)} \), where xs and ys are the Cartesian coordinates of that point
- r 0 :
-
Laser beam radius (radius of Gauss function curve)
- t :
-
Time
- q v :
-
Rate of internal heat generation
- z a :
-
Depth (m) within the absorbing materials
- σ:
-
Stefan Boltzmann constant (5.67 × 10−8 W/m2 K4)
- ε:
-
Emissivity
- ρ :
-
Radius of is the material density
- ∇:
-
Gradient operator
- CNC:
-
Computer numeric controlled
- FEM:
-
Finite element model
References
Acherjee, B., Kuar, A. S., Mitra, S., & Misra, D. (2010). Finite element simulation of laser transmission welding of dissimilar materials between polyvinylidene fluoride and titanium. International Journal of Engineering, Science and Technology, 2(4), 176–186.
Acherjee, B., Kuar, A. S., Mitra, S., & Misra, D. (2011). Laser transmission welding: A novel technique in plastic joining. In Welding: Process, Quality and Applications (pp. 365–387). New York: Nova Science Publishers, Inc.
Acherjee, B., Kuar, A. S., Mitra, S., & Misra, D. (2012). Effect of carbon black on temperature field and weld profile during laser transmission welding of polymers: A FEM study. Optics & Laser Technology, 44(3), 514–521.
Becker, F., & Potente, H. (2002). A step towards understanding the heating phase of laser transmission welding in polymers. Polymer Engineering & Science, 42(2), 365–374.
Coelho, J. M. P., Abreu, M. A., & Rodrigues, F. C. (2008). Modeling the spot shape influence on high-speed transmission lap welding of thermoplastic films. Optics and Laser in engineering, 46, 55–61.
Ilie, M., Kneip, J. C., Mattei, S., & Nichici, A. (2005). Effects of laser beam scattering on through-transmission welding of polymers. In 24th International Congress on Applications of Lasers and Electro-Optics. Miami, USA.
Kennish, Y. C., Shercliff, H. R., & McGrath, G. C. (2002). Heat flow model for laser welding of polymers. In Annual Technical Conference 2002. San Fransisco, CA, USA.
Mayboudi, L. S., Birk, A. M., Zak, G., & Bates, P. J. (2005). A 2-D thermal model for laser transmission welding of thermoplastics. In 24th International Congress on Applications of Lasers and Electro-Optics. Miami, USA.
Mayboudi, L. S., Birk, A. M., Zak, G., & Bates, P. J. (2007a). Laser transmission welding of a lap-joint: Thermal imaging observations and three–dimensional finite element modeling. Journal of Heat Transfer, 129, 1177–1186.
Mayboudi, L. S., Birk, A. M., Zak, G., & Bates, P. J. (2007b). A 3-D Thermal model of laser transmission contour welding for a lap Joint. In Annual Technical Conference 2007. Cincinnati, USA.
Mingareev, I., Weirauch, F., Olowinsky, A., Shah, L., Kadwani, P., & Richardson, M. (2012). Welding of polymers using a 2 µm thulium fiber laser. Optics & Laser Technology, 44, 2095–2099.
Mitchell, M. (2000). Design and microfabrication of a molded polycarbonate continuous flow polymerase chain reaction device. Master thesis, Louisiana State University.
Russek, U. A., Aden, M., & Pöhler, J. (2005). Laser beam welding of thermoplastics experiments, thermal modelling and predictions. In 3rd International WLT—Conference on Lasers in Manufacturing (pp. 85–89). Munich, Germany.
Taha, Z. A., Roy, G. G., Hajim, K. I., & Manna, I. (2009). Mathematical modeling of laser-assisted transmission lap welding of polymers. Scripta Materialia, 60, 663–666.
Van de Ven, J. D., & Erdman, A. G. (2007). Laser transmission welding of thermoplastics—Part I: Temperature and pressure modeling. Journal of Manufacturing Science and Engineering, 129, 849–858.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer India
About this paper
Cite this paper
Acherjee, B., Kuar, A.S., Mitra, S., Misra, D. (2016). Study of Laser Transmission Welding Process Using a Volumetric Heat Source Model and Experimental Analysis. In: Mandal, D.K., Syan, C.S. (eds) CAD/CAM, Robotics and Factories of the Future. Lecture Notes in Mechanical Engineering. Springer, New Delhi. https://doi.org/10.1007/978-81-322-2740-3_3
Download citation
DOI: https://doi.org/10.1007/978-81-322-2740-3_3
Publisher Name: Springer, New Delhi
Print ISBN: 978-81-322-2738-0
Online ISBN: 978-81-322-2740-3
eBook Packages: EngineeringEngineering (R0)