
ABSTRACT
Recently, automatic transmissions have a problem whereby the calibration of control signals for the shift control system demands an enormous amount of time due to the increase in gear ratio. This study proposes the hierarchical and inverse directional design method in order to avoid a lot of trial and error in calibration. This method has two model-based processes: the first is the design of the target driving torque and the second is the control signals design based on the target. Through on-vehicle tests our proposed method has the same performance as the conventional one.
F2012-C04-020
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Recently, automatic transmissions in passenger cars have provided a large number of steps (eight-speed (1) and nine-speed) and a wide ratio to achieve better drivability performance and better fuel efficiency. There is, however, a problem whereby the calibration of control signals for the shift control system demands an enormous amount of time because the increase in the number of steps results in an increase in the number of shift patterns [1, 2]. Formerly, simulation-based calibration was often recommended as a solution, but was not essential, because the empirical calibration process in bench and vehicle tests was only adopted in the computer. The objective of this study is the development of a systematic calibration process that avoids a lot of trial and error.
2 Concept Proposal
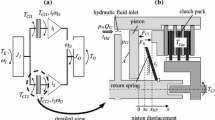
Figure 1 shows the problem of the empirical calibration process. When people adjust the control signals based on changes in driving force, acceleration, shift time and engine revolution speed, they encounter characteristic variations and nonlinearities which make calibrations difficult. For example, the hydraulic system has variations of response speed due to oil temperature changes, characteristic variations of control valves in the manufacturing, and clearance variations of the clutch pack, which cause shift shock in initial clutch engagement. An example of nonlinearities is a response speed change of oil pressure due to the difference between flow control mode and oil pressure control mode in the hydraulic system. Therefore the shift quality for the characteristic variations are guaranteed by the robustness of control signals which are made from past experiences.

Problem to be solved
In this study the above mentioned calibration process is replaced with the next design problem. If a time series pattern of driving force which satisfies all shift requirements exists and this pattern still satisfies the requirements in the conditions where characteristic variations of disturbances exist, this pattern is considered to be a robust target pattern. Also the control signal calculated inverse-directionally from the robust driving force pattern is considered to be a robust signal. That is, as shown in Fig. 2, the robust and systematic calibration (generation of control signals) can be achieved by the process, in which firstly the robust driving force patterns (which are the same as the output torque patterns) are calculated, and secondly control signals are generated from the patterns. Furthermore, in this process, nonlinearities can easily be treated with the models containing nonlinearities.

Concept of robust design
It is difficult to prove the above-mentioned idea. However, for example, target output torque pattern 2 shown in Fig. 3, which has a long shift time, tends to have low sensitivity for dead time ∆t of oil pressure response in the hydraulic system. As a result, it can be considered that the control signal of oil pressure, which has small change over time, is the robust pattern for disturbances.

Idea of robust design
In the next chapter we discuss a hierarchical and inverse directional design method which consists of two model-based processes; the design of target driving torque and the control signals design of oil pressure and engine torque based on the target torque.
3 Generation of Target Patterns
3.1 Shift Action and Flow of Power
First, we pick up an example of 2–3 up shift, and explain the shift action. The 2nd clutch is released, and the 3rd clutch is engaged. Therefore the transmitted pass of engine power is changed and a pair of meshing gears is switched to another. The clutch release or engagement is controlled by each clutch hydraulic system. Figure 4 shows a time series of the oil pressure, torque and revolution speed of each part during the shift.

Time series of 2–3 up-shift
In the figure, lines of nominal and disturbed conditions are each shown by solid and dashed lines. The clutch transmitted torque is switched from 2nd clutch to 3rd following an increase of the oil pressure of the engaged clutch. Here the oil pressure of the released clutch is controlled to zero at the moment when all torque is switched to the 3rd clutch (end of torque phase). If the timing of the clutch release is too early the engine revolution speed increases quickly, and in the case of late timing a shock occurs. At this point the turbine revolution speed is still equal to 2nd synchronizing speed ωo2 (Fig. 4). Therefore the oil pressure of the engaged clutch is increased further so that the revolution is decreased to 3rd synchronizing speed ωo3 (inertia phase). The inertia phase (shift) is completed at the time when the turbine revolution speed is equal to the 3rd synchronizing speed. In the inertia phase the engine torque besides the oil pressure is controlled so as to be decreased so that a heat load along with the clutch slip can be temporarily reduced. Control of the engine ignition timing is applied since a quick response of engine torque is required. The delay of the timing enables torque reduction. The throttle is not applied because of the slow response.
3.2 Requirement Indexes and Characteristic Variations
First priorities in consideration of shift quality requirements are smoothness and quickness of output torque change. These are expressed by torque change indexes A, B and shift time indexes C, D which are typical characteristics of the output torque and turbine revolution speed patterns as shown in Fig. 5.
The torque change index A is induced by the inertia torque transmitted to an output shaft, which is caused by engine revolution speed change from the end of the torque phase to the inertia phase. B is induced by a disappearance of the inertia torque at the end of the inertia phase. The smaller both indexes, the better for achieving good shift qualities. In the same way, the smaller the indexes C, D, the better, because the indexes are concerned with a feeling of long shift time. Furthermore we need to consider the heat load as a requirement for a hard limitation which is energy lost at the 3rd clutch in decreasing the engine revolution speed.

