
Abstract
Modern fiber ropes have several distinctive properties which predestine them amongst others for high dynamic applications in robotics. Beside their great breaking load due to their high tensile streghth, the extremely low density and weight are the most important advantages over steel wire ropes. For steel wire ropes, it is generally known that their lifetime drops when raising the dynamic stress on running or static ropes. The long-time behavior of high-dynamically stressed fiber ropes is totally unexplored up to now. This lack impedes the breakthrough of fiber ropes and causes a safety gap, which has to be closed. This paper describes the research on modern fiber ropes regarding their lifetime in normal and high dynamic applications. The derived results are interpretered with respect to application in robotics.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Ropes are used in many different applications. In the field of mechanical handling, they are used for elevators, cranes, and hoisting devices. A comparably new field of application are cable robots. Interestingly, in the field of mechanical handling, the transmission elements are called ropes where in the field of robotics they are referred to as cables. In this paper, we stick to the term rope as we approach the subject from the perspective of rope technology. However, all results relate to the transmission element of cable-driven robots. Also in this paper, the terms wire for steel ropes and fiber for synthetic ropes relate to the smallest subelements of which the rope is made of.
Safety, availability, and economy of rope applications are mainly influenced by the lifetime of the applied ropes [20]. In contrast to other components, ropes have a great axial stiffness, which results from the stiffness of the single wires or fibers [6]. A rope is called running if it is guided over sheaves (pulleys) and coiled onto drums. Ropes in running applications are not fatigue endurable but have a limited lifetime [23] which is measured in the number of bending cycles. The parallel arrangement of the single elements results in a redundant structure which prevents the complete system from a sudden failure. The number of broken wires or fibers on a defined reference length characterizes the condition of the used rope and offers the possibility to rate the degree of wear using inspection methods.
Running ropes, how they are used for example in cable robots, are characterized by their axial movement pattern. On this occasion, they run over sheaves and are winded on drums which leads beside the tensile stress to a bending stress in the ropes. These alternating stresses in combination with wear processes on the surface and in the ropes lead to a limited lifetime of the single wires or fibers and thus of the rope as a whole.
In this context of cable-driven parallel robots, running ropes have to be regarded as wear parts like other machine elements, for example V-belts, brake blocks, or bearings. For safety reasons, the ropes of a robot must not break in operation to prevent excessive damage. Thus, the rope as wear part has to be exchanged in time before reaching a critical situation. Therefore, the condition of the rope has to be monitored and classified using a non-destructive test method or the average lifetime of the rope in the specific application has to be well-known. Additionally, the rope drive and the rope itself have to be designed in the way that the lifetime of the rope reaches a manageable maximum.
Many research institutes and companies around the world work on different ways in order to develop a non-destructive test method for fiber ropes. Today, there is no established method to measure the condition of fiber ropes and to predict the remaining lifetime. Some simple methods are based on the outer appearance of the rope [14], but these methods are very subjective and do not give an exactly result. Additionally, the inner condition of the rope stays unconsidered, which is a huge lack, especially for mantled ropes. Other approaches are based on resistive strings, measuring of geometrical parameters, or magnetic stray field methods [8]. Steel wire ropes can be examined completely using the magnetizability of the steel wires in combination with stray field measurements (Magnetic Rope Testing – MRT) [4].
Existing high dynamic rope drives, for example the roller coaster Space Mountain in Euro Disney Land Paris reach a number of 120,000 operations only by shifting the wire rope on the drum. As a consequence of a cycle time of 36 s, the used high performance steel wire rope has to be assessed by non-destructive testing in short terms and has to be changed on average every three months [1].
These days, there is only a small number of applications in which established steel wire ropes could be replaced by modern fiber ropes. One example is an aramid rope for elevators, which was invented and applied by the Swiss elevator manufacturer Schindler AG [17, 22]. In 2016, the Teufelberger Seil GmbH presented their new High-Modulus-High-Tensity-fiber rope soLITE, which was invented in cooperation with the crane manufacturer Liebherr especially for mobile cranes [19]. Since 2014, the American Manitowoc Crane Group operates Grove RT770E mobile cranes with KTM100 fiber ropes produced by Samson rope [15]. All these single examples show that different parties try to bring fiber ropes into established steel wire rope markets. Up to now, this goal could only be reached in a few specific applications and not global.
In the field of cable-driven parallel robots, different types of fiber ropes have been applied in a number of demonstrator systems [2, 10, 13]. Qualitative observations indicate an acceptable lifetime if the cables are guided over pulleys. However, no quantities measures or experimentally grounded data are available in the literature.
In this paper, an attempt is made to present latest findings in the field of fiber rope testing to the application in cable robots by providing data in performance numbers that can be applied in cable robot design and analysis.
2 State of the Art in Rope Testing
Ropes are not fatigue endurable and can be operated safely only in a limited period of time [23]. Due to a huge number of local contact points between wires or fibers, the combination of wear, notches, and frictional heat result in a complex damage behavior, which limits the lifetime of ropes [12, 16, 21]. Because of this complex damage behavior the lifetime of ropes cannot be estimated analytically until now. The number of bending cycles over sheaves under defined parameters still has to be determined experimentally [6].
In this experimental research, cycling bending-over-sheaves-tests (BOS) on bending-over-sheaves-machines performed by the author at the University of Stuttgart are established. In the following section, the machine type Stuttgart is mentioned. A test rope is wrapped over a bigger drive sheave in the upper part of the machine and over a smaller test sheave in the lower part. This relation between the sheave diameters ensures that the rope will break on the smaller test sheave. The test sheave is mounted vertically moveable and connected to a weight-cage, filled with a defined number of steel plates. The constant rotational movement of the AC engine gets transferred into an oscillating by a thrust rod (Fig. 1, [7]). Figure 1 shows the resulting movement profile of the test sheave in standard BOS machines.

