
Abstract
This paper aims to combine fuzzy and technique for order preference by simulation of ideal solution (TOPSIS) to solve the multi-response parameters optimization problem in green manufacturing. From the viewpoint of health and environment, tap water is used as working fluid, since it does not release the harmful gases. This work considers discharge current, pulse width/pulse interval ratio, gap voltage, and lifting height are the input parameters and output parameters have been identified as material removal rate (MRR), electrode wear ratio (EWR), and surface roughness (SR). In this paper, initially, an experiment was performed using Taguchi experimental technique. Thereafter, fuzzy-TOPSIS is used to convert multi-response parameters into a single response parameter. Finally, the ranking of the parameter decides the best experimental setup and optimized the input-process parameters. In this work, weighting factors for the output parameters are determined using triangular fuzzy number which influences correlation coefficient values for finding the finest experimental setup. Additionally, an attempt has been made to compare the proposed methodology with the gray relational analysis (GRA). The numerical result shows that the optimum process parameters are A1 (4.5 A), B1 (30:70 μs), C3 (30 V), and D4 (6 mm) and using tap water machining Ti-6Al-4V material can produce high MRR, decrease the machining cost, and have no harmful to the operators and environment.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
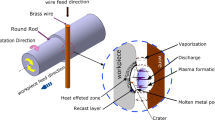
EDM is non-traditional machining process, which is extensively used in machining hard, high strength, and complex geometry in a contact less manner. The material is removed from the workpiece by generating the electric spark between electrode tool and workpiece [1–5]. Ti-6Al-4V is widely used in aerospace, automobile, chemical, and biomedical fields, because it has exceptional merits such high strength to weight ratio, good temperature-resistance, and prominent corrosion resistance. However, it is a hard to cut material with high melting point and low thermal conductivity, and it is not suitable for cutting by traditional machining. Therefore, non-traditional machining process has been used to machine this alloy.
Green manufacturing deals with environmental principle and plays an important role in reduction of environmental burdens [6, 7]. Friction during the machining process of Ti-6Al-4V alloy results in the heat generation. The effect of this heat generated decrease the MRR, increase the SR, and increase the electrode wear ratio (EWR) and also releases numerous amounts of harmful components in the form of solid, liquid, and gas wastes resulting in serious occupational health and environmental issues. These toxic substances are very harmful and create serious problems to the operator through ingestion, inhalation, and skin contact. The amount of waste generated and its output parameters of process are strongly affects the input-process parameters. Therefore to mitigate this, optimization of process parameters is a key role to improve the EDM, MRR, SR, reduce the EWR, and look for optimal machining parameters attains the green EDM. Green manufacturing not only improves the efficiency but also saves the resources.
The selection of optimum process parameters is a multi-criteria decision-making (MCDM) selection problem. The literature survey [8–15] reveals the use of various MCDM methods employed in solving engineering problems. Authors suggested that in all these MCDM methods, the ranking of the alternatives is influenced by the criteria weights. Several researchers [16–23] used these MCDM methods for optimization in green manufacturing. Much research has been conducted to attempt green manufacturing parameters for EDM using different types of dielectric fluid. Several researchers have proposed in the literature to study the influence of various process parameters on EDM operation [24–29]. The machining D2 tool steeled in tap water and deionized water with brass and bronze electrode, and the results reveal that by using 75 % tap water and 25 % deionized water mixture, the dielectric can obtain the maximum MRR and the minimum EWR [30]. Study has been conducted on EDM with dielectric-water-in-oil, kerosene, a urea with water, and low-sensitivity deionized water to attempt high MRR and low EWR [31–33]. Graphite, electrolytic copper, aluminum, and copper–tungsten material were researched as EDM electrodes in order to obtain surface integrity of Ti-6Al-4V [34, 35, 36]. The fundamental study on the Ti-6Al-4V alloy properties and improving the capabilities of EDM using Powder-mixed EDM has been made to improve the MRR [37, 38]. The relationship between residual stresses and white layer has been made with different types of EDM dielectric [39, 40]. A comparative study on different machining techniques [41–44] such as ultrasonic, vibratory, and rotary and magnetic field has been made to determine the optimal machining parameters in EDM. Machining performance in the EDM process can be improved effectively through optimal machining parameters [45–48]. Using kerosene in the machining releases numerous amounts of harmful components in the form of solid, liquid, and gases wastes resulting in serious occupational health and environmental issues. These toxic substances are very harmful and create serious problems to the operator through ingestion, inhalation, and skin contact [49].
