
Abstract
Components used in high temperature applications require special material properties to be able to withstand these external conditions. However, oftentimes only individual component areas are exposed to such requirements. Multi-material solutions facilitate the use of the right material at the right place, thus saving resources and costs. One approach, considered in the CRC “Tailored Forming”, is the use of pre-joined hybrid semi-finished products to manufacture high-performance multi material components. Within the scope of this study, the forming process for the production of a hybrid shaft made of the nickel-based alloys AISI alloy 625 and AISI 304 is numerically investigated. A material characterisation was carried out to analyse the different thermomechanical properties of the materials and to define a suitable process window in which the flow properties are adjusted. Furthermore, the influence of various die angles on the joining zone was investigated. A tool load analysis was finally carried out.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Bulk metal forming components are often used in areas exposed to high temperatures and loads. They are applied in the automotive and aviation as well as electrical and chemical industry. The nickel-based alloy AISI alloy 625 has been widely used in high temperature applications such as aerospace, petrochemical, marine and nuclear industries because of its excellent oxidation resistance and superior mechanical properties [1]. This alloy has been developed for service temperatures above 600 °C, and it possesses high strength and excellent fabrication characteristics [2]. The AISI alloy 625 contains relatively high levels of chromium, molybdenum, carbon and niobium [3]. The material AISI 304 is an austenitic chromium-nickel. It also offers good mechanical properties as well as corrosion resistance and can be used at temperatures up to 300 °C. In order to save resources, the collaborative research centre (CRC) 1153 at the Leibniz Universität Hannover develops a new process chain with the objective of manufacturing novel hybrid components based on the use of pre-joined hybrid semi-finished products [4]. This innovative concept, called tailored forming, is based on the use of pre-joined hybrid semi-finished products, which allows a thermo-mechanical treatment of the joining zone during the forming process to improve their properties. For the joining of the hybrid semi-finished products, different processes like friction welding or build-up welding are investigated [6]. The influence of forming is investigated by means of various processes like die forging, cross-wedge rolling or impact extrusion are designed to manufacture high performance multi-material components [5].
The performance of the hybrid components was proven in [7] by means of tensile specimens taken from the joining zone of a formed serial hybrid semi–finished product made of a steel-steel combination. Since, the failure of the components did not occur in the joining zone, the strength of the joining zone appears to be at least as high as that of the used base materials.
In the present work, an extruded shaft made by the tailored forming process chain using a hybrid semi-finished product consisting of AISI alloy 625 and AISI 304 in serial configuration is presented. The intention is to use the AISI alloy 605 only in those areas of the component that are exposed to high thermo-mechanical loads and to use the more cost-effective AISI 304 in the other areas. In this way, a component with locally adapted properties can be provided and resources and costs can be saved. Furthermore, the forming process of hybrid semi-finished products is a complex process close to the limit of feasibility. By applying the complex process chain of tailored forming, it is possible to produce hybrid components in large quantities, which considerably reduces time and costs. At the same time, the transferability of the CRC process chain to high-alloy materials can be investigated. First, a material characterisation was carried out. In the past decade these two materials have been studied extensively using hot torsion or hot compression experiments [8]. The results show that a dynamic recrystallisation (DRX), which is one of the main softening mechanisms at high temperature, takes place after reaching a critical strain \( \varphi_{p} \) [9]. When the softening process is governed by dynamic recrystallisation, the flow stress passes through a single peak or shows a cyclic behaviour and subsequently drops to a steady state regime [10, 11]. All the presented works [9,10,11] used a temperature range between 800 °C and 1200 °C, but only strain rates below 1 s−1 or high plastic strains up to 2 were considered. Yet, in the present study the flow behaviour at a strain rate up to 100 s−1 will be investigated by means of a hot compression test. The results will be used to compute the coefficients of the Hensel-Spittel-10 flow curve approach. Subsequently, an impact extrusion forming process with three different angles of the forming tool is considered in order to achieve the highest possible surface enlargement of the joining zone. This is necessary to get a sufficient thermo-mechanical treatment of the joining zone to enhance the performance of the component [7]. Finally, a stress analysis of the forming tools is presented.
2 Experimental Setup of the Material Characterisation
Uniaxial compression tests were carried out to investigate the flow behaviour of the two steel grades AISI alloy 625 and 304 to identify the temperature range at which the flow properties are similar. Cylindrical specimens with a diameter of 10 mm and a height of 15 mm were used. The upsetting tests were carried out with the forming simulator Gleeble 3800-GTC (cf. Fig. 1). Investigated temperatures ranged between 800 °C and 1200 °C with steps of 100 °C. The specimens were heated conductively in an evacuated test chamber. Since the flow behaviour depends on the temperature and the strain rate, four different strain rates were also investigated. The examined strain rates \( \dot{\varphi } \) were 1.5 s–1, 10 s−1, 50 s−1 and 100 s−1. The specimens were upset to a plastic strain of \( \varphi \) = 0.7. Up to this point, the influence of friction on the measurement result is negligibly small [12]. Due to the high investigated strain rates, an isothermal compression test cannot be guaranteed. The heating due to plastic dissipation of the specimen is considered in the calculation of the flow curves. The resulting test data will subsequently be used to calculate the coefficients of the Hensel-Spittel-10 flow curve approach, which will be used in the numerical model. The analytical flow curve approach is shown in Eq. (1). The resulting flow stress is represented by σf. The coefficients A, m1, m2, m3, m4, m5, m6 and m7 were computed with the GRG nonlinear optimisation algorithm. Analytical flow curve approaches like the Hensel-Spittel-10 approach describe the flow behaviour in a defined area of strain, temperature and strain rate. Due to the use of the flow curve approach, it is unnecessary to investigate the entire experimental matrix. The executed tests are marked in the experimental matrix in Fig. 1. The tests are sufficient to compute the coefficients of the flow curve approach presented and the simulation of the uniaxial compression will additionally validate the coefficients. The resulting flow curves, the coefficients of the flow curve approach and the validation of the coefficients are discussed in Sect. 4.

