
Abstract
Shot Peening is common industrial cold-working process. It is widely used in several industrial fields particularly in automotive, aerospace and marine industries. This treatment is applied to enhance the fatigue performance of metallic components by: (i) retarding the crack growth due to the induced compressive residual stresses fields and (ii) inhibiting the crack initiation through the surface work-hardening. However, this process needs to be carefully controlled in order to avoid over-peening cases. The aim of the current study is to develop a dynamic and multi-impact shot peening process’s model using the finite elements method. It is leading to predict the initial shot peening surface properties, which are classified, into three categories: (i) the outer layers compressive residual stresses, (ii) the induced plastic deformations and (iii) the superficial damage. To validate the proposed model, the obtained numerical results were compared with experimental ones analyzed by X-ray diffraction (XRD) for three materials the aeronautical-based Nickel super-alloy material Waspaloy and the AISI 316L stainless. The predictions are in good correlation and physically consistent with the experimental investigations. This proposed finite elements model is very interesting for engineering to predict the fatigue behavior of mechanical shot-peened components and to optimize the operating parameters of this process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Shot peening
- Compressive residual stress
- Surface work hardening
- Superficial damage
- Finite elements method
1 Introduction
Controlled shot peening is a cold surface treatment widely used in automotive and aerospace industries (Mylonas and Labeas 2011). It consists of bombarding metallic component surfaces, at relatively high velocities (20–120 ms−1), with small spherical shots made, generally, of cast-steel, glass or ceramic (O’Hara 1984). Several studies (O’Hara 1984; Fathallah et al. 2004) show significant effects of shot peening on the fatigue behavior of treated components. The majority of experimental investigations (Wang et al. 1998; Li et al. 1991) were focused, principally, on the prediction of compressive residual stresses fields. Furthermore, they pre-suppose that the compressive residual stresses are the key factor affecting the fatigue behavior of shot-penned metallic components. However, other works show clearly that shot peening surface modifications, such as: surface work-hardening, roughness and surface integrity, have also considerable influence on the fatigue performance of mechanical treated components (Ochi et al. 2001; Tekili 2002). Due to the difficulties and limitations of the experimental analysis and characterizations of shot peening surface modifications, a particular importance has been given to the numerical simulations of this mechanical process. Numerous finite elements models have been conducted to simulate the shot peening process. An initial simple model was performed by Al-Obaid (1990). It is based on three dimensional isoparametric finite elements. A quarter-symmetric shot peening model was presented by Meguid et al. (1999). It introduces contact elements to represent the physical contact between the shot and the target steel plate. This model has been exploited, in another work, to predict the equivalent stress, equivalent plastic strain and elastic strain as function of time (Meguid et al. 2002). In this study, importance was given to numerical convergence and to the validity of the compressive residual stresses fields. Frija et al. (2006) presented a three-dimensional finite element shot peening model leading to predict the compressive residual stresses fields, plastic strain profiles and, particularly, the superficial shot peening damage value. However, authors have applied the model for the case of isotropic hardening. The cyclic elastic-plastic hardening has not been taken into account. In the present work, we will develop a finite elements model by using the cyclic hardening law. In order to validate the proposed model, we are based on experimental results for three types of materials: the based-Nickel super-alloy Waspaloy and the AISI 316L stainless.
2 Finite Element Shot Peening Simulation Model
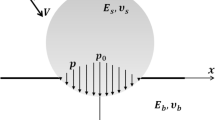
The general principle of the model (Fig. 1) is to simulate the impact of several shots (multi-impact model) on a structural element that can be extracted from the most critical region of the studied component. The modelling has been carried out using the finite element commercial code ABAQUS Explicit 6.10. In order to automatically generate several cases of simulations and/or parameters’ optimization, a Python code has been developed and connected to Abaqus (Fig. 2). The friction between the shots and the treated surface has been characterized by the Coulomb friction model.

