
Abstract
This chapter provides information related to simultaneous heat and mass transfer in unsaturated porous bodies with particular reference to drying process of arbitrarily-shaped solids. Several important topics such as drying theory, moisture migration mechanisms, lumped and distributed modeling for homogeneous and heterogeneous bodies, and applications are presented and discussed. Herein, a new phenomenological and advanced lumped-parameter model written in any coordinate system is presented, and the analytical solutions of the governing equations, limitations of the modeling and general theoretical results are discussed. The proposed model includes different effects such as shape of the body (hollow or not hollow), heat and mass generation, and coupled heating, evaporation and convection phenomena.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others

Keywords
1 Drying Theory of Wet Porous Solids
1.1 Foundations
Drying is a complex process involving simultaneous phenomena of heat, and mass transfer and linear momentum, existence of equilibrium state and dimensional variations of the solid being dried. Drying differs from other separation techniques, such as osmotic dehydration, by the way like water is removed from the solid. In the drying the removal of water molecules occurs by movement of the liquid, due to a difference of partial pressure of the water vapor between the surface of the product and the air that surrounds it.
Heat can be supplied to the material to be dried by: thermal radiation, convection, conduction or by volumetric absorption of the electromagnetic energy generated at the radio or microwave frequency. This volumetric heat transfer can accelerate the drying process and offers a number of benefits over conventional methods. In most cases, heat transfer occurs through a combination of several mechanisms.
The products are very different from each other, due to their composition, structure, shape and dimensions. The drying conditions are very diverse, according to the drying air properties and the form like the air-product contact occur. As examples, we can cite drying of wet particles bed with hot air and suspension of particles in an air stream. Once the product is placed in contact with hot air, there is heat transfer from the air to the product due to the temperature difference between them. Simultaneously, the difference in the partial pressure of water vapor between the air and the surface of the product determines a transfer of matter (mass) from the product surface to the air. The latter is make in the form of water vapor. We start that part of the heat that reaches the product is used to water evaporation. Figure 1 illustrates the curves of the water content of the product, its temperature and the drying rate, over time, when air is used as a drying agent.

Moisture content and temperature transient behavior of the product during drying
The curve (a) represents the reduction of the moisture content of the product during drying. It represents the mass of water per mass of dry product ratio during the process in a drying condition previously established. The curve (b) represents the product drying velocity (drying rate) which represent the moisture content variation of the product as a function of time, being obtained from differentiating the curve (a) with respect to time. The curve (c) represents the variation of product temperature during drying. It is obtained by measuring the temperature of the product during the process.
During drying, the product goes through several stages, depending on its initial moisture content, nature and form. The following describes each one of them (Fig. 1):
-
(a)
Period 0: This is the period of induction or the period to enter in operating regime (warming up or accommodation period of the material). In the beginning, the product is usually at a temperature lower than the air, and the partial pressure of water vapor at the surface of the product is low, consequently, the mass transfer and drying rate are also low. The heat reaching the material in large quantities causes an increase in temperature, causing an increase in partial pressure of water vapor in the air and in the drying rate. This phenomenon continues until the heat transfer to compensate exactly for mass transfer. If the air temperature is lower than the product, so, the product temperature will decrease until it reaches the thermal equilibrium. The duration of this period is insignificant relative to the total drying time.
-
(b)
Period 1: This period corresponds to the constant drying velocity (drying rate). During this period, as in the previous one, the amount of water available within the product is quite large. Water evaporates as free water at the surface of the product. The partial pressure of water vapor at the surface is constant and equal to the vapor pressure of pure water at the temperature of the product. The product temperature, at this time is also constant and equal to the wet bulb temperature of the drying air, because the compensation between heat and mass transfers exactly. The drying velocity is therefore constant. This period continues, while the migration of water from the inside to the surface of the product is enough to keep up with the evaporative loss of water at the surface. In the case of biological materials is very difficult the existence of this period, because the drying operating conditions provokes a mass transfer resistance essentially inside the product, causing the water evaporation rate from the surface to the environment higher than the replacement rate of moisture from the interior to the surface of the material.
-
(c)
Period 2: This is the period of falling drying rate. It starts as soon as the water begins to reach the surface in quantities less than the water evaporated, so, the drying velocity decreases. Some authors define the value of moisture content of the product at the transition point between periods 1 and 2 as being the critical moisture content, however, we starts that this is not a physical property of the material. The critical moisture content depends on the drying operating conditions and solid geometry. During this period, the heat exchange is no longer compensated for the loss in mass, therefore, the temperature of the product increases and tends asymptotically to the air temperature (thermal equilibrium). Throughout this period the limiting factor is the internal migration of water. This reduction in the drying rate is sometimes interpreted by decreasing the wet surface, but the most frequent interpretation is by lowering the partial pressure of water vapor at the surface. At the end of this period the product will be in equilibrium with the air and the drying velocity is null (hygroscopic equilibrium).
In the drying process there are some factors that can interfere in the attributes of quality, among the main ones can be highlighted those that are directly linked to the product to be dried such as thickness and characteristics of the product, and also, with those that are connected with drying air (temperature, velocity and relative humidity). The drying process occurs in the natural form exposing the product directly to the sun, and artificially using equipment such as oven and dryers [1].
The mechanisms of internal mass transfer during drying of biological materials, can be influenced by two collateral phenomena during drying, cited below:
-
(a)
Existence of the solute’s contribution during drying. For example, plum sugar (solute) is deposited at the surface during drying, forming a crust that decreases the drying velocity. Another example is the drying of beet. This product dries more quickly when its sugar content is reduced before drying.
-
(b)
Biological products are living cells thus exhibiting a specific behavior where the cell is stretched by the liquid contained therein and, as a consequence, the cell wall is subjected to stress and the liquid contained therein is subjected to compression. This phenomenon is known as “turgor”. As the drying proceeds, with the removal of water, there is reduction in the pressure that the liquid exerts in the cell wall. The phenomena associated with this pressure reduction are treated as a result of the shrinkage of the material. During the drying process, the shrinkage phenomenon provokes several effects in the material. As the material shrinks while during drying, the surface of the material hardens (“case hardening”), thus, the material deform and fissures, especially in materials very sensitive to heat.
1.2 Moisture Migration Mechanisms
The phenomenon of moisture migration inside of porous materials is still not well known. Some authors claim that migration can be a combination of moisture movement by diffusion of liquid and vapor, each predominating in certain stages of drying [2]. Wherefore, several theories have been proposed to describe the mass and heat transport in capillary porous media, such as: Liquid diffusion theory; Capillary theory; Krischer’s theory; Luikov’s theory; Philip and De Vries theory; Berger and Pei theory, and the Fortes and Okos theory. A detailed discussion of drying theories can be found in the literature [3,4,5,6,7,8,9].
According to theories listed above, the following moisture transport mechanisms in solids have been provided by literature [3, 7, 9,10,11]:
-
(a)
transport by liquid diffusion due to moisture concentration gradients;
-
(b)
transport by diffusion of vapor due to moisture concentration gradients and vapor partial pressure (caused by temperature gradients);
-
(c)
transport by effusion (Knudsen flow). This occurs when the mean free path of the molecules of vapor is the same order of magnitude of pore diameter. It is important for high vacuum conditions, like for example, lyophilization;
-
(d)
transport of vapor by thermodiffusion due to temperature gradients;
-
(e)
transport of liquid by capillary force due to capillary phenomena;
-
(f)
transport of liquid by osmotic pressure due to osmotic force;
-
(g)
transport of liquid due to gravity;
-
(h)
transport of liquids and vapor, due to the total pressure difference, caused by external pressure, contraction, high temperature and capillarity;
-
(i)
transport by surface diffusion due to migration of liquid and vapor mixture though the pores of the product surface.