Gleeble 3800-GTC with a view into the test chamber and the presentation of the specimen used and the experimental test matrix
3 Modelling of the Numerical Forming Process
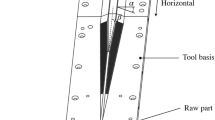
In Fig. 6(a), the numerical model of the forging process, which was set up with simufact.forming v16, is shown. The impact extrusion tool system consists of a punch, a die and the serially arranged semi-finished products with the AISI alloy 625 on top made by friction welding. An axisymmetric numerical model was created. The diameter of the semi-finish product is 40 mm and will be reduced by the full forward impact extrusion process to 30 mm. The height of the semi-finished product is 100 mm, where the proportion of AISI alloy 625 is 60 mm. The proportion of the AISI 304 is 40 mm. An elastic-plastic material model was used to represent the material behaviour. Quadratic elements of the type quads (10) were chosen to discretise the semi-finished products. The initial temperature of the punch and die was 250 °C. The punch and the die were modelled as deformable bodies to calculate heat conduction and mechanical stress within the tools. The joining zone of the semi-finished product was modelled by an adhesive contact. To map the friction between semi-finished product and the punch and the die, the combined friction model was used. The combined friction model consists of the tresca-formulation with m = 0.3 and the coulomb-formulation with µ = 0.1. Three dies with different angles \( \alpha \) (25°, 30° and 35°) were investigated to analyse the effect on the joining zone. The die consisted of the material AISI L6. For the stress analysis, the material data was taken from the simufact.forming database.
4 Results
Results of the material characterisation
In Fig. 2, the resulting flow curves at a strain rate of \( \dot{\varphi } \) = 1.5 and various temperatures are presented; Fig. 2(a) considers AISI alloy 625 and Fig. 2(b) AISI 304. The general characteristics of the flow curves of the alloy 625 are similar in hardening at low plastic strains and subsequently softening at various temperature conditions.