Tang et al. [50] developed a combined method of Taguchi coupled with GRA to optimize the process parameters and machining of Ti-6Al-4V alloy under tap water as dielectric medium. In this work, an author has determined the optimal parameters and improves the green manufacturing parameters without considering the relative weights of the response parameters. But in actual practice, the response parameters are solely dependence on the input parameters with their relative importance. The effect of weights on the performance parameters will lead to error in decision making and methodology will not produce the optimal result. Therefore, in this paper, fuzzy theory [51, 52] has been used to overcome this. Fuzzy set theory deals effectively with this type of uncertainty data, thus allowing linguistic variables (such as low, high, very high, and very low) to be employed for approximate reasoning. Generally, triangular and trapezoidal fuzzy numbers are used for representing linguistic variables.
Among the MCDM methods, TOPSIS [49, 53], which can handle multi-response problems with both continuous and discrete data, is the most suitable technique in engineering applications. The basic principle of TOPSIS is to select the best alternative that has the shortest distance from the positive ideal solution and the farthest distance from the negative ideal solution.
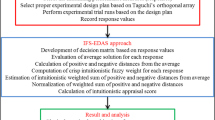
The objective of this research is to optimize the process parameters of Ti-6Al-4V alloy green EDM. In this paper, an integrated approach has been projected to handle the multi-response parameters optimization problems. The experiments are designed using Taguchi (L9) orthogonal array and optimized the process parameters by developing methodology. Weighting factors associated with each of the output parameters are determined using triangular fuzzy number and the most paramount factor level combination is identified utilizing TOPSIS approach. The goal was to attain high efficiency; high quality and pollution-free environment during the machining meets the modern industrial requirements.
The rest of the following sections are organized as follows: Section 2 explores the input-process-output parameters for green EDM; Sect. 3 describes the materials and research design in detail; In Sect. 4, result and discussion have been highlighted. Finally, conclusions are described in Sect. 5.

3 Materials and Methods
3.1 Determination of Response Parameters
The response parameters are determined by means of valid experiential setup on CNC ACTSPARK EDM machine. The detailed explanation of experimental setup and material chemical composition has been explored in the literature [50]. The work considers four input parameters and three output parameters. The number of experimental runs is carried out using L9 (34) orthogonal array. The input-process parameters and three levels for the design are shown in Table 1. The results of the experiments are depicted in Table 2.
3.2 Optimization Using Fuzzy-TOPSIS
In this paper, fuzzy coupled with TOPSIS is developed to compute the optimal process parameters for green EDM. The relative weights of the output parameters are assigned in terms of linguistic variables as shown in Table 3. The triangular fuzzy number is used to describe the linguistics variables. A committee with four experts is made to act as decision maker. Each decision maker rated each attribute weights with respect to linguistics variables, and aggregated fuzzy weights are tabulated in Table 4.
Thereafter, TOPSIS method is used for optimizing the process parameters. This method begins with normalized performance matrix. The normalized performance matrix is expressed using the following equation:
where x ij represents the actual values of ith attributes with jth experimental run, p ij represents the corresponding normalized performance values, and m indicates the number of experimental runs. The normalized performance values are then multiplied with respective relative weights of each output parameter thus yielding the weighted normalized matrix N. The weighted normalized matrix is expressed as follows:
The ideal and nadir ideal solutions are determined using Eqs. (3) and (4), respectively:
where K is the index set of benefit criteria and K 1 is the index set of non-benefit criteria.
The distances from the ideal and nadir solutions are measured. The two Euclidean distances for each alternative are determined as given in Eqs. (5) and (6), respectively:
The closeness coefficient to the ideal solution is calculated as shown in following equation
The higher values of CC i mean that the rank is better.
4 Results and Discussion
At first, closeness coefficient values for each of the experiments of the (L9) orthogonal array are calculated as discussed in the previous section (Table 5). The result reveals that experiment No. 2 yields the highest clones coefficient value. Therefore, the experiment No. 2 has the optimal machining parameters setting for the desirable output responses among the nine experiments.
Additionally, this research also analyzes the response of input parameters using the response table obtained from Taguchi method by calculating the average closeness coefficient for each level of the input parameter. The process consists of two major steps, as follows: (i) Group the closeness coefficient values by factor level for each column in the orthogonal array and (ii) average of closeness coefficient values. The mean closeness coefficient values for each of the process parameters are shown in Table 6.
The influence of each input parameters can be clearly presented by means of closeness coefficient graph. It shows that the change in the response when value of the parameters factor goes for their level 1–3. The response graph is shown in Fig. 2.

