
Abstract
The enhanced performance of an ultra-high strength steel (UHSS) tube with tensile strength of 980 MPa grade is reported. Recently, strong consideration has been given to the use of steel tubes for automotive components because of the associated weight saving, which leads eventually to a reduction of carbon dioxide emissions. Furthermore, the application of steel tubes offers the advantages of increased stiffness and reduced welding processes due to their closed cross-sectional structure. The newly-developed UHSS tubes have an excellent combination of high strength and ductility (ultimate tensile strength: 1016 MPa, elongation to fracture: 14 %) and show remarkable formability such as rotary-bending workability and hydro formability. The key technologies to obtain these superior properties are the application of a cold rolled sheet steel with a DP (Dual Phase) microstructure having an optimized ferrite/martensite ratio and a CBR (Chance-free Bulge Roll) tube forming mill, which minimizes additional strain in the tube making process. The developed UTS 980 MPa grade steel tube has been applied to an actual automotive body part and contributed to not only weight saving but also improved safety.
F2012-H10-003
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Application of high strength steel tubes to automotive body parts is an effective means of simultaneously satisfying the requirements of weight reduction and improved crashworthiness. As a replacement for welded parts of pressed sheet steels, application of steel tubes with a closed cross-sectional structure offers a large advantage for achieving weight saving while maintaining sufficient stiffness. The use of steel tubes in automotive parts has increased in association with the worldwide spread of the tube hydroforming (THF) technique since the late 1990s [1–4]. Figure 1 shows a schematic illustration of the THF process [4]. THF is often used to manufacture automotive parts, making it possible to form tubes into complex sectional shapes and reduce the weight/number of parts. However, the application of high strength steel tubes to automotive parts manufactured by THF is limited due to deterioration of ductility in the forming process. Especially in the case of ultra-high strength steel tubes of over UTS 980 MPa grade, no examples of application to automotive body parts manufactured by THF have yet been reported. Responding to this situation, a new UTS 980 MPa grade ultra-high strength ERW steel tube with excellent formability was developed by applying a cold rolled sheet steel with excellent formability and a Chance-free Bulge Roll (CBR) tube forming mill. In this paper, the enhanced performance of the developed UTS 980 MPa grade steel tube is reported.

Schematic illustration of tube hydroforming process [4]
2 Advantages of Steel Tubes in Automotive Body Parts
One of the advantages of applying steel tubes to automotive parts instead of welded parts consisting of pressed steel sheets is high impact strength. Improvement of impact strength is particularly important in automotive body parts. In order to compare the impact strength of a tube hydroformed part and welded part of pressed steel sheets, an FEM simulation of axial collapse to a rigid wall at a speed of 50 km/h was conducted. Figure 2 shows the analysis model used in the numerical calculation.

Analysis models for numerical calculation
The steel tube used in the calculation is a UTS 780 MPa grade high strength steel tube with an outer diameter of 82.6 mm and wall thickness of 1.8 or 2.0 mm. The steel tube is formed into a rectangular shape with a corner radius of 12 mm by THF. The sheet steel used in the calculation is also a UTS 780 MPa grade high strength sheet steel with a thickness of 2 mm in the hat-shaped pressed part and 0.7 mm in the bottom sheet. The hat-shaped pressed part and bottom part are joined by spot welding at 30 mm intervals, and the welds are assumed to be unbreakable. Figure 3 shows a comparison of the absorbed energy of the hydroformed parts and the welded part by FEM simulation. The hydroformed parts display higher absorbed energy in comparison with the welded part, while also reducing the weight of the part. As seen in these results, application of steel tubes to automotive parts is effective for simultaneous achievement of weight saving and crashworthiness.

Comparison of absorbed energy between hydroformed part and hat-shaped pressed sheet steel by FEM simulation
3 UTS 980 MPa Grade Cold Rolled Sheet Steel with Excellent Formability
Improvement of the ductility of sheet steels for use in steel tubes is also indispensable for expanding the application of high strength steel tubes. JFE Steel has developed ultra-high strength sheet steels of UTS 780–1470 MPa grades with various features, e.g. high elongation, hole expansion formability and a combination of both, applying the originally developed Water-Quench type Continuous Annealing (WQ-CAL) process, which has a high cooling capacity [5, 6]. Figure 4 shows schematic illustrations of the WQ-CAL and the heat cycle of the annealing process [5, 6]. Figure 5 shows the relationship between the elongation (EL) and hole expansion ratio (λ) of the UTS 980 MPa grade cold rolled sheet steel with a Dual Phase (DP) microstructure manufactured by WQ-CAL [5]. It is possible to manufacture various types of UTS 980 MPa grade sheet steels depending on the intended application by optimizing the ferrite/martensite ratio by adjusting the annealing conditions such the heating temperature, rapid cooling conditions and tempering conditions. Because steel tubes are often subjected to bending and THF, an EL-λ balanced type DP sheet steel was selected for the UTS 980 MPa grade steel tube. Table 1 shows the mechanical properties of the UTS 980 MPa grade sheet steel for steel tubes. Figure 6 shows an SEM micrograph of the UTS 980 MPa grade sheet steel [7]. The developed UTS 980 MPa grade sheet steel shows higher elongation compared with a conventional sheet with same level of UTS [8].


