
Abstract
Accreditation Board for Engineering and Technology (ABET) in its format has put a new spin on experimentation skills in engineering education. The National Board of Accreditation (NBA) in India has adopted the graduate attributes (GAs) in line with the program outcomes (POs) of ABET. Specifically, outcome (b) states that engineering graduates must have “an ability to design and conduct experiments, as well as to analyze and interpret data.” While the ability to conduct experiments, as well as the ability to analyze and interpret data has been addressed by traditional laboratory courses, the ability to design an experiment presents a new challenge for teachers and students alike. The paper first discusses steps involved in design and conduct of experiments and analysis and interpretation of data/results, then a general process for experimental design and finally, presents an example of how this process is used to teach design of engineering experiments in a postgraduate program. The students were made to work in laboratory on an open-ended experimental design as a course project in addition to regular classroom activity. In the tutorial component of this course, students work through 7 multiweek modules that have been developed with a robust framework. Integrating design of experiments (DOE) into a course project builds teamwork, communication, and use of statistics in machining process in addition to enhancing the learning experience.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Accreditation Board for Engineering and Technology (ABET) in its format has put a new spin on experimentation skills in engineering education. The National Board of Accreditation (NBA) in India has adopted the graduate attributes (GAs) in line with the program outcomes (POs) of ABET. Specifically, outcome (b) states that engineering graduates must have “an ability to design and conduct experiments, as well as to analyze and interpret data.” While the ability to conduct experiments, as well as the ability to analyze and interpret data has been addressed by traditional laboratory courses, the ability to design an experiment presents a new challenge for teachers and students alike. The department has made several attempts to understand the requirements of the outcome (b) so that our processes could be designed or redesigned to fulfill the requirements. This paper emphasizes our learning by way of first discussing the general process for experimental design followed by an example of how this process is used to teach design of engineering experiments in a postgraduate course.
2 Experimental Design Process
Inquiry-based learning as outlined in reference [1] provides a framework to understand the process and the skills needed to design an engineering experiment. As we move from the ‘conduct’ type of experiments to student ‘design’ed experiments under the supervision of a teacher, the responsibility for the various tasks involved in doing so, gradually shifts from the teacher to the student. This is a very important observation because research has shown that taking responsibility for one’s own learning is one of eight conditions that must be satisfied in order to master a task or subject matter [2]. It is also an essential condition for the development of students as lifelong learners. Hence, it must be understood that without an opportunity to take responsibility for the decisions about the various tasks of an experiment, students cannot master the process of experimental design. The design of experiment concepts can be applied to one or more of the experimental and/or testing scenarios as described below that the students come across during their study of engineering.
-
An experiment has to be conducted to verify the known relationship between two or more variables
-
An experiment has to be conducted to establish the relationship between two or more variables which is unknown
-
A test has to be conducted to confirm its meeting the design specifications for the newly developed product, before production.
The first two types of experiments are shared between engineering and all science. The third type is unique to engineering. Just like with the design of an engineering product, it is desirable to have a general process that one can follow to design an experiment under any circumstances. This process can also serve as a tool for teaching students experimental design. An attempt to create such a process involves seven steps. They are:
-
1.
Define the goals and objectives of the experiment.
-
2.
Research any relevant theory and previously published data from similar experiments. The purpose of this step is to have an idea about what to expect from the experiment.
-
3.
Select the dependent and independent variable(s) to be measured.
-
4.
Select appropriate methods for measuring these variables.
-
5.
Choose appropriate equipment and instrumentation.
-
6.
Select the proper range of the independent variable(s).
-
7.
Determine an appropriate number of data points needed for each type of measurement.
Naturally, additional skills are needed to meet the other three components of outcome (b). For example, to conduct an experiment, an engineer should be able to:
-
Familiarize himself/herself with the equipment.
-
Calibrate the instruments to be used.
-
Follow the proper procedure to collect the data and/or measure the performance of the product.
To analyze a set of experimental data an engineer should be able to:
-
Carry out the necessary calculations.
-
Perform an error analysis.
