
Abstract
Residual stress (RS) evaluation and management is a very important topic in mechanical design because its presence can severely affect final performances of the manufactured part especially under fatigue conditions. Due to the complex chain of intermediate steps that lead to the final manufactured component numerical simulations to predict RS are hard to be accomplished and the experimental approach is surely the most reliable one. Many different strategies have been developed along the years to perform RS measurements including hole-drilling (HD), X-Ray diffraction, neutron diffraction, Barkhausen noise etc. Also the adoption of optical techniques OT has been studied even in consideration of their common capability to provide full-field information with high accuracy and high sensitivity. Among OT the Electronic Speckle Pattern Interferometry is the technique which has experienced the greatest development in this field. In this paper the progresses made since the first experiments which date back 30 years ago are presented. The achievements occurred in these years are illustrated in terms of improvements of experimental set-up, developments of faster, simpler and more accurate analysis algorithms and increment of number of applications where the hole drilling combined with ESPI has been successfully exploited. Current state of the art is illustrated also with the indication of several different situations and materials successfully studied with this approach. Finally indications for future works and research activities on this topic are provided.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
26.1 Introduction
Obtaining a final part is a complex process which can involve many steps. At the end of the production chain it is important to observe the presence of a possible residual stress state. This means that, without applying any external load, the material can exhibit the presence of stresses which are commonly referred, in literature, as residual stresses (RS). The presence of RS can be reconnected to the most relevant and widespread industrial manufacturing processes such as grinding, forming [1], rolling, casting, forging [2], welding [3,4,5], melting [6], cladding [7] and heat treatments [8]. Assessment of RS is a very relevant topic in consideration of the effects that the presence of a high level of these stresses can have. It should be considered, in fact, that they must be added to the applied stresses during the exercise and that they can contribute in reducing the lifetime of a component subjected to fatigue [9]. The attempt to follow the steps of the manufacturing chain in order to predict the final level of stress is a very complicated task also in consideration of the great difficulty to obtain detailed information of the relevant process parameters during the entire process. Experimental methods are, at the moment, the most adopted ones to the scope to get information about the residual stress state of the materials. Several different approaches were developed along the years each one displaying its proper drawbacks and advantages and their privileged fields of application. However, one of the most consolidated and widespread technique-both at industrial and research level –is the so called hole drilling method (HDM). This method, which is also nowadays ruled by an international standard, is based on the process of removing the stress state by drilling a hole inside the material. Stress removal results in a strain field around the hole that can be measured by using strain gages. Strain field measurement can be then used to retrieve information about the pre-existing stress state. Moreover, if the hole is drilled incrementally the methodology allows to get stress profile along the depth. Strain measurement, in this method, is performed by a rosette which, in the most common form, has three strain gages properly placed around the hole which give the minimum information allowing to solve the in-plane RS problem. The surface of the sample must be properly prepared (i.e. smoothed and degreased) before applying the rosette. This is a time consuming procedure which must be carried out with some care to avoid to alter the initial RS state. Also the relative placement between the drill bit axis and the center of the rosette must be managed with some care in order to avoid eccentricity errors that would introduce a bias in the measurement. In view of these considerations some efforts have been spent in the direction of studying alternative ways to measure the strain field.
In this framework several research works explored the feasibility of replacing strain gages by optical methods (OM). This class of experimental strain analysis methods constitutes, nowadays, a mature and well consolidated tool whose applications span from contour measurements [10] to crack monitoring [11] and corrosion monitoring [12]. The application of OM to the specific case of RS measurement displays several advantages. In fact, these methods do not require contact with the surface and this involves a reduction of the preparation time and it allows to save the cost of the strain gage rosette. The possibility of avoiding rosette attachment, moreover, extends the field of application of the HDM also to those materials with low Young’s modulus where rosette reinforce action cannot be neglected. The use of moiré interferometry for strain determination in RS measurement was tested since 1983 by McDonach et al. [13]. This application, however, required grating attachment to the sample so that it shared several drawbacks with strain gages. In the same year the paper by Antonov [14] was published were the possibility of adopting holographic interferometry was analyzed. Also shearography was subjected to investigation in [15] where, however measurement principle for RS measurement is completely different because it does not relies on hole drilling but on indentation. Sherarography for RS measurement was also explored by [16] where also a comparison with the speckle based method is presented. Also the possibility to release residual stresses by using local heat treatment, combined with electronic speckle pattern interferometry was attempted in [17,18,19] and more recently repeated on aluminum alloys in [20, 21]. Among the OM analyzed to be employed in HDM residual stress measurement, at the current state of the art, ESPI (Electronic Speckle Pattern Interferometry) must be cited to be that which has undergone to the major developments along the years. The basic idea is to use the correlation fringe patterns obtained by the subtraction of a reference pattern, recorded before starting to drill the hole, and those obtained at each incremental drill step. Also for the case of the speckle interferometry we should say that it is, nowadays, a well consolidated approach which is successfully applied in many different applications in experimental mechanics [22,23,24,25,26,27,28,29,30].