Requirements for AT shift control
Here, the relation between the heat load Q and the indexes A–D, which are the characteristics of the output torque patterns, is discussed. In the torque phase, a multiplication of the 3rd clutch slip speed \( \Updelta \omega_{c 3} \) and the clutch transmitted torque T c3 is equal to the heat load during the period when the torque transmitted passes are changed from the 2nd clutch to the 3rd. Therefore the heat load is determined depending on the index C, since C has a unique relation with the clutch torque T c3. In the same way, the torque change index A, B and shift time index D in the inertia phase change according to the clutch torque T c3. Conversely T c3 is determined when the values of indexes A, B, D are set. Therefore it is obvious that the clutch heat load can be expressed by the indexes A, B, D.
As mentioned above, the indexes A, B, C, D, which are the characteristics of the output torque patterns, are related to not only requirement indexes I, II, but also III.
The following can be given as factors of the characteristic variations; one is a change of pressure governor characteristic of an oil pressure control valve due to a viscosity change along with oil temperature variation, another is a change of friction characteristic due to a temperature change of a clutch sliding plate. Moreover, we need to consider variations of the individual control valves and friction materials and variations of clutch pack clearance. It is considered the influences of these variations on the output torque are not sudden or stochastic, but mild ones over time, such as a change of a torque offset or torque slope. Therefore the variation ΔT of clutch transmitted torque, which affects the output torque, can be expressed by the variation Δμ of the friction coefficient or the variation ΔP of the oil pressure, as shown in Eq. (4). In the discussion below the variations of the oil pressure are applied as the representative ones, and the influences on the indexes of requirements are calculated with these variations.
3.3 Research of Robust Target Output Torque
We apply the concept of the Taguchi Method (2) to select the most robust target pattern out of various possible patterns along with steps as shown in Fig. 6. The evaluation of robustness which is characteristic of this study is done by adding the hydraulic variations as the disturbances to the clutch oil pressures calculated from the possible targets. Next the steps are explained.