Movement profile of standard BOS machines
The important parameters for BOS-tests are:
-
D/d-ratio of the diameter of the sheave D and the diameter of the rope d,
-
diameter-related tension force \(S/d^2\)
-
geometry of the test sheave and
-
bending length l.
The D/d-ratio describes the ratio between the diameter of the test sheave D and the nominal rope diameter d. It is well-known that the lifetime of ropes depends largely on D/d where longer lifetime is achieved for larger D/d-ratio. For steel wire ropes, \(D/d = 25\) can be regarded as a minimum while the D/d-ratio can go down to 10 or even less when using fiber ropes. In technical applications, the actual D/d-ratio is a compromise between technical or economic feasibility and acceptable lifetime of the ropes.
Due to scaling reasons, the tension force of the rope gets related to the square of the nominal rope diameter. This resulting diameter-related tension force S/d carries the unit [N/mm\(^2\)] which characterizes a normalized tension in the rope. This force or tension has to be regarded in reference to the nominal breaking load of the rope. Building the quotient between nominal breaking load and the present load leads to the so-called safety factor. The lifetime of running ropes increases dramatically when high diameter-related forces or high safety factors can be realized.
The bending length l is the length of the part of the rope which gets bent over sheaves during a bending test. Its influence on the lifetime is statistically. The possibility of defects in a part of a rope grows with longer bending lengths but approximates to threshold value with increasing length. Feyrer used these factors to predict the lifetime N of running steel wire ropes under ideal conditions [7]. The equations read
where the factors \(a_i,\ i=0,\ldots , 3\) of this Feyrer-formula [7] have to be determined for every type of rope within BOS-tests. Not ideal conditions, for example high dynamic stress, can be taken into account using correction factors \(f_{Ni}\). The factor \(R_{0}\) describes the nominal strength of the used wires.
Until now, there is no comparable formula for fiber ropes. Beside the new field of research in HM-HT fiber ropes, a reason for that is the big number of different fiber materials, rope constructions, coatings, and manufacturers on the market. Slight changes in the manufacturing process can influence the properties of the final product significantly. Additionally, there is no standardized procedure and documentation method for BOS tests on fiber ropes which makes it difficult to compare independent research results. In this paper, three materials being used for cables in the recent years are considered
-
High-modulus Polyethylene (HMPE)
-
Aromatic Polyamide (Aramid)
-
High-modulus Polyester (TLCP).
The most famous representative of the group of Polyethylene is the brand Dyneema, which can be counted to the Ultra-High-Molecular-Weight Polyethylene (UHMW-PE). It has a huge mechanical strength of up to 4000 N/mm\(^2\) and an extremely low density of 0.97 g/cm, which makes it lighter than water and therewith floatable. The surface is very smooth which leads to a friction coefficient \(\mu \) between 0.08 and 0.1. Aramids are mainly known under the brands Kevlar (DuPont) and Technora (Teijin). Beside a high mechanical strength, this fiber has a negative coefficient of thermal expansion. TLCPs are liquid crystal polymers. Most famous representative is Vectran from Kuraray Co. Ltd, Japan. Figure 2 shows the most important properties of the three fiber materials Dyneema, Technora, and Vectran in comparison to steel wire ropes which illustrates the huge opportunities of modern fiber ropes.