-
Tabulate and plot the results using appropriate choice of variables and software.
Finally, to interpret the data an engineer should be able to:
-
Make observations and draw conclusions regarding the variation of the parameters involved.
-
Compare with predictions from theory or design calculations and explain any discrepancies.
The following sections provide an example of how production management (PG) students of industrial and production engineering department at BVB College of Engineering and Technology (BVBCET), Hubli are taught experimental design. Our approach to educating students with regard to experimentation has evolved ever since our thought process started to meet the requirements of outcome (b). Prior to 2010, all “experiments” used to be predefined measurement exercises. Since 2010, we have begun to introduce open-ended experiments including a course project, where the definition, execution, and documentation of engineering experiment is left entirely up to the student. An example of a course project by one batch of students from the academic year 2012–2013 is summarized below in light of the seven-point framework outlined above. The course provides students with the fundamental knowledge and principles in modern material removal processes. A physical understanding of the machining processes including forces, power consumption, temperatures, and other machinability aspects such as tool wear, tool life, and surface finish has been illustrated in this course. This core course consists of lecture (4 h/week) and tutorial (2 h/week), which includes course project. The modules developed in the course project of this course build teamwork, communication skills, and use of statistics and DOE in machining process along with the hands-on experience of the course.
3 Statistics and Design of Experiments
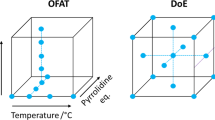
Statistics and DOE were cited as skills our industry personnel felt were weak in engineering graduates they were currently hiring. The employers also felt these skills were critical to a process engineer’s success. They emphasize statistics and DOE as two of the top skills needed for new college graduates to be hired as process engineers. There are frequently stand-alone classes on statistics and design of experiments. However, integrating the statistics and DOE directly into a laboratory class stemmed from a desire for the students to gain a more hands-on understanding of statistics. Six lab modules were designed to provide learning experiences in a range of basic topics in DOE and statistical analysis of data. Table 1 lists the modules and the schedule for a 14-week semester. The laboratory experiments are open ended, where teams of students design their own experiments to answer given questions. The modules increase in complexity of the DOE and statistics covered as well as the experimental planning required of the students [3].
The first week of each lab module is reserved as a dry lab session. During this week, the fundamentals of the DOE or statistical analysis of data needed for that module are taught. Students gain mastery of these skills by working through given dry lab exercises (numerical problems related to machining process). Then as a team they design an experimental plan to be carried out in the following weeks. The plan should be based on a specific assigned question and generate the needed data to be analyzed according to that module’s DOE and statistics principles. The students and faculty are provided with a list of learning objectives for the course. The list utilizes Bloom’s taxonomy and represents skills that can be assessed in the lab’s outcomes. They include technical skills on the theory and laboratory equipment as well as mastery of the DOE and statistical analysis of data principles. Table 2 lists the learning objectives for Module 4: Design of a Three Factor Experiment and Analysis of Variance as an example.
4 Module Contents
This course project is open ended, where teams of students design their own experiments for work-tool and process parameter combinations to perform the analysis on various machinability aspects in turning process.
-
The first module session is a dry lab session. During this week, the overview of DOE and statistical analysis of data needed for the course project is taught. For the current program of the same semester, simultaneously the students are already exposed to statistical experimental designs in the Robust Design course (Theory core course) for a period of 6 weeks from the beginning of the semester. Hence, the first module commences from the 7th week from the beginning of the semester and only 1 week is sufficient for this module as the students are already exposed to practical exercises of DOE in Robust Design course.
-
In the second module session, students gain mastery of skills by working through dry lab exercises by working numerical problems related to various engineering applications. The students begin to use the statistics and design of experiments they have been learning in the other modules to evaluate results from complex sample sets, that is multiple lots (runs) that each contain multiple samples to determine the variation within a process. In the dry-lab portion of the exercise, students review the F-test and how it can be applied to multiple runs and samples. Students then plan and carry out an experiment to statistically evaluate the repeatability of a process. Each team is assigned a machining process. They design a process flow through the equipment.