Speckle pattern is obtained by the illumination of an optically rough surface by a coherent beam of light produced by a laser source. As a consequence of the random interference of scattered waves starting from each point of the illuminated surface a completely random pattern of illumination is created which is strictly correlated with the surface under analysis in the given state. Any surface modification introduces changes in the local roughness which introduce modifications in the recorded speckle pattern. If two speckle patterns corresponding to two different surface conditions (e.g. loaded and unloaded states) are recorded and subtracted each other, correlation fringes are displayed containing the information about the displacement field experienced by the sample along the direction of the sensitivity vector of the system. This approach can be easily transferred to the application of RS measurements by HDM in substitution of the application of a strain gage rosette. In principle, in fact, it is sufficient to illuminate the surface before drilling the hole to store information about the initial state of the sample. Successively new images can be recorded at the end of each drill increment. Subtraction of those images from the reference one allows determining the strain field, on the surface of the sample, generated as a consequence of the stress relaxation process. Starting from the very first studies on this approach, which date back to the last years of eighties, a lot of progresses occurred along the years. This paper intends to provide a concise overview of these advancements including improvements in terms of experimental equipment and developments of robust and faster calculation algorithms to end with a short and non-exhaustive list of applications where the technique was applied successfully out-of-laboratory. This last aspect can be considered a strong indication of the degree of maturity that this approach has achieved at this point of its development.
26.2 Pioneering Works
Among the first works where speckle interferometry was used as an experimental tool for stress analysis it is possible to cite [26] where digital subtraction of speckle pattern was used for full field metrology of a loaded sample and [27] where a speckle interferometer was used to analyze stress field arising as a consequence of mismatch in thermal expansion coefficients between two different ceramic materials. In the same period the very first studies about the possibility to use speckle interferometry for the problem of residual stress determination were published. One of the first and more relevant works on this topic was done by Nelson and McCrickerd in 1986 [31]. In their paper the case of a hole in a flat plate with uniform stress state along the thickness was considered. They explored different conditions of illuminations while the fringe analysis was only limited to simple visual processing of the recorded fringes. Almost in the same year, 1987, also the Italian group of Prof. Furgiuele, in Italy, presented a very complete study on the feasibility of applying speckle interferometry to residual stress determination [32]. The optical set-up adopted in [32] (Fig. 26.1) allowed to determine three components of the displacement in the plane of the specimen and two oblique to the same plane. In order to verify the reliability of the method the system was tested on a steel specimen where a well know stress state was introduced. Also in this case simple visual inspection was used in order to analyze fringes. Pattern were skeletonized manually (Fig. 26.2) by using a trackball in order to draw fringe edges and, successively, to assign them the proper fringe number. This allowed to determine the displacement just for the pixels along the fringe edges and to obtain stresses based upon calibration coefficients connecting the stress state to the displacement occurring as a consequence of the drilling procedure. The generic stress profile was hypothesized to be reconstructed starting by the superposition of eight different linear profiles. Also in this case the use of different directions of illumination was explored. It was found that the accuracy of the data was almost independent on the adopted configuration while, best results were obtained when data from all of the directions were combined. This was a strong indication that quality of the speckle fringes was a main issue which was only partially addressed by increasing the number of processed data. A follow up of their work was published, in italian language only, and it takes several years before being published in an international journal [33]. In this paper they specifically dealt with the problem to determine calibration constants to be used in conjunction with displacement fields obtainable by OM.

Schematic of the HDM-ESPI Set-up for adopted in the pioneering work by Furgiuele et al. [32]

Three different speckle correlation patterns obtained in the work by Furgiuele et al. [32]. Skeletonizing of the pattern is also shown. The three different patterns are referred to three different directions of illumination
It was clear at that time that quality of the speckle images and the difficulties connected to the fringe analysis were the first issues to be addressed in order to expand the technique.
