
Abstract
Lignocellulosic materials, such as wood, grass, and agricultural and forest residues, are potential resources for the production of bioethanol. The biochemical process of converting biomass to bioethanol typically consists of three main steps: pretreatment, enzymatic hydrolysis, and fermentation. During the whole process, pretreatment is probably the most crucial step since it has a large impact on the efficiency of the overall bioconversion. The aim of pretreatment is to disrupt recalcitrant structures of cellulosic biomass to make cellulose more accessible to the enzymes that convert carbohydrate polymers into fermentable sugars. Physical, physical–chemical, chemical, and biological processes have been used for pretreatment of lignocellulosic materials. This chapter summarizes the leading technologies in chemical pretreatment on softwood, particularly pine species, which generally show relatively higher recalcitrance than hardwood, grass, and other lignocellulosic materials. Different chemical pretreatment techniques, including dilute acid pretreatment, alkaline hydrolysis, wet oxidation, sulfite pretreatment to overcome recalcitrance of lignocellulose (SPORL), organosolv, ionic liquids pretreatment, and ozonolysis process are intensively introduced and discussed. In this chapter, the key points are focused on the structural changes primarily in cellulose, hemicellulose, and lignin during the above leading pretreatment technologies.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
In order to cope with growing demand for energy, the depletion of fossil fuel resources, and environmental concerns raised by fossil fuel use, countries wishing to limit their energy dependence on petroleum exporting countries are developing alternative energy sources, such as bioethanol produced from renewable biomass [1–4]. Cellulosic bioethanol is regarded as one of the most promising renewable biofuels in the transportation sector for the coming next few decades [5]. Current production of bioethanol relies on sugars that are obtained from starch-based agricultural crops by using first-generation conversion technologies [6]. Nowadays bioethanol produced from lignocellulosic biomass using second-generation technologies has become an interesting alternative, mainly because lignocellulosic raw materials do not compete with food crops or productive agricultural land, and they are also less expensive than conventional agricultural feedstocks [7, 8].
The biological process of converting biomass to bioethanol typically consists of three main steps: pretreatment, enzymatic hydrolysis, and fermentation. During the whole process, pretreatment is the most crucial step since it has a large impact on the efficiency of the overall bioconversion. In lignocellulosic biomass, cellulose and hemicellulose are densely packed together with lignin, which serves several functions including protection against enzymatic hydrolysis [9]. The aim of pretreatment is to disrupt recalcitrant structures of cellulosic biomass to make cellulose more accessible to the enzymes that convert carbohydrate polymers into fermentable sugars (Fig. 8.1). During the pretreatment, the extent of removal of lignin and hemicellulose depends on the pretreatment conditions and severity. For example, acidic chemical pretreatment removes most of hemicellulose. The lignin is condensed when pretreating temperature reaches above 170 °C. On the contrary, the ammonia fiber explosion (AFEX) pretreatment does not significantly remove hemicellulose.

Schematic presentation of effects of pretreatment on lignocellulosic biomass. (Reprint from Ref. [10], U.S. Department of Energy Genomic Science program (http://genomicscience.energy.gov))
Numerous pretreatment strategies have been developed to enhance the reactivity of cellulose and to increase the yield of fermentable sugars. Typical goals of pretreatment include [11]:
-
Production of highly digestible solids that enhances sugar yields during enzyme hydrolysis.
-
Avoiding the degradation of sugars (mainly pentoses) including those derived from hemicellulose.
-
Minimizing the formation of inhibitors for subsequent fermentation steps.
Among the numerous types of biomass, softwoods (SW) are generally recognized as being much more refractory than hardwoods (HW) or agricultural residues in the pretreatment process. This is, in part, due to the fact that SW have a more rigid structure and contains more lignin [12].
The goal of this paper is to review promising chemical pretreatments technologies on softwood, particularly pine species, and to discuss recent developments which have greatly aided the production of bioethanol. For each technology, a brief process description is first given with recent developments, and then the feedstocks on which these technologies are used are highlighted, followed by discussion of the technology’s advantages and disadvantages. The key points will be focused on the structural changes primarily in cellulose, hemicellulose, and lignin during the above leading pretreatment technologies.
2 Understanding Lignocellulosic Biomass
2.1 Composition of Lignocellulosic Biomass
The term “lignocellulosic biomass” is used when referring to higher plants, such as grasses, SW or HW. Understanding lignocellulosic biomass, particularly its chemical composition, is a prerequisite for developing effective pretreatment technologies to deconstruct its rigid structure, designing enzymes to liberate sugars, particularly cellulase to release glucose (Glu), from recalcitrant cellulose, as well as engineering microorganisms to convert sugars into ethanol and other bio-based chemicals. The main components of the lignocellulosic materials are cellulose, hemicellulose, lignin, and a remaining smaller part (extractives and ash). The composition of lignocellulose highly depends on its source. There is a significant variation of the lignin and (hemi)cellulose content of lignocelluloseics depending on whether it is derived from hardwood, softwood, or grasses. Table 8.1 summarizes the composition of lignocellulose encountered in some of the most common sources of biomass.
2.2 Physical and Chemical Characteristics of Lignocellulosic Biomass
Lignocellulosic biomass has a complex internal structure. The major components of lignocellulosic biomass, that is, cellulose, hemicellulose, and lignin, also have intricate structures. To obtain a clear picture of the material, an analysis of the structure of each main component is made in this section, concluding with the description of the structure of lignocellulose itself. The physical properties of each component and how these components contribute to the behavior of the complex structure are also addressed. The study is oriented toward breaking down the complex of lignocellulose and utilizing the components to produce sugars, as this is one of the main goals of pretreatment.
2.2.1 Cellulose
Cellulose is the β-1,4-polyacetal of cellobiose (4-O-β-D-glucopyranosyl-D-Glu). Cellulose is more commonly considered as a polymer of Glu because cellobiose consists of two molecules of Glu. The chemical formula of cellulose is (C6H10O5) n and the structure of one chain of the polymer is presented in Fig. 8.2. Many properties of cellulose depend on its degree of polymerization (DP), that is, the number of Glu units that make up one polymer molecule. The DP of cellulose varies from 5,000 in native wood to approximately 1,000 in bleached wood pulp [15]. Each d-anhydroglucopyranose unit possesses hydroxyl groups at C2, C3, and C6 positions, capable of undergoing the typical reactions known for primary and secondary alcohols. The molecular structure imparts cellulose with its characteristic properties: hydrophylicity, chirality, degradability, and broad chemical variability initiated by the high donor reactivity of hydroxyl groups.

The structure of cellulose [15]
The nature of the bonding between the Glu molecules (β-1,4 glycosidic) allows the polymer to be arranged in long linear chains. The latter arrangement of the molecule, together with the fact that the hydroxyl groups are at C2, C3 and C6 positions, allows for the formation of intra- and inter-molecular hydrogen bonds between the molecules of cellulose [16]. The coalescence of several polymer chains leads to the formation of microfibrils, which in turn are united to form fibers.
The hydrogen bonds in the linear cellulose chains promote aggregation into a crystalline structure and give cellulose a multitude of partially crystalline fiber structures and morphologies [17]. The average degree of crystallinity of native cellulose ranges 50–70 % [18, 19]. The ultrastructure of native cellulose (cellulose I) has been discovered to possess unexpected complexity in the form of two crystal phases: Iα and Iβ [20]. The relative amounts of Iα and Iβ have been found to vary between samples from different origins. The Iα-rich specimens have been found in the cell wall of some algae and in bacterial cellulose, whereas Iβ-rich specimens have been found in cotton, wood, and ramie fibers [21, 22]. Native cellulose also contains para-crystalline and amorphous portion. Para-crystalline cellulose is loosely described as chain segments having more order and less mobility than amorphous chains segments but less-ordered and more mobile than chains within crystals [23, 24]. The presence of crystalline cellulose, with regions of less order, and the size of the elementary fibrils work together to produce interesting combination of contrary properties such as stiffness and rigidity on one hand and flexibility on the other hand [25].
Crystalline cellulose has a very limited accessibility to water and chemicals. Chemical attack can, therefore, be expected to occur primarily on amorphous cellulose and crystalline surface. Cellulose is a relatively hygroscopic material absorbing 8–14 % water under normal atmospheric conditions (20 °C, 60 % relative humidity) [26]. Nevertheless, it is insoluble in water, where it swells. Cellulose is also insoluble in dilute acid solutions at low temperature. The solubility of the polymer is strongly related to the degree of hydrolysis achieved. As a result, factors that affect the hydrolysis rate of cellulose also affect its solubility that takes place. In alkaline solutions extensive swelling of cellulose takes place as well as dissolution of the low molecular weight fractions of the polymer (DP < 200) [27].
2.2.2 Hemicellulose
The term hemicellulose is a collective term. It is used to represent a family of polysaccharides that are found in the plant cell wall and have different composition and structure depending on their source and the extraction method. Unlike cellulose, hemicellulose is composed of combinations of pentose (xylose (Xyl) and arabinose (Ara)) and/or hexoses (mannose (Man), galactose (Gal), and Glu); and it is frequently acetylated and has side chain groups such as uronic acid and its 4-O-methyl ester. The chemical nature of hemicellulose varies from species to species. In general, the main hemicelluloses of softwood are galactoglucomannans and arabinoglucuronoxylan, while in hardwood is glucuronoxylan (Fig. 8.3) [28]. Table 8.2 summarizes the main structural features of hemicelluloses appearing in both softwood and hardwood.

