
Abstract
A concept of a rope-driven handling device was developed. The scope of the work was to achieve a significant noise reduction by the utilisation of high-performance fibre ropes actuated by motor winch devices. A two-dimensional demonstrational was implemented and analysed. Furthermore, a concept for the compensation of the weak axis was set up. In comparison to conventionally built axles, a significant lowering of the emitted sound pressure level was achieved.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


1 Introduction
The performance of current order picking systems, which determines the average time to deposit and withdraw goods, is limited by the predominant mechanical systems that use conventional serial kinematics. Furthermore, the noise emission by conventional axis set-ups proves to be quite problematic. In contrast, rope-driven parallel kinematics and handling devices are known as highly flexible dynamic as well as low-noise emitting structures. This is related to their low mass motion and guiding element, the fibre rope. The general positioning operation is carried out simultaneously by the ropes, which refers to the definition of parallel actuators. Established applications are camera guiding systems, rehabilitation training devices and particular conveying systems mainly used in the commissioning process. Advantages of cable robots (Fig. 1) in general can be described as follows: (i) highly efficient in terms of material and energy consumption, (ii) scalable workspaces due to marginal mass gathering by longer actuators, (iii) superior relation of actuator mass versus payload enables higher dynamics and (iv) in addition, fibre ropes come with extremely smooth running characteristics, which are not comparable with conventional axis set-up.

The fibre-rope-driven manipulator platform is maintained under a stable position due to the action of gravity. In accordance with [1]
In the present study, a prototypical rope-driven handling system was developed. The positioning of a traverse moving in between shelf units is realised through two propelled rope slings (Fig. 4). This enables the traverse to be positioned planar and simultaneously maintaining tension in all rope sections by synchronous operation of all drives. The main objective was to substitute commonly used serial kinematic systems with a parallel rope kinematic system. Motion assemblies in serial kinematics such as drivebelts or gear rods are highly responsible for the noise emission in conveying systems due to their gear contacts. In contrast, rope-driven kinematics is nearly noiseless due to missing gear contacts. Another aspect in terms of noise emission is the general power input. A comparison of completely different chain conveying systems (the conveying velocity as a measure of power input) shows major influence on the emitted sound pressure level (SPL) (Fig. 2).

SPL versus conveying speed of five different chain conveying systems, low speed and high speed measure for each system
Concept of a CRPM cable robot with weak axis compensation.
Cable-driven robots with non-redundant axis set-up (Table 1, CRPM) are kept stable only under the action of gravity. Thus, the axles can be described as ‘weak’, because only the force of gravity leads to restoring forces in the ropes. However, the authors prefer the concept of weak axis as a matter of cost efficiency. Redundancy in the axis has major effects on the number of independent motion assemblies, because every optional motor winch increases the resulting costs (Fig. 3). When it comes to substitution of serial kinematic robots, a 2d planar motion only needs two separate motion assemblies. Furthermore, a parallel rope robot should contain only two separate motor winches, which lead to the described set-up.

Costs and axis stiffness versus level of redundancy qualitative plot
Therefore, the concept of a cascade of compensatory strategies for the weak axles was developed to achieve acceptable dynamic stability and positioning accuracy. In stage I, the known ideal stiff consideration of the fibre rope without regard to the ropes mechanical behaviour is replaced by a visco-elastic model. This model takes into account the time dependency of stiffness and damping phenomena which are mandatory for the modelling of oscillating rope deformation. In Stage II, the model is utilised to calculate the manipulator center point (MCP) by realistic rope lengths. Furthermore, the rope loads can be estimated by the model. Therefore, a new access to the positioning process (acceleration, const. axis velocity, breaking) is possible. In Stage III, dynamic parameters within the axis drive control are set to the estimated limits of the fibre rope. In Stage IV, the axis stiffness is increased by active phase opposite position control, e.g. compensation of overshooting or inertia adapted breaking ramps.
2 Implementation
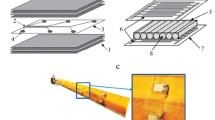
A space-related model of an order picking system was implemented (Fig. 4). A planar motion (x/y) of the central beam (1) is initiated by two separate motor rope winches (2). The two winches drive the upper so-called ‘master’ rope slings. The lower two rope slings so-called ‘slaves’ were strained by a static load applied through a rope reservoir (3). The both free ends of one master rope sling are driven by one motor winch. The both free ends of one slave rope sling are driven by one rope reservoir. This is necessary in order to move both ends of the traverse parallel. At the one side, a position measurement system (draw wire sensors) was attached. In a preliminary test set-up, the motor winches were set up and parameterised in the motion control. The rope drives were implemented as linear axles in the motion control unit. Therefore, the mechanical parameters, e.g. gear ratio and winch drum diameter were parametrised.