26.3 System and Measurement Procedures Developments
In the direction of the simplification of the system and measurement procedures it is possible to insert the work by [34] where a much more compact set-up including two Lendeertz dual beam interferometers was presented. Optical fibers were used to implement the interferometers and the system was employed in the task of measuring RS in CD-R disc. This is a practical problem because RS alters birefringence and this introduces errors in signal readings. This kind of system proved to be much more manageable and promising in the direction of the simplification of the measurement procedure. A simplified set up was also adopted later in [35] where an ESPI out-of-plane interferometer was built. However, in that case, the chemical etching procedure was used instead of hole drilling to get stress relaxation along the depth. In the same framework it should be inscribed the work by Zhang [36]. In that case a simple double-illumination system was adopted. The recording camera used a customized telephoto lens allowing to change the field of view by keeping fixed the specimen position. The working distance was designed in order to facilitate any operation of sample placing even of different sizes. Real time subtraction of the speckle images allowed to visualize fringe pattern and this was a help during the whole measurement procedure. Quality of the fringe pattern was much improved with respect to the pioneering works, however it should be underlined that only a cross section of the fringe pattern was analyzed by [36], this means that one the point of strength of using the great amount of data recordable by full-field techniques was only partially exploited at that time. In the direction of implementing the technique in a robust a portable device it is also noticeable the work done in [37]; in this paper a conical mirror was used to obtain an optical configuration where the sensitivity vector is directed along the radius for each point of the analyzed specimen. The system was also tested on the field by measuring residual stresses on a pressure vessel while the same interferometric configuration was adopted, in combination with indentation instead of hole drilling, in [38] even if a numerical model for quantitative evaluation of RS was missing. Other considerations, even in terms of system robustness and simplification, can be found in the series of paper [39,40,41,42,43]. The kind of system used in those paper was basically made a laser source whose output was split and delivered by two fibers; first fiber is used to illuminate the sample while the second one is used as a reference and it is directed towards the camera CCD matrix. CCD camera looks at the sample from a given angle giving the possibility to accommodate the drilling system perpendicular to the sample. This is a very simple and robust configuration which is nowadays implemented also in some commercial systems (Fig. 26.3) [44,45,46].

Picture of the commercial system PRISM developed by Stresstech performing measurements on a Ti grade 5 sample at Politecnico di Bari
It worth underlining that some work was also carried on about the possibility of separating the ESPI set-up from the drilling set-up. In this way the drilling operation could be performed in the machine shop without requiring dedicated drilling system. The major problem that must be addressed, to this scope is the highly accurate repositioning of the sample after each drilled increment. This problem was studied in [47] and it was successfully addressed by using a kinematic mount.
26.4 Analysis and Reliability Assessment Developments
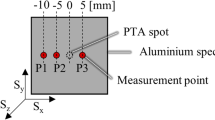
A huge work in terms of data analysis improvement and consolidated reliability assessment of the method was done in the previously mentioned series of papers [39,40,41,42]. Management of the entire amount of information, provided by full-field technique, namely associated to each pixel, requires proper data management. In this direction the work by Steinzig et al. aimed to the implementation of a numerical solution allowing to determine surface deformation, generated by HD stress relaxation, in correspondence of whatever combination of elastic modulus and Poisson’s ratio as well as hole diameter and single drill increments. This calculation allowed to determine the displacement corresponding to any in-plane stress state represented as a combination of the σx, σy and τxy components. Once that the displacement field is determined by ESPI then the stress profile can be obtained by applying least square technique to minimize the difference between the measured stress field and the calculated one for a given combination of the σx, σy and τxy components. Another aspect that should be conveniently taken into account during the data analysis as it was done in [39,40,41,42] is connected with rigid body motion corrections. In fact, differently by traditional strain gage approach, ESPI method measures displacements instead of strain. This means that possible rigid body motions that can occur during the measurement process can introduce a bias in the final results. A possible way to overcome this difficulty is by applying a derivative filter in order to obtain strain field. However, the typical noise associated with speckle measurements make this approach not recommendable. In [39,40,41,42] also this problem was addressed by generalizing the problem by adding terms which take into account also the effects of rigid body motion on the final displacement field. Accuracy and reliability assessments of the technique is another important aspect that was conveniently afforded by researchers in the last years. Main source errors can be associated with the uncertainty on the determination of the illumination and observation angles, as well as on the determination of the pixel size and so on. Also the influence of drilling parameter such as the choice of a given rotation speed of the drill bit was analyzed and studied in the case of aluminum and steel in [48] and, later, also for titanium [49,50,51,52]. In these papers also considerations about the definition of the area of analysis are reported (Fig. 26.4). In fact, for accurate measurements, information from pixels too much near to the hole edges or too far from them should be discarded. In the first case, in fact they can be affected by edge effects connected, for example to material heating during the drilling process. When too far from the center of the hole, instead, displacements can become too low to be detected properly [53,54,55,56,57,58].

