
Abstract
The advent of smart materials has given a new dimension to the field of Materials Science, resulting in many significant application-oriented developments in all fields of engineering. Piezoelectric material is an important member of the smart material family. Bulk piezo sensors and actuators have been used widely for smart structure applications. The limitation in using piezoceramic material in its bulk form as sensors and actuators in real applications is due to its brittleness, nonconformability, high temperature processing, small area coverage, and associated ill effects of using an adhesive bond layer for attaching them. In situ piezo transducers, covering a large area, provide a very good solution circumventing aforementioned problems. The indigenous development of a smart and conformal piezoceramic coating with a low process temperature makes it suitable for Silicon batch processing not only for the fabrication of piezoceramic MEMS but also for the Nondestructive Evaluation (NDE) of metals and composites in guided wave-based real-time Structural Health Monitoring (SHM). This chapter presents the development of application-specific in situ piezoeceramic coating and the technical challenges therein.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
A significant area of ongoing research and development in the aerospace smart structures community is the implementation of an automated structural health monitoring (SHM) system using smart sensors and actuators integrated into the structure. This methodology provides a “built-in-test” diagnostic and prognostic capability for the vehicle’s health-management system. A reliable SHM system enables the practice of condition-based maintenance, which can significantly reduce life cycle costs by minimizing inspection time and efforts enabling the extension of the useful life of aerospace structural components. One of the most promising techniques under this development is guided wave-based Health Monitoring, where piezoceramic wafers are generally bonded to the structure to generate and receive high frequency stress/surface waves which give information about the health condition of the structure. Brittleness, nonconformability, high temperature processing, and small area coverage are the common problems associated with piezoceramic wafers other than the issues related to the ill effect of the bonding technique. Adhesive bonding reduces the mechanical to electrical (or vice versa) energy transfer due to the loss in the transduction signal. The stiffness of piezoceramic material is intrinsically high and the presence of an intermediate adhesive layer further increases the stiffness, which is a concern for the radial mode operation of these piezoceramic wafers. The search for proper adhesive material to bond these piezoceramic sensors for high temperature applications or to use them in corrosive environments remains a great challenge. An in situ piezoceramic coating could provide a better solution circumventing aforementioned problems.
Another field of growing interest is MEMS. High performance piezoceramic films are of great demand in MEMS applications [1–3]. However, the fabrication of piezoceramic MEMS gives more challenges than ferroelectric-based micro devices. It is critical to generate a sensing and actuation response from a MEMS device. This chapter presents the development of an application-specific piezoeceramic coating emphasizing its usage (applicability) in SHM and MEMS.
2 Backgrounds