Additional information of each moisture transport mechanisms listed above can be found in the works cited in this item.
1.3 Types of Drying
The drying process can be accomplished in several ways in order to several purposes. For food products, for example, is employed mainly in conservation, while also allowing the transportation and storage without refrigeration. The most common drying types are:
-
(a)
Stationary drying: The designation of stationary drying is given when there is no movement of the product during drying. It is generally used in grains, which are placed in silos-dryers that undergo the action of heated air. This type of drying presents low performance as a function of the height of the solid layer which is regulated by the distance of the drying entrance and the air flow rate involved.
-
(b)
Continuous drying: In this drying system, solids flows in the dryer while are heated. This process allows the loss of water from the product and its heating. in such a way that they enter wet in the dryer, receives heating action, and leaving it dried. In this type of drying, the system can be classified as follows:
Concurrent flow: the product along with the drying air moves in parallel, in the same directions inside the equipment;
Countercurrent flow: the product together with the drying air travels parallel in opposite directions inside the equipment;
Cross flow: the drying air moves perpendicularly through the mass of the product.
Mixed flow: This is a combination of different drying types.
-
(c)
Intermittent drying: Intermittent drying and a type of discontinuous drying, with periods of energy and heat application. It is characterized by the discontinuous passage of air by the mass of the product in movement, promoted by the recirculation of the solid in the dryer. Intermittent drying controls the rate of heat input for the material to be dried, in order to avoid thermal degradation of heat-sensitive products.
2 Drying Process Modeling
One of the most important drying technologies, especially for industrial processes, is the mathematical modeling of processes and drying equipment. One purpose of modeling is to enable the engineer to choose the most appropriate drying method of a specific product as well as suitable operating conditions. The principle of modeling is based in a mathematical equation system that characterizes completely the physical system being modeled. In particular, the solution of the governing equations makes it possible to predict the process parameters as a function of the drying time only based on the initial and boundary conditions and simplification, and some required data of the product and air. The starting point in mathematical modeling is the definition of the modification process, in particular a description of the input data that influence the process, as well as variables that depend on the behavior of the process.
From the physical point of view, the drying process involves simultaneous phenomena of heat and mass transfer, linear momentum and dimensional variations of the product. It is a very complex process involving several physical phenomena, and thus, there is a need to generate mathematical models to simulate the drying process with great physical realism. Then, it is important to insert in the drying model the maximum amount of information related to the process, allowing to correctly relate the model to the actual physical situation. Thus, the development of mathematical models to describe drying process has been subject of study for many researchers for decades.
Recently many sophisticated drying models have been presented in the literature. Depending on the layer thickness of the studied material, these models can be classified in thin layer (particle level models) and thick layer models (dryer level models). The practical importance of thin-layer drying has limitations, because the materials are usually dried in thick layers: stationary or in motion. However, the models most used by the researchers take into account thermo physical properties, drying kinetics, and mass and energy balance in the dryer, thus ratifying the need to have an equation for describe thin layer drying kinetics of the material under certain pre-established operating conditions. Therefore, numerous thin layer models have been proposed to describe the moisture loss rate during drying of solids and can be divided into two main groups: lumped models and distributed models, which will be detailed below.
2.1 Distributed Models
The distributed models describe the heat and mass transfer rates as a function of the position within the wet porous solid and the drying time. They consider the external and internal resistances to heat and mass inside the porous solids. Thus, these models or systems are based on the interaction between time, and one or more spatial variables for all their dependent variables. In this approach, the gradients of moisture content, pressure and temperature inside the material are considered [12]. Some of these models reported in the literature are described below.
-
(a)
Luikov’s model
This model is based on the thermodynamics of the irreversible processes and proposes that the water moves in porous capillary media, in isothermal conditions, due to the action of a potential gradient of mass transfer. This potential of mass transfer was created by Luikov based on the analogy with the driving force of heat transfer, the temperature gradient [4].
Luikov [13] presented a mathematical model to describe the drying process of porous capillary products based on the mechanisms of diffusion, effusion, vapor convection and diffusion and convection of water inside the porous medium. The process is described by a system of partial differential equations coupled for temperature, moisture content and in cases of intense drying also the pressure. The set of equations is as follows:
where Kij, i, j = 1, 2 and 3, are the phenomenological coefficients for i = j and the combined coefficients for i ≠ j.
-
(b)
Diffusive models
Several authors consider the diffusion of liquid water as the main transport mechanism of moisture in wet porous solids [1, 11, 14,15,16,17,18,19,20,21,22,23]. To describe the drying process theoretically the Fick’s second law has been widely used since it establishes the diffusion of moisture in terms of the concentration gradient in the solid, as follows:
In general, the diffusion coefficient D, is considered constant, or dependent on the temperature and/or the moisture content of the solid. However, it is worth noting that mechanical compression reduces porosity and effective moisture diffusivity; therefore, the pressure has a negative effect on water diffusivity [24]. Table 1 provides a summary of some of the various empirical parametric models expressing moisture diffusivity as a function of temperature and/or moisture content reported in the literature.
The concept of liquid diffusion as the only mechanism of moisture transport has been the subject of several criticisms, constantly presenting discrepancies between experimental and theoretical values [4, 6]. The Luikov’s model, considering negligible the effects of pressure gradients and combined temperature and moisture content, is similar to the diffusion model.
-
(c)
Model based on the non-equilibrium thermodynamics
Based on the thermodynamic concepts of irreversible processes, Fortes and Okos [25] have proposed a model that considers the existence of local equilibrium valid; the use of the Gibbs equation for non-equilibrium conditions; of the phenomenon of shrinkage negligible; neglected total pressure effects; the use of linear phenomenological laws; validity of the fundamental relations of Onsager; of the system be taken as isotropic; of the water to migrate in the liquid and vapor phases; of being the rate of heat transfer and mass slower than the rate of phase change, and finally, of the use of the Curie principle.
According to Fortes and Okos [25], the fundamental difference between the theory of these authors and the theories cited is that the driving force for the isothermal movement of both liquid and vapor is a gradient of the equilibrium moisture content that the product attains when subjected for a sufficiently long time to controlled conditions of temperature and relative humidity of the air, and not the moisture content gradient. The driving force for the liquid and vapor transfer is the chemical potential gradient, which in turn is a function of the temperature, relative humidity and equilibrium moisture content. In this model, it is postulated that water in porous capillary media can moves in the opposite direction to the moisture content gradient, but always in the direction of the equilibrium moisture content gradient. Thus, equilibrium moisture content is presented as a more natural choice for mass transport potential than the concept proposed by Luikov.
Admitting the considerations of the model, considering the negligible effects of gravity on the vapor transport and using Onsager relations, Fortes and Okos [25] derived the following equations, for capillary porous bodies:
-
Heat flux
-
Liquid flux
-
Vapor flux
Assuming that no ice is present and that the air mass is negligible, one can write the mass conservation equation as
With the consideration of non-existence of shrinkage phenomena, \(\uprho_{\text{ps}}\) constant, the Eq. (17) reduces to:
The energy conservation equation can be obtained, assuming that the rate of change of enthalpy of the system minus the heat of adsorption equal to the divergence of the enthalpy flux. Thus, one can write:
As can be seen, this model more accurately describes the physics of the heat and mass transfer process than the simple liquid diffusion model, however its applicability is greatly limited, in virtue of the ruling equations of the phenomenon include many coefficients that are difficult to determine experimentally, depending on the product nature.