Principal polysaccharides in woody hemicellulose. (Reproduced from Ref. [28] by permission of Wiley)
Important aspects of the structure and composition of hemicellulose are the lack of crystalline structure, mainly due to the highly branched structure, and the presence of acetyl groups on the polymer chain. Hemicellulose extracted from plants possesses a high degree of polydispersity, polydiversity, and polymolecularity (a broad range of size, shape, and mass characteristics). However, the DP does not usually exceed 300 units whereas the minimum limit can be around 50 monomers, which are much lower than cellulose.
In addition, most sugar components in the hemicellulose can take part in the formation of lignin–carbohydrate complexes (LCC) by covalent linkages between lignin and carbohydrates [31, 32]. The most frequently suggested LCC-linkages in native wood are benzyl ester, benzyl ether, and glycosidic linkages [33]. The benzyl ester linkage is alkali-labile and may, therefore, be hydrolyzed during the alkaline pretreatment. The latter two linkages are alkali-stable and would survive from the hydrolysis during alkaline pretreatment.
2.2.3 Lignin
Of the three major biopolymers that constitute wood, lignin is distinctly different from the other macromolecular polymers [34]. Lignin is an amorphous, cross-linked, and three-dimensional polyphenolic polymer that is synthesized by enzymatic dehydrogenative polymerization of 4-hydroxyphenyl propanoid units [35, 36]. The biosynthesis of lignin stems from the polymerization of three types of phenylpropane units as monolignols: coniferyl, sinapyl, and p-coumaryl alcohol [37, 38]. Figure 8.4 depicts these three structures. It has been identified that lignin from softwood is made up of more than 90 % of coniferyl alcohol with the remaining being mainly p-coumaryl alcohol units. Contrary to SW, lignin contained in hardwood is made up of varying ratios of coniferyl, sinapyl, and typically lesser amounts of typically lesser amounts of p-coumaryl alcohol type of units.

Three building blocks of lignin. (Reproduced from Ref. [28] by permission of Wiley)
The polymerization process is initiated by an enzyme-catalyzed oxidation of the monolignol phenolic hydroxyl groups to yield free radicals. A monolignol free radical can then couple with another monolignol to generate a dilignol. Subsequent nucleophilic attack by water, alcohols, or phenolic hydroxyl groups on the benzyl carbon of the quinone methide intermediate, restores the aromaticity of the benzene ring. The generated dilignols then undergo further polymerization to form protolignin.
Although the exact structure of protolignin is unknown, improvements in methods for identifying lignin-degradation products and advancements in spectroscopic methods have enabled scientists to elucidate the predominant structural features of lignin. Table 8.3 showed the typical abundance of common linkages and functional groups found in softwood lignin [39, 40].
The property of polydispersity, just as with hemicellulose, characterizes lignin as well. The DP for softwood lignin is approximately 60–100 and the molecular weight is in excess of 10,000 [41, 42].
Lignin in wood behaves as an insoluble three-dimensional network. It plays an important role in the cell’s endurance and development, as it affects the transport of water, nutrients, and metabolites in the plant cell. It acts as binder between cells creating a composite material that has a remarkable resistance to impact, compression, and bending [26].
Lignin is much less hydrophilic than either cellulose or hemicelluloses, and it has a general effect of inhibiting water adsorption and fiber swelling. Solvents that have been identified to significantly dissolve lignin include low molecular alcohols, dioxane, acetone, pyridine, dimethyl sulfoxide and select ionic liquids. Furthermore, it has been observed that at elevated temperatures, thermal softening of lignin takes place, which allows depolymerization reactions of acidic or alkaline nature to accelerate [43].
3 Chemical Pretreatment of Lignocellulosic Biomass
3.1 Dilute Acid Pretreatment (DAP)
Among the numerous pretreatment techniques, dilute acid pretreatment (DAP) has been shown as a leading pretreatment process that is currently under commercial development. DAP can significantly reduce lignocellulosic recalcitrance by disrupting the composite material linkage, such as the covalent bonds, hydrogen bonds, and van der Waals forces [44]. The most widely used and tested approaches in DAP are based on dilute sulfuric acid (H2SO4) since it is inexpensive and effective [45, 46]. However, nitric acid [47], hydrochloric acid (HCl) [48], and phosphoric acid [49] have also been examined. In addition, it was shown that sulfur dioxide (SO2) was also an efficient acid catalyst in the DAP, especially for softwood [50–52]. However, there are certain drawbacks with such an approach. It is difficult to handle SO2 (gas) at large scales, as safety issues may constitute a concern, and it is also a more expensive option as compared to similar alternatives such as using H2SO4.
3.1.1 Process Description
DAP is usually performed over a temperature range of 120–210 °C, with acid concentration typically less than 4 wt%, and residence time from several minutes to an hour [53]. In the DAP pretreatment, the combined severity (CS) is used for an easy comparison of pretreatment conditions and for facilitation of process control, which relates to the experimental effects of temperature, residence time, and acid concentration [54]. Lower CS is beneficial for the hemicellulose to hydrolyze to oligomers and monomers while higher CS could bring these monomers to furfurals, which are inhibitors for the subsequent enzymatic hydrolysis [55]. In order to maximize the efficiency of pretreatments, several studies have proposed a two-step procedure for DAP of SW [45, 56]. The conditions in the first step are less severe and serve to hydrolyze the hemicelluloses resulting in a high recovery of hemicellulose-derived fermentable sugars in the pretreatment effluent. By separating the solid and liquid phases after the first step, it is possible to minimize the degradation of hemicellulosic sugars to furfural and hydroxymethylfurfural (HMF). The solid material recovered from the first step is treated again under more severe conditions which promotes the enzymatic digestibility of cellulose fibers.
The DAP offers good performance in terms of recovering hemicellulose sugars but there are also some drawbacks. The dilute acid applied in the process could cause corrosion that mandates expensive materials of construction, such as hastelloy steel and ceramic valves. The neutralization of acid before the fermentation results in the formation of solid waste. In addition, the hemicellulose sugars might be further degraded to furfural and HMF, which are strong inhibitors to microbial fermentation [57]. Furthermore, most of the reported work used materials with significant size reduction, which consumes additional energy. Previous report indicated that grinding the materials to 1 mm accounted for 33 % of the power requirement of the entire process [58]. However, this is not practical in large-scale production. In addition, the detoxification step is required in DAP when running high solids pretreatment, which adds additional cost to the process.
3.1.2 Mode of Action
The main reaction that occurs during acid pretreatment is the hydrolysis of hemicellulose. Hemicellulose mainly xylan is hydrolyzed to fermentable sugars during DAP [59]. Solubilized hemicelluloses (oligomers) can be subjected to hydrolytic reactions producing monomers, furfural, HMF, and other (volatile) products in acidic environments [60, 61]. Recently, Sannigrahi et al. [62] have demonstrated that pseudo-lignin can be generated solely from carbohydrates without significant contribution from lignin during DAP especially under high severity pretreatment conditions. Further analysis indicates that pseudo-lignin is in spherical droplet form and has carbonyl, aromatic, methoxy, and aliphatic structures.
During DAP, it is generally accepted that the majority of the hemicellulose are removed initially, followed by the hydrolyzation of cellulose and subsequently some solubilization of Glu through the course of DAP [63–65]. Foston et al. [65] stated that cellulose degradation pathway can be viewed as acid catalyzed, thermally accelerated polysaccharide hydrolysis by chain scission within the fibril structure from either a crystalline or amorphous region of cellulose. This process consists of two major stages: The initial stage was regarded as rapid hydrolytic attack on the amorphous chain segments while the latter stage takes place on the crystal surfaces [66, 67]. Sannigrahi et al. [68] observed an increase in the relative proportion of cellulose Iβ accompanied by a decrease in the relative proportion of both cellulose Iα and para-crystalline region from dilute acid pretreated Loblolly pine. This suggested that the types of lignocellulosic materials and pretreatment conditions influence cellulose crystalline allomorphs and para-crystalline contents during DAP.
DAP does not lead to significant delignification. Recent studies revealed an increase in the degree of condensation of lignin, during the DAP. The increase in degree of condensation is accompanied by a decrease in β-O-4 linkages which are fragmented and subsequently recondensed during the high-temperature acid-catalyzed reactions [68, 69]. In addition, studies also indicated that lignin balls (or lignin droplets) were formed during DAP. These lignin droplets originated from lignins and possible lignin carbohydrates complexes [70, 71].
3.1.3 Dilute Acid Pretreatment of Softwood
SW are generally considered as being much more refractory than (HW) or agricultural residues. This is due to the fact that SW have a more rigid structure and contain more lignin. However, various conditions for SW DAPs have been investigated (Table 8.4), which were performed using H2SO4 or SO2.