Piezoceramics are essential components of many smart sensors and actuators. Initially, these piezoceramics were limited to single crystals of quartz, which were grown under controlled conditions in a particular orientation with respect to the crystal axes. In later days, polycrystalline piezoceramic materials were processed by using cost-effective techniques common to ordinary ceramic products. Lead zirconate titanate (PZT) is one of the most important piezoceramic materials, investigated extensively in the past decades in its polycrystalline and single crystal form due to its unique functional properties [4–7]. In the late 1980s, with the advent of nonvolatile random access memory (NVRAM) devices, bulk PZT was increasingly supplemented by PZT thin/thick films due to the ease with which they could be integrated into the semiconductor chip. Thick film (10–20 μm) piezoceramics have been used in high frequency transducers, and vibration control devices for their excellent actuation properties [8]. Piezoceramic layers in thin and thick film form are advantageous for real-time applications due to their flexibility (conformability), capability of large area coverage, high strain compatibility, and adhesive free direct bonding to the substrate structure leading to a better mechanical to electrical transduction. Considering these merits of a piezoceramic coating (thin or thick), one can say it is a potential alternative of bulk piezo. But to use it as an alternative to conventional bulk piezo, suitable coating methodologies need to be developed to deposit a film of 100–500 µm thickness with a comparatively low process temperature. Probably, a coating that cures at a low temperature and gives piezoelectric properties equivalent to monolithic piezoceramic wafers would represent an advancement or contribution to this field of research. The development of such a piezoceramic (pure and doped PZT) coating, which is an integral part of the substrate, was targeted first on aerospace grade metals and alloys, carbon fiber reinforced plastics (CFRP) composites including irregular surfaces and Si wafers. Later, it was extended to various other substrates and configurations using other lead-based and lead-free piezoceramics. In the following sections, the development of application-specific piezoceramic coatings is discussed.
3 Development of Piezoceramic Coating for MEMS
3.1 Low Temperature Thick Coating (10–100 µm)
It has already been mentioned that a thick film (10–20 μm) PZT has been used in ferroelectric MEMS devices. But, to produce a PZT film of that thickness, bulk micromachining of a monolithic wafer has been preferred since fabrication methods like tape casting, and screen printing showed drawbacks in achieving a 10–20 μm PZT film due to nonuniformity, high sintering temperatures (1200 °C), and nonreproducibility in their properties [9, 10]. It has been a very challenging task to fabricate thicker films at a low temperature. Though the sol-gel-based chemical method is widely used for the fabrication of thick films, but the thickness of sol-gel-coated films are limited to a few microns (<5 µm) due to the requirement of a large number of deposition cycles. Different approaches have been proposed for the fabrication of a low sintering phase formation by the aerosol deposition method, [11, 12] laser annealing processes [13], and microwave irradiation using magnetic field [14], etc. But, these fabrication methods require very involved and expensive instrumentation.
A low temperature process of thick film deposition is suitable for the Silicon batch process which is a composite sol-gel method [15]. In this method, seeding and high energy ball milling was used to lower the phase formation temperature of PZT to 300 °C. The effect of the ball milling of the composite sol on phase formation is revealed in an X-ray diffraction plot (Fig. 1). Clear and well-established pervoskite peaks of the seeded PZT film at 2θ = 22.5°(100), 32°(110), 34°(101), 38°(111), 44.2°(200), 55°(211) are observed in a 30 h milled sample (Fig. 1b) [16]. With an increase in the ball milling time from 30–40 h, the peak intensity was reduced, indicating a further decrease in grain size and the disintegration of the crystal phases. The tetra splitting observed in a 30 h ball milled sample (44°-200 and 55°-211) got converted into a doublet (2θ = 44°) and a singlet (2θ = 55°) with 40 h milling (Fig. 1c). Only milling of the sol-gel solution without seeding, and seeding without milling was not effective in bringing down the phase formation temperature below 450 °C.

