
Abstract
This paper provides the results of an experimental investigation into the use of crushed melted clay brick waste as coarse aggregate in producing concrete. Fast development in the structural concrete constructions has increased; therefore the high consumption of gravel as a coarse aggregate in concrete works has increased in alarming rate. Furthermore, the growth of the brick industry has also produced lots of product mainly the waste materials affected on the environment, so that the production of concrete with crushed melted brick as a suitable aggregate will face the countries in the coming few years and affect its sustainability and economy. In order to fulfil the objective of this investigation, an array of tests were conducted to determine concrete performance, including the compressive strength tests, the flexural tests and the tests to determine the modulus of elasticity. The data were collected and analyzed to satisfy the study on melted brick waste as an alternative in coarse aggregate as a partial or full replacement in concrete production. To study the effect of using the melted brick on structural behavior of concrete, five reinforced concrete slabs were tested, the key variable was, the replacement ratio of crushed melted brick, ranging from 25 to 100% of the total coarse aggregate, the mix proportions and W/C ratio were constant. Behavior of slabs under loading was observed, cracking and ultimate strength and deflections were recorded. The results reveal that the mixes with melted crushed brick aggregate show decrease in concrete compressive strength about 3–13%, flexural strength about 11–33% and modulus of elasticity about 10–15% than gravel concrete, at age of 28 days depending on the ratio of crushed melted brick replacement. Slab with replacement ratio 25% exhibit ultimate load 95% the ultimate load of reference slab made with gravel. The results also indicate that the ultimate load of full melted brick waste concrete has achieved 80% of ultimate load of reference slab.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
The economic and environmental gain is very important in this study by recycling the waste (melting brick) resulting from manufacturing process of clay brick and then maintain the resources of natural gravel and get cheapest and moderate density concrete used in slabs because concrete is basically a mixture of two components: aggregates and paste. The paste comprised of Portland cement and water, binds the aggregates (usually sand and gravel or crushed stone) and then the aggregate occupy about 75% of the absolute volume of concrete (PCA-Chap09 2002).
Kallak (2009) was carried out to study the feasibility of using crushed bricks to substitute the coarse aggregate (gravel) in concrete. Two types of concrete mixing are prepared. The first one was a mixture of 1:2:4 without crushed bricks and is used as a reference mixture in the equivalent strength of grades 30 MPa. The second one was made of different weight of crushed bricks (as a percentage from the weight of the coarse aggregate 0, 25, 50, 75 and 100%). compression and split tension as per relevant to British standard specifications were conducted. Test results indicated that using crushed bricks reduces the strength of concrete about 11–87% at age of 28 day for replacement ratio 25 and 100% respectively. Also, the percentage of water to cement ratio increases for constant slump when the percentage of crushed bricks increased due to high absorption characteristics of crushed brick.
Reddy (2012) investigated the influence of recycled aggregate on the structural behaviour of two way slabs under punching shear and flexural loading. The designed strength of concrete for 28 days is 25 MPa. Six concrete mix proportions were used with 0, 20, 40, 60, 80 and 100% replacement of natural coarse aggregate with recycled coarse aggregate. Total 18 number of 150 mm standard cubes, 36 numbers of 150 mm diameter and 300 mm height standard cylinders and 72 number of 1100 × 1100 × 50 mm square slabs had been cast. The results showed that the compressive and splitting strengths of recycled coarse aggregate concrete (replacing of natural coarse aggregate with recycled coarse aggregate from 20 to 100%) is decreased about 2–23% and 3–18% than natural coarse aggregate concrete respectively. The first crack load of simply supported recycled from 20 to 100% coarse aggregate concrete slab specimen under flexure decreases by 0.00–19.23%, when compared with natural coarse aggregate concrete slab specimen. The flexural ultimate load of simply supported natural coarse aggregate concrete slab specimen under flexure is 186 kN. The ultimate load of simply supported recycled coarse aggregate concrete slab specimens is in the range of 184–166 kN. The central deflection in flexure of simply supported recycled coarse aggregate concrete slab specimens was increased when compared with natural coarse aggregate concrete specimens. From the results of experimentation, it was concluded that replacement of natural coarse aggregate with recycled coarse aggregate up to 40% is quite suitable.