Relationship between hole expansion ratio λ and elongation of various types of UTS 980 MPa grade cold rolled sheet steel [5]

SEM micrograph of UTS 980 MPa grade sheet steel for steel tube [7]
4 Chance-Free Bulge Roll Tube Forming Mill
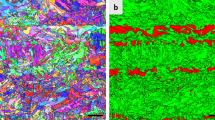
Deterioration of ductility due to additional processing strain in the tube forming process is unavoidable. Therefore, reduction of processing strain during tube making is very important for maintaining the superior ductility of the UTS 980 MPa grade sheet steel as much as possible. To respond to this problem, the CBR (Chance-free Bulge Roll) forming mill originally developed by JFE Steel was used [9]. Figure 7 shows a comparison of the tube making processes using the CBR mill and conventional mill [6, 7, 9]. One feature of CBR tube forming is low additional strain in the tube making process compared with the conventional forming process, resulting in reduced deterioration of the ductility of the sheet steel. Figure 8a shows the appearance of the strip sheet in the cage roll forming zone of the CBR forming mill. In this picture, the upper centre bending roll assembly is taken out for photography. Figure 8b shows a comparison of the appearance of the formed strip in the upper forming process by the CBR mill and conventional mill [6, 7, 9]. In the conventional forming mill, the shape at the edge part of the strip is discontinuous because of the large spacing between the rolls, resulting in an increase of additional strain. In contrast, the edge part formed by the CBR mill is much smoother than that with the conventional mill because the strip edge is sustained by cage rolls which are set at a small interval, and as a result, additional strain during tube forming is reduced. Figure 9 shows a comparison of the uniform elongation of stainless steel tubes with various wall thickness-outer diameter ratios manufactured by the CBR mill and conventional mill [9, 10]. In the steel tubes manufactured by the conventional mill, uniform elongation significantly decreased due to additional strain in the tube forming process. Conversely, the steel tube manufactured by the CBR mill shows higher uniform elongation for all tube sizes in comparison with those of the steel tubes manufactured by the conventional mill. The CBR forming mill can therefore be considered an effective tube forming process, especially for ultra high strength steel tubes.



5 Performance of UTS 980 MPa Grade Steel Tube
5.1 Tensile Properties
Table 2 shows a comparison of the tensile properties of the UTS 980 MPa grade sheet steel, a steel tube manufactured by the CBR mill and a steel tube manufactured by the conventional mill [6]. The steel tube manufactured by the CBR mill shows 4 % higher elongation in comparison with that of the steel tube manufactured by the conventional mill. This difference in elongation is large in this level of ultra-high strength steel tube. The developed steel tubes with the mechanical properties shown in Table 2 were used in the forming tests described below.
5.2 Bendability
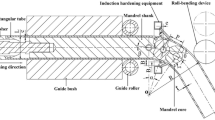
Because steel tubes are frequently subjected to bending in actual applications to automotive parts, bending formability is one of the most important properties for steel tubes. Figure 10 shows the appearance and a schematic illustration of a stretch bending apparatus [6, 11]. The bending test was conducted using a three-ball type mandrel and a booster.

In order to evaluate the bending formability of steel tubes, a bending test was conducted with various bending radii. Figure 11 shows the typical appearances of the bent steel tubes [6, 7]. The developed steel tube could be bent to a minimum bending radius of 90 mm (Bending radius/Outer diameter (R/D) ratio = 1.85) without wrinkling or breaking, which is significantly higher formability compared with conventional steel tubes of the same strength grade. Figure 12 shows a comparison of the bending formability of steel tubes manufactured by the CBR mill and conventional mill using the same UTS 980 MPa grade sheet steel. With the steel tube manufactured by the conventional mill, breaking occurred due to deterioration of ductility by additional strain in the tube making process. In contrast, with the steel tube manufactured by the CBR mill, bending was completed without breaking or wrinkling.