Example of identification of the area of analysis by the indication of a circular crown centered at the center of the drilled hole. Only the pixels included between the inner radius and the outer radius are considered for the calculation
Also the direction of the sensitivity vector, with respect to the principal stress direction, was found to have some relevance in final accuracy especially for the case of measurements of low level of stress (i.e. low displacements) [53]. Finally the problem of algorithm optimization for full data exploitation was analyzed in [59] while some extra considerations about the choice of the drilling strategy and its effects in terms of final accuracy can be found in [60].
26.5 Recent Applications of the Technique
The increased easiness in using ESPI-HDM methods, the reduction in terms of initial costs required to set-up this kind of system, the development of software tools for fringe analysis and the increased performances of modern computers are all factors that facilitate the diffusion of this approach. It results that the number of publications on this topic in the last 10 years is increasing and, at the same time, it is increasing the range of different applications where this approach was successfully used. Nowadays, many applications of industrial relevance can be found; in particular connected to weld joint analysis, a field where the RS evaluation is a task of great importance. In [61] the technique was applied to evaluate residual stress generated by the friction hydro pillar processing, a process where welding is obtained by introducing a rod of welding material by exploiting frictional heating. The force used to push the road and its rotation speed needs to be optimized and this optimization process must also take into account RS issues. The ESPI-HDM approach demonstrated to be effective in RS determination and it put into evidence a radial symmetry of the stress field around the rod. It is also interesting to observe that, in the same paper the authors performed comparative measurements by using both strain gages and optical approaches obtaining very consistent data; at the same time, the authors observed that the measurement time required for measuring with ESPI-HDM can be estimated to be about 25% of the time required by strain gauges. This makes this approach appealing for industrial environment. In the same direction, it worth underlining that the specific set-up developed by the group of Viotti et al. is robust enough to be effectively used also outside laboratory. Another recent application of ESPI-HDM to RS evaluation in weld joint can be found in [62]. In that paper AlMg6 alloy argon arc welded shells were studied. Besides the previously mentioned advantages, connected with the use of the HDM ESPI technique, the authors underline that, for the specific case, employment of the optical method avoided removal of weld reinforcement. In this way, consequent redistribution of residual stresses is avoided as well and this goes in the direction of improving measurement reliability. Also in this case, it should be underlined that a robust set-up was employed, easily usable also outside laboratory. Another comparison between ESPI measurements and strain gages measurements for RS analysis can be found in [63]. In that paper three-layer submerged arc butt welded joints were analyzed and also in that case a good agreement among results obtained by the two different approaches was found. Moreover a finite element analysis was performed to simulate the butt welding process and to predict RS, also in this case a good agreement was found between RS results obtained HDM ESPI and numerical simulations. Another technological pathway which is assuming great importance at industrial level is connected with additive manufacturing [64, 65]. Also in this situation optimization of process parameters is a relevant task that must include also residual stress assessment. RS, in fact, can impact not only on the lifetime of the component but also on its final dimensional accuracy. RS management can avoid successive post-processing of the part allowing to exploit to the maximum the potentiality of additive manufacturing processes [66]. Fused Deposition Modelling is one of the most widespread additive manufacturing approach. Final part is built layer by layer by depositing a melted filament through a numerically guided heated nozzle [67]. Material under construction is constantly subjected to thermal cycles which introduce residual stresses that can also be released altering the shape of the final part. Measuring RS stress by ESPI HDM for this specific situation shows an additional advantage; in fact, in FDM, polymers are commonly employed. Due to their low Young’s modulus, application of a strain gage rosette can act as a reinforcement so that measured strain values can be altered. The use of ESPI, being without contact, overcomes completely this issue. In [67, 68] RS measurement on ABS sample built by FDM is presented; to the scope an ad hoc orthotropic model based on the classical laminate theory was developed in order to calibrate coefficients. Other measurements on plastic materials were recently published in [69] where analyses on Babyblend (PC/ABS) and Makrolon (PC) were performed. In this case some deviations from the expected values were observed at the higher depths that can be reconnected to the low heat conductivity of such a kind of materials that limits heat dissipation during the drilling process. In the same paper also analyses on glass are presented. The surveys of recent researches on the use of ESPI methods for RS analysis must also include that works where alternative ways for stress relaxation are attempted. In [70] incremental grooving was used instead than drilling while in [71–72] cross slitting and dual-axis ESPI were introduced demonstrating that this configuration gives better results with respect to the determination of the shear stress profile. In [73] hole-drilling and ring-core techniques are used in combination. Recent works are also concerned with the improvement of calculation methods; in [74] the integral method for stress calculation in incremental hole drilling was modified so that the speckle images recorded at each drill increment are not subtracted from the initial speckle pattern but from the speckle pattern recorded on step before. By using this approach it can be observed that the matrix that rules the problem, that is to say that connecting measures strain and stresses, becomes diagonally dominant so that the equation system is better conditioned and error propagation is reduced.