2.2 Lumped Models
The thin-layer drying equations, namely lumped model, can be classified as empirical, semi-empirical or semi-theoretical, and purely theoretical. This classification is given based on their comparative advantages and disadvantages and also its derivation [26,27,28,29,30]. These equations neglect the effects of temperature and moisture content gradients inside the material during the drying process. Some of these models assume that the material reaches the drying air temperature immediately at the beginning of the process.
Empirical equations have a direct relationship between moisture content and drying time, while the semi-empirical equations are analogous to Newton’s law of cooling, assuming the drying rate is proportional to the difference between the moisture content of the product and its respective equilibrium moisture content for a specified drying conditions. The semi-theoretical equations are usually obtained from the liquid and/or vapor diffusion equation within the product.
In short, the lumped models describe the heat and mass transfer rates for the entire product, ignoring internal resistance of heat and mass transfer. Many lumped equations are derived from the distributed equations under small considerations. The thin-layer drying models are often employed to describe the drying of fruits and vegetables; however, because of their ease and fast response of the problem, it has been used to describe the drying of non-biological materials also. These categories of models take into consideration only external resistance to the moisture transport process between the material and atmospheric air, providing a greater extent of accurate results of the drying process, and make less assumption due to its dependence with experimental data. Thus, these models proved to be the most useful for engineers and designers of dryers [11], but, are only valid in the drying conditions applied. However, among them, the theoretical models make several assumptions leading to considerable errors [31,32,33,34], thereby limiting the use in the design of dryers.
The main challenges faced by empirical models are that they depend on largely of experimental data and provide limited information about the heat and mass transfer during the drying process [12, 35]. Due to the characteristics of the semi-theoretical and empirical models, these models are widely applied in the estimation of drying kinetics of products with high moisture content such as fruits and vegetables. Following are detailed some of these lumped models reported in the literature.
2.2.1 Semi-theoretical Models
The semi-theoretical models are derived from the distributed model (Fick’s second law of diffusion) or its simplified variation (Newton’s law of cooling). Semi-theoretical models of Lewis, Page and Page Modified are derived from Newton’s law of cooling, while to following models are derived from Fick’s second law of diffusion [12]:
-
(a)
Exponential model and simplified form;
-
(b)
Exponential model of 2-terms and modified form.
-
(c)
Exponential model of 3-terms and simplified form.
Factors that could determine the application of these models for a specific product include the drying condition (relative humidity, temperature and air velocity of the air), shape, dimension, and the initial moisture content of the material to be dried [9, 12, 27]. In addition, under these conditions may be noted that the complexity of the models can be attributed to the number of constants that appears in them. How much large the number of parameters to be determined more complex will be the model. Then, under this mathematical point of view the Newton model is the simplest. However, the selection of the most appropriate model to describe the behavior of drying of a particular product does not depend exclusively on the number of constants, but also on the result of several statistical indicators reported in the literature [12, 29, 36,37,38,39,40,41,42,43,44,45,46,47,48,49,50]. Following will be detailed some semi-theoretical models reported in the literature.
-
(a)
Models derived from Newton’s law of cooling.
Newton’s Model. This model is sometimes cited in the literature as the Lewis model, exponential model or single exponential model. It is said that it is the simplest model because it contain only one constant to be determined. In the past, this model was widely applied in describing the drying behavior of various foods and agricultural products; however, currently it has been occasionally usage to describe the drying behavior of some fruits and vegetables. The following equation represent the Newton’s model:
In Eq. (20), k is the drying constant (\({\text{s}}^{ - 1}\)). \(\overline{\text{M}}^{ *}\) is the dimensionless moisture content, M is the moisture content on a dry basis at any time t. \({\text{M}}_{0}\) is the initial moisture content in of the sample base dry and \({\text{M}}_{\text{e}}\) is the equilibrium moisture content.
Page’s Model. The Page model or the modified Lewis model is an empirical modification of the Newton’s model, in which errors associated with the use of the Newton’s model are greatly reduced by the addition of a dimensionless empirical constant (n) in the time, as follows:
Modified Page’s Model. This model is a modified form of the Page’s model. The following equations represents this cited model:
where a1 and n are empirical constants (dimensionless). Equation (22) is a variant of the Page’s model, however others variation are reported in the literature.
-
(b)
Models derived from Fick’s second law of diffusion.
Henderson and Pabis model. This model is the first term of the general solution of the Fick’s second law of diffusion. It can also be considered as a simple model with only two constants. The equation of this model is given below:
where a1 and K_1are constants to be determined.
Modified Henderson and Pabis model. The modified Henderson and Pabis model is a general solution with 3 terms of Fick’s second law of diffusion for the correction of the deficiencies that occurs as using the Henderson and Pabis model. It has been reported that the first term explains the last part of the drying process of food and agricultural products, which occurs largely in the last period of falling rate, the second term describes the intermediate part and the third term explains the loss of initial moisture in the drying [12]. The model contains 6 constants, and thus this model was called complex thin-layer model.
However, it should also be emphasized that with 6 parameters, many more than 6 experimental data points are required to calculate the model. The model is not so complex with the advent of computers, but, statistically speaking a good degree of freedom is necessary for reliability of results, and this will require a lot of experimental data.
where ai are dimensionless model constants, and ki are the drying constants, which, must be determined by experimental data.
Midilli’s model. Midilli et al. [51] proposed a new model through a modification in the Henderson and Pabis model by adding an extra term with a coefficient. The new model, which is a combination of an exponential term and a linear term, is given as follows:
where a1 and a2 are the model constants and K1 is the drying constant to be estimated from the experimental data.
Logarithmic model. This model is also known as an asymptotic model and is another modified form of the Henderson and Pabis model. It is actually a logarithmic form of the Henderson and Pabis model with the addition of an empirical term. The model contains 3 constants and can be expressed as follows:
where a1 and a2 are empirical constant without dimension.
Two-term model. According to Sacilik [52], the 2-term model is the general solution with 2 terms of Fick’s second law of diffusion. The model contains 2 dimensionless empirical constants and 2 model constants that can be determined from experimental data. The first term describes the last part of the drying process, while the second term describes the beginning of the drying process. This model well describes the moisture transfer in drying process. The equation related to this model is given below:
where a1 and a2 are dimensionless empirical constants, and k1 and k2 are the drying constants. This model is best to describe the drying behavior of beet, onion, plum, pumpkin and stuffed pepper.
Two-term exponential model. The Two-term exponential model is a modification of the 2-term model, reducing the number of constants and modifying the indication of the constant form of the second exponential term. Erbay and Icier [12] emphasized that the constant “k2” of the 2-term model is replaced by (1 − a1) at t = 0, then we have a moisture ratio \(\overline{\text{M}}^{ *}\) = 1 This model can be expressed as follows:
Modified two-term model. The model involves a combination of Page and the 2-term model. The first part of the model is exactly like the Page model. However, describes more theoretically the model as a modified model of 2 terms with the inclusion of an empirical constant dimensionless “n”. The model contains 5 constants and can be referred as a complex model.
Modified Midilli’s model. This model is a modification of the Midilli’s model. This mathematical model is expressed as follows:
2.2.2 Empirical Models
Empirical models provide a direct relation between the average content moisture and drying time. The main limitation to the application of empirical models in thin-layer drying is that they do not follow the theoretical fundamentals of the drying processes in the form of a kinetic relation between the velocity constant and moisture concentration, thus giving imprecise parameter values. The following models are best suited to describe adequately the drying kinetics of some materials:
Aghbashlo and others model. Aghbashlo et al. [53] proposed a model that effectively describes the thin layer drying kinetics of biological materials. The model contains 2 dimensionless constants that depend on the absolute temperature of the drying system. However, there is no theoretical basis for this model:
where K1 and K2 are drying constants.