Comparison of main properties of fiber ropes and steel wire ropes.
3 Rope Testing Under High Dynamic Parameters
When moving a mass in a cable-driven parallel robot under high dynamic parameters, two different effects relating to the ropes appear:
-
High-dynamic bending over sheaves
-
Pulsating tension load due to acceleration of inertial masses (tension-tension stress)
In order to find and identify relevant influence parameters, it is necessary to separate different influence parameters and vary them independently.
3.1 Tension-Tension Tests
In this setting, pulsating tension load can be tested in pulsating tension-tension-tests. Therefore, different tension-tension-test-machines are available at the Institute of Mechanical Handling and Logistics (IFT) of the University of Stuttgart. All machines satisfy the highest requirement class according ISO 7500-1 [9]. For testing, the sample rope has to be mounted in the test machine. Therefore, conical Epoxy resin socketing in the style of DIN EN 13411-4 [5] is favorable. DIN EN ISO 2307 recommends to mount the ropes using friction clamps [3], which can be used for break-load-tests but not for tension-tension tests. Oscillating tension forces S(t) are applied in the form of a sinusoidal wave with periodic time T
where \(S_m\) is the mean stress, \(S_a\) is the amplitude of the pulsating stress, and \(\delta \) is the delay angle. Here, the two parameters load and frequency shall be varied within the present work. The finite life fatigue strength is self-defined to \(0.5\cdot 10^6\) cycles. Tension-tension tests were performed with five different test ropes, two different loads (15–30% and 30–50% of nominal breaking load) and two different frequencies (2 Hz and 4 Hz). After performing all tests, no single break of a rope could be detected within \(0.5\cdot 10^6\) load cycles. Because of this, all test items were tested in following load tests. Figure 3 shows the result of these tests exemplary for the test rope D2 made from Dyneema.

Residual strength of the test rope D2
This figure shows that preceding tension-tension stress did not drop the residual strength. On the contrary, tension-tension stress could raise the residual strength. This can be explained with extension processes of the long-chain Dyneema fibers. A qualitative analogical result can mostly be seen for all test ropes.
3.2 High-Dynamic Bending Tests
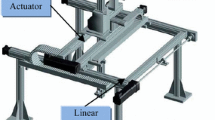
Standard bending machines generate an oscillating speed of \(v_{max} =0.2\) m/s. In cable-driven parallel robots, rope speeds of up to 10 m/s and more are realized. Additionally, accelerations up to 100 m/s\(^2\) and more are implemented. In order to reproduce these high-dynamic demands, a new and unique test machine was designed, engineered, constructed, built and brought into service in the IFT laboratory. With this new test machine, it is possible to test fiber ropes up to diameter \(d = 6\) mm on four independent test stations. The movement profile (speed and acceleration) can be set completely unrestrained up to \(v = 10\) m/s and \(a = 100\) m/s. Figure 4 show a drawing of the new high dynamic test machine and the movement profile.

Movement profile used on the high-dynamic test machine (left) and CAD rendering of the test machine (right)
The new high-dynamic test machine covers a base area of 2 m \(\times \) 3.20 m, has a height of 6.50 m and enables a free rope length of approx. 4700 mm. Four IPAnema 3.2 winches [13] in combination with asynchronous servo motors are used to drive and buffer the test rope. The use of cable robot for the fatigue tests ensures that the operation conditions match the targeted application. Compact winches minimize the polar moment of inertia and offer the possibility to generate high dynamic motion. Similar to established bending machines, the drive units are installed in the upper part of the machine frame while the test sheaves and tension weights are situated in the lower part. A compensation for diagonal-pull moves the test sheave synchronously to the mobile run-on and run-off points of the rope on the winch and prevents the rope from lifetime reduction by diagonal pull [11, 18]. In order to identify the influence of high-dynamic stress on the lifetime of running fiber ropes, conventional low-dynamic bending tests were performed. Overall six different fiber ropes made from three different fiber materials in two different constructions and two diameters were examined.
Additionally, one steel wire rope was tested in order to get a relationship between the different materials. The results of these conventional bending tests are shown in Fig. 5.

Lifetime of test ropes in conventional BOS tests
For performing high-dynamic bending tests, a constant test frequency, load, length of constant speed, and test sheave were applied. Figure 6 shows the result of high-dynamic bending tests with varied speed and acceleration for a 12-fold braided 2 mm Dyneema fiber rope D2. The lifetime N is related to the corresponding lifetime of conventional, low-dynamic bending tests \(N_{ref}\).

Relative lifetime of the test rope D6 in high-dynamic BOS tests
It appears that the lifetime drops off with increasing speed. At the same time, the lifetime tends to a global limit at approx. 30% of the reference lifetime of standard BOS-tests. This means that 70% of the lifetime gets lost by raising the dynamic of cycling BOS-tests. Due to the immunity of HM-HT-fiber ropes against tension-tension stress under dynamic load change discovered before, the reason for the decrease of lifetime in high-dynamic BOS-tests has to be found in the bending stress itself. Slippage measurements show that there is slip between the rope and the sheave which can be responsible for outer wear on the fiber rope. The appearance of the broken ropes was investigated microscopically. Here it could be found out that outer wear dominates the appearance of the ropes. Completely different properties can be found for other test ropes; for example the covered rope M6, see Fig. 7.