Multi-shot-peening finite element model

Modeling steps
Where \( F_{f} \) is the friction force, \( F_{n} \) is the normal force and µ is the friction coefficient.
2.1 General Hypotheses
The assumptions adopted in the modeling of the shot peening process are:
-
The shots are considered as rigid spheres of uniform radius.
-
The diameter of the shot taken into account is the “nominal” diameter conventionally defined by the SAE J444 (2001)
-
The mechanical response of the treated material is conforming to elastic-plastic behavior coupled with damage.
-
The velocity of the shot is assumed to be constant during the impact.
-
The angle of impact is considered equal to 90°.
2.2 Target Geometry, Boundary Conditions and Mesh
The target component has been modelled as a rectangular body with a width of 2 mm, a length of 2 mm and a height of 5 mm (Fig. 1). For the boundary condition, the bottom surface of the target has been fixed. The target was meshed by means of eight-node brick solid elements. In order to find the best compromise between the quality of the obtained results and the calculation time, the refinement of the mesh is located in the area of the contact shots/surface. Indeed, several calculations have been made to check the fineness of meshing required in the contact zone. The size of the smallest element is: 0.01 mm × 0.01 mm × 0.01. The shots are meshed with C3D4 elements.
2.3 Material Model of Shot Peening Process
To describe the shot peening cyclic loading, we adopt, in the present work, the combined isotropic-nonlinear kinematic hardening model (Chaboche 1977). It is expressed as follows:
The nonlinear hardening tensor is defined by:
The isotropic hardening variable is defined by:
The coefficients depending on the material are: the initial yield stress \( \sigma_{{y_{0} }} \), two coefficients to represent the evolution of the isotropic hardening, \( b \) and \( Q \), and two coefficients to represent the evolution of the kinematic hardening, \( C \) and \( \gamma \).
In order to predict the shot peening superficial damage, Chaboche et al. (1977) three-dimensional ductile plastic model of damage is used:
Where ν is the Poisson’s ratio, \( \sigma_{\text{H}} \) the hydrostatic stress of the applied stress tensor and \( \sigma_{\text{eq}} \) the Von Mises’ equivalent stress. The three variables \( {\text{D}}_{\text{c}} , \, \varepsilon_{\text{R}} \) and \( \varepsilon_{\text{D}} \) are considered constants, where \( \varepsilon_{\text{D}} \) is the initial critical deformation for damage and \( \varepsilon_{\text{R}} \) the deformation at rupture for which the damage is equal to \( {\text{D}}_{\text{c}} \). \( {\text{p}} \) is the cumulated plastic strain.
3 Application and Validation of the Proposed Model
The application and validation of the proposed finite element model was based on experimental results obtained on three types of materials: Waspaloy, AISI 316L and AISI 2205. The mechanical proprieties (Table 1) and the damage parameters (Table 2) (Abdul-Latif 1996; Pedro et al. 2014; Laamouri et al. 2013) of the studied materials have been largely discussed in the open literature. Table 3 summarizes the used shot peening conditions for the studied cases (Pedro et al. 2014; Ahmed et al. 2015; Fathallah 1994).
3.1 Validation of the Proposed Model: Waspaloy
Figure 3 shows a comparison between the analyzed X-ray diffraction and the calculated compressive residual stress profiles obtained in-depth of the peened Waspaloy part (Fathallah 1994). It is observed that the difference between the depth of the compressed layers obtained using our finite element model (0.22 mm) and that obtained by the experimentation (0.25 mm) is very small.

Calculated and the analyzed X-ray residual-stress profiles in depth of shot-peened Waspaloy (Fathallah 1994)
Figures 4 and 5 present a qualitative comparison between the calculated in-depth Von Mises’s plastic deformations profile induced by shot peening and the Full Width at Half Maximum (FWHM) of the X-ray diffraction peak profile (Fathallah 1994).

Von Mises equivalent plastic strain profiles in depth of shot-peened Waspaloy

Full width at half maximum of the X-ray diffraction peak profile (Fathallah 1994)
Figure 4 shows that the depth of the deformed layers is 0.22 mm, which is very close to the depth of the compressed layers (Fig. 3). The qualitative comparison between the calculated Von Mises’ equivalent plastic deformation profiles and the FWHM of the X-ray diffraction peak profile shows that the depth of deformed layers is well predicted by the proposed finite element shot peening model.
3.2 Validation of the Proposed Model: AISI 316 L
Figure 6 shows a comparison between the analyzed X-ray diffraction and the calculated compressive residual stress profiles obtained in-depth of the peened AISI 316L part. It is observed that the difference between the depth of the compressed layers obtained using our finite element model (0.3 mm) and that obtained by the experimentation (0.5 mm) is important.

Calculated and the analyzed X-ray residual-stress profiles in depth of shot-peened AISI 316 L (Ahmed et al. 2015)
Figures 7 and 8 present a qualitative comparison between the calculated in-depth Von Mises’s plastic deformations profile induced by shot peening and the FWHM of the X-ray diffraction peak profile (Ahmed et al. 2015).