XRD patterns of PZT film prepared by ball milling of composite sol for different milling times: a 15 h, b 30 h, and c 40 h
Due to the low density of the film, comparatively small dielectric polarization is observed in low temperature coatings. The leakage current is another important device parameter that ensures the reliability of the material for MEMS capacitor applications. Any dielectric material, not being a perfect insulator, allows a current to flow under an electric field which slowly discharges the capacitor. Leakage current measurement gives a qualitative estimate on imperfections and defects presents in the dielectric film (material). The characteristics plot of leakage current of the low temperature PZT film shows a current density of 7.6 µA/cm2 at 10 V (Fig. 2) for a film of thickness 5 µm. Similar results are even reported for PZT thin films [17]. Though a higher leakage is expected in low temperature thick film structures due to porosity, the nanocrystalline grain structure sometimes prevents the leakage to a greater extent by the inter grain depletion of grain boundary limited conduction [18, 19]. This methodology of thick film preparation could easily be coupled with the conventional Si batch process.

Variation of leakage current density with voltage for low temperature PZT films
3.2 PZT and PLZT Thin Film (200–1000 nm) Coatings
Like piezoceramic thick films, thin films are also used in surface micromachined piezo MEMS as micromotors, resonators, ultrasonic sensors, and transducers [20–23]. Thin film piezoceramics should have a low hysteresis at higher frequencies and a less coercive field for MEMS accelerometer or gyroscope applications. PZT-doped with olivalent inherits excellent piezoelectric properties. The substitution of lanthanum (La) for lead (Pb) in PZT changes its macroscopic properties and improves the fatigue resistance, enhances the spontaneous polarization, and reduces the coercive field. Epitaxial thin films have attracted much attention because of their superior directional properties and have been recognized for many technological applications. They are free from crystallographic defects like high angle grain boundaries and have a more extended life than ordinary films. In the epitaxial growth process, a specific crystallographic orientation is built up in the film as per the orientation of a substrate or by some other means. By this directional growth, anisotropy like a single crystal can be induced to the thin film with a higher mechanical strength because of polycrystalline grains. The combined advantages of the sol-gel method and epitaxial growth evolve as potential techniques in applied research with the added advantage of cost-effectiveness. For the fabrication of membrane-based piezoceramic pressure sensors, an epitaxially grown PLZT (111) thin film was used. Before going into the details of device fabrication and its performance, a quick review of the electrical and piezoelectric properties of the film would be of interest.
The hysteresis (P-E) loop shown in Fig. 3 for PLZT (111) film is obtained under switching conditions at 150 Hz with complete saturation. It shows saturation polarization Ps of 71 μC/cm2, remnant polarization Pr = 15 μC/cm2, and a coercive field Ec = 45 kV/cm. The coercive field increases with the frequency and at 1 MHz, it becomes 68 kV/cm.

The P-E hysteresis loop, measured on a (111)-oriented 1 µm thick PLZT film coated on Si/SiO2/Pt
In addition to the hysteresis loop, polarization switching by an electric field leads to the strain-electric field hysteresis in PLZT (111), as shown in Fig. 4. The strain-electric field hysteresis loop which resembles a butterfly and is called the butterfly loop, is due to the converse piezoelectric effect of the lattice. It could be due to the switching and movement of domain walls, also [24].

Polarization and strain loops measured on a (100)-oriented, 800 nm thick PLZT (8/52/48) film at 500 Hz
The reliability of piezoelectric measurement for a thin film sample is a prime concern. The effective piezoelectric behavior of thin films essentially needs to nullify the substrate effect. Surface profiles and electrode dimensions are also very important for accurate measurement. A very smooth surface with a surface profile of 5–6 nm film reproduces reliable data. An exceptionally smoothed surface profile (~2 nm) is possible to achieve by manipulation of process parameters while thin film preparation (Fig. 5).

Atomic force micrograph taken on 1 µm PLZT (111) having a surface profile of 2 nm
The effective longitudinal piezoelectric coefficient d33,f plot shown in Fig. 6 was taken on a PLZT (111) film by applying electrical excitation voltage on the sample and measuring the generated displacement. It shows an extraordinarily high d33,f (380 pm/V) due to the preferential orientation of the film (111). When an electric field is applied, domains which are not exactly parallel to the field readily get aligned, resulting in a higher piezoelectric d33,f value.

Piezoelectric d33,f coefficient of PLZT (111) film at different electrical excitation voltages
For piezoelectric transverse coefficient measurement, a distributed uniform strain on the thin film sample gives reliable results. Generally, a four-point bending test fixture helps in generating distributed strain over thin films when an alternating mechanical excitation signal is applied to the sample. Under this condition, the simultaneous measurement of displacement and charge gives a linear plot. By this method, in-plane strain is precisely applied to the film and e31,f is determined from the slope of the displacement versus charge curve multiplied by a geometric factor. A plot of displacement versus charge shown in Fig. 7 was taken on PLZT (111) which gives e31 about 0.08 C/m2. These piezoelectric properties are very useful to study before the fabrication of any device either on the macro- or microscale.

Plot of displacement versus charge of PLZT film for 10 V excitation
3.3 Fabrication of a Piezoceramic (Modified PZT) Membrane-Based Pressure Sensor
A typical model of a piezoceramic MEMS sensor is shown in Fig. 8. The sensor output is closely associated with the electromechanical properties of the piezoceramic coating and final packaging.

