
Abstract
The variable blank holder force (VBHF) deep-drawing process of Al sheet is studied by the finite element method, and based on the VBHF, a new technique of variable punch velocity (VPV) is proposed. The simulation indicates that this new servo-flexible stamping can improve the deep drawability of Al sheet obviously. The limited drawing ratio (LDR) of Al circular cup is improved from 1.48 to 1.60, and the height Al square cup is improved from 19.8 to 39.8 mm. Finally, the Al hood of one car of drawing process is simulated by the new technique, and results show that the deepness of Al hood is improved by about 30 %.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Al sheet
- Variable blank holder force
- Servo-flexible stamping
- Variable punch velocity
- The limited drawing ratio
25.1 Introduction
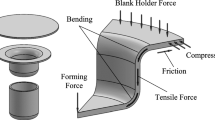
As one of lightest structural material, aluminum alloys have high potential application in automobile body manufacture [1]. However, poor formability at the room temperature prevented its wide application, so the improvement of the formability was highly demanded [2, 3]. The stamping technique of variable blank holder force (VBHF) was the effective way to improve the formability of sheet, forming precision and surface quality [4, 5]. Therefore, how to implement the VBHF technology has become one of the research emphases in the field of sheet metal forming [6]. Recently, several press builders developed metal forming presses that utilize the mechanical servo-drive technology. The mechanical servo-drive press offers the flexibility of a hydraulic press (infinite slide speed and position control, availability of press force at any slide position) with the speed accuracy and reliability of a mechanical press [7]. The new servo-drive presses can satisfy the requirement of implement VBHF simultaneously with variable punch velocity (VPV) and stepwise motion of the servo-flexible stamping. And using NURBS curve to control the servo press slide motion curve makes it possible to optimize the stamping process characteristic curves.
In this paper, a new technique of VPV based on the VBHF was proposed, and the deep drawability of the aluminum alloy sheet was discussed using NURBS curve to optimize the stamping process characteristic curves.
25.2 Cup Finite Element Model
Circular cup and square cup drawing tests were performed to determine the LDR and formability of 6016/T4 aluminum alloy. In this model, a sheet with a circular geometry, 96 mm in diameter, and 1 mm in initial thickness, was used in the simulation. Moreover, a sheet with a square geometry, 332 mm in length and 328 mm in width, and the same initial thickness as above circular geometry, was also used in the simulation.
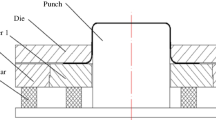
In this research, numerical simulation is performed using the commercial explicit finite element software Dynaform. The finite element model is established, as shown in Fig. 25.1, according to the dimensions used in the deep drawing (Table 25.1). The blank is assumed as a deformed body. The punch, die, and blank holder are assumed as rigid bodies. The material constitutive relation curves obtained from the above tensile tests are used in this simulation.

Cup finite element model. a Circular cup. b Square cup
25.3 Results of Deep Drawing
It was found that 6016 aluminum alloy sheets had poor deep-drawing formability at room temperature, as shown in Fig. 25.2. From Fig. 25.2a, brittle fracture occurred near the plat portion of punch shoulder of circular cup when the punch stroke is 13 mm, and the calculated LDR value is 1.48. For the square cup, the punch stroke is only 19.8 mm.

Forming limit diagram. a Circular cup. b Square cup
25.4 Numerical Studies of the VBHF
A lot of experiments proved that the VBHF technique can improve the drawability of metal sheet. For the VBHF technique, the VBHF engineering equation of the curve of minimum wrinkles is the most important. Based on the plastic theory and energy method, the theoretical mathematic models of BHF can be given as [5]:
where K is the strength-hardening coefficient, n is the strain-hardening exponent, t is the sheet thickness, ρ = R t /R 0 denotes the deep-drawing phase, and m = r/R 0 expresses the deep-drawing ratio.
According to the variation rules of BHF in deep drawing, as shown in Fig. 25.3, a curve of the VBHF is designed for numerical simulation.