The effect of the pretreatment is usually evaluated by the cellulose conversion yield during subsequent enzymatic hydrolysis process. Cellulose conversion yield is defined as the ratio of sugars liberated in the enzymatic hydrolysis to the theoretical value based on the sugars available in the raw material [77]. Some recent results on cellulose conversion yields from softwood are also shown in Table 8.4. It can be seen that the cellulose conversion yields of DAP treated SW are less than 65 %, which are generally lower than hardwood species [5]. This is, in part, due to the fact that SW have a more rigid structure and contains more lignin [12]. It should be noted that the addition of surfactant (i.e., Tween 80) in the post-DAP-treated substrate could enhance the cellulose conversion by 30 % [76]. During the hydrolysis, the surfactant was added simultaneously with the enzyme. The surfactant concentration ranged 1–3 g/L [78]. This was attributed to the fact that the surfactant could change the nature of the substrate by increasing the available cellulose surface or by removing inhibitory lignin [79]. The surfactant could also increase the stability of the enzymes and reduce enzyme denaturation during the hydrolysis [80, 81]. Moreover, the surfactant could facilitate desorption of enzymes from substrate [82]. It should be noted, as indicated in Table 8.4, the cellulose conversion yields (52–63 %) is still low even with the addition of Tween 80. However, this research at least afforded a way to enhance the cellulose conversion yield through the addition of surfactant. Further study might be needed in the selection of effective surfactant.
3.2 Alkaline Pretreatment
Alkaline pretreatment is one of major chemical pretreatment technologies receiving numerous studies. It employs various bases, including sodium hydroxide (NaOH) [83], calcium hydroxide (lime) [84], potassium hydroxide (KOH) [85], aqueous ammonia [86], ammonia hydroxide [87], and NaOH in combination with hydrogen peroxide or others [88–90]. Among these alkaline pretreatments, lime has received much more attentions since it is inexpensive (about 6 % cost of NaOH), has improved handling, and can be recovered easily by using carbonated wash water [91].
3.2.1 Process Description
In comparison with other pretreatment technologies, alkali pretreatment usually uses lower temperatures and pressures and even ambient conditions. Pretreatment time, however, is recorded in terms of hours or days which are much longer than other pretreatment processes. In the alkaline pretreatment, the residual alkali could be reused through the chemical recycle/recovery process, which may make the system more complex due to the need for chemical recovery [92, 93]. The particle size of the biomass is typically 10 mm or less [57]. A significant disadvantage of alkaline pretreatment is the conversion of alkali into irrecoverable salts and/or the incorporation of salts into the biomass during the pretreatment reactions so that the treatment of a large amount of salts becomes a challenging issue for alkaline pretreatment [92]. The effectiveness of alkaline pretreatment varies, depending on the substrate and treatment conditions. In general, alkaline pretreatment is more effective on hardwood, herbaceous crops, and agricultural residues with low lignin content than on softwood with high lignin content [94]. In addition, in comparison with KOH and lime, pretreatment with NaOH was found to be more efficient for the subsequent enzymatic hydrolysis [92].
3.2.2 Mode of Action
Alkaline pretreatment is basically a delignification process, in which a significant amount of hemicellulose is solubilized as well. The major effect is the removal of lignin from the biomass, thus improving the reactivity of the remaining polysaccharides. In addition, the alkaline pretreatment could swell cell wall and improve cell wall accessibility for the subsequent enzymatic hydrolysis. The action mechanism is believed to be saponification of intermolecular ester bonds crosslink hemicellulose and lignin [92]. The presence of these LCC linkages is believed to prevent selective solubilization and removal of the wood components such as hemicelluloses and lignin in biorefining processes [85, 95]. Therefore saponification leading to the cleavage of these linkages and the expose of cellulose microfibrils can increase enzymatic digestibility of cellulose. Acetyl groups and various uronic acid substitutes are also removed by alkali, thereby increasing the accessibility of hemicellulose and cellulose to enzymes [96]. He et al. [97] recently characterized hemicelluloses from untreated and dilute NaOH-treated rice straws by FTIR spectroscopy. The results revealed that the dilute NaOH pretreatment did not change hemicellulose structure significantly, but it altered certain functional groups and linkages. For instance, the decrease in the hydroxyl stretching and C–OH banding peaks representing hemicellulose hydroxyl groups, as well as the reduction in the carbonyl stretching region attributed to hemicellulose acetyl and uronic ester groups were observed by different researchers [64, 97]. In addition, a decrease in the contents of β-glycosidic linkages between hemicellulose sugar units was reported in the literature [97]. Furthermore, the degraded hemicellulose could also form furfural and HMF in the hydrolysates, but the amount is much lower than that with DAP [98]. In addition, alkaline pretreatment decreases the DP of cellulose and causes swelling of cellulose, leading to an increase in its internal surface area [99]. This makes cellulose more accessible for enzymes in the subsequent hydrolysis stage. In terms of cellulose crystallinity change during the alkaline pretreatment, research indicated that the amorphous regions suffered greater peeling reactions than the crystalline regions, and the occurrence of the peeling actions of the amorphous regions leads to an increase of cellulose crystallinity [100]. During the alkaline pretreatment, lignin suffered delignification, which is rather similar to chemical pulping technologies [39, 57].
3.2.3 Alkaline Pretreatment of Softwood
Similar to DAP, alkaline treatment has been less effective on softwood than for hardwood, herbaceous plants or agricultural residues at the same process conditions because of the generally higher lignin content of wood. Zhu et al. [101] reported that a cold NaOH pretreatment could achieve about 70 % enzymatic hydrolysis Glu yield from spruce when pretreatment was conducted at -15 °C in a 7 % (w/v) NaOH solution with 12 % (w/v) urea for 24 h. However, Mirahmadi et al. [102] obtained only 35.7 % cellulose conversion yield when treated spruce with 7.0 % (w/w) NaOH for 2 h at 5 °C. In addition, research revealed that the addition of air/oxygen to the reaction mixture could enhance the cellulose conversion yield and improve the delignification of the biomass, especially highly lignified materials [85].
3.3 Wet Oxidation Pretreatment
Wet oxidation is an oxidative pretreatment method that employs oxygen or air as catalyst. It allows reactor operation at relatively low temperatures and short reactor times [103]. It has been proven to be an efficient method for solubilization of hemicelluloses and lignin and to increase digestibility of cellulose, specially.
3.3.1 Process Description
Typically, the procedure for wet oxidation consists of drying and milling lignocellulosic biomass to obtain particles that are 2 mm in length, to which water is added at a ratio of 1 L to 6 g biomass. A compound, usually Na2CO3, is introduced to the mixture to reduce the formation of by-products. Na2CO3 addition has been shown to decrease formation of inhibitory compounds by maintaining pH in the neutral to alkaline range. Air is pumped into the vessel until a pressure of 10–12 bar is reached. This method of pretreatment is performed at 170–200 °C for a range of 10–20 min [104, 105]. The addition of air/oxygen at temperatures above 170 °C makes the process exothermic reducing the total energy demand. In general, low formation of inhibitors and efficient removal of lignin are achieved with wet oxidation pretreatment. On the other hand, cost of oxygen and catalyst are considered one of the main disadvantages for wet oxidation development technologies [2].
3.3.2 Mode of Action
Wet oxidation can be used to fractionate lignocellulosic material by solubilizing hemicellulose and removing lignin [106, 107]. During wet oxidation, lignin is oxidized to carbon dioxide, water, and carboxylic acids [40, 43]. The amount of lignin removed after pretreatment ranges from 50 % to 70 % depending on type of biomass pretreated and the conditions used [108]. The by-product formed in the oxidation, including succinic acid, glycolic acid, formic acid, acetic acid, phenolic compounds, and furfural, were much lower than the DAP [94]. In addition, the crystalline structure of cellulose is opened during the wet oxidation pretreatment, facilitating the enzymatic hydrolysis on the downstream process [94].
3.3.3 Wet Oxidation Pretreatment of Softwood
Although wet oxidation pretreatment is considered a promising technology for converting biomass into biofuels, it was rarely applied on softwood species. Palonen et al. [103] reported a 79 % cellulose conversion yield obtained from wet oxidation pretreatment of spruce. This pretreatment was performed at 200 °C for 10 min. This cellulose conversion yield was much higher than DAP and alkaline pretreatment of similar softwood species.
3.4 Sulfite Pretreatment to Overcome Recalcitrance of Lignocellulose (SPORL)
Recently Zhu et al. developed SPORL pretreatment for robust and efficient conversion of biomass through enzymatic saccharification [109]. During the SPORL pretreatment, the wood chips were pretreated in an aqueous sulfite solution followed by mechanical size reduction using disk refining. The terms sulfite and bisulfite are used interchangeably in the SPORL because the active reagents in the pretreatment liquor can be sulfite (SO3 2−), bisulfite HSO3 1−, or a combination of two of the three reagents, sulfite (SO3 2−), bisulfite HSO31−, and sulfur dioxide (SO2, or H2SO3), depending on the pH of the pretreatment liquor at a pretreatment temperature [110]. The pretreatment liquor can be prepared and recovered using existing industrial practices as described elsewhere [111]. The pH of the solution can be easily controlled by the amount of SO2 absorbed. SO2 can be substituted by other acids, such as H2SO4, HCl, oxalic acid, and acetic acid (such as the acetic acid released from acetyl groups during pretreatment of hardwood or agricultural residues).