Comparison of bendability of UTS 980 MPa grade steel tubes produced by CBR mill and conventional mill
5.3 Tube Hydroformability
As mentioned above, THF is an effective forming process that makes it possible to form steel tubes to complicated sectional shapes and is essential for expanding the application of steel tubes as automotive parts. In the actual forming process for automotive parts, THF is often conducted following pre-bending or pre-pressing. Therefore, higher formability is required in steel tubes due to the decrease of the bending radius in pre-bending or the increase of the expansion ratio in THF. In order to evaluate the hydroformability of the developed steel tube, a THF test by forming of a rectangular shape, which simulates the shape of actual automotive body parts, was conducted using a 1000 ton THF machine [7]. Figure 13 shows the THF shape used here [7]. The steel tube blank was 48.6 mm in outer diameter and 280 mm in length. The formed cross-sectional shape was a 51.8 × 41.62 mm rectangle, and the bulge length was 97.2 mm. The corner radius was R = 12 mm and the bulging ratio was 8 %. This is a comparatively difficult shape to form with this level of ultra-high strength steel tube. In this test, pre-pressing was conducted in advance of applying internal pressure. Hydro formability was evaluated by the THF test by applying a maximum internal pressure up to 190 MPa without axial feeding. The test tube samples were set so that the weld portion was positioned at the centre of width of the plane. A lubricant with a frictional coefficient μ = 0.12 was used. Figure 14 shows the appearance of a hydro formed steel tube [6, 7]. THF was completed without wrinkling or bursting. Based on this result, expansion of the applications of the developed UTS 980 MPa grade steel tubes to automotive body parts, in which the applicable UTS grade has been 780 MPa or pressed sheet steels have been used conventionally, is expected.

Dimensions of hydroformed rectangular tube [7]

6 Conclusion
A new UTS 980 MPa grade steel tube with excellent formability was developed by applying a cold rolled sheet steel with a DP microstructure manufactured by the WQ-CAL and CBR tube forming mill, which minimizes additional strain in the tube making process. The developed steel tube was evaluated as a suitable UHSS tube for THF and applied to an actual automotive body part, contributing to not only weight saving but also improved safety [12]. Based on these results, further expansion of the applications of UHSS tubes to automotive parts is expected to offer many advantages.
References
Manabe K (2003) Perspectives of tube hydroforming of automotive components with light weight and high rigidity. CAMP-ISIJ 16:1158
Toyoda S, Kawabata Y, Suzuki K (2005) High performance steel tubes for automotive parts. JFE technical report, No. 9, pp 30–35
Yoshitake A, Ono M (2004) Application technologies for weight reduction, improving crashworthiness and shortening of development period for automobiles. JFE technical report, No. 4, pp 1–7
Sekita T, Kaneto S, Hasuno S, Sato A, Ogawa T, Ogura K (2003) Materials and technologies for automotive use. JFE technical report, No. 2, pp 1–16
Matsuoka S, Hasegawa K, Tanaka Y (2007) Newly-developed ultra-high tensile strength steels with excellent formability and weldability. JFE technical report, No. 16, pp 16–20
Aratani M, Ishiguro Y, Sonobe O, Gunji M, Sato A (2010) TS 980 MPa grade steel tube with excellent formability for automotive body parts. Mater Jpn Inst Metal 49(3):110–112
Aratani M, Ishiguro Y, Sonobe O, Hashimoto Y, Gunji M, Sato A (2010) High strength steel tube with excellent formability for automotive body parts. In: Proceedings of automotive engineering exposition, No. 157–10, presentation no.292
Naemura H (1983) Continuous annealing technology for cold rolled sheet steel and products”, 88th and 89th Nishiyama Kinen Gijutu Koza, ISIJ, 283–326
Toyooka T, Hashimoto Y, Gunji M (2000) High-formability thin walled erw pipe for automobile, produced by CBR forming mill. Kaswasaki Steel technical report, vol 32, No. 1, pp 49–53
Toyooka T, Hashimoto Y, Kobayashi K, Itatani S, Ide T, Nishida Y (1990) Development of chance-free bulge roll (CBR) forming process for manufacturing ERW pipe. Kawasaki Steel technical report, vol 22, No.4, 236–244
Suzuki K, Toyoda S, Sato A, Ueno Y, Okada M (2007) Development of a new bending method “PRB” for high strength steel tube and application of high strength steel tubes for automotive parts l” JFE technical report No. 17, pp 52–58
Hasegawa Y, Fujita H, Endo T, Fujimoto M, Tanabe J, Yoshida M (2008) Development of front pillar for visibility enhancement. Honda R&D Tech Rev 20(2):106–113
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this paper
Cite this paper
Aratani, M. et al. (2013). Development of UTS 980 MPa Grade Steel Tube with Excellent Formability for Automotive Body Parts. In: Proceedings of the FISITA 2012 World Automotive Congress. Lecture Notes in Electrical Engineering, vol 199. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-33747-5_20
Download citation
DOI: https://doi.org/10.1007/978-3-642-33747-5_20
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-33746-8
Online ISBN: 978-3-642-33747-5
eBook Packages: EngineeringEngineering (R0)