(a) Resulting stress strain curves of alloy 625 and (b) AISI 304 at a strain rate of 1.5 s-1 and test temperatures of 800 °C, 900 °C, 1000 °C, 1100 °C and 1200 °C
However, the hardening behaviour decreases with increasing temperature. In particular, at the lower investigated temperatures, the material AISI 304 shows a significantly lower yield stress level. At a temperature of 800 °C, the AISI alloy 625 reaches the peak flow stress after a critical plastic strain of \( \varphi_{p} = 0.4 \). Due to the DRX with a single peak behaviour, a softening process is subsequently observed. With increasing temperature, the critical plastic strain \( \varphi_{p} \) decreases. Accordingly, the test temperature strongly influences both the level of flow stress and the critical plastic strain \( \varphi_{p} \) at which the DRX takes place [1]. These results were also observed by other authors [13,14,15]. In contrast to the AISI alloy 625, the AISI 304 steel shows significantly lower softening behaviour. At the investigation settings of T = 900 °C and \( \dot{\varphi } = 1.5 \;{\text{s}}^{ - 1} \), the effect of DRX cannot be observed clearly. Generally, with a decrease of the temperature and increases of the strain rate, the peak of the flow stress curve is less obvious, which indicates that the critical plastic strain \( \varphi_{p} \) is not reached yet [17]. As shown by Dehghan-Manshadi et al., at test conditions of 900 °C and \( \dot{\varphi } = 1 \;{\text{s}}^{ - 1} \), the critical plastic strain \( \varphi_{p} \) is reached below \( \varphi = 1 \) [16]. Meanwhile, Kim and Yoo prove that a critical strain \( \varphi_{p } \) of 1 is detected at a test temperature of 1000 °C at a strain rate of \( \dot{\varphi } = 5 \;{\text{s}}^{ - 1} \) [17]. This indicates that the critical plastic strain increases with increasing temperature and strain rate. In [18], at test conditions of 1150 °C and strain rates in the range of 0.1 s−1 and 0.001 s−1, a clear critical plastic strain of \( \varphi_{p} \) = 0.3 was detected. So the effect of DRX becomes clearly visible with a plastic strain below \( \varphi = 1 \). Summarising these studies’ results, an obvious DRX cannot be detected for the described test conditions between 900 °C and 1200 °C at \( \dot{\varphi } \) = 1.5 and above for the AISI alloy 304. Furthermore, Fig. 2 shows that the level of flow stress of AISI alloy 625 at 1200 °C is nearly equal to the flow stress level of AISI 304 at 1100 °C. This does not apply at higher strain rates, though, as shown in Fig. 3. The resulting flow curves at a temperature of 1100 °C and the strain rates 10 s−1, 50 s−1 and 100 s−1 are depicted in Fig. 3. For AISI alloy 625 (cf. Fig. 3(a)), the flow stress increases with increasing strain rate. An explicit DRX can be obtained for the strain rates 50 s−1 and 100 s−1.

(a) Resulting stress strain curves of alloy 625 and (b) AISI 304 at strain rates of 10 s−1, 50 s−1 and 100 s−1 and a temperature of 1100°C
For the tested strain rate of 10 s−1, the effect of DRX decreases significantly. This can also be seen in [15], where the same test conditions were used. Again, no significant DRX can be obtained for AISI 304 (cf. Fig. 3(b)). However, the level of flow stress increases with an increase of the strain rate. Furthermore, for all tested strain rates, the level of flow stress is lower compared to AISI alloy 625. In Fig. 4(a), flow curves at 1200 °C and various strain rates are shown. The level of flow stress decreases due to the higher test temperature of 1200 °C for the alloy 304.

(a) Resulting stress strain curves of alloy 304 at strain rates of 10 s−1, 50 s−1 and 100 s−1 and a temperature of 1200 °C; (b) numerical model for the validation of the flow curve approach
Again, the level of flow stress increases when the strain rate rises. The results of the AISI alloy 625 cannot be used at a test temperature of 1200 °C. The specimens were broken after the upsetting test. It is assumed that the heat dissipation due to plastic work caused the temperature of the material to rise to a temperature close to the melting point, which is about 1350 °C, which was observed for all tested strain rates above 10 s−1.
The presented data of the flow stress curves was used to compute the coefficients of the Hensel-Spittel-10 flow curve approach. Due to the strong temperature dependency of the alloy 625, the coefficients were computed for two temperature areas (AISI 625 I from 900 °C to 980 °C and AISI 625 II from 980 °C to 1200 °C). The resulting coefficients are presented in Table 1.
The flow curve approach was validated by the simulation of the uniaxial compression test. The numerical model is presented in Fig. 4(b). Figure 5 shows the comparison of the force-displacement curves. Figure 5(a) depicts the results of the AISI alloy 625 for the strain rate 1.5 s−1 and test temperatures of 900 °C and 1100 °C. In Fig. 5(b), the results of the AISI 304 are presented. The numerically calculated force-displacement curves are in good agreement with the experimentally measured curves. Thus, the Hensel-Spittel-10 flow curve approach is validated.