3.4.1 Process Description
The development of the SPORL process is based on the fundamental understandings of sulfite pulping [109]. Usually the SPORL pretreats the woodchips in an aqueous sulfite solution at 160–180 °C and pH 2–4 for about 30 min. The woodchips are then fiberized (size-reduced) using a disk mill to generate fibrous substrate for subsequent saccharification and fermentation. With low pretreatment cost, excellent substrate digestibility, along with sulfite pulping and chemical recovery, and disk refining technologies that have long been practiced in the pulp and paper industry, and existing industry infrastructure and commercial markets for high-value co-products from pretreatment-dissolved hemicellulose sugars and lignin, SPORL has low environmental and technological barriers and risks [112].
3.4.2 Mode of Action
Since the SPORL process is based on the sulfite pulping, this pretreatment chemistry is also similar to sulfite pulping. The major chemistry related to hemicellulose, cellulose, and lignin can be summarized as follows:
-
A considerable amount of hemicellulose degradation and removal takes place during the pretreatment, as evidenced by the predominant Xyl content in pretreated effluent [113].
-
The degrees of polymerization of xylan [114–117] and cellulose [118] are reduced.
-
Sulfonation of lignin increases the hydrophilicity of lignin, which may promote the aqueous enzyme process.
-
The degrees of dissolution of hemicellulose, degradation of cellulose, and sulfonation and condensation of lignin are increased as reaction time and temperature increases, and pH decreases [111, 119].
It should be noted that the production of fermentation inhibitors HMF and furfural in the SPORL is significantly lower than those in dilute acid, which is favorable to the fermentation of pretreatment-dissolved sugars from cellulose and hemicellulose. Excellent performance of the SPORL with different wood species indicates that this process may be tree species independent [109].
3.4.3 SPORL Applied on Softwood
Unlike DAP, dilute alkaline pretreatment, and wet oxidation pretreatment, SPORL was proved to be efficient for softwood species. Zhu et al. [109] investigated the combination of a sulfite treatment with mechanical size reduction by disk refining to enhance enzymatic hydrolysis of SW. This study was the first to establish this novel pretreatment process. Pretreatment conditions of spruce chips (20 %, w/v) that produced optimal cellulose conversion during enzymatic hydrolysis (>90 %) were treatment with 8–10 wt% bisulfite and 1.8–3.7 wt% H2SO4 for 30 min at 180 °C. Nearly all hemicellulose was removed, which exposed the underlying cellulose fraction to enzymatic attack. Additionally, furfural and HMF were produced in minimal concentrations, about 1 and 5 mg/g untreated wood, respectively. In addition, similar results were also observed with Lodgepole pine and red pine [109, 120].
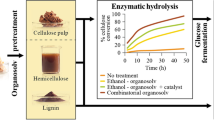
3.5 Organosolv Pretreatment
Organosolv pretreatment is a promising pretreatment strategy, since it has demonstrated its potential for lignocellulosic materials [121]. Numerous organic or aqueous solvent mixtures can be utilized, including methanol, ethanol, acetone, ethylene glycol, and tetrahydrofurfuryl alcohol, in order to solubilize lignin and provide treated cellulose suitable for enzymatic hydrolysis [122]. Comparing to other chemical pretreatments, the main advantage of organosolv process is the recovery of relatively pure lignin as a by-product [122], which can be used as a substitute for polymeric materials, such as phenolic powder resins, polyurethane foams, and epoxy resins [123]. In some studies, these mixtures are combined with acid catalysts (HCl, H2SO4, oxalic, or salicylic) to break hemicellulose bonds. A high yield of Xyl can usually be obtained with the addition of acid. However, this acid addition can be avoided for a satisfactory delignification by increasing process temperature (above 185 °C) [124]. Usually in the organosolv pretreatment, high lignin removal (>70 %) and minimum cellulose loss (less than 2 %) could be achieved [121].
3.5.1 Process Description
Although several organic solvents can be applied in the organosolv pretreatments, the low-molecular weight alcohols with lower boiling points such as ethanol and methanol are favored solvent mainly due their low prices. The preferred conditions of organosolv process depend on the nature of the feedstock being processed, but will generally be in the following ranges: a cooking temperature of 180–195 °C, a cooking time of 30–90 min, an ethanol concentration of 35–70 % (w/v), and a liquor-to-solid ratio ranging from 4:1 to 10:1. The pH of the liquor might range from 2.0 to 3.8.
Compared with other pretreatments, organosolv pretreatment has some advantages as follows: (1) Organic solvents are always easy to recover by distillation and recycled for pretreatment; (2) the chemical recovery in organosolv pulping processes can isolate lignin as a solid material and carbohydrates as a syrup, both of which show promise as chemical feedstocks [125–127]. It seems that organosolv pretreatment is feasible for biorefinery of lignocellulosic biomass, which considers the utilization of all the biomass components. However, there are inherent drawbacks to the organosolv pretreatment. Organic solvents are always expensive, so it should be recovered as much as possible, but this causes increase of energy consumption. In addition, organosolv pretreatment must be performed under extremely tight and efficient control due to the volatility of organic solvents. No digester leaks can be tolerated because of inherent fire and explosion hazard [127]. This could also increase the capital cost. Moreover, removal of solvents from the system is necessary using appropriate extraction and separation techniques, for example, evaporation and condensation, and they should be recycled to reduce operational costs. Solvents need to be separated because they might be inhibitory to enzymatic hydrolysis and fermentative microorganisms [3]. The pretreated solids always need to be washed with organic solvent previous to water washing in order to avoid the reprecipitation of dissolved lignin, which leads to cumbersome washing arrangements.
3.5.2 Mode of Action
During the organosolv pretreatment, the largest component, cellulose, is partially hydrolyzed into smaller fragments that still remain insoluble in the liquor. Recently, Sannigrahi et al. [128] revealed that the degree of cellulose crystallinity increases and the relative proportion of para-crystalline and amorphous cellulose decreases after the organosolv pretreatment of Loblolly pine. The second largest component, hemicellulose, is hydrolyzed mostly into soluble components, such as oligosaccharides, monosaccharides, and acetic acid. Acetic acid lowers the liquor pH, stimulating acid-catalyzed hydrolysis of the other components. Some of the pentose sugars are subsequently dehydrated under the operating conditions to form furfural [129]. The third major polymer component, lignin, is hydrolyzed under the conditions employed in the process primarily into lower molecular weight fragments that dissolve in the aqueous ethanol liquor. In addition, studies [130] on the depolymerization of the lignin in macromolecule occurs primarily through cleavage β-O-4 linkages, which significantly influences delignification of SW. Moreover, lignin condensation was reported much lower when compared with DAP [131], owing in part to the countering effect of organic solvents that retain the lignin components in solution and slow recombination of macromolecules.
3.5.3 Organosolv Pretreatment of Softwood
Generally, the organosolv pretreatment was efficient on the bioconversion of softwood. After the pretreatment, the cellulose conversion yield during the subsequent enzymatic hydrolysis could be as high as 99 %, which is much higher than other chemical pretreatements, namely DAP, alkaline, and wet oxidation pretreatments (Table 8.5).
3.6 Ionic Liquids (ILs) Pretreatment
Ionic liquids (ILs) has recently received extensive research attention on the cellulose dissolution [137–142]. Some ILs show promise as efficient and “green”, novel cellulose solvents. They can dissolve large amounts of cellulose at considerable mild conditions, and feasibility of recovering nearly 100 % of the used ILs to their initial purity makes them attractive [143]. After the ILs pretreatment, the precipitated cellulose is washed thoroughly with water to remove the ILs. No negative effect of the residual ILs was reported on the subsequent cellulose hydrolysis and fermentation [44]. As cellulose solvents, several ILs possess several advantages over regular volatile organic solvents of biodegradability, low toxicity, broad selection of anion and cation combinations, low hydrophobicity, low viscosity, enhanced electrochemical stability, thermal stability, high reaction rates, low volatility with potentially minimal environmental impact, and non-flammable property.
The dissolution mechanism of cellulose in ILs involves the oxygen and hydrogen atoms of cellulose hydroxyl groups in the formation of electron donor–electron acceptor (DA) complexes which interact with the ILs [144]. Upon interaction of the cellulose-OH and ILs, the hydrogen bonds are broken, resulting in opening of the hydrogen bonds between molecular chains of the cellulose [144]. These interactions result in the dissolution of cellulose. Solubilized cellulose can be recovered by rapid precipitation with some anti-solvents such as water, ethanol, methanol, or acetone. The recovered cellulose was found to have the same DP and polydispersity as the initial cellulose, but significantly different macro- and micro-structure, especially the decreased degree of crystallinity [145]. The previously used ILs include 1-n-butyl-3-methylimidazolium chloride (BMIMCl) [146], 1-allyl-3-methylimidazolium chloride (AMIMCl) [147], 3-methyl-N-bytylpyridin-ium chloride (MBPCl), and benzyldimethyl (tetradecyl) ammonium chloride (BDTACl) [143]. It should be noted that the presence of water significantly hampers the dissolution efficiency of ILs. Thus, the water content in the wood chips should be decreased prior to the pretreatment [148]. In addition, an IL can be recovered after regeneration of cellulose with water or water/acetone mixture. The solvent added to the IL should be evaporated prior to its reuse in the next extraction cycle [148].