-
The third module is the planning phase, which is the heart of the course project that gives opportunities for the students to develop the experimental design skills. The students of each team work out a detailed plan of experiments. Prior to beginning of the lab experiment, each team reviews the experimental plan with the course instructor, discusses the various aspects such as proper control of factors, measurement of expected outcome (machinability aspect), and time management to complete the experiments in allotted session with the lab instructor. During this week, students of each team write clear objectives and statement of the problem, identifying the factors (controllable variables) and responses (expected outcomes) in an experimental setup. Each team determines the appropriate levels (ranges) of the identified factors based on response, control, and precision of machine tool and measuring instrument and time constraints. Finally each student team is assigned the lab equipments as per the experimental plan and the specific goal to be investigated.
-
Module 4 is the conducting phase, wherein each team carry out the experiments as per the experimental plan. In this session, the students learn overview of machining process and the measurement techniques of various machinability aspects. Teamwork and communication skills are broadly utilized in this class.
-
In Module 5, DOE and statistics are directly integrated into the experimental results. Each student team constructs the mathematical model of the proposed outcome. The ANOVA is used to test the statistical adequacy of the developed model [4, 5]. The coefficient of multiple regression is determined to test the goodness of fit of the model. The developed model is then used to predict the proposed machinability aspect by substituting the values of process parameters within the identified ranges. Two-factor interaction effects of process parameters are plotted for analyzing and interpretation of results using modern engineering tools/software. Students show final mastery of the concept by utilizing ANOVA in their final report to prove whether their variable was statistically significant.
-
Module 6 is the assessment phase. The evaluation of each student team performance is done through dry labs, development of experimental plans and management of time in the experiments in the lab, communication of the experimental results through statistical analysis and also in the form of reports.
5 Case Study: Course Project
Example of students’ course projects carried out by postgraduate Production Management program is outlined below.
-
(a)
Goal and objectives of the course project: Machinability analysis in turning for a specified work–tool combination to explore the effects of process parameters.
-
(b)
Research on literatures: Each team investigated various sources of information such as internet sources, published research articles on machinability aspects, visit to local suppliers for the availability of work and tool materials, reference of machine tool design data handbook, etc.
-
(c)
Selection of materials, machine tool, and measuring instrument: After investigating various sources of information along the way of designing the experiment, the following were selected.
-
Machine tool: Conventional centre lathe (Machine shop at BVBCET, Hubli)
-
Work material: Stainless steel (SS 316)
-
Tool material: Cemented carbide (K10)
-
Measuring equipment: Tool dynamometer for measurement of cutting forces in turning (Machine shop at BVBCET, Hubli)
-
-
(d)
Identifying the turning process variables: The key variables selected were
-
Independent variables (Factors): Cutting speed, feed, and depth of cut
-
Dependent variables (Responses): Machining force (for Team 1); Cutting power (for Team 2); Specific cutting pressure (for Team 3).
-
-
(e)
Selection of levels for the factors: The ranges of the identified process parameters were chosen based on the range of speeds and feeds available in conventional lathe and data available on machine tool design handbook. The proposed parameters are kept as wide as possible to obtain the variation in the response parameters. Table 3 presents the machining parameters and their levels selected in the current course project.
Table 3 Machining parameters and their levels -
(f)
Developing the experimental plan: Based on 3 levels, 3 factors, design of a 3 level full factorial experiment has been selected which involves 27 experiments. The experimental layout plan for the current course project is presented in Table 4.
Table 4 Experimental design and machinability aspects -
(g)
Experimental details: The experiments were carried out in 30 mm diameter and 100 mm length SS316 workpieces using cemented carbide tool (K10) without coolant. The strain gauge type tool dynamometer was used to measure the various forces, namely, cutting force (F c), thrust force (F t), and radial force (F r). The machinability is assessed through:
$$ \mathrm{Machining}\kern0.24em \mathrm{force},\kern0.24em {F}_{\mathrm{m}}=\sqrt{F_{\mathrm{c}}^2+{F}_{\mathrm{f}}^2+{F}_{\mathrm{d}}^2} $$(1)$$ \mathrm{Cutting}\kern0.24em \mathrm{power},\kern0.24em P={F}_{\mathrm{c}}v $$(2)$$ \mathrm{Specific}\;\mathrm{cutting}\;\mathrm{pressure},\kern0.24em {K}_{\mathrm{s}}=\frac{F_{\mathrm{c}}}{f*d} $$(3)The computed values of machining force (F m), cutting power (P), and specific cutting pressure (K s) are summarized in Table 4.
