
Abstract
The tribological properties of abrasive-based novel friction materials, viz., Alumina, SiC, and SiO2, were characterized for physical and chemical properties. The wear and frictional performance were evaluated under various operating conditions like speed and pressure. Reduced scale prototype was set up to evaluate performance parameters. Worn surface of friction materials was analyzed over SEM to understand the surface wear. Result showed that under the different operating conditions, SiO2 has higher wear resistance followed by SiC and alumina that had least wear resistance. Apart from this, better friction properties were observed for SiO2 that was followed by alumina and SiC.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Brake system plays a major role in today’s fast-moving transportation industry as the liberty to speed depends on its efficient control. When the brake is applied, the friction material lining on the brake pad presses against the rotating component (disc or drum) fixed on the wheel, thereby converting kinetic energy into heat energy due to friction process. The heat thus generated at the sliding interface of the rotor and stator is dissipated primarily by conduction through various components of the brake, by convection and radiation to the atmosphere and adjacent components. Parts of this heat are absorbed by chemical, metallurgical, and wear processes occurring at the interface. The most important function of friction material is to provide adequate friction with minimal damage to the pad surface. Abrasive particles of these materials enhance the friction property even at elevated temperature and help in achieving an optimum frictional coefficient (μavg). The frictional material is thus the heart of a braking system.
Friction materials are multi-ingredient composites containing binder, fibers, functional fillers, and space fillers. The composition of friction materials is complex and normally consists of more than 10 ingredients among which abrasives are used for its good performance in friction (Blau 2001; Bijwe 1997; EL-Tayeb and Liew 2009). Each ingredient is incorporated to perform desired function without affecting the behavior of other ingredients.
Influence of various abrasives such as SiO2 and SiC in brake friction material was studied for their friction and wear performance (Crosa et al. 1991). Friction coefficient of four different abrasives was evaluated in the order of silicon carbide > zircon > quartz > magnesia (Kim et al. 2011) and was independent of the load unless the abrasives were fractured due to low fracture roughness. Also, the friction coefficient decreased with time and was stabilized due to blunting of the abrasives and clogging by wear debris. It was noticed that surface damage against a counter disc was severe in the case of using silicon carbide, whereas magnesia polished the surface. The friction material with silicon carbide highlighted the considerable effect of pressure on the friction coefficient. All friction material specimens produced stick–slip during the slow-speed drag tests, which was more significant when silicon carbide and zircon were used as abrasives. Composites containing the finest SiC particles showed the highest values of friction coefficient and reduced specific wear rate and lowest fade (Vlastimil et al. 2010). Friction materials with 2 % abrasives (by weight) offered adequate friction (Satapathy and Bijwe 2000).
The present study aims to analyze the tribological performance of abrasives, viz., alumina, SiC, and SiO2 of micron size in brake friction material for its wear performance and friction coefficient.
2 Experiment Details
2.1 Composite Fabrication
Friction composites prepared on the basis of fixed material batch contained 10 different master ingredients, i.e., phenolic resin binder, lapinus Rb220, steel wool, PAN, fiber, vermiculite, graphite, cashew dust and brass swarfs, and space fillers. These master ingredients amount to 98 % by weight composition. Rest 2 % of composition constituted abrasives that were mixed with master ingredients. The mixture was prepared using plough shear mixer at the chopper speed of 2,800 rpm and feeder speed of 1,450 rpm that ensured the physical isotropy of the composites. Later, mixture was cured in a mold supported by the adhesive-coated back plate. Each composite specimen was prepared with 85 g of mixture and heated at a temperature of 140 °C for 8–10 min at 10 MPa. The surface of brake pad was then grinded in a grinding machine after the post-curing of composites in an oven for 6 h.
2.2 Design of Experiment
The friction and wear test were conducted on a reduced scale prototype disc of original vehicle (0.12 m radius), and specimens of size 25 × 25 cm2 were cut from brake pads. Three speed (800, 1,000, and 1,200 rpm) and three pressure (2, 3, and 4 MPa) combinations were chosen for design of experiments. For a given specimen, test consists of 25 brakings of duration 2 s each. For each experiment, new disk was used from the same lot of disks with new pad specimens. During experiment, temperature varies from room temp to 80 °C and it was ensured to be maintained below 80 °C at start of each brake (Fig. 1).