Application of ILs has opened new ways for the efficient utilization of lignocellulosic materials in such areas as biomass pretreatment and fractionation. However, there are still many challenges in putting these potential applications into practical use, for example, the high cost of ILs, regeneration requirement, lack of detailed toxicological data and knowledge about basic physico-chemical characteristics and action mode on hemicellulose and/or lignin contents of lignocellulosic materials, and inhibitor generation issues. Further research is required to address such challenges.
3.7 Ozonolysis
Ozone treatment is one way of reducing the lignin content of lignocellulosic wastes. This results in an increase of the in vitro digestibility of the treated material, and unlike other chemical treatments, it does not produce toxic residues. Ozone can be used to degrade lignin and hemicellulose in many lignocellulosic materials such as wheat straw [149], bagasse, green hay, peanut, pine [150], cotton straw [151], and poplar sawdust [152]. Research indicated [153] ozone is highly reactive toward compounds incorporating conjugated double bonds and functional groups with high electron densities. Therefore, the moiety, most likely to be oxidized in ozonization of lignocellulosic materials, is lignin due to its high content of C=C bonds. Thus, during the ozonolysis, the degradation is mainly limited to lignin. Ozone attacks lignin releasing soluble compounds of less molecular weight, mainly organic acids such as formic and acetic acid [153]. The main advantages linked to this process are the lack of any degradation products that might interfere with subsequent hydrolysis or fermentation and the reactions occurring at ambient temperature and normal pressure. Furthermore, the fact that ozone can be easily decomposed by using a catalytic bed or increasing the temperature means that processes can be designed to minimize environmental pollution. A drawback of ozonolysis is that a large amount of ozone is required, which can make the process expensive and less applicable [154]. However, recently Hu et al. [155] demonstrated that a lower charge of ozone could be used to enhance the enzymatic digestibility of cellulose, if the ozone-treated biomass was not washed and the in-situ generated acids were employed in a subsequent DAP.
4 Summary
The effects of different chemical pretreatment technologies on the structure of lignocellulose are summarized in this section. In addition, the environment impacts of these pretreatments are also briefly discussed. Some directions and perspectives are also proposed for the future chemical pretreatment technologies.
4.1 Pretreatment Effect on the Structure of Lignocellulose
Most of the chemical pretreatment technologies that have been described herein are effective on one or more factors that contribute to lignocellulosic recalcitrance, as shown in Table 8.6. Table 8.7 summarizes the main advantages and disadvantages of these pretreatment technologies. Each method discussed shows the ability to take the complex carbohydrate and depolymerize the substrate to a lower fraction for enzymatic saccharification in the subsequent step. There are a number of feasible routes, each of which has their own merits and disadvantages, and consequences on the enzymatic hydrolysis.
4.2 Environmental Impact of Chemical Pretreatment Technologies
Some studies were conducted on the analysis of environmental impact of chemical pretreatment technologies. For instance, the life-cycle assessment (LCA) was used to evaluate the impact of chemical pretreatment technologies on the environment. LCA is a conceptual framework and methodology for the assessment of environmental impacts of product systems on a cradle-to-grave basis [158]. Analysis of a system under LCA encompasses the extraction of raw materials and energy resources from the environment, the conversion of these resources into the desired products, the utilization of the product by the consumer, and finally the disposal, reuse, or recycle of the product after its service life [159]. The LCA approach is an effective way to introduce environmental considerations in process and product design or selection. Based on LCA studies, the chemical pretreatment for bio-ethanol production technologies can be compared. Energy production and utilization cycles based on cellulosic biomass have near-zero greenhouse gas emissions on a life-cycle basis [160]. Biomass utilization into ethanol production offers environmental benefits in terms of nonrenewable energy consumption and global warming impact [161].
4.3 Future Directions and Perspectives
Most of the leading chemical pretreatment technologies that have been described herein are effective on one or more factors that contribute to lignocellulosics recalcitrance. Despite much research that has been dedicated to understanding the chemistry and the plant cell wall structure changes during various pretreatment technologies, the insufficient knowledge of cell wall structure, ultra structure, and pretreatment effects still limits the economics and effectiveness of pretreatment. For instance, the biological and chemical properties of plants are very complex in terms of composition, structure, and ultra-structure [162]. Although researchers have put significant effort into optimizing the pretreatment effectiveness, the fundamental science behind these optimizations is still not fully understood. Furthermore, there has been a lack of mechanistic understanding of the ultrastructural and physicochemical changes occurring within the cell wall at the molecular level and the cellular/tissue scale during various pretreatment technologies. It is thus essential to understand the effects of pretreatment on plant cell walls at a more fundamental level, in order to develop a cost-effective pretreatment technology with maximum fermentable sugar recovery, minimum inhibitor production and energy input, low demand of post-pretreatment processes, and low capital costs for reactors, water, and chemicals. In addition, advances in the analytical chemistry would provide useful tools to investigate the cell wall deconstruction and understand the recalcitrance during the pretreatment process [163, 164].
References
Karmakar A, Karmakar S, Mukherjee S (2010) Properties of various plants and animals feedstocks for biodiesel production. Bioresour Technol 101:7201–7210
Alvira P, Tomas-Pejo E, Ballesteros M, Negro MJ (2010) Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: a review. Bioresour Technol 101:4851–4861
David K, Ragauskas AJ (2010) Switchgrass as an energy crop for biofuel production: a review of its ligno-cellulosic chemical properties. Energy Environ Sci 3:1182–1190
Hamelinck CN, van Hooijdonk G, Faaij APC (2005) Ethanol from lignocellulosic biomass: techno-economic performance in short-, middle- and long-term. Biomass Bioenergy 28:384–410
Galbe M, Zacchi G (2007) Pretreatment of lignocellulosic materials for efficient bioethanol production. Adv Biochem Eng/Biotechnol 108:41–65
Fatih Demirbas M (2009) Biorefineries for biofuel upgrading: a critical review. Appl Energy 86:S151–S161
Ragauskas AJ, Williams CK, Davison BH, Britovsek G, Cairney J, Eckert CA, Frederick WJ Jr, Hallett JP, Leak DJ, Liotta CL, Mielenz JR, Murphy R, Templer R, Tschaplinski T (2006) The path forward for biofuels and biomaterials. Science 311:484–489
Dalgaard T, Jorgensen U, Olesen JE, Jensen ES, Kristensen ES (2006) Looking at biofuels and bioenergy. Science 312(5781):1743–1744
Leonowicz A, Matuszewska A, Luterek J, Ziegenhagen D, Wojtas-Wasilewska M, Cho NS, Hofrichter M, Rogalski J (1999) Biodegradation of lignin by white rot fungi. Fungal Genet Biol 27(2–3):175–185
U.S. Department of Energy’s Office of Biological and Environmental Research. https://public.ornl.gov/site/gallery/detail.cfm?id=248&topic=53&citation=&general=&restsection=public. Accessed 26 March 2012
Brodeur G, Yau E, Badal K, Collier J, Ramachandran KB, Ramakrishnan S (2011) Chemical and physicochemical pretreatment of lignocellulosic biomass: a review. Enzyme Res 2011:1–17
Galbe M, Zacchi G (2002) A review of the production of ethanol from softwood. Appl Microbiol Biotechnol 59:618–628