-
(h)
Analysis of experimental results through DOE: It involves the following steps:
-
Development of mathematical models: The second order mathematical models have been developed to explore the effects of three process parameters, namely, cutting speed (v), feed rate (f), and depth of cut (d) on three responses, machining force (F m), cutting power (P), and specific cutting force (K s). The mathematical model for three factors considering the two factor interactions is given by
where, Y: desired response and b 0,… b 33: regression coefficients to be determined for each response. Each team determined the regression coefficients using modern engineering tool/software.
-
Adequacy of the model was tested by each team through ANOVA and R 2; the results are summarized in Table 5.
Table 5 Summary of ANOVA for proposed machinability models and R 2
-
(i)
Interpretation of the experimental results through DOE: The machinability characteristic was analyzed by each team through developed prediction model by generating the plots considering two parameters at a time while keeping third parameter at center level. Figures 1, 2, and 3 exhibit the plots of interaction effects of process parameters on machinability for various teams. The variation tendency for each of the characteristics has also been analyzed and results were interpreted.
Fig. 1 
Interaction effects of process parameters on machining force
Fig. 2 
Interaction effects of process parameters on power
Fig. 3 
Interaction effects of process parameters on specific cutting pressure



6 Conclusions
Student response to the project has been extremely positive and majority of students enjoy working on the project. By its nature, the project lends itself to a more involved discussion of the concepts as they are presented. The concepts no longer exist as isolated cases, but rather are parts of a whole. Six modules were designed for a course project in Analysis of Machining Processes Theory core course of PG program in Production Management. The main aim of this course project is to give students an opportunity for developing experimental design skills and then integrate DOE into machining process. Students were divided in teams and were required to design and implement an open-ended problem. Open-ended problems have a role to play in enhancing learning in most of the laboratory experiments in UG program and show a path toward research for the students of PG program.
References
Du WY, Burford JF, Nikos JM. On the ability to design engineering experiments. In: Proceedings of the 8th UICEE annual conference on engineering education, Kingston, Jamaica, 7–11 February 2005.
Mourtos NJ. From learning to talk to learning engineering: drawing connections across the disciplines. World Trans Eng Technol Educ. 2003;2(2):1–6.
Gleixner S, Young G, Vanasupa L, Dessouky Y, Allen E, Parent D. Teaching design of experiments and statistical analysis of data through laboratory experiments. In: Proceedings of the 32nd ASEE/IEEE frontiers in education conference, Boston, MA, 6–9 November, 2002.
Montgomery DC. Design and analysis of experiments. New York: Wiley; 1997.
Gaitonde VN, Karnik SR, Davim JP. Design of experiments, chapter 5. In: Ozel T, Davim JP, editors. Intelligent machining: modelling and optimization of the machining processes and systems. London: ISTE-Wiley; 2009. p. 215–42. ISBN 978-1-84821-129-2.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer India
About this paper
Cite this paper
Gaitonde, V.N., Kotturshettar, B.B., Burli, S.B. (2015). Application of Design of Experiments (DOE) in Course Project. In: Natarajan, R. (eds) Proceedings of the International Conference on Transformations in Engineering Education. Springer, New Delhi. https://doi.org/10.1007/978-81-322-1931-6_45
Download citation
DOI: https://doi.org/10.1007/978-81-322-1931-6_45
Published:
Publisher Name: Springer, New Delhi
Print ISBN: 978-81-322-1930-9
Online ISBN: 978-81-322-1931-6
eBook Packages: EngineeringEngineering (R0)