Basic model of the sensor
Modeling helps in optimizing the design geometry. It is known that a reduction in the thickness of the membrane generally increases the deflection and leads to increased sensor output. But, it is necessary to keep the thickness of the membrane optimum to increase the life cycle of the device. The operational pressure range for a piezoceramic pressure sensor can be calculated by limiting the stress value below the burst pressure of the membrane using the conventional formula [25] given in Eq. (3.3.1);
where
- β:
-
Constant value which is 0.31 for a square membrane
- p:
-
Applied pressure
- a:
-
Width of the PZT layer
- h:
-
Membrane thickness
The burst pressure defines the maximum pressure at which the membrane ruptures or undergoes mechanical failure. The rupture strength (compressive strength) for polycrystalline PZT is reported to be around 600 MPa. Though the elastic layer provides extra strength to the piezoceramic layer, it is important to operate the sensor in the pressure range where the maximum stress on the membrane is limited to 80 % of the rupture strength (Eq. 3.3.1). The rear etching of the wafer through reactive ion etching gives a perfect square released membrane. Optical micrographs of the PLZT-released membrane are shown in Fig. 9a, b.

a Top view of a PLZT membrane, b Rear of the released membrane
Getting a perfect dielectric layer (PLZT) between the top (Au) and bottom electrode (Pt) is a little critical, since there is a chance of puncture or crack in the piezoceramic layer during the process. The electrical resistance measurement of the piezoelectric layer would be the right experiment to perform to detect flawless sensor elements. After this stage of fabrication, a wire bonding could create damage to this tiny membrane. Figure 10 shows a wire-bonded PLZT membrane element. The final and most critical stage of fabrication is packaging which finally gives an effective sensor output. For the measurement of above atmospheric pressure, hermetic sealing at the rear of the piezoceramic membrane would be adequate, whereas vacuum sealing is required for measuring pressures below atmospheric level.

Wire-bonded sensor element
Figure 11 shows a prototype piezoceramic MEMS pressure sensor, fabricated out of a PLZT (111) 1 µm film. A typical plot of the device performance is shown in Fig. 12. Though it was mentioned in an earlier discussion that one can go high on the operational pressure range depending on the burst pressure, the ideal cut-off value for the working pressure of the device should be decided on the linear range of the input pressure versus output voltage data.

Piezoceramic MEMS pressure sensor

Voltage response of the developed MEMS pressure sensor
4 Development of a Piezoceramic Coating for SHM
In the acousto-ultrasonic technique, a broadband ultrasonic wave is injected onto the surface at one location of the test object with the help of a piezo transducer, and a receiving transducer is coupled to the same surface at another location. When the receiver is close enough to the sender, the acousto-ultrasonic approach turns into the traditional pulse-echo ultrasonic testing method. When the tested plates are thick (compared with the wavelength of the ultrasonic wave), and the spacing between sending and receiving transducers is greater than the plate thickness, we can explain the main components of the received waves using the resonance of ultrasonic waves [26]. When the tested plates are thin, the guided waves, namely Lamb waves, may be generated in the plates. Thus, understanding the propagation characteristics of the ultrasonic wave is essential for the successful application of the technique. A piezoceramic coating directly integrated with the structure is capable of passively or actively monitoring the changes within a structure that presage a component failure, and can detect all impacts on the structure and evaluate any damage. The optimum integration strategy of piezoceramic coating has yielded a cost-effective process suitable for field applications and is discussed here.
4.1 Composition Selection and Method of Preparation
The mechanical and electrical behavior of piezoceramic materials is described by various coefficients, which determine the performance of the device. For simplicity, only the coefficients, which are most important in the application of ultrasonic, are taken into consideration. The theory becomes rather complicated if anything more than a superficial treatment is attempted. The electromechanical stress–strain relationship of the piezoceramic materials is of utmost importance for acoustic wave generation and reception. The strain produced in a transducer by the application of a unit electric field is called the piezoelectric coefficient d. The d coefficient is called the transmitting constant of the transducer. The piezoelectric coefficient g is defined as the electric field produced under open circuit conditions per unit-applied stress. The g coefficient is called the receiving constant of the transducer, as receiving amplifiers are generally voltage sensitive, rather than charge sensitive. It is necessary to choose the proper composition of piezoelectric materials to have maximum d & g coefficients for transmitting and receiving applications.
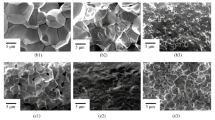
The piezoelectric properties of ferroelectric materials are highly composition and process-dependent. Lead Zirconate Titanate (PZT) has two main ferroelectric phases; rhombohedral (for x < 0.48 in PbZr1−xTixO3) and tetragonal (for x > 0.48 in PbZr1−xTixO3) under standard conditions. The boundary between the tetragonal and rhombohedral phase is sharply defined, and virtually independent of temperature, and this boundary is known as the morphotropic phase boundary (MPB). In bulk ceramics, maxima in the piezoelectric coefficients are generally observed at the MPB. The same behavior is often reported in thin films. But the piezoelectric properties of thin films are always smaller than those of bulk ceramics. A thick film piezoceramic coating shows a reasonably good actuation property. A spray coating of PZT slurry is suitable for thick film (500 µm) piezoceramics for the coverage of large areas, curved surfaces, and inaccessible locations (Fig. 13). An insitu piezoceramic coating on Aerospace Grade Aluminum and Composites (CFRP and GFRP) has been developed with the dual functions of transmitting and receiving of ultrasonic waves. The use of a hand-held spray and heat guns make this method suitable for coating bigger structures and field applications.