Brosse N, Dufour A, Meng X, Sun Q, Ragauskas A (2012) Miscanthus: a fast - growing crop for biofuels and chemicals production. Biofuels Bioprod Bioref 6:580–598
Ingram T, Wormeyer K, Lima JC, Bockemuhl V, Antranikian G, Brunner G, Smirnova I (2011) Comparison of different pretreatment methods for lignocellulosic materials. Part I: conversion of rye straw to valuable products. Bioresour Technol 102:5221–5228
Hallac BB, Ragauskas AJ (2011) Analyzing cellulose degree of polymerization and its relevancy to cellulosic ethanol. Biofuels Bioprod Biorefin 5(2):215–225
Faulon J, Carlson GA, Hatcher PG (1994) A three-dimensional model for lignocellulose from gymno-spermous wood. Org Geochem 21:1169–1179
Klemm D, Heublein B, Fink HP, Bohn A (2005) Cellulose: fascinating biopolymer and sustainable raw material. Angew Chem 44:3358–3393
Thygesen A, Oddershede J, Lilholt H, Thomsen AB, Stahl K (2005) On the determination of crystallinity and cellulose content in plant fibers. Cellulose 12(6):563–576
Newman RH (2004) Homogeneity in cellulose crystallinity between samples of Pinus radiata wood. Holzforschung 58(1):91–96
Atalla RH, VanderHart DL (1984) Native cellulose: a composite of two distinct crystalline forms. Science 223(4633):283–285
Horii F, Hirai A, Kitamaru R (1987) Transformation of native cellulose crystals from cellulose I(β) to I(α) through solid-state chemical reactions. Macromolecules 20(6):1440–1442
Sugiyama J, Persson J, Chanzy H (1991) Combined infrared and electron diffraction study of the polymorphism of native celluloses. Macromolecules 24(6):2461–2469
Larsson PT, Hult EL, Wickholm K, Pettersson E, Iversen T (1999) CP/MAS 13C-NMR spectroscopy applied to structure and interaction studies on cellulose I. Solid State Nucl Magn Reson 15(1):31–40
Stephens CH, Whitmore PM, Morris HR, Bier ME (2008) Hydrolysis of the amorphous cellulose in cotton-based paper. Biomacromolecules 9:1093–1099
Wagberg L, Annergren GO (1997) Physicochemical characterization of papermaking fibers. In: Baker CF (ed) The fundamentals of papermaking materials. Transaction of the 11th fundamental research symposium. Pira International, Cambridge, pp 1–82
Harmsen PFH, Huijgen WJJ, Bermúdez López LM, Bakker RRC (2010) Literature review of physical and chemical pretreatment processes for lignocellulosic biomass. Energy Research Center of the Netherlands, the Amsterdam
Krassig H, Schurz J (2002) Ullmann’s encyclopedia of industrial chemistry, 6th edn. Wiley Weinheim
Pu Y, Zhang D, Singh PM, Ragauskas AJ (2008) The new forestry biofuels sector. Biofuels Bioprod Biorefin 2:58–73
Willför S, Sundberg A, Pranovich A, Holmbom B (2005) Polysaccharides in some industrially important hardwood species. Wood Sci Technol 39:601–617
Willför S, Sundberg A, Hemming J, Holmbom B (2005) Polysaccharides in some industrially important softwood species. Wood Sci Technol 39:245–257
Barakat A, Winter H, Rondeau-Mouro C, Saake B, Chabbert B, Cathala B (2007) Studies of xylan interactions and cross-linking to synthetic lignins formed by bulk and end-wise polymerization: a model study of lignin carbohydrate complex formation. Planta 226:267–281
Bunzel M, Ralph J, Lu F, Hatfield RD, Steinhart H (2004) Lignins and ferulate-coniferyl alcohol cross-coupling products in cereal grains. J Agric Food Chem 52:6496–6502
Lawoko M, Henriksson G, Gellerstedt G (2006) Characterization of lignincarbohydrate complexes (LCCs) of spruce wood (Picea abies L) isolated with two methods. Holzforschung 60:156–161
Brunow G, Lundquist K, Gellerstedt G (1999) Lignin: analytical methods in wood chemistry. In: Sjostrom E (ed) Pulping and papermaking. Springer, Berlin, pp 77–124
Davin LB, Lewis NG (2005) Lignin primary structures and dirigent sites. Curr Opin Biotechnol 16:407–415
Halpin C (2004) Redesigning lignin for industry and agriculture. Biotechnol Genet Eng Rev 21:229–245
Boerjan W, Ralph J, Baucher M (2003) Lignin biosynthesis. Annu Rev Plant Biol 54:519–546
Pu Y, Jiang N, Ragauskas AJ (2007) Ionic liquid as a green solvent for lignin. J Wood Chem Technol 27:23–33
Chakar FS, Ragauskas AJ (2004) Review of current and future softwood kraft lignin process chemistry. Ind Crops Prod 20:131–141
Huang F, Singh PM, Ragauskas AJ (2011) Characterization of milled wood lignin (MWL) in Loblolly pine stem wood, residue, and bark. J Agr Food Chem 59:12910–12916
Meister JJ (2002) Modification of lignin. J Macromol Sci Polym Rev C42(2):235–289
Guerra A, Xavier A, Hai A, Filpponen I, Lucia L, Argyropoulos D (2006) Different wood species offer different yields, lignin structures, and molecular weights when isolated with the same method. J Agr Food Chem 54:9696–9705
Pandey MP, Kim CS (2011) Lignin depolymerization and conversion: a review of thermochemical methods. Chem Eng Technol 34:29–41
Li C, Knierim B, Manisseri C, Arora R, Scheller HV, Auer M, Vogel KP, Simmons BA, Singh S (2010) Comparison of dilute acid and ionic liquid pretreatment of switchgrass: biomass recalcitrance, delignification and enzymatic saccharification. Bioresour Technol 101:4900–4906
Nguyen QA, Tucker MP, Keller FA, Eddy FP (2000) Two stage dilute-acid pretreatment of softwoods. Appl Biochem Biotechnol 84–86:561–576
Kim JS, Lee YY, Park SC (2000) Pretreatment of wastepaper and pulp mill sludge by aqueous ammonia and hydrogen peroxide. Appl Biochem Biotechnol 84/86:129–139
Brink DL (1994) Method of treating biomass material. US Patent 5,366,558
Goldstein IS, Easter JM (1992) An improved process for converting cellulose to ethanol. TAPPI J 75(8):135–140
Israilides CJ, Grant GA, Han YW (1978) Sugar level, fermentability, and acceptability of straw treated with different acids. Appl Environ Microbiol 36(1):43–46
Monavari S, Galbe M, Zacchi G (2009) Impact of impregnation time and chip size on sugar yield in pretreatment of softwood for ethanol production. Bioresour Technol 100:6312–6316
Söderström J, Pilcher L, Galbe M, Zacchi G (2002) Two-step steam pretreatment of softwood with SO2 impregnation for ethanol production. Appl Biochem Biotechnol 98–100:5–21
Tengborg C, Stenberg K, Galbe M, Zacchi G, Larsson S, Palmqvist E, Hahn-Hägerdal B (1998) Comparison of SO2 and H2SO4 impregnation of softwood prior to steam pretreatment on ethanol production. Appl Biochem Biotechnol 70–72:3–15
Taherzadeh MJ, Karimi K (2007) Enzyme-based hydrolysis processes for ethanol from lignocellulosic materials: a review. Bioresources 2(4):707–738
Lloyd T, Wyman CE (2003) Application of a depolymerization model for predicting thermochemical hydrolysis of hemicellulose. Appl Biochem Biotechnol 105:53–67
Kabel MA, Bos G, Zeevalking J, Voragen AG, Schols HA (2007) Effect of pretreatment severity on xylan solubility and enzymatic breakdown of the remaining cellulose from wheat straw. Bioresour Technol 98:2034–2042
Soderstrom J, Galbe M, Zacchi G (2005) Separate versus simultaneous saccharification and fermentation of two-step steam pretreated softwood for ethanol production. J Wood Chem Technol 25:187–202
Mosier N, Wyman C, Dale B, Elander R, Lee YY, Holtzapple M, Ladisch M (2005) Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour Technol 96:673–686
Wooley R, Ruth M, Glassner D, Sheehan J (1999) Process design and costing of bioethanol technology: a tool for determining the status and direction of research and development. Biotechnol Prog 15:794–803
Hendriks AT, Zeeman G (2009) Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour Technol 100:10–18
Fengel D, Wegener G (1984) Wood: chemistry, ultrastructure, reactions. De Gruyter, Berlin
Ramos LP (2003) The chemistry involved in the steam treatment of lignocellulosic materials. Quim Nova 26(6):863–871
Sannigrahi P, Kim DH, Jung SW, Ragauskas AJ (2011) Pseudo-lignin and pretreatment chemistry. Energy Environ Sci 4:1306–1310
Lloyd TA, Wyman CE (2005) Combined sugar yields for dilute sulfuric acid pretreatment of corn stover followed by enzymatic hydrolysis of the remaining solids. Bioresour Technol 96:1967–1977
Kumar R, Mago G, Balan V, Wyman CE (2009) Physical and chemical characterizations of corn stover and poplar solids resulting from leading pretreatment technologies. Bioresour Technol 100:3948–3962
Foston M, Ragauskas AJ (2010) Changes in lignocellulosic supramolecular and ultrastructure during dilute acid pretreatment of Populus and switchgrass. Biomass Bioenergy 34:1885–1895