Curve of the VBHF in deep drawing. a Circular cup. b Square cup
According to the variation rules of BHF, the calculated FLD of the VBHF is as shown in Fig. 25.4. It can be seen that the LDR of circular cup can reach 1.54, and the height of square cup improved from 19.8 to 28.5 mm.

Forming limit diagram. a Circular cup. b Square cup
25.5 Numerical Studies of the VPV Based on VBHF
Many research reports on the approach of VPV indicated that the VPV technology can improve the drwability of metal sheet [7]. The stamping process characteristic of curves can be optimized by using NURBS curve in the simulation, as shown in Fig. 25.5.

The stamping process characteristic of VPV curves. a Circular cup. b Square cup
The new servo-flexible stamping technique of VBHF combined with VPV was proposed in our posted research of magnesium sheet stamping [6], which utilized to implement the VBHF simultaneously with VPV and stepwise motion, and the LDR of magnesium sheet was improved observably. The FLD of aluminum sheet using the new stamping technique of VBHF combined with VPV, as shown in Fig. 25.6. It is revealed in Fig. 25.6 that the LDR of circular cup can reach 1.60, and the height of square cup improved from 19.8 to 39.8 mm.

Forming limit diagram. a Circular cup. b Square cup
Furthermore, the Al hood of one car of drawing process was simulated with the new technique. The FLD of Al hood was as shown in Fig. 25.7. It is revealed that the deepness of Al hood can be improved by about 30 %, using the new technology. Therefore, it can be predicted that the new servo-flexible stamping will become a new potential stamping process in the future.

Forming limit diagram. a Normal stamping. b The new technology
25.6 Conclusions
Based on the VBHF, a new technique of VPV was proposed. The simulation indicated that the new servo-flexible stamping can improve the deep drawability of Al sheet obviously. It is revealed that the limited drawing ratio (LDR) of Al circular cup was improved from 1.48 to 1.60, and the height Al square cup was improved from 19.8 to 39.8 mm, using the new technique of VBHF combined with VPV.
Finally, the Al hood of one car of drawing process was simulated by the new technique, and the results revealed that the deepness of Al hood can be improved by about 30 %.
References
Miler S, Zhuang L, Bottoema J, Wittebrood AJ (2000) Recent development in aluminium alloys for the automotive industry. Mater Sci Eng A 280:37–49
Semiatin SL, Frey N, Walker ND et al (1986) Effect of deformation heating and strain rate sensitivity on flow localization during the torsion testing of 6061 aluminum. Acta Metall 34(1):167–176
Zhou JM, Qi LH, Chen GD (2006) New inverse method for identification of constitutive parameters. Trans Nonferrous Met Soc China 16(1):148–152
Yoshihara S, Manabe K, Nishimura H (2005) Effect of blank holder force control in deep-drawing process of magnesium alloy sheet. J Mater Process Technol 170(3):579–585
Chang QF, Li DY, Peng YH (2007) Experimental and numerical study of warm deep drawing of AZ31 magnesium alloy sheet. Int J Mach Tools Manuf 47:436–443
Liu Z, Xing S, Bao P, et al (2013) A new equation of load curve of critical wrinkles variable blank holder force in the warm deep-drawing of twin-roll cast mg sheets. In: Proceedings of the FISITA 2012 world automotive congress 199:11–22
Osakada K, Mori K, Altan T (2011) Mechanical servo press technology for metal forming. CIRP Ann Manuf Technol 60:651–672
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer-Verlag Berlin Heidelberg
About this paper
Cite this paper
Liu, Z., Ding, Y., Wu, X., Zhang, D., Chen, W., Gao, B. (2015). The New Technique of Servo-Flexible Stamping Applied in the Al Sheet Forming. In: Proceedings of SAE-China Congress 2014: Selected Papers. Lecture Notes in Electrical Engineering, vol 328. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-662-45043-7_25
Download citation
DOI: https://doi.org/10.1007/978-3-662-45043-7_25
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-662-45042-0
Online ISBN: 978-3-662-45043-7
eBook Packages: EngineeringEngineering (R0)