Khudair (1987) conducted an investigation on the properties and structural behavior of concrete made with Abu-Ghar crushed lime stone as coarse aggregate. The research dealt with aggregate properties, testing fresh and hardened concrete and testing R.C beams. Two types of mixes were made, one by using the crushed limestone as coarse aggregate, other by using gravel. Slump and vebe time tests were carried out on fresh concrete, while compressive, flexural, and splitting tensile strengths, modulus of elasticity, and linear change tests were carried out on hardened concrete at different ages. It was concluded that the concrete with crushed limestone generally show lower workability and modulus of elasticity than gravel concrete, while for same mix proportions, limestone concrete generally, show higher compressive, flexural and splitting tensile strengths than gravel concrete at all ages. In addition, the analysis of test results of R.C beams were exhibit that beams with lime stone give almost the same ultimate moment strength as that of beams with gravel concrete, also limestone beams show more deflection than gravel concrete beams.
The purpose of this study is to give information on the results of a series of tests aimed at investigating the effect of use crushed melted brick as a coarse aggregate by replacement ratios of 25, 50, 75, 100% of gravel aggregate in concrete mix on the properties of harden concrete. The structural behavior, failure mode, crack pattern and load deflection response of slabs failed by flexure were also studied to provide a thorough assessment of failure mode and overall response. Also the paper is aimed to achieve a low cost with responsible density concrete about 2000 kg/m3, and then decrease the loads transmitted to the soil beneath the foundations.
2 Experimental Program
The experimental program consists of preparing and testing 5 reinforced concrete slabs, first slab was a reference slab with natural gravel concrete and four slabs were made with crushed melted bricks as coarse aggregate. These slabs were made with 5 different replacement crushed melted bricks 0, 25, 50, 75, 100% of natural aggregate, the symbols of tested slabs were S0, S25, S50, S75 and S100 respectively.
2.1 Materials
The choice of materials like cement and aggregate was based on locality, convenience, availability and consistence of supply. Optimum proportions must be selected according to the mix design method, considering the characteristics of all used materials.
2.1.1 Cement
The cement used in this study is Iraqi ordinary Portland cement Type (I). It is stored in airtight plastic containers to avoid exposure to different atmospheric conditions. This cement is tested and checked according to the Iraqi Standard Specification (Iraqi Specification No.5:1984 2004). Tables 1 and 2 are illustrate the chemical and physical properties of this cement. It conforms to the Iraqi specifications.
2.1.2 Fine Aggregate
The grading and amount of fine aggregate are important factors in the production of concrete. Natural sand from Al-Zubair region in Basrah city was used. Table 3 shows the grading of fine aggregate and the limits of the (Iraqi Specification No.45:1984 2004). Table 4 shows the physical properties of the used fine aggregate. The fine aggregate was within zone 2 of (Iraqi specification No.45:1984 2004). Fineness modulus was 2.6.
2.1.3 Coarse Aggregate
Crushed gravel from Sanam mountain region in Basrah city with size of 5–20 mm was used. The grading of the coarse aggregate is shown in Table 5. The results indicate that, the coarse aggregate grading is within the requirements of (Iraqi specification No. 45:1984 2004). Table 6 presents the specific gravity, Sulphate and chloride content and absorption of the used coarse aggregate.
2.1.4 Crushed Melted Bricks
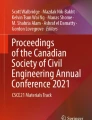
Melted brick from brick factories region in Amara city was used in this study after crushing and sieving on sieves 20, 10 and 5 mm and remixing of particles to give grading comforted with the requirements of (Iraqi specification No. 45:1984 2004) size of 5–20 mm, Fig. 1 shows the raw and crushed melted brick. The grading of the used melted brick is presented in Table 7. Table 8 illustrates the specific gravity, Sulphate and chloride content and absorption of the used melted brick.