Cao S, Pu Y, Studer M, Wyman CL, Ragauskas AJ (2012) Chemical transformations of Populus trichocarpa during dilute acid pretreatment. RSC Advances 2:10925–10936
Emsley AM, Heywood RJ (1997) On the kinetics of degradation of cellulose. Cellulose 4:1–5
Sannigrahi P, Ragauskas AJ, Miller SJ (2008) Effects of two-stage dilute acid pretreatment on the structure and composition of lignin and cellulose in loblolly pine. Bioenergy Res 1:205–214
Kobayashi T, Kohn B, Holmes L, Faulkner R, Davis M, Maciel GE (2011) Molecular-level consequences of biomass pretreatment by dilute sulfuric acid at various temperatures. Energy Fuels 25:1790–1797
Donohoe BS, Decker SR, Tucker MP, Himmel ME, Vinzant TB (2008) Visualizing lignin coalescence and migration through maize cell walls following thermochemical pretreatment. Biotechnol Bioeng 101:913–925
Selig MJ, Viamajala S, Decker SR, Tucker MP, Himmel ME, Vinzant TB (2007) Deposition of lignin droplets produced during dilute acid pretreatment of maize stems retards enzymatic hydrolysis of cellulose. Biotechnol Prog 23:1333–1339
Kumar L, Chandra R, Chung PA, Saddler J (2010) Can the same steam pretreatment conditions be used for most softwoods to achieve good, enzymatic hydrolysis and sugar yields? Bioresour Technol 101:7827–7833
Grethlein HE, Allen DC, Converse AO (1984) A comparative study of the enzymatic hydrolysis of acid-pretreated white pine and mixed hardwood. Biotechnol Bioeng 26:1498–1505
Ewanick SM, Bura R, Saddler JN (2007) Acid-catalyzed steam pretreatment of lodgepole pine and subsequent enzymatic hydrolysis and fermentation to ethanol. Biotechnol Bioeng 98(4):737–746
Tu M, Chandra RP, Saddler JN (2007) Recycling cellulases during the hydrolysis of steam exploded and ethanol pretreated lodgepole pine. Biotechnol Prog 23:1130–1137
Huang F, Ragauskas AJ (2012) Dilute H2SO4 and SO2 pretreatments of loblolly pine wood residue for bioethanol production. Ind Biotechnol 8(1):22–30
Ouyang J, Dong Z, Song X, Lee X, Chen M, Yong Q (2010) Improved enzymatic hydrolysis of microcrystalline cellulose (Avicel PH101) by polyethylene glycol addition. Bioresour Technol 101:6685–6691
Alkasrawi M, Eriksson T, Börjesson J, Wingren A, Galbe M, Tjerneld F, Zacchi G (2003) The effect of Tween-20 on simultaneous saccharification and fermentation of softwood to ethanol. Enzyme Microb Technol 33:71–78
Helle SS, Duff SJB, Cooper DG (1993) Effect of surfactants on cellulose hydrolysis. Biotechnol Bioeng 42:611–617
Kaar WE, Holtzapple M (1998) Benefits from tween during enzymatic hydrolysis of corn stover. Biotechnol Bioeng 59:419–427
Kim MH, Lee SB, Ryu DDY(1982) Surface deactivation of cellulase and its prevention. Enzyme Microb Technol 4:99–103
Park JW, Takahata Y, Kajiuchi T, Akehata T(1992) Effects of nonionic surfactant on enzymatic-hydrolysis of used newspaper. Biotechnol Bioeng 39:117–120
Carrillo F, Lis MJ, Colom X (2005) Effect of alkali pretreatment on cellulase hydrolyiss of wheat straw: kinetic study. Process Biochem 40:3360–3364
Chang VS, Nagwani M, Kim CH (2001) Oxidative lime pretreatment of high-lignin biomass—poplar wood and newspaper. Appl Biochem Biotechnol 94:1–28
Chang VS, Holtzapple MT (2000) Fundamental factors affecting biomass enzymatic reactivity. Appl Biochem Biotechnol 84/86:5–37
Kim TH, Kim JS, Sunwoo C (2003) Pretreatment of corn stover by aqueous ammonia. Bioresour Technol 90:39–47
Prior BA, Day DF (2008) Hydrolysis of ammonia-pretreated sugar cane bagasse with cellulase, beta-glucosidase, and hemicellulase preparations. Appl Biochem Biotechnol 146:151–164
Mishima D, Tateda M, Ike M (2006) Comparative study on chemicals pretreatments to accelerate enzymatic hydrolysis of aquatic macrophyte biomass used in water purification processes. Bioresour Technol 97:2166–2172
Saha BC, Cotta MA (2006) Ethanol production from alkaline peroxide pretreated enzymatically accharified wheat straw. Biotechnol Prog 22:449–453
Saha BC, Cotta MA (2007) Enzymatic saccharification and fermentation of alkaline peroxide retreated rice hulls to ethanol. Enzyme Microb Technol 41:528–532
Peters MS, Timmerhaus KD (1991) Plant design and economics for chemical engineers, 4th edn. McGraw-Hill, New York
Zheng Y, Pan Z, Zhang R (2009) Overview of biomass pretreatment for cellulosic ethanol production. Int J Agr Biol Eng 2:51–68
Pavlostathis SG, Gossett JM (1985) Alkaline treatment of wheat straw for increasing anaerobic biodegradability. Biotechnol Bioeng 27:334–344
Kumar R, Wyman CE (2009) Effects of cellulase and xylanase enzymes on the deconstruction of solids from pretreatment of poplar by leading technologies. Biotechnol Prog 25:302–314
Balakshin M, Capanema E, Gracz H, Chang HM, Jameel H (2011) Quantification of lignin-carbohydrate linkages with high-resolution NMR spectroscopy. Planta 233:1097–1110
Wan CX, Zhou YG, Li YB (2011) Liquid hot water and alkaline pretreatment of soybean straw for improving cellulose digestibility. Bioresour Technol 102:6254–6259
He YF, Pang YZ, Liu YP, Li XJ, Wang KS (2008) Physicochemical characterization of rice straw pretreated with sodium hydroxide in the solid state for enhancing biogas production. Energy Fuels 22:2775–2781
Taherzadeh MJ, Karimi K (2008) Pretreatment of Lignocellulosic wastes to improve ethanol and biogas production: a review. Int J Mol Sci 9:1621–1651
Fan LT, Gharpuray MM, Lee YH (1987) Cellulose hydrolysis biotechnology monographs. Springer, Berlin
Wu L, Arakane M, Ike M, Wada M, Takai T, Gau M, Tokuyasu K (2011) Low temperature alkali pretreatment for improving enzymatic digestibility of sweet sorghum bagasse for ethanol production. Bioresour Technol 102:4793–4799
Zhu JY, Pan XJ (2010) Woody biomass pretreatment for cellulosic ethanol production: technology and energy consumption evaluation. Bioresour Technol 101:4992–5002
Mirahmadi K, Kabir MM, Jeihanipour A, Karimi K, Taherzadeh M (2010) Alkaline pretreatment of spruce and birch to improve bioethanol and biogas production. Bioresources 5(2):928–938
Palonen H, Thomsen AB, Tenkanen M, Schmidt AS, Viikari L (2004) Evaluation of wet oxidation pretreatment for enzymatic hydrolysis of softwood. Appl Biochem Biotechnol 117:1–17
Martín C, Marcet M, Thomsen AB (2008) Comparison between wet oxidation and steam explosion as pretreatment methods for enzymatic hydrolysis of sugarcane bagasse. Bioresources 3(3):670–683
Pedersen M, Meyer AS (2009) Influence of substrate particle size and wet oxidation on physical surface structures and enzymatic hydrolysis of wheat straw. Biotechnol Prog 25(2):399–408
Banerjee S, Sen R, Pandey RA, Chakrabarti T, Satpute D, Giri BS, Mudliar S (2009) Evaluation of wet air oxidation as a pretreatment strategy for bioethanol production from rice husk and process optimization. Biomass Bioenergy 33:1680–1686
Martín C, Klinke HB, Thomsen AB (2007) Wet oxidation as a pretreatment method for enhancing the enzymatic convertibility of sugarcane bagasse. Enzyme Microb Technol 40:426–432
Martín C, Marcet M, Thomsen AB (2008) Comparison between wet oxidation and steam explosion as pretreatment methods for enzymatic hydrolysis of sugarcane bagasse. Bioresources 3(3):670–683
Zhu JY, Pan XJ, Wang GS, Gleisner R (2009) Sulfite pretreatment (SPORL) for robust enzymatic saccharification of spruce and red pine. Bioresour Technol 100:2411–2418
Ingruber O (1985) Sulfite science part I: sulfite pulping cooking liquor and the four bases. In: Ingruber O, Kocurek M, Wong A (eds) Sulfite science and technology. The joint textbook committee of the paper industry, 3rd edn. TAPPI/CPPA, Atlanta, pp 3–23
Bryce JRG (1980) Sulfite pulping. In: Casey JP (ed) Pulp and paper: chemistry and chemical technology, 3rd edn. Wiley, New York, pp 291–376
Wang GS, Pan XJ, Zhu JY, Gleisner R, Rockwood D (2009) Sulfite pretreatment to overcome recalcitrance of lignocellulose (SPORL) for robust enzymatic saccharification of hardwoods. Biotechnol Prog 25(4):1086–1093
Janson J, Sjostrom E (1964) Behaviour of xylan during sulphite cooking of birchwood. Sven Papperstidn 67:764–771
Meier H (1962) On the behavior of wood hemicelluloses under different pulping conditions. Part I. Birch hemicellulose. Sven Papperstidn 65:299–305
Meier H (1962) On the behavior of wood hemicelluloses under different pulping conditions. Part II. Spruce hemicellulose. Sven Papperstidn 65:589–594