Wang and Singh model. This model was developed for the intermittent drying of wet biological material [54]. The model gives a good fit to the experimental data. However, this model has no physical or theoretical interpretation, hence its limitation.
where K1 and K2 are model constants obtained from the experimental data.
Diamante and others model. Diamante et al. [55] proposed a new empirical model for the drying of biological materials. The equation of this model is given below:
where ai are constants of the model. Again, this model lacks theoretical basis and physical interpretation.
Weibull’s model. According to Tzempelikos et al. [49], this model was considered one of the most suitable empirical models and widely used in the literature. The model was, in fact, derived from experimental data, without physical or theoretical meanings. The equation related to this model is given by:
where ai are dimensionless model constants and k1 is a drying constant.
Thompson’s model. According to Pardeshi et al. [56], the Thompson’s model is an empirical model obtained from experimental data, correlating the drying time as a function of the logarithm of the dimensionless moisture content. The model cannot describe the drying behavior of most materials because it has no theoretical basis and has no physical interpretation. The model can be expressed as follows:
where ai are dimensionless empirical constants.
Silva and others model. Silva et al. [57] proposed an empirical model for kinetic modeling of agricultural products. The equation of this model is given as follows:
where a1 and a2 are fit parameters.
Peleg’s model. This model has no physical meaning or theoretical interpretation. However, it was successfully applied in the production of the drying behavior of biological products. The mathematical equation related to this model is exposed as follows:
where a1 and a2 are dimensionless parameters of the model.
2.2.3 Theoretical Models
2.2.3.1 Non Phenomenological Models
The diffusion equation, for various geometries, has analytical solution for the average moisture content, whose overall form is given as follows:
where the values of \({\text{A}}_{\text{n}} \,{\text{e}}\,{\text{B}}_{\text{n}}\) depend on the geometry of the body (plate, cylinder, sphere, parallelepiped, etc.), and boundary conditions (equilibrium, impermeable or convective).
In Eq. (38), the successive terms in each of the infinite convergent series decrease with increasing n and for long times, convergence can be obtained quickly. For sufficiently high values of t and equilibrium conditions at the surface of the solid, the first 5 terms dominate the series, and consequently the other terms in the series can be neglected. Further, for finite integer n, we have can write Eq. (38) as follows:
The value of m determines the accuracy of the \(\overline{\text{M}}^{ *}\) value calculated at each time instant. By analyzing Eq. (39) can we see, for example, that:
-
(a)
If m = 1, An = 1 and \({\text{Bn = K}}_{ 1}\), this equation is reduced to Eq. (20);
-
(b)
If m = 1, \({\text{An = a}}_{ 1}\), \({\text{Bn = K}}_{ 1}\) and n = 1, this equation is reduced to Eq. (21);
-
(c)
Se m = 1, An = 1, and n = 1, this equation is reduced to Eq. (23); * Se m = n, \({\text{An = a}}_{ 1}\) and \({\text{Bn = K}}_{ 1}\), i = 1, 2 and 3, this equation is reduced to Eq. (24), and so on.
Then, most of the empirical semi-empirical models are derived from the diffusion model (non phenomenological theoretical model), and therefore their equations are approximations and variations of the diffusional model, depending on the number of terms used.
Herein, we start that the coefficients An and Bn depend on the shape of the body and the boundary conditions, which depend on the drying condition around the porous material. Therefore, when a specific equation is fitted to drying kinetics data of a particular product, the coefficients on this equation contain information of the external conditions (temperature, relative humidity, velocity, etc.). Therefore, it is perfectly acceptable and physical meaning that these coefficients can be considered constants or functions of the thermodynamic conditions and drying air velocity.
2.2.3.2 Phenomenological Models
Because of the limitations presented by the empirical and semi-theoretical/semi-empirical methods, the literature has reported some theoretical models that consider the phenomenology of the processes of mass loss and heating of a porous material during the drying process based on the global capacitance method (lumped analysis).
For the understanding of the global capacitance method consider a solid body with arbitrary shape as shown in Fig. 2. The solid can receive (or to supply) a heat and/or moisture flux per unit area on its surface and have internal generation of mass and/or energy per unit volume uniformly distributed. Assuming that the moisture and/or temperature of the solid is spatially uniform at any time during the transient process, that is, the moisture and/or temperature gradients within the solid are negligible, all mass and/or heat flux received (or supplied) and mass and/or heat generated, will diffuse instantaneously through it.

Schematic representation of the drying process of a solid with arbitrary geometry
Therefore, the global capacitance method admits a uniform distribution of mass and or temperature within the solid at any instant, so that the temperature or moisture content of the solid is given exclusively as a function of time [58].
In Fig. 2, T∞ is the temperature of the external medium; hc is the heat transfer coefficient; hm is the convective mass transfer coefficient; V is the volume of the solid; S is the surface area of the solid; cp is the specific heat; M is the moisture content of the product in any time interval; \({\text{M}}_{0}\) is the initial moisture content of the product and Me is the equilibrium moisture content.
Applying a mass and energy balance in an infinitesimal element on the surface of the solid, in any coordinate system, assuming constant thermo physical properties and dimensional variations negligible, we obtain the following of mass and energy conservation equations, respectively:
where \(\uprho\) is the density of the solid; t is the time; \({\text{M}}^{\prime \prime }\) is the mass flux per unit area; \(\mathop {\text{M}}\limits^{.}\) is the mass generation per unit volume; \({\text{q}}^{\prime \prime }\) is the heat flux per unit area; \(\mathop {\text{q}}\limits^{.}\) is the heat generation per unit volume and \(\overline{\uptheta}\) is the average temperature of the solid.
The quantities \({\text{q}}^{\prime \prime }\), \({\text{M}}^{\prime \prime }\), \(\mathop {\text{q}}\limits^{.}\) and \(\mathop {\text{M}}\limits^{.}\) may be positive or negative, and may also be constant or time dependent. Particularly with respect to energy, the quantity q″ can be, radiative, convective and evaporative or vapor heating. This formulation can be applied in regions of simultaneous heat and mass transfer. The particular case occurs when the two phenomena are completely independent (uncoupled phenomena). The two phenomena are coupled when absorption and desorption in a specific region are accompanied by thermal effects.
From the information given herein, and knowing that in many physical situations and operational conditions there is moisture and temperature gradients inside the solid, in what conditions can be applied the global capacitance method? The answer is related for a dimensionless parameter, well known as Biot number of transfer, which is defined by a relationship between the resistance to conduction inside the body and the resistance to convection at the surface thereof, as follows:
where \(\Gamma^{\phi }\) can be thermal conductivity or mass diffusion coefficient, and L1 is a characteristic length of the body, for example, the mathematical relation volume per surface area of the solid (V/S).
The Biot number play important role in the diffusion problems involving convective effects in the borders. For situation in that Bi ≪ 1, the experimental results suggest a reasonable uniform distribution of moisture or temperature inside the body at any time t, in the transient process. It can be noticed that for the analysis of mass and thermal diffusion problem, one must calculate the number of Biot and, once this is less than 0.1, the error associated with the use of the method of global capacitance is small. Obviously, this statement is dependent upon of the geometry of the solid and like this parameter is defined. For example, the lumped parameters models are applied to Biot number of mass transfer smaller than 10 and Biot number of heat transfer smaller than 1.5 [59].