The raw and graded rushed melted brick
2.1.5 Steel Reinforcement
Deformed bars of 10 mm diameter were used for the two directions reinforcement of slabs. Three tensile specimens of each size of bars were tested. Test results indicated that the adopted deformed bars conformed to the (ASTM A615/A615 M-04b 2004). The properties of reinforcing bar are presented in Table 9.
2.1.6 Water
Ordinary potable water was used for casting and curing of concrete.
2.1.7 Superplasticizer
For the production of high strength concrete, superplasticizer (high water reducing agent HWRA) based on polycarboxylic ether is used. One of a new generation of copolymer-based superplasticizer is the Glenium 51. It complies with (ASTM C494 2004), type A and type F.
2.2 Mix Proportions and Properties of Concrete
Table 10 illustrates mix proportions and properties of all concrete mixes used in this study depending on of crushed melted bricks fraction 0, 25, 50, 75 and 100% of coarse aggregate. The mix proportion of normal concrete mix used in this study 1: 1.8: 2.7 (cement: fine aggregate: coarse aggregate) by weight and w/c ratio 0.46. In mixes with crushed melted bricks, the weight of crushed melted bricks were calculated depending on densities of it and natural coarse aggregate to give same volume of concrete mix. All coarse Aggregate was in saturated surface dry condition at time of mixing. One variable was investigated in this study to show their effects on the flexural strength of the slabs. This variable was: crushed melted bricks fraction 0, 25, 50, 75 and 100% of coarse aggregate. Table 10 illustrates the method of mixing was according to (B.S. 1881: Part 125 1986), the density of hardened concrete was complying with (B.S. 1881: Part 114 1983) and the other properties of all mixes of the tested slabs were depending on the following tests:
2.2.1 Compressive Strength Test
Standard cubes 100 × 100 × 100 mm were used according to (BS1881: Part 116 1983). The specimens were cast with two layers and compacted by vibrating table. The specimens were covered with nylon sheets to prevent moisture loss and after 24 h from casting, the specimen was demolded and placed in a container filled with tap water until the time of testing. Testing of hardened concrete cubes was carried out at age 28 days. The machine which was used in the tests is one of the hydraulic types of 2000 kN capacity. Compressive strength (MPa) is obtained by averaging of the results of three specimens.
2.2.2 Flexural Strength Test
Flexural strength is calculated using the results obtained from a prism with third-point loading test according to the (ASTM C78 2002). Test prisms measuring 100 × 100 × 500 mm were cast and cured at the same conditions for the specimens of the compressive strength tests. A testing machine of 2000 kN capacity was used for this test.
2.2.3 Static Modulus of Elasticity Test
Modulus of elasticity is the ratio of stress to elastic strain of concrete. It is a measure of resistance of material to deformation. Modulus of elasticity of concrete tests was carried out in accordance with (ASTM C469 2002). Test specimens used are concrete cylinders of 150 mm diameter and 300 mm height. Average results obtained from three individual specimens for each concrete mixes were used.
2.2.4 Casting, Curing and Test Set-up of Slabs Failed in Flexure
In order to study the influence of the test variable on the flexural strength of the square slabs, five slabs were cast and tested. All the slabs were square of dimensions 800 × 800 × 95 mm and simply supported along the four edges with a clear span of 700 mm in each direction. A sand bag was used to apply the distribution load on the slab, and the corners of the slab were carefully clamped to prevent any possibility of slab uplift. These requirements were found important which ensured a flexural failure type occurring in the slab when the load was applied. The reinforcement used were 10 mm diameter deformed bars placed at a spacing of 175 mm c/c in two directions with 760 mm length, placed at the bottom face of the slab with a concrete cover of 20 mm, as shown in the Fig. 2. All molds were cleaned and their internal surfaces were oiled to prevent adhesion to concrete after hardening. Before placing concrete in the mold, reinforcement was placed near the bottom face of the slab’s mold. Fresh concrete was placed in the mold in two equal layers. Each layer was compacted by using electrical vibrating table for two minutes to ensure removing the entrapped air as much as possible. The specimen was then removed from the vibrating table. Top surface of all slabs was well finished using a steel trowel so that the upper surface of the wooden block was kept level with the concrete surface. The slabs were covered with a damp canvas and Nylon sheets to prevent moisture loss and after 7 days from casting, the specimen was demolded and placed in the lab without any curing until the time of testing. Before the testing day, the slab was cleaned and painted with white paint on both surfaces, to achieve clear visibility of cracks during testing. The slab was labeled and carefully placed along the edges on simple supports. The dial gauge was positioned under the center of the bottom surface of the slab, so that a precise set-up of the testing equipment was achieved as shown in Fig. 3. A special supporting frame was manufactured and used inside the testing machine, as shown in Fig. 4 to provide the required span of the slab. This supporting frame was made using four steel beams welded and arranged to form a square shape. Each of these four steel beams had a 25 mm dia. steel bars are welded on its top face to provide a simple support for the slab edges. All slabs were tested using a hydraulic universal testing machine (Torsee’s Universal Testing machine with a capacity of 2000 kN) as shown in Fig. 5. The load was applied gradually in increments of 10 kN.This amount of incremental loading allowed sufficient number of loads and corresponding deflections to be taken during the test which gave a good picture for the structural behavior of the slab. The load at first crack as well as the ultimate load with their corresponding deflections at the slab center were observed and recorded.