In situ PZT coating on various aerospace grade materials
This method of coating adds flexibility to the piezoceramic layer which helps in the shear mode of actuation, axial wave propagation, and improves the bending strength. As it is known to provide electrical contact to these devices, metallization is required on top of the PZT coating. But the structure itself can serve as the bottom electrode in the case of the conducting host structure. If the host structure is nonconducting, then a wrap on electrode or IDE (Inter digited electrode) can be suitably configured (Fig. 14) depending on the mode of operation of these in situ transducers.

PZT coating with a wrap on electrode and b IDE
For practical applications of this coating, strain compatibility between the coating and the host structure (substrate) needs to be ensured. Figure 15 represents the experimental setup where a PZT-coated Carbon Fiber Reinforced Plastic (CFRP) beam is mounted on a standard UTM to perform the test of tensile loading. For compressive loading, three points or a four-point bending setup can be used in such a way that the coating area undergoes a compressive loading. The coating can withstand a strain of the same order as the substrate and improves the mechanical as well as the performance stability of the device.

CFRP specimen with PZT coating failed at a tensile load of 43KN
4.2 Damage Detection Employing In Situ Piezoceramic Coating
As mentioned earlier, Lamb waves are a type of guided waves in doubly bounded media, and have important applications in Nondestructive Evaluation (NDE) and SHM. For plate structures of a few millimeter thickness these Lamb waves have useful properties like widely separated dispersion characteristics, less attenuation, etc., in the frequency range of 10–300 kHz. The dynamic strain sensitivity of the piezoceramic coating can be evaluated by analyzing its response to the incident Lamb waves. The Lamb waves at suitably chosen frequencies are very slightly dispersive and can propagate for very long distances without attenuation. There are two types of modes of Lamb waves: symmetric (S0) and antisymmetric (A0), which are also referred to as axial and flexural wave modes, respectively.
The accuracy of Lamb wave sensing using a piezoceramic coating depends on the clarity of the voltage signal acquired and the time information of the wave packets in the response. The group speeds of each mode of Lamb wave can be estimated from the respective wave packets for different frequencies using the arrival time information. The sensitivity of the piezoceramic coating as a sensor depends on its thickness, diameter, and frequency of the Lamb waves. Depending upon the diameter of the piezoceramic coating, the sensitivity can be suppressed or intensified over a particular band of frequency. Large-diameter piezoceramic coatings are very sensitive due to their large surface area but can be used at only lower frequency ranges. The sensitivity of the piezoceramic coating increases proportionately with its thickness for the entire frequency range.
Similarly, a piezoceramic coating can be used to generate the guided wave (including the Lamb wave) with two propagating wave modes (S0 and A0) when an excitation is sent through it. The performance of the piezoceramic coating actuators also depends on their sizes. Large-diameter piezocoating actuators are suitable for low frequency excitation, whereas small-diameter piezocoatings perform well at higher frequencies. Therefore, a careful choice of diameter of piezoceramic coating actuators is required depending upon the frequency of excitation. The stress generated in the piezoceramic coating actuator is proportional to the magnitude of the voltage applied across its electrodes.
The characterization of the sensing and actuation performance with frequency reveals the optimal frequency band at which the piezoceramic coating has to be used as a sensor, or an actuator, respectively. Damage interrogation should be taken at these optimal frequency bands using a guided wave technique. A piezoceramic coating can be used for the damage detection of various types of damages which usually occur in composite structures such as delamination, fiber cut, and fiber separation. Figure 16 shows a typical composite test object with a piezoceramic coating.