For physical situation where heat and mass transfer occur, the heat and mass fluxes per unit area as given by the following equations, respectively:
where \({\text{h}}_{\text{m}}\) and \({\text{h}}_{\text{c}}\) are the convective heat transfer coefficient and convective mass transfer coefficient, respectively. The determination of heat and mass transfer coefficients can be realized in two ways. The first method is based on finding the appropriate analytical relations from empirical data or by approximate solution of differential equations that describe the heat and mass transfer. The second method is based on the theory of similarity. The description of this theory can be found in books on heat and mass transfer and fluid mechanics.
The heat and mass transfer between the wet material and the drying agent depends on many external parameters whose influence is included in appropriate dimensionless numbers. The general form of this type of equations for heat transfer is as follows:
-
(a)
Forced convection
-
(b)
Free convection
Similarly, for mass transfer, we can write:
-
(a)
Forced convection
-
(b)
Free convection
where in these equations Nu is the Nusselt number, Sh is the Sherwood number, Re represent the Reynolds number, Sc is the Schmidt number, Pr is the Prandtl number, Gr is the Grashof number for heat transfer, Gr′ is the Grashof number for mass transfer and Gu is Gukhman’s number [10].
The following will be described some concentrated phenomenological models reported in the literature applied to homogeneous and heterogeneous solids with arbitrary shape.
-
(a)
Homogeneous solids
To describe the heat and mass transfer in homogeneous solids (not hollow) (Fig. 2), Lima et al. [60], Silva [61] and Lima et al. [62] present a mathematical modelling based on the conservation laws of energy and mass, as follows:
-
Analysis of mass transfer
-
Analysis of heat transfer
More recently, Silva et al. [63] and Lima [64] have applied the mathematical modeling proposed by Silva [61] in the drying of hollow homogeneous solids (ceramic tubes), as established in Fig. 3. The basic difference is related to surface area of heat and mass transfer, which include the external and internal surface area of the solid.

Representative scheme of the drying process of a hollow homogeneous solid with arbitrary geometry
-
(b)
Heterogeneous solids
To describe the heat and mass transfer in heterogeneous solids (not hollow) and with arbitrary shape, Almeida [65] presents a mathematical modelling based on the conservation laws of energy and mass, as follows (Fig. 4).

Schematic representation of a heterogeneous solid composed of two different materials
-
Analysis of mass transfer
For the solid 1 we can write, the following mass balance:
For the solid 2, we can have that:
-
Analysis of heat transfer
For the solid 1, we can write, the following equation:
For the solid 2, the energy conservation equation will be given as follows:
where, in these equations, V is the volume, S is the surface area, Cp is the specific heat, K is the thermal conductivity, \(\overline{\text{M}}\) is the average moisture content, \(\overline{\uptheta}\) is the average temperature, and \({\text{h}}_{\text{m}}\) and \({\text{h}}_{\text{c}}\) are, respectively, the convective mass and heat transfer coefficients, D is the mass diffusion coefficient, and \(\rho\) is the density of the material.
3 Advanced Modeling to Describe the Drying of Hollow Homogeneous Solids
3.1 Basic Information
Figure 5 illustrates a hollow solid of arbitrary shape (wet and cold) with a fluid flowing around it (hot and dry). In this figure ρ is the density of the homogeneous solid; \({\text{T}}_{\infty }\) is the temperature of the external medium; \({\text{h}}_{{{\text{c}}1}}\) and \({\text{h}}_{{{\text{c}}2}}\) are the of internal and external convective heat transfer coefficients, respectively; \({\text{h}}_{{{\text{m}}1}}\) and \({\text{h}}_{{{\text{m}}2}}\) are the internal and external convective mass transfer coefficients, respectively; V is the volume of the homogeneous solid; \({\text{S}}_{1}\) and \({\text{S}}_{2}\) are the internal and external surface area of the homogeneous solid, respectively; \({\text{c}}_{\text{p}}\) is the specific heat, and \(\overline{\text{M}}\) is the average moisture content on dry basis, and \(\overline{\uptheta}\) is the average temperature of the product in any time instant.

Schematic representative of the drying process of a hollow homogeneous solid with arbitrary geometry
Applying a mass and energy balance in an infinitesimal element at the surface of the solid, in any coordinate system, assuming constant thermo-physical properties and negligible dimensional variations, we have the following mass and energy conservation equations, respectively.
where the subscript s and u represent dry solid and wet solid, respectively, t is the time; \({\text{M}}^{\prime \prime }\) is the water mass flux per unit area; \(\mathop {\text{M}}\limits^{.}\) is the moisture generation; \({\text{q}}^{\prime \prime }\) is the heat flux per unit area, and \(\mathop {\text{q}}\limits^{.}\) is the heat generation per unit volume.
3.2 Mathematical Modeling of Heat and Mass Transfer
To model the drying process of solids with arbitrary shape (Fig. 4), the following considerations were adopted:
-
(a)
The solid is homogeneous and isotropic;
-
(b)
The distribution of moisture and temperature inside the solid are uniform;
-
(c)
The thermo-physical properties are constant throughout the process;
-
(d)
The drying phenomenon occurs by conduction of heat and mass inside the solid and by convection of heat and mass and evaporation at the surface thereof.
-
(e)
The solid have constant dimensions throughout the process.
3.2.1 Analysis of Mass Transfer
For mass transfer, \({\text{M}}^{\prime \prime }\) can be treated in the form of mass convection while, \(\mathop {\text{M}}\limits^{.}\) can be given, for example, by mass generation due to chemical reactions. Assuming that the drying process occurs by convection M″ and \(\mathop {\text{M}}\limits^{.}\) is constant, we can have by replacement, into Eq. (55) the following equation for mass transfer:
where \({\text{M}}_{\text{e}}\) e is the equilibrium moisture content on a dry basis
Using the initial condition \({\text{M}}\left( {{\text{t}} = 0} \right) = {\text{M}}_{0}\), separating the variables of Eq. (57) and integrating it since the initial condition, we have as a result, the following equation for determination of the average moisture content of the solid along the drying process:
3.2.2 Analysis of Simultaneous Heat and Mass Transfer
For the analysis of heat transfer, one can make analogy to mass transfer and to consider that at the surface of the solid, simultaneously occurs the phenomena of thermal convection, evaporation and heating of the vapor produced. Therefore, Eq. (56), can be written as follows:
where, \({\text{c}}_{\text{v}}\) is the specific heat of the vapor; \({\text{h}}_{\text{fg}}\) is the latent heat of water vaporization; \(\overline{\uptheta}_{\infty }\) is the temperature of the external medium; \(\overline{\uptheta}_{0}\) is the initial temperature of the solid; \(\overline{\uptheta}\) is the instantaneous average temperature of the solid; \(\uprho_{\text{s}}\) is the specific mass of the dry solid; \({\text{h}}_{\text{c}}\) is the convective heat transfer coefficient.
Equation (59), is an ordinary differential equation of first order, non-linear and non-homogeneous, and therefore cannot be resolved in analytical form. Thus, for simplification of Eq. (59), we assume negligible the energy required to heat the water vapor, from the temperature at the surface of the solid until the temperature of the fluid. So, after this simplification and performing the substitution of Eqs. (57) and (58) into Eq. (59), we have as a result:
or yet
Admitting \(y = \overline{\uptheta}_{\infty } - \overline{\uptheta}\), then \(\frac{\text{dy}}{{\text{dt}}} = - \frac{{{\text{d}}\overline{\uptheta} }}{{\text{dt}}}\). Therefore, Eq. (61) can be written as follows:
where
Using the initial condition \(\overline{\uptheta} \left( {{\text{t}} = 0} \right) = \overline{\uptheta}_{0}\), and solving Eq. (62) we obtain the following equation for determination of the average temperature of the solid along the drying process:
where the parameters a, b, c and d are given by Eqs. (63)–(66), respectively.