Reinforcement and mold

Details of the slab specimen

Supporting slab frame

Test setup
3 Test Results and Discussion
The use of crushed melted brick as coarse aggregate in concrete leads to little decrease in strength with the increase of replacement ratio of natural gravel, this may be attributed to the absorption capacity of the aggregate affects strength by influencing the effective W/C ratio (Mindess and Young 1981), and the increase of specific surface of aggregate for constant mix proportions will cause decrease in strength because increased specific surface leads to decrease in the amount of cement paste relative to surface of aggregate, leaving more voids around surface of aggregate particles. Tables 10 and 11 are list the main test results from the observations during the tests, which included the properties of hardened concrete, first cracking load and ultimate load. The results recorded during the experiments are presented and compared.
3.1 Properties of Hardened Concrete
The results are exhibit that the mixes with melted crushed brick aggregate show reduction in concrete compressive strength in value 3–13%, flexural strength by 11–33% and modulus of elasticity about 10–15% than gravel concrete, at age of 28 days with respect to the replacement ratio of melted crushed aggregate from 25 to 100% respectively. This behavior may beyond to the in science of solids; there exists a fundamental inverse relationship between porosity (volume fraction of voids) and strength. Consequently, in multiphase materials such as concrete, the porosity of each component of the microstructure can become strength—limiting. Natural aggregates are generally dense and strong; therefore, it is the porosity of the cement paste matrix as well as the interfacial transition zone between the matrix and coarse aggregate, which usually determines the strength characteristic of normal-weight concrete. Although the water-cement ratio is important in determine the porosity of both the matrix and the interfacial transition zone and hence the strength of concrete (Mehta and Paulo 2006).
3.2 General Behavior, Mode of Failure and Cracks Pattern
In general, all slabs failed under pure bending. Flexural cracks started at the center of the slab, first cracks began at load of 42.2 kN for Ref. slab as illustrated in Table 11, while decrease with increasing replacement ratio of crushed melted brick for other slabs, it is obviously that the replacement by crushed melted brick effect and weakens the slab from the first stage of loading. Flexural cracks started at the center of the slab developing perpendicular to the adjacent line of support. Under increasing load, these cracks developed diagonally towards the four support corners, symmetrically located across the entire tension face as illustrated in Fig. 6. As failure load was reached, the deflection was increased and cracks were propagated quickly.

Mode of failure and crack pattern of slabs
3.3 First Crack and Ultimate Loads
The cracking and ultimate loads are presented in Table 11. From this table it can be observed that, the first cracking load decreased for slabs with crushed melted brick compared with Ref slab (S0), where the first crack load of ref. slab was 42.2 kN and it reduced to 37.8, 34.2, 32.5 and 20.8 kN for slabs with crushed melted brick as a coarse aggregate by 25, 50, 75, 100% of coarse aggregate respectively. This is attributed to the flexural strength of concrete reduced with increase the replacement ratio of melted brick in concrete mix as released in Table 10. For the ultimate load, from Table 11 it can be found that, the increase in the replacement ratio for concrete in the slabs made with crushed melted brick leads to decrease in the flexural capacity of these compared with that of Ref. slab. It is found that the ultimate load of slabs made with crushed melted brick with replacement ratios 25, 50, 75, 100% of total coarse aggregate decreased to 95.3, 87.3, 83.3 and 80.0% of ultimate load of slab made with natural coarse aggregate. Therefore it can be concluded that the use of crushed melted brick in concrete has small effect on decreasing the ultimate load strength of the slabs as noticed in Fig. 7.

Comparison first and ultimate load for slabs
3.4 Deflections
The magnitude of the deflection is very important in the discussion of the load carrying capacity of the slabs. Figure 8 show comparatives in load–deflection relationships for slab. From Fig. 8 it can be observed that, the replacement process showed soft behavior than that in slab made with natural coarse aggregate. Change in slope of the curves occurred after the formation of flexural cracking because, the formation of the first major crack significantly reduced slab stiffness, therefore the deflection was increased. Also, it is found that at the same load, the deflection increased as crushed melted brick replacement ratio increases. This is attributed to that the modulus of elasticity of concrete reduced with increase the replacement ratio of melted brick in concrete mix as shown in Table 10.