Pfister K, Sjostrom E (1977) The formation of monosaccharides and aldonic and uronic acids during sulphite cooking. Pap Puu 59:711–720
Sundman J (1950) Sockerutlosningen vid sulfitcellulosakoket. Pap Puu 32:267–274
Heuser E (1950) Trends in fundamental research in the cellulose and wood pulp field. TAPPI 33:118–124
Hall L, Stockman L (1958) Sulfitkokning vid olika aciditet. Sven Papperstidn 61:871–880
Zhu JY, Zhu W, Obryan P, Dien BS, Tian S, Gleisner R, Pan XJ (2010) Ethanol production from SPORL-pretreated lodgepole pine: preliminary evaluation of mass balance and process energy efficiency. Appl Microb Biotechnol 86:1355–1365
Papatheofanous MG, Billa E, Koullas DP, Monties B, Koukios EG (1995) Two stage acid-catalyzed fractionation of lignocellulosic biomass in aqueous ethanol systems at low temperatures. Bioresour Technol 54:305–310
Zhao X, Cheng K, Liu D (2009) Organosolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Appl Microb Biotechnol 82:815–827
Zhang YH (2008) Reviving the carbohydrate economy via multi-product lignocellulose biorefineries. J Ind Microb Biotechnol 35:367–375
Duff SJB, Murray WD (1996) Bioconversion of forest products industry waste cellulosics to fuel ethanol: a review. Bioresour Technol 55:1–33
Lora JH, Aziz S (1985) Organosolv pulping: a versatile approach to wood refining. TAPPI J 68:94–97
Johansson A, Aaltonen O, Ylinen P (1987) Organosolv pulping method and pulp properties. Biomass 13:45–65
Aziz S, Sarkanen K (1989) Organosolv pulping—a review. TAPPI J 72:169–175
Sannigrahi P, Miller SJ, Ragauskas AJ (2010) Effects of organosolv pretreatment and enzymatic hydrolysis on cellulose structure and crystallinity in Loblolly pine. Carbohydr Res 345:965–970
Kumar P, Barrett DM, Delwiche MJ, Stroeve P (2009) Methods for pretreatment of lignocellulosic biomass for efficient hydrolysis and biofuel production. Ind Eng Chem Res 48:3713–3729
Meshgini M, Sarkanen KV (1989) Synthesis and kinetics of acid-catalyzed hydrolysis of some α-aryl ether lignin model compounds. Holzforschung 43:239–243
Evtiguin DV, Neto CP, Silvestre AJD (1997) Condensation reactions of lignin during oxygen delignification under acidic conditions. J Wood Chem Technol 17:41–55
Pan X, Xie D, Yu RW, Lam D, Saddler JN (2007) Pretreatment of lodgepole pine killed by mountain pine beetle using the ethanol organosolv process: fractionation and process optimization. Ind Eng Chem Res 46:2609–2617
Araque E, Parra C, Freer J, Contreras D, Rodríguez J, Mendonça R, Baeza J (2008) Evaluation of organosolv pretreatment for the conversion of Pinus radiata D. Don to ethanol. Enzyme Microb Technol 43:214–219
Del Rio LF, Chandra RP, Saddler JN (2010) The effect of varying organosolv pretreatment chemicals on the physicochemical properties and cellulolytic hydrolysis of mountain pine beetle-killed lodgepole pine. Appl Biochem Biotechnol 161:1–21
Park N, Kim HY, Koo BW, Yeo H, Choi IG (2010) Organosolv pretreatment with various catalysts for enhancing enzymatic hydrolysis of pitch pine (Pinus rigida). Bioresour Technol 101:7057–7064
Mabee WE, Gregg DJ, Arato C, Berlin A, Bura R, Gilkes N, Mirochnik O, Pan X, Pye EK, Saddler JN (2006) Updates on softwood-to-ethanol process development. Appl Biochem Biotechnol 129/132:55–70
Fukaya Y, Hayashi K, Wada M (2008) Cellulose dissolution with polar ionic liquids under mild conditions: required factors for anions. Green Chem 10:44–46
Kosan B, Michels C, Meister F (2008) Dissolution and forming of cellulose with ionic liquids. Cellulose 15:59–66
Mikkola JP, Kirilin A, Tuuf JC (2007) Ultrasound enhancement of cellulose processing in ionic liquids: from dissolution towards functionalization. Green Chem 9:1229–1237
Rogers RD (2002) Ionic liquids: not so green? Chem Eng News 80:4–5
Rogers RD, Holbrey JD, Spear SK (2004) Ionic liquids as green solvents: Engineering bioactive cellulose materials. Abstr Pap Amer Chem Soc227:U310
Swatloski RP, Spear SK, Holbrey JD (2003) Ionic liquids as green solvents for the dissolution and regeneration of cellulose. Abstr Pap Amer Chem Soc 225:U288
Heinze T, Schwikal K, Barthel S (2005) Ionic liquids as reaction medium in cellulose functionalization. Macromol Biosci 5:520–525
Feng L, Chen ZJ (2008) Research progress on dissolution and functional modification of cellulose in ionic liquid. J Mol Liq 142:1–5
Zhu SD (2008) Perspective used of ionic liquids for the efficient utilization of lignocellulosic materials. J Chem Technol Biotechnol 83:777–779
Dadi AP, Schall CA, Varanasi S (2006) Enhancement of cellulose saccharification kinetics using an ionic liquid pretreatment step. Biotechnol Bioeng 95:904–910
Dadi AP, Schall CA, Varanasi S (2007) Mitigation of cellulose recalcitrance to enzymatic hydrolyis by ionic liquid pretreatment. Appl Biochem Biotechnol 137:407–421
Sun N, Rahman M, Qin Y, Maxim ML, Rodriguez H, Rogers RD (2009) Complete dissolution and partial delignification of wood in the ionic liquid 1-ethyl-3-methylimidazolium acetate. Green Chem 11:646–655
Ben-Ghedalia D, Miron J (1981) The effect of combined chemical and enzyme treatment on the saccharification and in vitro digestion rate of wheat straw. Biotechnol Bioeng 23:823–831
Neely WC (1984) Factors affecting the pretreatment of biomass with gaseous ozone. Biotechnol Bioeng 26:59–65
Ben-Ghedalia D, Shefet G (1983) Chemical treatments for increasing the digestibility of cotton straw. J Agr Sci 100:393–400
Vidal PF, Molinier J (1988) Ozonolysis of lignin—improvement of in vitro digestibility of poplar sawdust. Biomass 16:1–17
Garcia-Cubero MA, Gonzalez-Benito G, Indacoechea I, Coca M, Bolado S (2009) Effect of ozonolysis pretreatment on enzymatic digestibility of wheat and rye straw. Bioresour Technol 100:1608–1613
Contreras S (2002) Degradation and biodegradability enhancement of nitrobenzene and 2,4-dichlorophenol by means of advanced oxidation processes based on ozone. PhD Thesis, University of Barcelona, Spain
Sannigrahi P, Hu F, Pu Y, Ragauskas A (2012) Novel oxidative pretreatment of Loblolly pine, sweetgum, and miscanthus by ozone. J Wood Chem Technol 32:361–375
Saratale GD, Oh SE (2012) Lignocellulosics to ethanol: the future of the chemical and energy industry. Afr J Biotechnol 11(5):1002–1013
Modenbach AA, Nokes SE (2012) The use of high-solids loadings in biomass pretreatment-a review. Biotechnol Bioeng 109(6):1430–1442
Tan RR, Culaba AB, Purvis MRI (2002) Application of possibility theory in the life-cycle inventory assessment of biofuels. Int J Energy Res 26:737–745
Azapagic A, Clift R (1999) The application of life cycle assessment to process optimization. Comput Chem Eng 23:1509–1526
Lynd LR, Cushman JH, Nichols RJ, Wyman CE (1991) Fuel ethanol from cellulosic biomass. Science 251(4999):1318–1323
Tonon SMT, Brown F, Luchi A, Mirandola A, Stoppato, Ulgiati S (2006) An integrated assessment of energy conversion processes by means of thermodynamic, economic and environmental parameters. Energy 31:149–163
Cosgrove DJ (2005) Growth of the plant cell wall. Nat Rev Mol Cell Biol 6:850–861
Foston M, Hubbell CA, Samuel R, Jung S, Fan H, Ding S-Y, Zeng Y, Jawdy S, Davis M, Sykes R, Gjersing E, Tuskan GA, Kalluri U, Ragauskas AJ (2011) Chemical, ultrastructural and supramolecular analysis of tension wood in Populus tremula x alba as a model substrate for reduced recalcitrance. Energy Environ Sci 4:4962–4971
DeMartini JD, Pattathil S, Avci U, Szekalski K, Mazumder K, Hahn MG, Wyman CE (2011) Application of monoclonal antibodies to investigate plant cell wall deconstruction for biofuels production. Energy Environ Sci 4:4332–4339
Acknowledgments
The authors are grateful for the financial support from the US Department of Energy (DOE biorefinery project: DE-EE0003144) for these studies.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Ragauskas, A.J., Huang, F. (2013). Chemical Pretreatment Techniques for Biofuels and Biorefineries from Softwood. In: Fang, Z. (eds) Pretreatment Techniques for Biofuels and Biorefineries. Green Energy and Technology. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-32735-3_8
Download citation
DOI: https://doi.org/10.1007/978-3-642-32735-3_8
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-32734-6
Online ISBN: 978-3-642-32735-3
eBook Packages: EnergyEnergy (R0)