3.2.3 Volume and Surface Area of the Solid with Arbitrary Shape
To find the volume of a solid with arbitrary shape was used the method of circular rings applied to solids of revolution [66]. This method consists of assuming that f and g (Fig. 6) are non-negative functions on the interval [y1, y2], such that \({\text{f}}({\text{y}}) \ge {\text{g}}({\text{y}})\) for all values of y in the interval [y1, y2], and let R to be the plane region bounded by the graphs of f and g between y = y1 and y = y2. Let S to be the solid generated by the revolution of R around the x-axis (Fig. 6b, c).

a Plane region and b solid of revolution
Following, consider an infinitesimal volume dV of the solid as pictured in the shaded volume consisting of a circular ring of infinitesimal thickness dy, which is perpendicular to the axis of revolution and centered in a point of the y axis. The base of this circular ring is the region between the two concentric circles of radius \({\text{f}}({\text{y}})\) and \({\text{g}}({\text{y}})\), so that area of this base is \(\uppi{\text{f}}\left( {\text{y}} \right)^{2} -\uppi{\text{g}}\left( {\text{y}} \right)^{2}\) square units. Then, the volume of the solid will be given as follows:
The surface area of the solid of revolution studied in this research was obtained by the revolution generated by the rotation of the portion of the graph of the continuous and non-negative functions \({\text{f}}({\text{y}})\) and \({\text{g}}({\text{y}})\) between the lines y = y1 and y = y2 around the y axis [66]. Then, the internal and external surface areas of the hollow solid are given as follows, respectively:
Thus, the total surface area of the hollow solid will be given by:
4 Application: Drying of Hollow Solids
4.1 The Geometry of the Solid
According to Fig. 6, in this research it was adopted the following functions f and g, in order to define the shape of the solids to be studied:
which corresponds to the contour of an ellipse, where a and b are the major and minor semi-axes of the ellipse, respectively, and
Further, in Fig. 6, \({\text{y}}_{ 1} = 0\), \({\text{y}}_{ 2} = {\text{b}}^{\prime }\) and m are constants that define the shape of the body.
4.2 Process Parameters and Cases in Study
Table 2 summarizes the thermo-physical properties of the solid and fluid, and Table 3 contain information of the geometric parameters of the solid, which were used in the simulations.
4.3 Heat and Mass Transfer Analysis
Figures 7, 8, 9 and 10 illustrate the geometries considered in this study. The different forms were obtained by varying the parameters a′, b′ and m, as described in Table 3.

Geometry of the solid for the case 1 (a = 0.05; b = 0.2; m = 0.5; b′ = 0.025 and a′ = 0.005)

Geometry of the solid for the case 2 (a = 0.05; b = 0.2; m = 0.5; b′ = 0.050 and a′ = 0.005)

Geometry of the solid for the case 3 (a = 0.05; b = 0.2; m = 0.5; b′ = 0.075 and a′ = 0.005)

Geometry of the solid for the case 4 (a = 0.05; b = 0.2; m = 0.5; b′ = 0.100 and a′ = 0.005)
In Table 4, the following geometric parameters of the solid in study: area, volume, and area/volume ratio, can be observed.
In this work, a comparison was made between the drying kinetics of four solids with different types of geometries, becoming possible a better understand of the heat and mass transfer during the drying process of hollow solids.
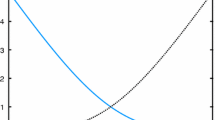
Figure 11 shows the drying kinetics for the cited cases. After analysis of these figures, we can see that the moisture content at the beginning of the drying process is exponentially reduced until reaching equilibrium moisture content (hygroscopic equilibrium) at the end of the process. This behavior demonstrates that the drying process happens only in the falling drying rate period (non-existence of the constant drying rate period). The stage of falling drying rate is governed by internal migration of moisture, being characterized by a decline in the drying rate. Since the moisture of the product decreases during drying, the rate of internal moisture movement also decreases and thus the drying rate drops rapidly.

Moisture content as a function of time for different solids of revolution
Figures 11 illustrates the influence of parameter b′, which represents the height variation of the solid. After analysis of this figures is verified that increasing the value of parameter b′ (height of the revolution solid), the solid dries more slowly. This occurs independently of the curvature of the solid (parameter m).
We notice that the influence of the parameter b′, on the drying kinetics of the hollow solids is more significant than the parameter a′ (hole diameter), fixed the shape of the body (m constant). However, the effect of the parameter a′ is less influential when the parameters m and b′ assume smallest values.
This can be explained because the shape of the solid directly influences the drying rate, that is, the area/volume ratio is a predominant variable in the evaluation process. The higher the area/volume ratio the faster the solid loses moisture.
The effect of the parameter m in the drying process is small when compared to the other geometric parameters.
Figure 12 illustrates the heating kinetics, which corresponds to the results of the temperature behavior as a function of time, for the all geometries studied.

Temperature as a function of time for different solids of revolution
Analyzing these figures, it is noticed that the solids reach the temperature of the drying air (thermal equilibrium) faster compared to mass transfer. This behavior is due to the fact that the mass diffusion coefficient at the solid is much smaller than the thermal diffusivity. When the solid enters in thermal equilibrium with the drying air, the mass transfer process inside the solid occurs in the isothermal condition. This occurs from the first hour of the process.
The area/volume ratio of the material is a factor of great influence in the process of heating, since the higher this ratio the faster the process will happen.
When the surface area is large compared to the volume, the heat and mass transfer area will be increased, whereas the distance traveled by the heat and mass flux inside the material until the solid surface will decrease, thus we have an increase in heating and mass transfer rates.
Despite the problems presented due to the rapid drying, and the necessity of a rigorous control of the process, it was observed that the drying time in this research was very long. The global capacitance method involves a strict control with respect to the problems related to the drying of wet materials, but it has a great disadvantage, the cost of the process would be high when compared to the drying methods currently used.
About the proposed model, the following general comment can be summarized:
-
(a)
The proposed mathematical model is versatile and can be used in different operating conditions, with constant, impermeable or convective boundary conditions, and also with other boundary conditions, under small modifications.
-
(b)
Reasonable degree of approximation, allowing obtain good adjustments with experimental data, and parameters estimation with high accuracy.
-
(c)
It can be used in different geometries and types of materials without nature restrictions (fruits, vegetables, grains, clay products, wood, etc.);
-
(d)
It can be used in different geometries and types of materials without nature restrictions (fruits, vegetables, grains, clay products, wood, etc.);
-
(e)
Ease of extension to other physical situations involving heat and mass transport, such as in the use of infrared or microwave drying;
-
(f)
High stability and low numerical computational time when compared with other solution methods of differential equations.
5 Concluding Remarks
In this chapter, heat and mass transfer in wet solids has been explored, with particular reference to drying of irregularly-shape porous solids. Interest in this physical problem is motivated by the great importance in many practical situations related to moisture removal by heating.
A consistent and advanced lumped phenomenological model (thin layer drying model) applied to solid with complex shape is proposed, and all mathematical formalism for obtain the exact solution of the governing equation is presented. Application has been done to hollow solids.
From the simulations and results presented, it is possible to conclude that:
-
(a)
The proposed mathematical modeling used was adequate, and it can be applied to different process such as: drying, wetting, cooling and heating of solids with arbitrary shape.