Comparison load deflection curve for slabs
4 Conclusions
Based on the experimental results presented in this study, the following conclusions can be made. The crushed melted brick suitable to use in concrete as a coarse aggregate with low density up to 2000 kg/m3, and then assists in decreasing the load transmitted to footings. The cube compressive strength of melted brick aggregate concrete (replacing of gravel coarse aggregate with melted brick aggregate from 25 to 100%) is in the range of 39.2–35.2 MPa, whereas gravel coarse aggregate concrete is having a cube compressive strength of 40.35 MPa. The flexural strength of melted brick aggregate concrete decreases about 12, 20, 25 and 33% as a ratio of replacement of crushed melted brick increases from 25 to 100%. Mixes with melted brick aggregate were exhibit lower modulus of elasticity in the range of 10–15% than gravel concrete at age 28 days. The first crack load of ref. slab was 42.2 kN and it reduced to 37.8, 34.2, 32.5 and 20.8 kN for slabs with crushed melted brick as a coarse aggregate by 25, 50, 75, 100% of coarse aggregate respectively. So that, first crack load of melted brick concrete slab specimen was decrease by 10–50% comparing with reference slab of gravel concrete. The ultimate load of slabs made with crushed melted brick with replacement ratios 25, 50, 75, 100% of total coarse aggregate decreased to 95.3, 87.3, 83.3 and 80.0% of ultimate load of slab made with natural coarse aggregate. The central deflection of slabs increased as crushed melted brick replacement ratio increases.
References
ASTM A615/A615 M-04b.: Standard specification for deformed and plain carbon steel bars for concrete reinforcement. pp. 1–6 (2004)
ASTM C469.: Standard test method for static modulus of elasticity and Poisson’s ratio of concrete in compression, vol. 4.2, pp. 1–5 (2002)
ASTM C78.: Standard test method for flexural strength of concrete (using simple beam with third-point loading). vol. 4.2, pp. 1–3 (2002)
B.S. 1881: Part 125.: Methods for mixing and sampling fresh concrete in the laboratory, pp. 1– 9 (1986)
B.S. 1881: Part 114.: Methods for determinations of density of hardened concrete, pp. 1–10 (1983)
B.S. 1881: Part 116.: Methods for determination of compressive strength of concrete cubes, pp. 1–8 (1983)
Iraqi Standards No.45/1984.: Aggregate from natural sources for concrete and construction. Ministry of Housing and Construction, Baghdad (2004)
Iraqi Standards No.5/1984.: Ordinary Portland cement. Ministry of Housing and Construction, Baghdad (2004)
Kallak, F.S.: Used of crushed bricks as coarse aggregate in concrete. Tikrit J. Eng. Sci. 16, 64–69 (2009)
Khudair, J. A.S.: Properties and structural behaviour of concrete made with abu-ghar crushed lime stone as coarse aggregate. M.Sc. Thesis, College of Engineering, Department of Civil Engineering, University of Basrah, Iraq (1987)
Mehta, P.K., Paulo, J.M.: Concrete microstructure, properties, and materials, 3rd edn. McGraw Hill, New York (2006)
Mindess, S., Young, J.F.: Concrete. Prentice Hall, New Jersey (1981)
PCA, Chap09.: Design and Proportioning Normal Concrete Mixtures. Portland Cement Association. Available at: www.ce.memphis.edu (2002)
Reddy, V., Kumar, S.: Behavior of recycled aggregate concrete two-way slabs in flexure and punching shear–an experimental investigation. Ph.D. Thesis, Faculty of Civil Engineering, Jawaharlal Nehru Technological University, India (2012)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer International Publishing AG, part of Springer Nature
About this paper

Cite this paper
Saleh, I.S., Faleh, S.K., Chkheiwer, A.H. (2019). Flexural Behavior of RC Two Way Slabs Made With Crushed Melted Bricks as Coarse Aggregate. In: Khabbaz, H., Youn, H., Bouassida, M. (eds) New Prospects in Geotechnical Engineering Aspects of Civil Infrastructures. GeoChina 2018. Sustainable Civil Infrastructures. Springer, Cham. https://doi.org/10.1007/978-3-319-95771-5_16
Download citation
DOI: https://doi.org/10.1007/978-3-319-95771-5_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-95770-8
Online ISBN: 978-3-319-95771-5
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)