Composite beam with Piezoceramic coating used in damage detection
Studies on wave propagation in the presence of these damages in composite beams of identical dimensions (as shown in Fig. 16) would give information about the location and severity of such damage. Wave propagation on a healthy sample (without damage) of the same dimensions should be taken as a reference to understand the wave signatures. A generally symmetric (S0) wave mode is used for such detection since it is free from mixed modes due to a higher group velocity and less dispersive when compared to an antisymmetric (A0) wave mode. An actuation signal sent from S1 is reflected and transmitted from the damage location. The transmitted wave mode can be sensed by S2 and the reflected wave mode by S1 (Fig. 16). The effect of different damages on the reflected wave and transmitted wave signal is shown in Fig. 17a, b, respectively in comparison with healthy signals. It is seen from Fig. 17a that the magnitude of the reflected wave mode (S0) increases for fiber cut and combined damages of fiber cut plus fiber separation. The increase in the magnitude of reflected wave mode is due to the reflection of the wave energy from the damage.

Comparison of healthy and damaged signals from a piezoceramic coating a reflected signal, b transmitted signal
Transmitted wave propagation through the damage can be monitored using the piezoceramic coating, S2. Damages such as fiber cut and fiber separation have the same effect on the transmitted signal strength. The highest impact on the signal is observed when fiber cut and fiber separation are combined as seen in Fig. 17b. The healthy and damaged signals are used to localize the damage and estimate its severity by postprocessing it using wavelet transforms. The postprocessing of the signals from the piezoceramic coatings of damaged and undamaged composite structures using wavelet coefficients gives the damage location. An accurate location estimation makes this technique very promising for the health monitoring of composite structures. The damage severity can be estimated using axial-guided wave modes.
5 Conclusion
The developed in situ piezoceramic coating for a wide range of thicknesses (200–500 µm) is a novel process combining the features of bulk piezo wafers and flexible piezo polymers. The coating, using hand-held equipment is cost-effective and resolves the issues of the adhesive bonding technology associated with the applications of stand-alone piezoceramic wafer or piezo polymer thin films as smart sensors and actuators. The technology developed is suitable for both the silicon batch process and the nondestructive evaluation of metals and composites. The in situ coating has proved to be very reliable for ultrasonic Lamb wave generation and sensing, making it a potential candidate for SHM applications and piezo MEMS which is a value addition to the Aerospace Industry and Smart Materials Research.
References
Polla DL, Francis LF (1998) Processing and characterization of piezoelectric materials and integration into microelectromechanical systems. Annu Rev Mater Sci 28:563–597
Trolier-McKinstry S, Muralt P (2004) Thin Film Piezoelectrics for MEMS. J Electroceram 12:7–17
Muralt P (2000) PZT thin films for microsensors and actuators: where do we stand? IEEE T UFFC 47:903–915
Jang LS, Kuo KC (2007) Fabrication and characterization of PZT thick films for sensing and actuation. Sensors 7:493–507
Wang Z, Miao J, Zhu W (2007) Piezoelectric thick films and their application in MEMS. J Eur Ceram Soc 27:3759–3764
Corker DL, Zhang Q, Whatmore RW et al (2002) PZT ‘composite’ ferroelectric thick films. J Eur Ceram Soc 22:383–390
Pandey SK, James AR, Raman R et al (2005) Structural, ferroelectric and optical properties of PZT thin films. Phys B 369:135–142
Tyholdt F, Dorey RA, Bredesen R et al (2007) Novel patterning of composite thick film PZT. J Electroceram 19:315–319