Flow of robust target output torque search
-
Step 1: Set of possible target patterns
-
The output torque and turbine revolution speed patterns are set as possible target patterns. This is based on the fact that the characteristic indexes A, B, C, D of these target patterns are related to shift requirement indexes I, II and III as shown in previous section. Possible targets are made as follows; first, various levels of the output torque change indexes A, B values and the shift time indexes C, D values are set, next these values are combined as shown in Fig. 7. However, in this study target torque patterns T o_target and target revolution speed patterns \( \dot{\omega }_{t\_target} \) are set with L18 orthogonal tables because of many possible combinations.
Fig. 7 
Preparation of target patterns
-
Step 2: Calculation of oil pressure and engine torque patterns with inverse directional design
-
We calculate the target oil pressure and engine torque patterns which are each related to the eighteen target output torque and turbine revolution speed patterns set in step 1 with the repeat simulation of the gear train system (in Fig. 8).
Fig. 8 
2–3 up-shift simulation model
-
Concrete calculations of the target P c3 are repeatedly modified based on the deviation between the simulated output torque T o and the target torque T o_target with Eqs. (3d) and (5a) (in Fig. 8), because it is obvious from the above model equations that P c3 is related to the output torque. The reason for repeat modification is that there is a nonlinear characteristic of the clutch friction coefficient depending on the slip revolution speed.
-
The manner of the calculation of the target engine torque patterns T e is the same. Calculations of the target T e are repeatedly modified based on the deviation between the simulated turbine angular acceleration \( \dot{\omega }_{t} \) and the target acceleration \( \dot{\omega }_{t\_t\arg et} \) with Eqs. (5b)–(5d), because T e is related to the turbine angular acceleration \( \dot{\omega }_{t} \) from the above model equations.
$$ T_{o} = \gamma_{3} \cdot T_{c3} $$(5a)$$ I_{t} \dot{\omega }_{t} = T_{t} - T_{c3} $$(5b)$$ T_{t} = t(\omega_{t} /\omega_{e} ) \cdot T_{p} $$(5c)$$ T_{e} = T_{p} + I_{e} \cdot \dot{\omega }_{e} \approx T_{p} + I_{e} \cdot \dot{\omega }_{t} $$(5d)Where \( \gamma_{3} \): 3rd gear ratio, \( I_{t} \): inertia of turbine axis, t: torque ratio of torque converter.
-
Step 3: Addition of hydraulic variations (upper and lower values)
-
The upper and lower values of hydraulic variations are added to each target oil pressure pattern P c3 calculated in the previous step for the evaluation of robustness (allocation of error factor, Fig. 9.
Fig. 9 
Calculation of target oil pressure
-
Step 4: Evaluation of robustness
-
The requirement indexes of shift shock, shift time and heat load shown in Sect. 3.2 are calculated from the forward simulation results which are made with the oil pressure pattern P c3 in step 3 and the patterns where the upper and lower variations are added. The total number of simulations is 54, because besides the eighteen combinations of the indexes A, B, C, D, the patterns with the upper and lower hydraulic variations are added. Each requirement index is evaluated by the S/N ratio (2) η in Eq. (6).
$$ {\text{Shift shock }}\eta_{s} (i) = - 10\log (J(i)_{s0}^{2} + J(i)_{s + }^{2} + J(i)_{s - }^{2} ) $$(6a)$$ {\text{Shift time }}\eta_{t} (i) = - 10\log (J(i)_{t0}^{2} + J(i)_{t + }^{2} + J(i)_{t - }^{2} ) $$(6b)$$ {\text{Heat load }}\eta_{q} (i) = - 10\log (J(i)_{q0}^{2} + J(i)_{q + }^{2} + J(i)_{q - }^{2} ) $$(6c)Where i = 1,…,18, J 0 , J + , J -: no variation, upper variation, lower variation.



Next, the relationship between the S/N ratios and the characteristic indexes A, B, C, D of the target patterns are represented as graphs of factorial effects (2) shown in Fig. 10. For example, as shown in Eq. (6d), the S/N ratio of the parameter A 1 is equal to an average of η for No.1, 2, 3, 10, 11, 12 that correspond to A 1 of the orthogonal table in Fig. 7.

Determination of robust target output torque and disturbance
The better the evaluation result is, and the smaller the magnitude of characteristic variation, the larger the calculated S/N ratio becomes. This graph of factorial effects enables us to find the characteristic index, which mostly affects each requirement index, and select the most robust level of each characteristic index. However, the two best levels of characteristic indexes may change due to the design weighting to shift shock and weighting to clutch heat load, as in the characteristic index D in the figure. Therefore weighting to each requirement index is performed and the level of the characteristic index is selected for each shift quality according to the weight. Concretely at first, the graphs of factorial effects are approximated with quadratic functions (as shown by the dashed lines in the figure), secondly each function is weighted (α1, α2, α3) so that one quadratic function can be made from each weighted function, and last, the levels are selected so that the value of the function can be a maximum. Examples of the target torque patterns are shown in Fig. 11 where the designs are (a) weight (0.7, 0.2, 0.1) to shift shock and (b) weight (0.1, 0.2, 0.7) to clutch heat load.

Robust target output torque patterns
It is obvious from the index (C+D, B) of (a) weight to shift shock in the figure that the shift time is long and the index B of torque change is small. Ideally it is better that the output torque is made smaller and flatter in the inertia phase in Fig. 11 (a). However, the torque in the figure is not made smaller so that the robustness can be ensured. If the output torque is made flat and the oil pressure slightly falls by the hydraulic variations as shown in Fig. 12, the shift is not completed and finally a shock occurs when the oil pressure is raised for a complete engagement. On the other hand, it is obvious that (b) weight to heat load corresponds to shortening of the shift time index (C+D). This is because the shorter the shift time is, the shorter the time of heat generation is.

Sensitivity for oil pressure disturbance
3.4 Verification of Robustness with Simulation
We took up 2–3 up shift of an 8 speed AT to verify the method mentioned in the previous section. The target oil pressure and the engine revolution speed could be calculated from the target output torque and turbine revolution speed, and the forward simulations were performed. Figure 13a shows the output torque patterns designed in the case of weight to shift shock and Fig. 14a shows the patterns in the case of weight to heat load. In both figures hydraulic variations of ±15[kPa] as characteristic variations are added and both are compared with the patterns before designs (Figs 13b and 14b).

