
Abstract
The thermochemical treatment of Pulsed Plasma Nitriding is employed as an alternative to improve the surface properties of metals, such as: increase surface hardness, improve wear resistance, extend fatigue life and also create a barrier to the diffusion of hydrogen into the steel to reduce the susceptibility to hydrogen embrittlement . In this study, the effect of such treatment on ASTM A36 steel is analyzed through two different nitriding conditions: 5 h and 660 Pa for the first condition and 15 h and 720 Pa for the second one. In both cases, the temperature was held at 300 °C. Thus, in order to verify the results, Vickers hardness analysis and metallographic observation were carried out under an optical microscope. Only the second condition was able to achieve what was proposed, the formation of a uniform nitriding layer and an expressive increase of hardening on the surface.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
The development of technologies capable of promoting substantial improvements in material performance has been well researched in the last decades, which has leaded to the development of various surface treatment techniques. The interest in developing such technique is necessary to increase the useful life of materials under service conditions. This property is directly related to the quality of the material surface as deterioration processes of materials as mechanical wear and corrosion reactions occur in the surface region [1,2,3,4].
In this context, thermochemical treatment of nitriding is known as an efficient way to improve the surface properties of ferrous metals [5,6,7]. In this treatment the diffusion of nitrogen atoms is favoured on the surface of the materials, which results in the improvement of properties such as surface hardness, fatigue life, wear resistance, lower friction coefficient. Also, this creates a barrier to the diffusion of hydrogen, making the material less susceptible to hydrogen embrittlement [8,9,10,11,12].
Among the nitriding methods, the pulsed plasma nitriding technique is the most efficient [13,14,15]. Some advantages of this technique are:
-
High reactivity of nitrogen when used as plasma at low pressures.
-
Use of non-toxic gases, hydrogen and nitrogen. Also, low pressure contributes to avoid risks related to the environment and health.
-
The use of a pulsed source instead of a typical DC source makes it possible to obtain a higher proportion of more reactive ionic species, accelerating the formation of the layer.
In the present research the treatment of pulsed plasma nitriding in ASTM A36 steel was carried out in order to obtain a uniform and thick surface layer. Two different treatment conditions were employed. Finally, it was measured the Vickers hardness and average layer thickness of the samples which the treatment was effective.
Materials and Methods
The first step in this process was to obtain the metal samples to be used at the Pulsed Plasma Nitriding treatment from ASTM A36 steel constituent parts. Figure 1 shows the samples that were cut from a tube section in the form of a parallelogram with dimensions 15 mm × 10 mm × 6 mm. Table 1 shows the typical composition of ASTM A36 steel.

Process to obtain the samples of ASTM A36 steel
After the samples were cut, a cleaning process is required to remove any kind of grease, oxidation and possible surface contamination. This step is very important to ensure that the treatment is as efficient as possible. The parameters of the two nitriding conditions are presented in Table 2.
In order to evaluate if the desired goal was achieved the samples were polished and chemically attacked with a 5% nitric acid solution to reveal the microstructure and the nitride layer. The samples were analysed in a Leica DMRM optical microscope. In the Vickers hardness investigation, an E. Leitz/Wetzlar equipment with a 50 g load during 30 s was employed. The average thickness of the formed layer was measured by the image processing software, Image Pro Plus©.
Results and Discussion
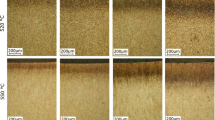
Figure 2a, b present sample micrographs after the treatment with condition 1 (C1) and condition 2 (C2), respectively.

Microstructure of the samples after the treatment under condition 1 (a) and condition 2 (b)
It is evident that the nitriding treatment carried out in the sample C2, with a longer treatment time and richer N2 and H2 environment, was more efficient, as the formed layer presents a homogeneous appearance throughout the specimen length. In sample C1, the layer formed is extremely thin and it does not show uniformity throughout the specimen. There are areas with formation of layer and spots without the visible layer therefore it did not reach the initial goal. The average thickness of the formed layers is shown in Table 3.
Therefore, the cross-sectional and longitudinal Vickers hardness test was performed only on the C2 sample since the C1 sample did not reach the expected layer thickness and uniformity.
Figure 3 shows the Vickers hardness profile from the surface along the entire depth of the sample.