Effects of process parameters on closeness coefficient
The higher closeness coefficient values show the optimum input parameters for the green EDM. The optimal comparability sequence is obtained as A1B1C3D2 and they are shown in Table 6. Therefore, the optimal parameters that minimize the manufacturing and environmental components are the A1 (4.5 A), B1 (30:70 μs), C3 (30 V), and D4 (6 mm). The most significant factor is identified (Table 6) by determining the difference between the maximum and the minimum values of the closeness coefficient of the EDM parameters. The value indicated that discharge current (A) has strong effect on the output parameters. Finally, Fuzzy-TOPSIS result is compared with the results of GRA [50] model. The observed results are same for all the cases which are as shown in Fig. 3.

Comparison of the results
5 Conclusion
The present manufacturing industries is considered as one of the main sources of environmental pollution. How to minimize the environmental pollution is an important topic for the entire manufacturer. The novel Ti-6Al-4V with tap water is explored in this paper. The fuzzy-TOPSIS is used to optimize the process parameters and to improve the multiple performances of the EWR, MRR, and SR in the EDM. There are three conclusions gained as follows:
-
The result shows that experiment No. 2 yields the highest closeness coefficient value. Therefore, experiment No. 2 has the optimal machining paramagnets setting for the desirable output responses among the nine experiments.
-
The optimal parameters that minimize the manufacturing and environmental components are the A1 (4.5 A), B1 (30:70 μs), C3 (30 V), and D4 (6 mm). The most significant factor is identified by determining the difference between the maximum and the minimum values of the closeness coefficient of the EDM parameters. The value indicated that discharge current (A) has strong effect on the output parameters.
-
The fuzzy-TOPSIS result is compared with the published results of GRA model and indicated that the proposed methodology is validated and it can be used for multi-objective parameters optimization in green electrical discharge machining Ti-6Al-4V alloy with tap water.
Using tap water machining, Ti-6Al-4V alloy has high MRR, has less environmental pollution, and the also decrease the machining cost.
References
Pandey, A., Singh, S.: Current research trends in variants of electrical discharge machining: a review. Int. J. Eng. Sci. Technol. 2(6), 2172–2191 (2010)
Leao, F.N., Pashby, I.R.: A review on the use of environmentally friendly dielectric fluids in electrical discharge machining. J. Mater. Process. Technol. 149(1–3), 341–346 (2004)
Abbas, N.M., Solomon, D.G., Bahari, M.F.: A review on current research trends in electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 47(7–8), 1214–1228 (2007)
Singh, S., Bhardwaj, A.: Review to EDM by using water and powder-mixed dielectric fluid. J. Min. Mater. Charact. Eng. 10(2), 199–230 (2011)
Abbas, N.M., Yusoff, N.: Electrical discharge machining (EDM): practices in Malaysian industries and possible change towards green manufacturing. Procedia Eng. 41, 1684–1688 (2012)
Sheng, P., Srinivasan, M.: Multi-objective process planning in environmentally conscious manufacturing: a feature-based approach. Ann. CIRP 44(1), 433–437 (1995)
Abbas, N.M., Solomon, D.G., Bahari, M.F.: A review on current research trends in electrical discharge machining (EDM). Int. J. Mach. Tool Manuf. 47, 1214–1228 (2007)
Saaty, T.L.: The Analytic Hierarchy Process. McGraw-Hill, New York (1980)
Roy, B.: Decision-aid and decision-making. Eur. J. Oper. Res. 45, 324–331 (1990)
Kumar, R., Jagadish, Ray, A.: Selection of material for optimal design using multi-criteria decision making. Procedia Material Science. (2014) (Accepted for publication)
Caliskan, H., Kursuncu, B., Kurbanoglu, C., Guven, Y.S.: Material selection for the tool holder working under hard milling conditions using different multi criteria decision making methods. Mater. Des. 45, 473–479 (2013)