Comparison of the force-displacement curves of the upsetting test for varying test conditions, (a) for the AISI alloy 625 and (b) for AISI 304
Results of the material flow investigation
The results of the material characterisation indicate nearly similar flow behaviour for a temperature of 1200 °C for the AISI alloy 625 and 1100 °C for the AISI 304 at a strain rate of 1.5 s−1. Thus, these temperatures were chosen for the numerical process design. The implementation of inhomogeneous heating concepts using induction has already been demonstrated for other material combinations in the CRC in experimental tests. Within the parts of the serially arranged semi-finished product, an initially homogenous temperature distribution was assumed for a first numerical process approach. Figure 6(b) shows the results of the forming process after the alloy 625 has passed the forming zone of the die. With increasing angles of the forming die the resulting plastic strain increases as well. It was observed that with rising die angle the alloy 625 displaces the alloy 304 more and more. Due to that, a larger surface enlargement in the area of the joining zone was achieved. Through the thermo-mechanical treatment of the joining zone, higher bond strengths of the formed component can be achieved [19].

(a) Numerical model of the forging process with the die angle \( \alpha \); (b) distribution of plastic strain for the three die angles
In Fig. 7, the numerical force-displacement curves of the impact extrusion process with a hybrid semi-finished product are shown. In part A, the steady-state area of the impact extrusion process is achieved, which is typical for this process, if a mono semi-finished product is used. In area B, the force increases because the alloy 625 flows in radial direction due to the punch displacement. The frictional force between tool and work piece increases the force requirement. In the last section of the diagram, named C, the force increases again with the next part of the semi-finished product situated in the forming zone. Since the flow stress of the alloy 625 is higher than the flow stress of alloy 304, the force requirement increases again. Another conclusion which can be drawn based on the force-displacement curve is that the die angle has a small influence on the force requirement. The maximum required force is nearly on the same level for all three different used dies.

Force-displacement of the impact extrusion process with a hybrid semi-finished product
Tool analysis
In Fig. 8, the von Mises stress distribution of the forming die is presented. The results show the state with the highest recognized punch force (cf. Fig. 7) which was applied on the forming die. Since, the maximum required force for the impact extrusion process for the forming process under consideration with a hybrid semi-finished product is nearly on the same level for all three used dies, there is also no significantly difference to be observed during tool loading. The maximum of the observed von Mises stress is about 1100 MPa. This load can be taken easily by the chosen tool material and indicates that no plastic deformation of the die occur with the selected die geometries. A reinforcement of the tool is not required for presented setting of the impact extrusion process.