26.6 Conclusions
The literature survey presented in this paper shows that many progresses occurred along the last thirty years in developing an approach which combines HDM and OM for RS measurements and in particular for that is concerning the adoption of Electronic Speckle Pattern Interferometry. Many technological progresses occurred along the years helped this progress. The appearance of high resolution cameras e better quality laser sources contributed to the possibility to manage data of higher quality that can guarantee analyses at a higher level of accuracy. At the same time the cost of the necessary equipment and size of the equipment itself has constantly reduced. This last aspect contributed to the development of portable and robust systems that can also be transported and used outside typical laboratory environment [75, 76]. Refinement of the calculation algorithms and higher performances processing units made the analysis process much faster and easy and, for some situations, a certain level of automation of several parts of the measuring process was implemented. This gives some indications that it is foreseeable the possibility that in the next future this technique can have some diffusion also at industrial level as it occurs, nowadays, for several different stress analysis methods [77, 78]. With regards to future research in this field we can expect that the number of investigated materials will increase more and more and it will comprises also non-isotropic materials. Some works is also expected to be done in terms of comparison with the emerging concurring techniques of displacement fields measurements based on Digital Image Correlation [79,80,81,82].
References
Lee, K.T., Park, C.S., Kim, H.Y.: Fatigue and buckling analysis of automotive components considering forming and welding effect. Int. J. Automot. Technol. 18(1), 97–102 (2016)
Fu, Y., Li, W.Y., Yang, X.W., Ma, T.J., Vairis, A.: The effects of forging pressure and temperature field on residual stresses in linear friction welded Ti6Al4V joints. Adv. Manuf. 4(4), 314–321 (2016)
Casavola, C., Lamberti, L., Pappalettere, C., Tattoli, F.: A comprehensive numerical stress—Strain analysis of laser beam butt-welded titanium compared with austenitic steel joints. J. Strain Anal. Eng. Des. 45(7), 535–554 (2010)
Casavola, C., Pappalettere, C.: Discussion on local approaches for the fatigue design of welded joints. Int. J. Fatigue. 31(1), 41–49 (2009)
Casavola, C., Pappalettere, C.: Application of WEL.FA.RE. method on aluminum alloy welded joints. In: Proceedings of the 2005 SEM Annual Conference and Exposition on Experimental and Applied Mechanics, pp. 1555–1562 (2005)
Casavola, C., Campanelli, S.L., Pappalettere, C.: Experimental analysis of residual stresses in the selective laser melting process. In: Society for Experimental Mechanics—11th International Congress and Exhibition on Experimental and Applied Mechanics 2008, vol. 3, pp. 1479–1486 (2008)
Alam, M.K., Edrisy, A., Urbanic, J., Pineault, J.: Microhardness and stress analysos pf laser-cladded AISI 420 martensitic stainless steel. J. Mater. Eng. Perform. 1, 1–9 (2017)
Araghchi, M., Mansouri, H., Vafaei, R., Guo, Y.: A novel cryogenic treatment for reduction of residual stresses in 2024 aluminum alloy. Mater. Sci. Eng. A. 689, 48–52 (2017)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Analysis of crack propagation in stainless steel by comparing acoustic emissions and infrared thermography data. Eng. Fail. Anal. 69, 35–42 (2015)
Chen, F., Brown, G.M., Song, M.: Overview of 3-D shape measurement using optical methods. Opt. Eng. 39(1), 10–22 (2000)
Tankam, P., Picart, P.: Use of digital color holography for crack investigation in electronic components. Opt. Lasers Eng. 49(11), 1335–1342 (2011)
Casavola, C., Pappalardi, P., Pappalettera, G., Renna, G.: A fringe projection based approach for corrosion monitoring in metals. Exp. Tech. 42(3), 1–7 (2018)
McDonach, A., McKelvie, P., MacKenzie, P., Walker, C.A.: Improved moiré interferometry and applications in fracture mechanics, residual stress and damaged composites. Exp. Tech. 7(6), 20–24 (1983)
Antonov, A.: Development of the method and equipment for holographic inspection of residual-stresses in welded structures. Weld. Prod. 30, 41–43 (1983)
Hung, Y.Y., Ho, H.P.: Shearography: an optical measurement technique and applications. Mater. Sci. Eng. R. Rep. 49(3), 61–87 (2005)
Findeis, D., Gryzagoridis, J.: Determining residual stresses with the aid of optical interference techniques. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 4, pp. 277–284 (2013)