Kumar, R., Jagadish, Ray, A.: Selection of material: a multi-objective decision making approach. Presented at the international conference on industrial engineering, SVNIT, and Surat, India. Proceeding of ICIE-2013 with ISBN 978-93-83083-37-4,162-165 (2013)
Kumar, R., Jagadish, Ray, A.: Selection of cutting tool materials: a holistic approach. Presented at the 1st International Conferences on Mechanical Engineering. Emerging Trends For Sustainability, MANIT, vol. 5028. Bhopal, India. pp. 447–452 (2014)
Saket, S., Purbey, V., Jagadish, Ray, A.: Multi attributes decision making for mobile phone selection. Int. J. Res. Eng. Technol. 03(03), 497–501 (2014)
Deng, J.L.: Introduction to grey system. J. Grey Syst. 1(1), 1–24 (1989)
Tan, X.C., Liu, F., Cao, H.J., Zhang, H.: A decision-making framework model of cutting fluid selection for green manufacturing and a case study. J. Mater. Process. Technol. 129, 467–470 (2002)
Yeo, S.H., New, A.K.: A method for green process planning in EDM. Int. J. Adv. Manuf. Technol. 15, 287–291 (1999)
Abbas, N.M., Yusoff, N., Wahab, R.M.: Electrical discharge machining (EDM): practices in Malaysian industries and possible change towards green manufacturing. Proc. Eng. 41, 1684–1688 (2012)
Jagadish, Ray, A. Cutting fluid selection for sustainable design for manufacturing: an integrated theory. Procedia Material Science. (2014) (Accepted for publication)
Ray, Jagadish: A. Green cutting fluid selection using MOOSRA method. Int. J. Res. Eng. Technol. 03(03), 559–563 (2014)
Pradhan, M.K.: Estimating the effect of process parameters on surface integrity of EDMed AISI D2 tool steel by response surface methodology coupled with grey relational analysis. Int. J. Adv. Manuf. Technol. 67, 2051–2062 (2013)
Jagadish, Ray, A.: Green cutting fluid selection using multi-attribute decision making approach. J. Inst. Eng. India Ser C (2014) doi:10.1007/s40032-014-0126-0
Jagadish, Ray, A. Multi-objective optimization of green EDM: an integrated theory. J. Inst. Eng. India Ser C (2014) doi:10.1007/s40032-014-0142-0
Mandal, D., Pal, S.K., Saha, P.: Modeling of electrical discharge machining process using back propagation neural network and multi-objective optimization using non-dominating sorting genetic algorithm-II. J. Mater. Process. Technol. 186(1–3), 154–162 (2007)
Dvivedi, A., Kumar, P., Singh, I.: Experimental investigation and optimisation in EDM of Al 6063 SiCp metal matrix composite. Int. J. Mach. Machb. Mater. 3(3–4), 293–308 (2008)
Kanagarajan, D., Karthikeyan, R., Palanikumar, K., Sivaraj, P.: Influence of process parameters on electric-discharge machining of WC/30 %Co composites. P I Mech. Eng. B-J Eng. 222(7), 807–815 (2008)
Chiang, K.: Modeling and analysis of the effects of machining parameters on the performance characteristics in the EDM process of Al2O3 + TiC mixed ceramic. Int. J. Adv. Manuf. Technol. 37(5–6), 523–533 (2008)
Kuppan, P., Rajadurai, A., Narayanan, S.: Influence of EDM process parameters in deep hole drilling of Inconel 718. Int. J. Adv. Manuf. Technol. 38(1–2), 74–84 (2007)
Pradhan, M.K., Biswas, C.K.: Multi-response optimisation of EDM AISI D2 tool steel using response surface methodology. Int. J. Mach. Machb. Mater. 9(1–2), 66–85 (2011)
Medellin, H.I., De Lange, D.F., Morales, J., Flores, A.: Experimental study on electro discharge machining in water of D2 tool steel using two different electrode materials. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 223(11), 1423–1430 (2009)
Chen, S.L., Yan, B.H., Huang, F.Y.: Influence of kerosene and distilled water as dielectrics on the electric discharge machining characteristics of Ti-6Al-4V. J. Mater. Process. Technol. 87, 107–111 (1999)
Zhang, Y., Liu, Y., Ji, R., Cai, B., Shen, Y.: Sinking EDM in water in-oil emulsion. Int. J. Adv. Manuf. Technol. 65(5–8), 705–716 (2013)
Yan, B.H., Tsai, H.C., Huang, F.Y.: The effect in EDM of a dielectric of a urea solution in water on modifying the surface of titanium. Int. J. Mach. Tools Manuf. 45(2), 194–200 (2005)
Nguyen, M.D., Rahman, M., Wong, Y.S.: An experimental study on micro-EDM in low-resistivity deionized water using short voltage pulses. Int. J. Adv. Manuf. Technol. 58(5–8), 533–544 (2012)