Robustness of shift shock

Robustness of heat load
It is obvious from Fig. 13 that in the proposed method (a) the shift is completed and the change of the index (torque change B) is smaller than that before design, even if a hydraulic variation of −15[kPa] exists. Similarly, it is obvious from Fig. 14 that the heat load Q and its variation of the proposed method (a) is smaller than that before design (b) because of the short shift time of the proposed method. Thus the validity of the proposed method is verified.
4 Inverse Directional Design of Control Signal
The control signal of oil pressure is calculated from the target output torque patterns with the inverse directional design. This design flow is shown in Fig. 15. The process from the target output torque patterns to the target oil pressure patterns in the flow of the figure has already been shown in the previous chapter. Therefore in this chapter the calculation process from the target oil pressure patterns to control signal patterns is explained in Fig. 16.

Flow of the inverse directional design

Calculation of control signal
As an example of the difficulty in the clutch oil pressure control, the following is pointed out; that is the difference of the sensitiveness between the flow control mode where the clutch piston is moved and the pressure control mode where the clutch is engaged. In the flow control mode a dead time arises while the clutch is moved to the engaged position and furthermore the magnitude of the oil pressure response is smaller than that in the pressure control mode while the spring in the clutch pack is moved and squeezed. These characteristics are expressed by the model in Fig. 16 and applied to the calculation of the control signals from the target oil pressure patterns in this method. A convergent calculation is applied to the inverse directional design as mentioned in Chap. 3, that is, the control signal is repeatedly modified so that the deviation between the target oil pressure and the simulated pressure is kept small. Next, the inverse directional design of the engine torque control signals is explained. A delay element from the control signal to the target is the dead time which results from intermittent combustions of the engine. Therefore the engine torque control signals are made as the target pattern which is advanced by an amount equal to the dead time.
5 Verification of Validity with Simulations and Vehicle Tests
At first, simulation results of 8-3 down shift in the eight-speed automatic transmission are explained in Fig. 17 as an example showing the usefulness of the hierarchical and inverse directional design method proposed in this study. In this shift it is difficult to calibrate the control signals because it is necessary to control engagement of two clutches and release of other two clutches at the same time. Figure 18 shows the result before the calibration. The engine and turbine revolution speed increase quickly, and the shock occurs in the pattern of the output torque. On the other hand Fig. 19 shows the result where the proposed method is applied to the design. It is obvious that fine shift patterns can be achieved.

8-speed automatic transmission

Simulation results (8–3 down-shift): before design

Simulation results (8–3 down-shift)
Next the designed control signal patterns of oil pressure were implemented on the on-board computer and tested for the verification of the proposed method in a vehicle. A limitation on this proposed model-based approach is that the accuracy of the control depends on the modelling errors. In this study, however, model identification tests were incorporated before the design process for model modification, which enabled the correction of the model parameters such as clutch friction coefficients. The results are shown in Fig. 20. The (a), (b) of the figure correspond to the case of no disturbance of oil pressure in Figs. 13 and 14. It is obvious that the shift patterns, which are the same as the ones of the simulation, have also been achieved in the vehicle tests.

Test results: 2–3 up-shift : after design
6 Conclusion
This study proposes the hierarchical and inverse directional design method in order to reduce the labour for the calibration of automatic transmission shift control system, and the validity of this method has been verified by the simulations and vehicle tests. In this method, first the shift requirement indexes are set, next the optimal values of the deign parameters, namely, the indexes A, B, C, D, which are the characteristics of the target output torque patterns, are calculated, finally the control signal of oil pressure is calculated from those indexes. Therefore we think this method enables the verification of the validity and the prospect of the design during each process, and can be accepted by people who have a long history of calibration experience.
References
Ota H et al (2007) Toyota’s world first 8-speed automatic transmission for passenger cars, SAE technical paper 2007-01-1101
Ross PJ (1996) Taguchi technique for engineering. McGraw-Hill, New York
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this paper
Cite this paper
Hibino, R., Miyabe, T., Osawa, M., Otsubo, H. (2013). Robust Design Method for Automatic Calibration of Automatic Transmission Shift Control System. In: Proceedings of the FISITA 2012 World Automotive Congress. Lecture Notes in Electrical Engineering, vol 193. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-33744-4_38
Download citation
DOI: https://doi.org/10.1007/978-3-642-33744-4_38
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-33743-7
Online ISBN: 978-3-642-33744-4
eBook Packages: EngineeringEngineering (R0)