Functional structure of the demonstrational with parallel axles; representation of rope slings (blue) and position measurement (red)
In a direct forward approach, an algorithm for computing the axis coordinates (A1 and A2) from the MCP coordinates (x and y) was implemented. Since the given parallel kinematic is non-redundant, in terms of a completely restrained positioning mechanism (CRPM), the algorithm is only geometrical determined for the static case. The coordinate transformation was derived from Fig. 5. Thus, the motion control could be set up. Two different operating methods were implemented (i) manual movement via a joystick and (ii) a cyclic positioning process with randomly sampled endpoints. In all cases, the motor moment was limited in order to the estimated limit of 10% of the breaking load of the ropes (Table 2).

Coordinate transformation
Further, the mechanical components of the (i) motor winch, (ii) rope reservoir and (iii) traverse were designed and built (Fig. 6). The PA 6 G winch drum is driven by a Siemens integrated drive and a 10/1 planetary gear. So, the maximum winch momentum is 45 Nm at maximum 450 rpm. The drum has an effective diameter of 100 mm which leads to a maximum of 900 N rope force. The rope reservoir was mass loaded. The lower sheaves were vertically displaceable in order to apply the load on the rope slings. The traverse was equipped with four independent rotatory mounted sheaves on each side. So, there was no rigid connection in between the rope and the traverse.

Components of the demonstrational; a Winch drum, b Rope reservoir and c Central beam (traverse)
3 Rope Design
A stiff rope design is reasonable for precise positioning and repeating accuracy. In combination with a highly damping structure, overshooting can be minimised. In terms of durability, the bending over sheave cycles is the most significant mechanical property. Therefore, a D/d ratio of 25 was achieved with a 4 mm rope design (Table 2). Static tension tests as well as dynamic strain step response tests delivered time parameters for the motion control.
4 Results
A demonstrational has been built as a space-related model of a real picking system. The main objective was to proof the practical functionality of handling a traverse in two axes via a fibre-rope-driven parallel actuator. Furthermore, the emitted noise had to be reduced by a significant amount. Both requirements were met by the developed system. The actuator showed stable motion characteristics, e.g. minor overshooting at the driven dynamic parameters occurred (1.5 m/s travel speed and 5 m/s2 acceleration while testing). The system provides good adaptivity, since the axis length is variable to a certain extent and the driving power is less compared to conventional systems. It comes with enhanced acoustic properties in comparison to conventionally built axles (lowering of the sound pressure level > 6 dB(A), Fig. 7).

Comparison of the emitted sound pressure level (A-weighted) of a conventional build axis (drivebelt) versus the rope-driven handling system
References
Bruckmann, T., & Pott, A. (2013) Cable-driven parallel robots, mechanisms and machine science (Vol. 12). Springer. ISBN 978-3-642-31987-7
Verhoeven, R. (2004) Analysis of the workspace of tendon-based Stewart platforms. Doctoral Thesis.
Acknowledgements
The study was granted by the BMWi via the ZIM program. Financial support is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this chapter

Cite this chapter
Müller, C., Helbig, M., Holschemacher, D. (2018). Fibre-Rope-Driven Parallel Handling Device. In: Kyosev, Y., Mahltig, B., Schwarz-Pfeiffer, A. (eds) Narrow and Smart Textiles. Springer, Cham. https://doi.org/10.1007/978-3-319-69050-6_12
Download citation
DOI: https://doi.org/10.1007/978-3-319-69050-6_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-69049-0
Online ISBN: 978-3-319-69050-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)