Hascalık, A., Caydas, U.: Electrical discharge machining of titanium alloy (Ti-6Al-4V). Appl. Surf. Sci. 253, 9007–9016 (2007)
Gu, L., Li, L., Zhao, W., Rajurkar, K.P.: Electrical discharge machining of Ti6Al4V with a bundled electrode. Int. J. Mach. Tools Manuf. 53, 100–106 (2012)
Kansal, H.K., Singh, S., Kumar, P.: Technology and research developments in powder mixed electric discharge machining (PMEDM). J. Mater. Process. Technol. 184, 32–41 (2007)
Kansal, H.K., Singh, S., Kumar, P.: Numerical simulation of powder mixed electric discharge machining (PMEDM) using finite element method. Math. Comput. Model. 47, 1217–1237 (2008)
Ekmekci, B.: Residual stresses and white layer in electric discharge machining (EDM). Appl. Surf. Sci. 253, 9234–9240 (2007)
Zhang, Y., Liu, Y., Ji, R., Cai, B.: Study of the recast layer of a surface machined by sinking electrical discharge machining using water-in-oil emulsion as dielectric. Appl. Surf. Sci. 257(14), 5989–5997 (2011)
Kumar, J., Khamba, J.S.: Modeling the material removal rate in ultrasonic machining of titanium using dimensional analysis. Int. J. Adv. Manuf. Technol. 48(1–4), 103–119 (2010)
Ghoreishi, M., Atkinson, J.: A comparative experimental study of machining characteristics in vibratory, rotary and vibro-rotary electro-discharge machining. J. Mater. Process. Technol. 120(1–3), 374–384 (2002)
Abdullah, A., Shabgard, M.R.: Effect of ultrasonic vibration of tool on electrical discharge machining of cemented-tungsten carbide (WC-Co). Int. J. Adv. Manuf. Technol. 38, 1137–1147 (2008)
Kibria, G., Sarkar, B.R., Pradhan, B.B., Bhattacharyya, B.: Comparative study of different dielectrics for micro-EDM performance during microhole machining of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 48(5–8), 557–570 (2010)
Teimouri, R., Baseri, H.: Experimental study of rotary magnetic field-assisted dry EDM with ultrasonic vibration of workpiece. Int. J. Adv. Manuf. Technol. 67(5–8), 1371–1384 (2013)
Chattopadhyay, K.D., Satangi, P.S., Verma, S., Sherma, P.C.: Analysis of rotary electrical discharge machining characteristics in reversal magnetic field for copper-en8 steel system. Int. J. Adv. Manuf. Technol. 38, 925–937 (2008)
Lin, J.L., Lin, C.L.: The use of the orthogonal array with grey relational analysis to optimize the electrical discharge machining process with multiple performance characteristics. Int. J. Mach. Tools Manuf. 42(2), 237–244 (2002)
Tzeng, C.J., Lin, Y.H., Yang, Y.K., Jeng, M.C.: Optimization of turning operations with multiple performance characteristics using the Taguchi method and grey relational analysis. J. Mater. Process. Technol. 209(6), 2753–2759 (2009)
Sivapirakasam, S.P., Mathew, J., Surianarayanan, M.: Multi attribute decision making for green electrical discharge machining. Expert Syst. Appl. 38(7), 8370–8374 (2011)
Tang, L., Du, Y.T.: Experimental study on green electrical discharge machining in tap water of Ti-6Al-4V and parameters optimization. Int. J. Adv. Manuf. Technol. 70, 469–475 (2014)
Zadeh, L.A.: Fuzzy sets. Inf. Control 8(3), 338–353 (1965)
Bortolan, G., Degami, R.: A review of some methods for ranking fuzzy subset. Fuzzy Set Syst. 15(1), 1–19 (1985)
Tong, L.I., Su, C.T.: Optimizing multi-response problems in the Taguchi method by fuzzy multiple attribute decision making. Int. Qual. Reliab. Eng. 13, 25–34 (1997)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer India
About this paper
Cite this paper
Jagadish, Ray, A. (2015). A Fuzzy Multi-criteria Decision-making Model for Green Electrical Discharge Machining. In: Das, K., Deep, K., Pant, M., Bansal, J., Nagar, A. (eds) Proceedings of Fourth International Conference on Soft Computing for Problem Solving. Advances in Intelligent Systems and Computing, vol 335. Springer, New Delhi. https://doi.org/10.1007/978-81-322-2217-0_4
Download citation
DOI: https://doi.org/10.1007/978-81-322-2217-0_4
Published:
Publisher Name: Springer, New Delhi
Print ISBN: 978-81-322-2216-3
Online ISBN: 978-81-322-2217-0
eBook Packages: EngineeringEngineering (R0)