Gang J, Qingxian H, Sheng L, Dongxiang Z, Qiuyun F (2012) Effect of solid content variations on PZT slip for tape casting. Process Appl Ceram 6(4):215–221
Dietze M, Es-Souni M (2008) Structural and functional properties of screen-printed PZT–PVDF-TrFE composites. Sensor Actuat A 143:329–334
Lebedev M, Akedo J, Akiyama Y (2000) Actuation properties of lead zirconate titanate thick films structured on Si membrane by the aerosol deposition method. Jpn J Appl Phys 39:5600–5606
Akedo J, Lebedev M (2001) Influence of carrier gas conditions on electrical and optical properties of Pb(Zr, Ti)O3 thin films prepared by aerosol deposition method. Jpn J Appl Phys 40:5528
Chou C, Tsai S, Tu W et al (2007) Low-temperature processing of sol-gel derived Pb(Zr, Ti)O3 thick films using CO2 laser annealing. J Sol-Gel Sci Technol 42:315–322
Wang ZJ, Cao ZP, Otsuka Y et al (2008) Low-temperature growth of ferroelectric lead zirconate titanate thin films using the magnetic field of low power 2.45 GHz microwave irradiation. Appl Phys Lett 92:222905–222905-3
Dutta S, Jeyaseelan A, Sruthi S (2013) Low temperature processing of PZT thick film by seeding and high energy ball milling and studies on electrical properties. J Electron Mater 42(12):3524–3528
Chen YZ, Ma J, Kong LB, Zhang RF (2002) Seeding in sol–gel process for Pb(Zr0. 52Ti0 48)O3 powder fabrication. Mater Chem Phys 75:225–228
Zhao QL, Cao MS, Yuan J et al (2010) Thickness effect on electrical properties of Pb(Zr0.52Ti0.48)O3 thick films embedded with ZnO nanowhiskers prepared by a hybrid sol-gel route. Mater Lett 64:632–635
Hu SH, Hu GJ, Meng XJ et al (2004) The grain size effect of the Pb(Zr0.45Ti0.55)O3 thin films deposited on LaNiO3-coated silicon by modified sol-gel process. J Cryst Growth 260:109–114
Boukamp BA, Pham MTN, Blan DHA et al (2004) Ionic and electronic conductivity in lead–zirconate–titanate (PZT). Solid State Ionics 170:239–254
Muralt P, Kohli M, Maeder T et al (1995) Fabrication and characterization of PZT thin-film vibrators for micromotors. Sensor Actuat A 48:157–165
Muralt P, Kholkin A, Kohli M et al (1995) Fabrication and characterization of PZT thin films for micromotors. Integr Ferroelectr 11:213–220
Muralt P, Ledermann N, Baborowski J et al (2005) Piezoelectric micromachined ultrasonic transducers based on PZT thin films. IEEE Trans Ultrason Ferroelect Freq Contr 52:2276–2288
Deshpande M, Saggere L (2007) PZT thin films for low voltage actuation: Fabrication and characterization of the transverse piezoelectric coefficient. Sensor Actuat A 135:690–699
Damjanovic D (2005) The Science of hysteresis. In: Mayergoyz I, Bertotti G (eds.) Hysteresis in piezoelectric and ferroelectric materials, vol 3. Elsevier, Amsterdam
Henning AK, Patel S, Selser M et al (2004) Factors affecting silicon membrane burst strength. Proc SPIE 5343:145–153
Yuanxia X, Zhenqing L (1999) Analysis of ultrasonic waves in plates by geometrical ultrasonics and its applications. Nondestruct Test 21(12):53
Acknowledgments
I thank NPMASS for the funding in support of this research under the project “Acousto-ultrasonic coating for structural health monitoring” -PARC 1:2. I also thank Prof. D. Roy Mahapatra, Aerospace Engineering, IISc-Bangalore for his contribution and suggestions on SHM experiments.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer India
About this chapter
Cite this chapter
Dutta, S. (2014). Piezoceramic Coatings for MEMS and Structural Health Monitoring. In: Vinoy, K., Ananthasuresh, G., Pratap, R., Krupanidhi, S. (eds) Micro and Smart Devices and Systems. Springer Tracts in Mechanical Engineering. Springer, New Delhi. https://doi.org/10.1007/978-81-322-1913-2_13
Download citation
DOI: https://doi.org/10.1007/978-81-322-1913-2_13
Published:
Publisher Name: Springer, New Delhi
Print ISBN: 978-81-322-1912-5
Online ISBN: 978-81-322-1913-2
eBook Packages: EngineeringEngineering (R0)