-
(b)
The heat transfer occurs more quickly than the mass transfer, which contributes to the solids to reach the equilibrium temperature in a shorter time.
-
(c)
The surface area of the product that is exposed to drying and its volume plays important role in drying process. The higher the area/volume relationships the faster the drying.
The drying process at higher velocity may interfere in the quality of the solid with respect to defects such as cracks, fissures, color, etc. However, if the drying velocity is slower, the process becomes undesirable, because the excessive expenditure of energy and low productivity. Thus, it is necessary to find best condition that provides the better relation between cost and benefit.
References
Park, K.J., Brod, F.P.R.: Comparative study of grated coconut (Cocos nucifera) drying using vertical and horizontal dryers. In: Inter-American Drying Conference (IADC), Itu, Brazil, B, pp. 469–475 (1997)
Steffe, J.F., Singh, R.P.: Liquid diffusivity of rough rice components. Trans. ASAE 23(3), 767–774 (1980)
Fortes, M., Okos, M.R.: Drying theories: their bases and limitations as applied to foods and grains. In: Advances in Drying, vol. 1, pp. 119–154. Hemisphere Publishing Corporation, Washington (1980)
Alvarenga, L.C., Fortes, M., Pinheiro Filho, J.B., Hara, T.: Moisture transport inside the black bean grains under drying conditions. Rev. Bras. de Armazenamento 5(1), 5–18 (1980) (in Portuguese)
Mariz, T.F.: Drying of cotton seed shell in fixed bed. Master dissertation in Chemical Engineering, Federal University of Paraiba, Campina Grande, Brazil (1986) (in Portuguese)
Keey, R.B.: Drying of Loose and Particulate Materials. Hemisphere Publishing Corporation, New York (1992)
Lima, A.G.B.: Drying study and design of silkworm cocoon dryer. Master dissertation in Mechanical Engineering, Federal University of Paraiba, Campina Grande, Brazil (1995) (in Portuguese)
Ibrahim, M.H., Daud, W.R.W., Talib, M.Z.M.: Drying characteristics of oil palm kernels. Drying Technol. 15(3–4), 1103–1117 (1997)
Lima, A.G.B.: Diffusion phenomena in prolate spheroidal solids: case studies: drying of bananas. Doctorate thesis in Mechanical Engineering, State University of Campinas, Campinas, Brazil (1999) (in Portuguese)
Strumillo, C., Kudra, T.: Drying: Principles, Science and Design. Gordon and Breach Science Publishers, New York (1986)
Brooker, D.B., Bakker-Arkema, F.W., Hall, C.W.: Drying and Storage of Grains and Oilseeds. AVI Book, New York (1992)
Erbay, Z., Icier, F.: A review of thin-layer drying of foods: theory, modeling, and experimental results. Crit. Rev. Food Sci. Nutr. 50(5), 441–464 (2010)
Luikov, A.V.: Heat and Mass Transfer in Capillary Porous Bodies. Pergamon Press, New York (1966)
Sarker, N.N., Kunze, O.R., Stroubolis, T.: Finite element simulation of rough rice drying. Drying Technol. 12(4), 761–775 (1994)
Zogzas, N.P., Maroulis, Z.B.: Effective moisture diffusivity estimation from drying data: a comparison between various methods of analysis. Drying Technol. 14(7–8), 1543–1573 (1996)
Liu, J.Y., Simpson, W.T.: Solutions of diffusion equation with constant diffusion and surface emission coefficients. In: Inter-American Drying Conference (IADC), Itu, Brazil, A, pp. 73–80 (1997)
Freire, E.S., Chau, K.V.: Simulation of the drying process of fermented cacao beans. In: Inter-American Drying Conference (IADC), Itu, Brazil, B, pp. 356–363 (1997)
Baroni, A.F., Hubinger, M.D.: Drying of onion: effects of pre-treatment on moisture transport. In: Inter-American Drying Conference (IADC), Itu, Brazil, B, pp. 419–426 (1997)
Sabadini, E., Carvalho Jr., B.C., Sobral, P.J.A., Hubinger, M.D.: Mass transfer and diffusion coefficient determination in salted and dried meat pieces. In: Inter American Drying Conference (IADC), Itu, Brazil, B, pp. 441–447 (1997)
Quintana-Hernandez, P., Rodrigues-Ramirez, J., Mendes-Lagunas, L., Cornejo-Serrano, L.: Humidity diffusion within sugarcane fibers. In: Inter-American Drying Conference (IADC), Itu, Brazil, B, pp. 538–542 (1997)
Oliveira, V.A.B., Lima, A.G.B.: Unsteady state mass diffusion prolate spheroidal solids: an analytical solution. In: Inter-American Drying Conference (IADC), Boca del Rio, Mexico, pp. 163–172 (2001)
Carmo, J.E.F., Lima, A.G.B.: Modelling and simulation of mass transfer inside the oblate spheroidal solids. In: Inter-American Drying Conference (IADC), Boca del Rio, Mexico, pp. 173–183 (2001)
Nascimento, J.J.S., Belo, F.A., Lima, A.G.B.: Simultaneous moisture transport and shrinkage during drying of parallelepiped solids. In: Inter-American Drying Conference (IADC), Boca del Rio, Mexico, pp. 535–544 (2001)
Karathanos, V.T., Vagenas, G.K., Saravacos, G.D.: Water diffusivity in starches at high temperatures and pressures. Biotechnol. Prog. 7(2), 178–184 (1991)
Fortes, M., Okos, M.R.: A non-equilibrium thermodynamics approach to transport phenomena in capillary porous media. Trans. ASAE 24, 756–760 (1981)
Ozdemir, M., Devres, Y.O.: The thin-layer drying characteristics of hazelnuts during roasting. J. Food Eng. 42(4), 225–233 (2000)
Panchariya, P.C., Popovic, D., Sharma, A.L.: Thin-layer modeling of black tea drying process. J. Food Eng. 52(4), 349–357 (2002)
Akpinar, E.K.: Determination of suitable thin-layer drying curve model for some vegetables and fruits. J. Food Eng. 73(1), 75–84 (2006)
Doymaz, I.: The kinetics of forced convective air-drying of pumpkin slices. J. Food Eng. 79(1), 243–248 (2007)
Raquel, P.F., Susana, P., Maria, J.B.: Study of the convective drying of pumpkin (Cucurbita maxima). Food Bioprod. Process. 89(4), 422–428 (2011)
Henderson, S.M.: Progress in developing the thin-layer drying equation. Trans. ASAE 17(6), 1167–1172 (1974)
Bruce, D.M.: Exposed layer barley drying, three models fitted to new data up to 150°C. J. Agric. Eng. Res. 32(4), 337–348 (1985)
Santos, G.M.: Study of thermal behavior of a tunnel kiln applied to red ceramic industry. Master dissertation in Mechanical Engineering, Federal University of Santa Catarina, Florianópolis, Brazil (2001) (in Portuguese)
Nishikawa, T., Gao, T., Hibi, M., Takatsu, M., Ogawa, M.: Heat transmission during thermal shock testing of ceramics. J. Mater. Sci. 29(1), 213–219 (1994)
Janjai, S., Lamlert, N., Mahayothee, B., Bala, B.K., Precoppe, M., Muller, J.: Thin-layer drying of peeled longan (Dimocarpus longan Lour.). Food Sci. Technol. Res. 17(4), 279–288 (2011)
Akpinar, E.K.: Mathematical modeling of thin-layer drying process under open sun of some aromatic plants. J. Food Eng. 77(4), 864–870 (2006)