Calculated von Mises stress distribution of the forming die at the stage of the highest punch load for three different die angles
5 Summary and Outlook
The development of hybrid bulk metal components could lead to a new level of high performance products. The novel process chain tailored forming uses hybrid semi-finished products for the forming process. To enable the simultaneous forming of different foreign materials, knowledge of the temperature-dependent flow properties is of great importance. Therefore, the strain, temperature and strain rate dependent flow behaviour of the alloys 625 and 304 was investigated by means of upsetting tests. The results were used to compute the coefficients of the Hensel-Spittel-10 flow curve approach. Based on a material characterisation, a suitable temperature concept was chosen. Subsequently, a numerical investigation of the impact extrusion process was conducted to identify a die angle that achieves a big surface enlargement. After that, a tool analysis was carried out. All tested dies show almost the same forming force, therefore no significant difference can be observed when the dies are loaded by means of the resulting force. The observed loading of the die can be taken easily be the chosen tool material.
However, the die with an angle of 35° seems to be the optimal angle of the tested configurations for the impact extrusion process, because in this case the highest surface enlargement of the joining zone was achieved. The presented numerical simulations will be used to design the experimental test setup. Subsequently, the achieved strength of the joining zone will be evaluated by experimental tensile test. Furthermore, numerical models will be validated by experimental tests in further studies.
References
Shankar, V., Valsan, M., Rao, K.B.S., et al.: Effects of temperature and strain rate on tensile properties and activation energy for dynamic strain aging in alloy 625. Metall. Mater. Trans. A 35, 3129–3139 (2004)
Dokme, F., Kulekci, M., Esme, U.: Microstructural and mechanical characterization of dissimilar metal welding of Inconel 625 and AISI 316L. Metals 8, 797 (2018)
Mittra, J., Dubey, J.S., Banerjee, S.: Acoustic emission technique used for detecting early stages of precipitation during aging of Inconel 625. Scripta Mater. 49, 1209–1214 (2003)
Behrens, B.A., Bouguecha, A., Bonk, C., et al.: FE-based design of a forging tool system for a hybrid bevel gear. Key Eng. Mater. 742, 544–551 (2017)
Behrens, B.A., Chugreev, A., Matthias, T., et al.: Manufacturing and evaluation of multi-material axial-bearing washers by tailored forming. Metals 9, 232 (2019)
Pape, F., Coors, T., Barroi, A., et al.: Tribological study on tailored-formed axial bearing washers. Tribol. Online 13, 320–326 (2018)
Behrens, B.A.; Chugreev, A.; Matthias, T.: Characterisation of the joining zone of serially arranged hybrid semi-finished components. In: AIP Conference Proceedings, Palermo, Italy (2018)
Cai, D., Xiong, L., Liu, W., et al.: Characterization of hot deformation behaviour of a Ni-base superalloy using processing map. Mater. Des. 30, 921–925 (2009)
Rollett, A.D., Rohrer, G.S.: Recrystallization and Related Annealing Phenomena. Elsevier, Amsterdam (2017)
Trigg, G.L. (ed.): Encyclopedia of Applied Physics. VCH, New York (1991)
Sakai, T., Jonas, J.J.: Dynamic recrystallisation: mechanical and microstructural considerations. Acta Metall. 32, 189–209 (1984)
Pöhlandt, K.: Werkstoffprüfung für die Umformtechnik – Grundlagen, Anwendungen, WFT Werkstoff-Forschung und -Technik. Springer, Berlin (1986)
Li, D., Guo, Q., Guo, S., et al.: The microstructure evolution and nucleation mechanisms of dynamic recrystallization in hot-deformed Inconel 625 superalloy. Mater. Des. 32, 696–705 (2011)
Oliveira, M.M., Couto, A.A., Almeida, G.F.C., et al.: Mechanical behavior of Inconel 625 at elevated temperatures. Metals 9, 301 (2018)
Guo, Q.M., Li, D.F., Guo, S.L.: Microstructural models of dynamic recrystallization in hot-deformed Inconel 625 superalloy. Mater. Manuf. Process. 27, 990–995 (2012)
Dehghan-Manshadi, A., Barnett, M.R., Hodgson, P.D.: Recrystallization in AISI 304 austenitic stainless steel during and after hot deformation. Mater. Sci. Eng. A 485(1–2), 664–672 (2008)
Kim, S.-I., Yoo, Y.-C.: Dynamic recrystallisation behaviour of AISI 304 stainless steel. Mater. Sci. Eng. A 311(1–2), 108–113 (2001)
El Wahabi, M., Cabrera, J.M., Prado, J.M.: Hot working of two AISI 304 steels: a comparative study. Mater. Sci. Eng. A 343(1–2), 116–125 (2003)
Behrens, B.A., Chugreev, A., Matthias, T., et al.: Investigation of the composite strength of hybrid steel-steel semi-finished products manufactured by laser beam welding and friction welding. IOP Conf. Ser. Mater. Sci. Eng. 461, 12049 (2018)
Acknowledgements
This paper’s results were obtained at the Collaborative Research Centre 1153 “Process chain to produce hybrid high-performance components by Tailored Forming” in subproject C1. The authors would like to thank the German Research Foundation (DFG/252662854) for the financial and organisational support. In addition, the authors would like to thank subproject B3 for the provision of design of the impact extrusion tools.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer-Verlag GmbH, DE , part of Springer Nature
About this paper

Cite this paper
Büdenbender, C., Ross, I., Wester, H., Zaitsev, A., Behrens, B.A. (2021). Numerical Investigation of an Extruded Shaft for High Temperature Applications Manufactured by Tailored Forming. In: Behrens, BA., Brosius, A., Hintze, W., Ihlenfeldt, S., Wulfsberg, J.P. (eds) Production at the leading edge of technology. WGP 2020. Lecture Notes in Production Engineering. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-662-62138-7_19
Download citation
DOI: https://doi.org/10.1007/978-3-662-62138-7_19
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-662-62137-0
Online ISBN: 978-3-662-62138-7
eBook Packages: EngineeringEngineering (R0)