Vickers hardness profile of the sample after treatment under condition 2
It is verified that the nitrites layer hardness is quite high, exceeding the hardness of the base metal by a factor of approximately six times and reaching a maximum hardness of 931 HV. It can also be noted that the influence of the treatment extends beyond the benefits of the nitride layer. This is evident at 50 μm where there is no visible layer and the sample hardness is much higher than the base metal hardness, 386 HV against 147 HV.
Conclusions
-
The nitriding process of ASTM A36 steel can be performed as a way of obtaining the aforementioned properties, such as higher hardness, longer fatigue life, lower surface friction and higher wear resistance, with the ultimate goal of increasing the material service life.
-
The pulsed plasma ionic nitriding process (condition 2) proved to be efficient in the surface treatment of ASTM A36 steel, ensuring a significant improvement in surface hardness. Furthermore, a maximum value of 931 HV and thick and uniform layer was obtained.
References
Zhang ZL, Bell T (1985) Structure and corrosion resistance of plasma nitrided stainless steel. Surf Eng 1:131–136
Czerwiec T, Renevier N, Michel H (2000) Low-temperature plasma-assisted nitriding. Surf Coat Technol 131:267–277
Menthe E, Bulak A, Olfe J, Zimmermann A, Rie KT (2010) Improvement of the mechanical properties of austenitic stainless steel after plasma nitriding. Surf Coat Technol 133(134):259–263
Paschke H, Weber M, Kaestner P, Braeuer G (2010) Influence of different plasma nitriding treatments on the wear and crack behavior of forging tools evaluated by Rockwell indentation and scratch tests. Surf Coat Technol 205:1465–1469
Ibrahim MM, EI-Hossaq FM, Abed M, Ricker RE (1992) Effect of RF plasma nitriding time on microhardness and corrosion resistance of 304 stainless steel. Surf Sci 59:253–260
Basu A, Dutta Majumdar J, Alphonsa J, Mukherjee S, Manna I (2008) Corrosion resistance improvement of high carbon low alloy steel by plasma nitriding. Mater Lett 62(17–18):3117–3120
Wang S, Cai W, Li J, Wei W, Hun J (2013) A novel rapid D.C. plasma nitriding at low gas pressure for 304 austenitic stainless steel. Mater Lett 105:47–49
Zakroczymski T, Lukomski N, Flis J (1995) The effect of plasma nitriding-base treatments on the absorption of hydrogen by iron. Corros Sci 37(5):811–822
Æwiek J, Baczynska M (2010) Behaviour of nitrided layers subjected to influence of hydrogen. Sci Eng 43(1):30–41
Lepienski C, Kuromoto N, Souza J, Foerster C, Serbena F, Silva S (2006) Effect of hydrogen on mechanical properties of nitrided austenitic steels. Philos Mag 86(33–35):5407–5418
Bruzzoni P, Bruhl SP, Gomez BJ, Nosei L, Ma Ortiz, Feugeas JN (1998) Hydrogen permeation modification of 4140 steel by ion nitriding with pulsed plasmas. Surf Coat Tech 110(1):13–18
Asgari M, Barnoush A, Johnsen R, Hoel R (2011) Microstructural characterization of pulsed plasma nitrided 316L stainless steel. Mater Sci Eng A 529:425–434
Torkar M, Leskovsek V (1995) Pulsed-plasma nitriding of Fe-12,5 Al alloy. Intermetallics 3:427–430
Naches JL (2006) Surface modification of steels by ionic nitriding and circulation of currents at low frequencies. Ph.D. thesis, UNR, Rosario, Argentina
Alves C Jr, Rodrigues JA, Martinelli AE (1999) The effect of pulse width on the microstructure of d.c.-plasma-nitrided layers. Surf Coat Technol 122(2–3):112–117
Acknowledgements
The authors thank the support of this investigation by the Brazilian agencies: CNPq, FAPERJ and CAPES.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Da Costa Garcia Filho, F., de Carvalho, G.B.L., Monteiro, S.N. (2018). Evaluation of Two Different Pulsed Plasma Nitriding Conditions on Steel Properties. In: Li, B., et al. Characterization of Minerals, Metals, and Materials 2018 . TMS 2018. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-72484-3_55
Download citation
DOI: https://doi.org/10.1007/978-3-319-72484-3_55
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-72483-6
Online ISBN: 978-3-319-72484-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)