Babalis, S.J., Papanicolaou, E., Kyriakis, N., Belessiotis, V.G.: Evaluation of thin-layer drying models for describing drying kinetics of figs (Ficus carica). J. Food Eng. 75(2), 205–214 (2006)
Menges, H.O., Ertekin, C.: Mathematical modeling of thin-layer drying of golden apples. J. Food Eng. 77(1), 119–125 (2006)
Vega, A., Uribe, E., Lemus, R., Miranda, M.: Hot-air drying characteristics of aloe vera (Aloe barbadensis) and influence of temperature on kinetic parameters. LWT Food Sci. Technol. 40(10), 1698–1707 (2007)
Saeed, I.E., Sopian, K., Abidin, Z.Z.: Drying characteristics of Roselle (1): mathematical modeling and drying experiments. Agric. Eng. Int. CIGR J. Manuscript FP 08 015. X, 1–25 (2008)
Fadhel, M.I., Abdo, R.A., Yousif, B.F., Zaharim, A., Sopian, K.: Thin-layer drying characteristics of banana slices in a force convection indirect solar drying. In: 6th IASME/WSEAS International Conference on Energy and Environment: Recent Researches in Energy and Environment, Cambridge, England, pp. 310–315 (2011)
Kadam, D.M., Goyal, R.K., Gupta, M.K.: Mathematical modeling of convective thin-layer drying of basil leaves. J. Med. Plants Res. 5(19), 4721–4730 (2011)
Rasouli, M., Seiiedlou, S., Ghasemzadeh, H.R., Nalbandi, H.: Convective drying of garlic (Allium sativum L.): part I: drying kinetics, mathematical modeling and change in color. Aust. J. Crop Sci. 5(13), 1707–1714 (2011)
Akoy, E.O.: Experimental characterization and modeling of thin-layer drying of mango slices. Int. Food Res. J. 21(5), 1911–1917 (2014)
Gan, P.L., Poh, P.E.: Investigation on the effect of shapes on the drying kinetics and sensory evaluation study of dried jackfruit. Int. J. Sci. Eng. 7(2), 193–198 (2014)
Tzempelikos, D.A., Vouros, A.P., Bardakas, A.V., Filios, A.E., Margaris, D.P.: Case studies on the effect of the air drying conditions on the convective drying of quinces. Case Stud. Therm. Eng. 3, 79–85 (2014)
Darıcı, S., Sen, S.: Experimental investigation of convective drying kinetics of kiwi under different conditions. Heat Mass Transf. 51(8), 1167–1176 (2015)
Onwude, D.I., Hashim, N., Janius, R., Nawi, N., Abdan, K.: Computer simulation of convective hot air drying kinetics of pumpkin (Cucurbita moschata). In: 8th Asia-Pacific Drying Conference (ADC 2015) Kuala Lumpur, Malaysia, pp. 122–129 (2015)
Tzempelikos, D.A., Vouros, A.P., Bardakas, A.V., Filios, A.E., Margaris, D.P.: Experimental study on convective drying of quince slices and evaluation of thin-layer drying models. Eng. Agric. Environ. Food 8(3), 169–177 (2015)
Kucuk, H., Midilli, A., Kilic, A., Dincer, I.: A review on thin-layer drying-curve equations. Drying Technol. 32(7), 757–773 (2014)
Midilli, A., Kucuk, H., Yapar, Z.: A new model for single-layer drying. Drying Technol. 20(7), 1503–1513 (2002)
Sacilik, K.: Effect of drying methods on thin-layer drying characteristics of hull-less seed pumpkin (Cucurbita pepo L.). J. Food Eng. 79(1), 23–30 (2007)
Aghbashlo, M., Kianmehr, M.H., Khani, S., Ghasemi, M.: Mathematical modeling of thin-layer drying of carrot. Int. Agrophysics 23(4), 313–317 (2009)
Wang, C.Y., Singh, R.P.A.: single layer drying equation for rough rice. ASAE American Society of Agricultural and Biological Engineers, St. Joseph, MI, Paper No 78-3001 (1978)
Diamante, L., Durand, M., Savage, G., Vanhanen, L.: Effect of temperature on the drying characteristics, colour and ascorbic acid content of green and gold kiwifruits. Int. Food Res. J. 17(2), 441–451 (2010)
Pardeshi, I.L., Arora, S., Borker, P.A.: Thin-layer drying of green peas and selection of a suitable thin-layer drying model. Drying Technol. 27(2), 288–295 (2009)
Silva, W.P., Silva, C.M.D.P.S., Gama, F.J.A.: Mathematical models to describe thin-layer drying and to determine drying rate of whole bananas. J. Saudi Soc. Agric. Sci. 13(1), 67–74 (2014)
Incropera, F.P., De Witt, D.P.: Fundamentals of Heat and Mass Transfer. Wiley, New York (2002)
Parti, M.: Selection of mathematical models for drying grain in thin-layers. J. Agric. Eng. Res. 54(4), 339–352 (1993)
Lima, A.G.B., Farias Neto, S.R., Silva, W.P.: Heat and mass transfer in porous materials with complex geometry: fundamentals and applications. In: Delgado, J.M.P.Q. (Org.) Heat and Mass Transfer in Porous Media. Series: Advanced Structured Materials, vol. 13, 1st edn, pp. 161–185. Springer, Heidelberg (2011)
Silva, J.B.: Drying of solids in thin-layer via lumped analysis: modeling and simulation. Master dissertation in Mechanical Engineering, Federal University of Campina Grande. Campina Grande, Brazil (2002) (in Portuguese)
Lima, L.A., Silva, J.B., Lima, A.G.B.: Heat and mass transfer during drying of solids with arbitrary shape: a lumped analysis. J. Braz. Assoc. Agric. Eng. (Engenharia Agrícola, Jaboticabal) 23(1), 150–162 (2003) (in Portuguese)
Silva, V.S., Delgado, J.M.P.Q., Barbosa de Lima, W.M.P., Barbosa de Lima, A.G.: Heat and mass transfer in holed ceramic material using lumped model. Diffus. Found. 7, 30–52 (2016)
Lima, W.M.P.B.: Heat and mass transfer in porous solids with complex shape via lumped analysis: modeling and simulation. Master dissertation in Mechanical Engineering, Federal University of Campina Grande. Campina Grande, Brazil (2017) (in Portuguese)
Almeida, G.S.: Heat and mass transfer in heterogeneous solids with arbitrary shape: a lumped analysis. Master dissertation in Mechanical Engineering, Federal University of Campina Grande, Brazil (2003) (in Portuguese)
Munem, M.A., Foulis, D.J.: Calculus, Guanabara Dois S.A., Rio de Janeiro, Brazil. 1 (1978) (in Portuguese)
Acknowledgements
The authors thank to CNPq, FINEP and CAPES (Brazilian Research Agencies) for financial support and to the authors referred in this text that contributed for improvement of this work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this chapter

Cite this chapter
Lima, E.S., Lima, W.M.P.B., Barbosa de Lima, A.G., de Farias Neto, S.R., Silva, E.G., Oliveira, V.A.B. (2018). Advanced Study to Heat and Mass Transfer in Arbitrary Shape Porous Materials: Foundations, Phenomenological Lumped Modeling and Applications. In: Delgado, J., Barbosa de Lima, A. (eds) Transport Phenomena in Multiphase Systems. Advanced Structured Materials, vol 93. Springer, Cham. https://doi.org/10.1007/978-3-319-91062-8_6
Download citation
DOI: https://doi.org/10.1007/978-3-319-91062-8_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-91061-1
Online ISBN: 978-3-319-91062-8
eBook Packages: EngineeringEngineering (R0)