Peckersky, M.J., Miller, R.F., Vikram, C.S.: Residual stress measurements with laser speckle correlation interferometry and local heat treating. Opt. Eng. 34(10), 2964–2971 (1995)
Viotti, M.R., Albertazzi Jr., A., Kaufmann, G.H.: Measurement of residual stresses using local heating and a radial in-plane speckle interferometer. Opt. Eng. 44(9), 093606 (2005)
Viotti, M.R., Sutério, R., Albertazzi Jr., A., Kaufmann, G.H.: Residual stress measurement using a radial in-plane speckle interferometer and laser annealing: Preliminary results. Opt. Lasers Eng. 42(1), 71–84 (2004)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Feasibility of local stress relaxation by laser annealing and X-ray measurement. Strain. 49(5), 393–398 (2013)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Preliminary analysis for a new approach to relieve residual stresses by laser heating. In: 11th IMEKO TC15 Youth Symposium on Experimental Solid Mechanics 2012, pp. 77–82 (2012)
Casavola C., Pappalettera G., Pappalettere C.: ESPI analysis of thermo-mechanical behavior of electronic components. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 3, pp. 321–326 (2017)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Innovative mechanical characterization of materials by combining ESPI and numerical modelling. Int. J. Mech. 10, 115–123 (2016)
Casavola, C., Pappalettera, G., Pappalettere, C.: Design of a double-illumination ESPI system for the measurement of very slow motions. In: Conference Proceedings of the Sfor Experimental Mechanics Series, vol. 3, pp. 97–102 (2015)
Casavola, C., Lamberti, L., Moramarco, V., Pappalettera, G., Pappalettere, C.: Experimental analysis of thermo-mechanical Behavior of electronic components with speckle interferometry. Strain. 49(6), 497–506 (2013)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Hybrid characterization of laminated wood with ESPI and optimization methods. In: Conference Proceedings of the Society for Experimental Mechanics Seriers, vol. 3, pp. 75–83 (2013)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Mechanical characterization of SLM specimens with speckle interferometry and numerical optimization. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 6, pp. 837–843 (2011)
Casavola, C., Pappalettera, G.: Strain field analysis in electronic components by ESPI: bad thermal contact and damage evaluation. J. Nondestruct. Eval. 37(1), 11 (2018)
Chen, D.J., Chiang, F.P.: Computer-aided speckle interferometry using spectral amplitude fringes. Appl. Opt. 32(2), 225–236 (1993)
Aswendt, P., Höfling, R., Totzauer, W.: Digital speckle pattern interferometry applied to thermal strain measurements of metal-ceramic compounds. Opt. Laser Technol. 22(4), 278–282 (1990)
Nelson, D.V., McCrickerd, J.T.: Residual-stress determination through combined use of holographic interferometry and blind-hole drilling. Exp. Mech. 26(4), 371–378 (1986)
Furgiuele, F.M., Pagnotta, L., Poggialini, A.: Application of holographic interferometry to hole-drilling technique for determining residual stresses. In: Proceeding of the XV National Conference AIAS, Pisa, Italy, pp. 607–620 (1987)
Furgiuele, F.M., Pagnotta, L., Poggialini, A.: Measuring residual stresses by hole-drilling and coherent optics techniques: a numerical calibration. J. Eng. Mater. Technol. 113(1), 41–50 (1991)
Asundi, A., Zhang, J.: Industrial applications of residual stress determination using 2-D in-plane sensitive fibre ESPI and hole-drilling. In: Proceedings of SPIE, vol. 3740, pp. 78–81 (1999)
Lira, I.H., Vial, C., Robinson, K.: The ESPI measurement of the residual stress distribution in chemically etched cold-rolled metallic sheets. Meas. Sci. Technol. 8(11), 150–157 (1997)
Zhang, J.: Two-dimensional in-plane electronic speckle pattern interferometer and its application to residual stress determination. Opt. Eng. 37(8), 2402–2409 (1998)
Albertazzi, A., Kanda, C., Borges, M.R., Hrebabetzky, F.: A radial in-plane interferometer for ESPI measurement. In: Kujawinska, M., et al. (eds.) Laser Interferometry X: Technique and Analysis Proceedings of SPIE 4101, pp. 77–88 (2002)
Suterio R., Albertazzi A.G., Cavaco M.A.M.: Preliminary evaluation: the indentation method combined with a radial interferometer for residual stress measurement. In: Proceedings of the SEM Annual Conference Charlotte (NC) (2003)
Steinzig, M., Ponslet, E.: Residual stress measurement using the hole drilling method and laser speckle interferometry: part 1. Exp. Tech. 27(3), 43–46 (2003)