Schematic diagram of tribo test rig
3 Result and Discussion
Physical (density and porosity) characterization and chemical (acetone extraction) characterization were done as per standard practice (Replacement Brake Lining Assemblies 1993). Hardness testing was done on a Rockwell hardness tester using S scale.
Following conclusions are made from the Table 1:
-
1.
acetone extraction (uncured resin)—alumina > SiO2 > SiC
-
2.
density—alumina = SiO2 > SiC
-
3.
porosity—SiO2 > alumina > SiC
-
4.
hardness—SiO2 > SiC > alumina
-
5.
water absorption—SiO2 > alumina > SiC.
During acetone extraction, the uncured region gets washed out. The highest value of this parameter (0.86) for alumina indicates that it had the maximum uncured region that leads to its least hardness when compared with SiO2 and SiC. Similarly it was noticed that if porosity is more, density decreases and water absorption increases. Highest water absorption was noticed for SiO2 that had much higher porosity as compared to the other two abrasive-based composites.
3.1 Wear Analysis
Wear performance of composites was evaluated using standard weight reduction method. Figure 2 shows the wear performance of composites. Wear of the composites followed the order alumina > SiC > SiO2. SiO2 shows the minimum wear under different speed and pressure followed by SiC and then alumina. Alumina is the poorest choice from wear point of view, and SiO2 is the better choice.

Wear performance of composites
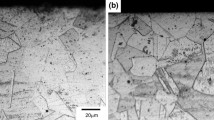
Figure 3 shows the SEM of worn surface of worn-out composites. Proper distribution of abrasives and good adhesion of the ingredients can be noticed. Alumina surface shows cracks along with a peeled-off fiber, which support higher wear of these composites. SiC showed a lot of primary ingredients that were exposed during wearing. SiO2 was the best performer in the series of composites and showed a least number of exposed ingredients.

SEM of worn surfaces of composites
3.2 Friction Performance of Composite
Figure 4 shows the decreased coefficient of friction (μavg) with the increase in pressure, but the trend is not continuous with speed. At higher speed, μavg decreased rapidly due to high temperature within a small period of time. At higher pressure, μavg decreased because it is inversely proportional to load. Composites containing SiO2 show least variation in μavg followed by alumina and SiC.

Friction performance of composites under a 2 MPa, b 3 MPa, and c 4 MPa
4 Conclusion
In this study, three friction composites are developed using micro-abrasives (2 % by wt.), viz., alumina, SiC, and SiO2, as abrasive parts under identical processing conditions. The composites were evaluated for physical, mechanical, and tribological performance on reduced scale prototype. Frictional and wear behavior was studied. Based on performance evaluation, it was observed that performance is greatly influenced by type of abrasive. SiO2 proved to impart highest wear resistance followed by SiC and then alumina apart from this SiO2 shows less variation of friction coefficient and hence offer superior properties followed by Alumina and SiC.
References
Bijwe J (1997) Composites as friction materials: recent developments in non-asbestos fiber reinforced friction materials—A review. Polym Compos 183:378–396
Blau P (2001) Compositions, functions and testing of friction brake materials and their additives. Oak Ridge National Laboratory, Department of Energy, Tennessee, USA
Crosa G, Enderle N, Leal H, Oliveira A, Stedile FC, Baumvol IJR (1991) Study on effect of abrasives on friction material composites. In: Proceedings of ICAM 91, pp 87–93. Strasbourg, France, 27–29 May 1991
EL-Tayeb NS, Liew KW (2009) On the dry and wet sliding performance of potentially new frictional brake pad materials for automotive industry. Wear 266(1–2):275–287
Kim SS, Hwang HJ, Shin MWK, Jang H (2011) Friction and vibration of automotive brake pads containing different abrasive particles. Wear 271:1194–1202
Replacement Brake Lining Assemblies (1993) E.C.E. Regulation No-90, INTEREUROPE Regulation Ltd., 1997, UN
Satapathy BK, Bijwe J (2000) Analysis of simultaneous influence of operating variables on abrasive wear of phenolic composites. Wear 253:787–794
Vlastimil MJ, Lu Y, Jiao L, Huang L, Martynkova GS, Toma V (2010) Effects of silicon carbide particle sizes on friction-wear properties of friction composites designed for car brake lining applications. Tribol Int 43:144–151
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer India
About this paper
Cite this paper
Kumar, R., Jain, D. (2014). Tribological Properties of Different Micro-abrasives in Friction Materials. In: Khangura, S., Singh, P., Singh, H., Brar, G. (eds) Proceedings of the International Conference on Research and Innovations in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, New Delhi. https://doi.org/10.1007/978-81-322-1859-3_32
Download citation
DOI: https://doi.org/10.1007/978-81-322-1859-3_32
Published:
Publisher Name: Springer, New Delhi
Print ISBN: 978-81-322-1858-6
Online ISBN: 978-81-322-1859-3
eBook Packages: EngineeringEngineering (R0)