Von Mises equivalent plastic strain profiles in depth of shot-peened AISI 36 L

Hardness profile AISI 316L (Ahmed et al. 2015)
Figure 7 shows that the depth of the deformed layers is 0.3 mm, which is very close to the depth of the compressed layers (Fig. 6). The qualitative comparison between the calculated Von Mises’ equivalent plastic deformation profiles and the hardness profile shows that the depth deformed layers is well predicted by the proposed finite element shot peening model.
4 Discussion
The obtained results show the effect of the material (Figs. 2 and 5). For hard material Waspaloy a good correlation is observed between the residual stress profiles obtained by finite element calculations and those analyzed by X-ray diffraction. However, for soft material AISI 316L we note that the gap is very important. The gap between the experimental and numerical values can be explained by the uncertainties and the technical limitations of X-ray diffraction analysis and the control of shot peening treatment parameters. For the different studied materials, the depth of the compressed layers and the deformed ones are almost the same. This proves the validity of the proposed model. Figures 4, 5, 7 and 8 show a good qualitative correlation between the calculated equivalent plastic deformations and the FWHM.
5 Conclusion
An improvement 3D random dynamic model has been proposed to simulate the shot peening process via finite element method. Such improvement consists in including the repetitive random impacts of the shots and the cyclic work-hardening behavior coupled to the damage of the treated material. The compressive residual stress, the plastic strain and the damage variable in-depth of the affected layers can be predicted using our proposed model.
References
Mylonas, G.I., Labeas, G.: Numerical modelling of shot peening process and corresponding products residual stress, surface roughness and cold work prediction. Surf. Coat. Technol. 258, 4480–4494 (2011)
O’Hara, P.: Developments in the shot peening process. Mater. Des. 5(4), 161–166 (1984)
Fathallah, R., Laamouri, A., Sidhom, H.: High cycle fatigue behavior prediction of shot-peened parts. Int. J. Fatigue 26, 1053–1067 (2004)
Wang, S., Li, Y., Yao, M., Wang, R.: Compressive residual stress introduced by shot peening. J. Mater. Process. Technol. 73, 64–73 (1998)
Li, J.K., Zhang, R., Yao, M.: Experimental study on the compressive residual stress field introduced by shot-peening. In: Third International Conference on Residual Stresses (ICRS3), London, pp. 750–757 (1991)
Ochi, Y., Masaki, K., Matsumura, T., Sekino, T.: Effect of shot peening treatment on high cycle fatigue ductile cast iron. Int. J. Fatigue 23, 441–448 (2001)
Tekili, S.: Enhancement of fatigue strength of SAE 9245 steel by shot peening. Mater. Lett. 57, 604–608 (2002)
Al-Obaid, Y.F.: Three dimensional dynamic finite element analysis for shot peening. Mech. Comput. Struct. 3, 681–689 (1990)
Meguid, S.A., Shagal, G., Stranar, J.C.: Finite element modelling of shot peening residual stresses. J. Mater. Process. Technol. 92–93, 401–404 (1999)
Meguid, S.A., Shagal, G., Stranart, J.C.: 3D FE analysis of peening of strain-rate sensitive materials using multiple impingement model. Int. J. Impact Eng. 27, 119–134 (2002)
Frija, M., Hassine, T., Fathallah, R., Bouraoui, C., Dogui, A.: FEM modelling of shot peening process: Prediction of the compressive residual stresses, the plastic deformations and the surface integrity. Mater. Sci. Eng. 426, 173–180 (2006)
SAE J441: Cut Wire Shot. Society of Automotive Engineers, Warrendale (2001)
Chaboche, J.-L.: Sur l’utilisation des variables d’état interne pour la description de la viscoplasticité cyclique avec endommagement. In: Problèmes Non Linéaires de Mécanique, Symposium Franco-Polonais de Rhéologie et Mécanique, pp. 137–159 (1977)
Laamouri, A., Sidhom, H., Braham, C.: Evaluation of residual stress relaxation and its effect on fatigue strength of AISI 316L stainless steel ground surfaces: experimental and numerical approaches. Int. J. Fatigue 48, 109–121 (2013)
Pedro, S., Rodríguez, C., Peñuelas, I., García, T.E., Belzunce, F.J.: Influence of the target material constitutive model on the numerical simulation of a shot peening process. Surf. Coat. Technol. 258, 822–831 (2014)
Abdul-Latif, A.: Constitutive equations for cyclic plasticity of Waspaloy. Int. J. Plast. 12, 967–985 (1996)
Ahmed, A.A., Mhaede, M., Basha, M., Wollmann, M., Wagner, L.: The effect of shot peening parameters and hydroxyapatite coating on surface properties and corrosion behavior of medical grade AISI 316L stainless steel. Surf. Coat. Technol. 280, 347–358 (2015)
Fathallah, R.: Modélisation du Procédé de Grenaillage: Incidence des Billes et Taux de Recouvrement. Ph.D. thesis ENSAM Paris (1994)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Seddik, R., Atig, A., Ben Sghaier, R., Fathallah, R. (2019). Finite Element Modeling of Shot Peening Process. In: Fakhfakh, T., Karra, C., Bouaziz, S., Chaari, F., Haddar, M. (eds) Advances in Acoustics and Vibration II. ICAV 2018. Applied Condition Monitoring, vol 13. Springer, Cham. https://doi.org/10.1007/978-3-319-94616-0_27
Download citation
DOI: https://doi.org/10.1007/978-3-319-94616-0_27
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-94615-3
Online ISBN: 978-3-319-94616-0
eBook Packages: EngineeringEngineering (R0)