Steinzig, M., Ponslet, E.: Residual stress measurement using the hole drilling method and laser speckle interferometry. Exp. Tech. 27(4), 17–21 (2003)
Ponslet, E., Steinzig, M.: Residual stress measurement using the hole drilling method and laser speckle interferometry part III: analysis technique. Exp. Tech. 27(5), 45–48 (2003)
Steinzig, M., Takahashi, T.: Residual stress measurement using the hole drilling method and laser speckle interferometry part IV: measurement accuracy. Exp. Tech. 27(6), 59–63 (2003)
Casavola, C., Pappalettera, G., Pappalettere, C., Tursi, F.: Analysis of the effects of strain measurement errors on residual stresses measured by incremental hole-drilling method. J. Strain Anal. Eng. Des. 48(5), 313–320 (2013)
http://www.stresstech.com/en-fi/products/espi-hole-drilling-equipment/prism-equipment/
Rickert, T.J., Gubbels, W.: ESPI hole-drilling of rings and holes using cylindrical hole analysis. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 9, pp. 83–89 (2017)
Rickert, T.: Stress measurement repeatability in ESPI hole-drilling. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 9, pp. 363–369 (2016)
Baldi, A., Jacquot, P.: Residual stressed investigations in composite samples by speckle interferometry and specimen repositioning. In: Proceedings SPIE 4933, Speckle Metrology, pp. 141–148 (2003)
Steinzig, M., Upshaw, D., Rasty, J.: Influence of drilling parameters on the accuracy of hole-drilling residual stress measurements. Exp. Mech. 54(9), 1537–1543 (2014)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Analysis of the effects of process parameters in residual stress measurements on Titanium plates by HDM/ESPI. Measurement. 48, 220–227 (2014)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Residual stress measurements by ESPI-HDM in titanium grade 5: Comparative measurements with different hole diameters. Ciencia e Tecnologia dos Materiais. 27(2), 79–93 (2015)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Considerations on the choice of experimental parameters in residual stress measurements by hole-drilling and ESPI. Frattura ed Integrità Strutturale. 30, 211–219 (2014)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C., Tursi, F.: Drilling speed effects on accuracy of HD residual stress measurements. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 8, pp. 119–125 (2013)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Consideration on temperature fields and internal radius of analysis in hdm+espi residual stress measurement. In: 13th IMEKO TC15 Youth Symposium on Experimental Solid Mechanics, pp. 11–14 (2014)
Barile, C., Casavola, C., Pappalettere, C., Pappalettera, G.: Experimental and numerical characterization of sintered materials with speckle interferometry and optimization methods. In: 10th IMEKO TC12 Youth Symposium on Experimental Solid Mechanics, pp. 35–36 (2012)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Remarks on residual stress measurement by hole-drilling and electronic speckle pattern interferometry. Sci. World J. 2014, 1–7 (2014)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Overview of the effects of process parameters on the accuracy in residual stress measurements by using HD and ESPI. In: Conference Proceedings of the Society for Experimental Mechanics Series—Residual Stress, Thermomechanics & Infrared Imaging, Hybrid Techniques and Inverse Problems, vol. 9, pp.113–118 (2016)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Residual stress measurement by electronic speckle pattern interferometry; a study of the influence of geometrical parameters. Struct. Integr. Life. 11(3), 177–182 (2011)
Barile, C., Casavola, C., Pappalettera, G., Pappalettere, C.: Residual stress measurement by electronic speckle patterni interferometry: a study of the influence of analysis parameters. Struct. Integr. Life. 12(3), 159–163 (2012)
Baldi, A.: A new analytical approach for hole drilling residual stress analysis by full field method. J. Eng. Mater. Technol. 127, 165–169 (2005)
Stefanescu, D., Truman, C.E., Smith, D.J., Whitehead, P.S.: Improvements in residual stress measurement by the incremental centre hole drilling technique. Exp. Mech. 46(4), 417–427 (2006)
Viotti, M.R., Albertazzi, A.: Compact sensor combining digital speckle pattern interferometry and the hole-drilling technique to measure nonuniform residual stress field. Opt. Eng. 52(10), 1–8 (2013)
Lobanov, L.M., Pivtorak, V.A., Savitsky, V.V., Tkachuk, G.I.: Technology and equipment for determination of residual stresses in welded structures based on the application of electron speckle-interferometry. Mater. Sci. Forum. 768–769, 166–173 (2014)
Kim, K.S., Choi, S.B., Lee, J.H., Park, S.M., Kim, B.I., Lee, N.H., Lee, C.H., Woo, M.: A study on measurement of welding residual stress using ESPI system. Key Eng. Mater. 324-325, 859–862 (2006)
Contuzzi, N., Campanelli, S.L., Casavola, C., Lamberti, L.: Manufacturing and characterization of 18Ni marage 300 lattice components by selective laser melting. Materials. 6(8), 3451–3468 (2013)
Barile, C., Casavola, C., Pappalettere, C., Pappalettera, G.: Experimental and numerical characterization of sinterized materials with speckle interferometry and optimization methods (2011). In: 10th IMEKO TC15 Youth Symposium on Experimental Solid Mechanics, pp. 35–36 (2011)
Casavola, C., Cazzato, A., Moramarco, V., Pappalettera, G.: Preliminary study on residual stress in FDM parts. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 9, pp.91–96 (2017)
Casavola, C., Cazzato, A., Moramarco, V., Pappalettera, G.: Residual stress measurement in fused deposition modelling parts. Polym. Test. 58, 249–255 (2017)
Casavola, C., Cazzato, A., Moramarco, V., Pappalettere, C.: Orthotropic mechanical properties of fused deposition modelling parts described by classical laminate theory. Mater. Des. 90, 453–458 (2016)
Laakkonen, M., Rickert, T., Suominen, L.: Stress measurements in glass and plastic by optical hole-drilling. Mater. Sci. Forum. 768–769, 95–100 (2014)
Montay, G., Sicot, O., Maras, A., Rouhaud, E., Francois, M.: Two dimensions residual stresses analysis through incremental groove machining combined with electronic speckle pattern interferometry. Exp. Mech. 49, 459–469 (2009)
Schajer, G.S., An, Y.: Residual stress determination using cross-slitting and dual-axis ESPI. Exp. Mech. 50(2), 169–177 (2010)
Schajer, G.S., Steinzig, M.: Dual-axis hole-drilling ESPI residual stress measurements. J. Eng. Mater. Tech. Trans. ASME. 132(1), 0110071–0110075 (2010)
Baldi, A.: Combining hole-drilling and ring-core techniques. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 9, pp. 105–112 (2017)
Schajer G.S., Rickert T.J. Incremental computation technique for residual stress calculations using the integral method. In: Conference Proceedings of the society for Experimental Mechanics Series, vol. 6, pp. 185–191 (2011)
Albertazzi, A., Viotti, M.R., Buschinelli, P., Hoffmann, A., Kapp, W., Residual stress measurement and inner geometry inspection of pipelines by optical methods. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 8, pp. 1–12 (2011)
Albertazzi, A.G., Viotti, M.R., Kapp, W.A.: A robust achromatic dspi interferometer for measurement in polar coordinates. Tech. Mess. 78(11), 513–519 (2011)
Casavola, C., Pappalettere, C., Tursi, F.: Calibration of barkhausen noise for residual stress measurement. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 4, pp. 255–266 (2013)
De Paula Dias, A.R., Nunes, R.M., De Lima, T.R.S., Clarke, T.G.R.: Evaluation of the residual stress state of 42crmo4 steel sheets in a production line. Mater. Res. 19(1), 153–157 (2016)
Harrington, J.S., Schajer, G.S.: Measurement of structural stresses by hole-drilling and DIC. Exp. Mech. 57(4), 1–9 (2017)
Baldi, A., Bertolino, F.: A low-cost residual stress measuring instrument. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 9, pp. 113–119 (2017)
Harrington, J., Schajer, G.S.: Measurement of structural stresses by hole-drilling and DIC. In: Conference Proceedings of the Society for Experimental Mechanics, vol. 4, pp. 87–96 (2017)
Baldi, A.: Sensitivity analysis of i-DIC approach for residual stress measurement in orthotropic materials. In: Conference Proceedings of the Society for Experimental Mechanics Series, vol. 9, pp. 355–362 (2016)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 The Society for Experimental Mechanics, Inc.
About this paper

Cite this paper
Pappalettere, C. (2019). Evaluation of Residual Stress with Optical Methods. In: Lamberti, L., Lin, MT., Furlong, C., Sciammarella, C., Reu, P., Sutton, M. (eds) Advancement of Optical Methods & Digital Image Correlation in Experimental Mechanics, Volume 3. Conference Proceedings of the Society for Experimental Mechanics Series. Springer, Cham. https://doi.org/10.1007/978-3-319-97481-1_26
Download citation
DOI: https://doi.org/10.1007/978-3-319-97481-1_26
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-97480-4
Online ISBN: 978-3-319-97481-1
eBook Packages: EngineeringEngineering (R0)