Relative lifetime of the test rope M6 in high-dynamic BOS tests
The covered rope M6 shows only a marginally small decrease in lifetime of maximum 10% when raising the dynamic parameters speed and acceleration. Based on the knowledge of the outer wear process in high-dynamic BOS-tests, the cover of the rope M6 acts like a shelter for the inner, load-bearing HM-HT-fibers. Consequently, the leading fibers do not get damaged by outer wear, which leads to the significantly better performance in high-dynamic BOS-tests.
4 Application in Cable Robot Design
The multiplicity of conducted experiments result in an extensive database, which can be used directly in real applications like cable robots in order to increase the lifetime of the wear part rope by proper usage. In this case, the lifetime-limiting parameters are determined within the design process of the cable robot. Due to the fact that the lifetime of ropes is directly proportional to the number of bending cycles, the number of bending cycles should be as small as possible for each specific rope section. Thereby, the D/d-ratio between sheave-diameter D and rope-diameter d has to be a compromise between a big bending radius D/2 and a low polar moment of inertia J. To accommodate this conflicting requirement, lightweight constructions with smooth-running bearings should be preferred. The surface of the sheaves, especially on the bottom of the grooves, should have a good quality in order to avoid damage from sensitive surface of the fiber ropes. To stabilize the flexible fibre rope structure, the radius of the bottom of the groove r should fit as tight as possible to the real rope diameter \(d_{r}\) without squeezing the rope.
During the application, the rope and the rope drive have to be maintained regularly and carefully by a competent person. The inspection intervals can be stated by performing defined bending tests in combination with the reduction factors for high-dynamic applications, factors for considering the statistical spread of BOS tests and chosen safety factors. The work aids to classify the rope condition and discard criteria for fiber ropes have begun and are anticipated for the next years. Additionally, the wear resistance of newer fiber ropes will improve although the arrival of fatigue endurable fiber cannot be expected.
5 Conclusion
In this paper, experimental research are presented on the lifetime of high-dynamical-ly stressed fiber ropes. Major criteria for a limited lifetime of running fiber ropes are presented and possibilities to improve the lifetime are presented by modifying construction parameters. Furthermore, the necessity of periodical inspections of the wear part rope for long-term applications is highlighted.
It is shown that the lifetime of ropes has to be determined experimentally what requires special bending machines. Especially for high-dynamic bending tests, a completely new test machine was designed and built at the IFT laboratory which enables bending tests with dynamic parameters correlating to the requirements of modern cable robots. Bending tests identified for the very first time the material-depending, lifetime reducing influence of high dynamic stress on modern fiber ropes.
References
Arfa, A., Bellecul, A., Oplatka, G., Teissier, J.-M., Verreet, R.: Space mountain at Euro Disney. A 120 million dollar wire rope test machine (1997)
Bruckmann, T., Lalo, W., Nguyen, K., Salah, B.: Development of a storage retrieval machine for high racks using a wire robot. In: ASME 2012 International Design Engineering Technical Conferences & Computers and Information in Engineering Conference, p. 771, Sunday 12 August 2012
DIN 2011: DIN EN ISO 2307: Faserseile – Bestimmung einiger physikalischer und mechanischer Eigenschaften, 2307
DIN EN 2005: DIN EN 12927-8: Sicherheitsanforderungen für Seilbahnen für den Personenverkehr - Seile - Teil 8: Magnetische Seilprüfung (MRT), 12927-8
DIN EN 2011: DIN EN 13411-4: Endverbindungen für Drahtseile aus Stahldraht - Sicherheit - Teil 4: Vergiessen mit Metall und Kunstharz, 13411-4
Feyrer, K.: Wire Ropes. Tension, Endurance, Reliability. Springer, Heidelberg (2015)
Feyrer, K., Hemminger, R.: New rope bending fatigue machines. Constructed in the traditional way. OIPEEC Bull. 45, 59–66 (1983)
Huntley, E., Grabandt, O., Gaetan, R.: Non-destructive test methods for high-performance synthetic rope. In: OIPEEC Conference 2015 Together with 5th International Stuttgart Ropedays, pp. 191–198 (2015)
ISO 2016: DIN EN ISO 7500: Metallische Werkstoffe – Kalibrierung und Überprüfung von statischen einachsigen Prüfmaschinen – Teil 1: Zug- und Druckprüfmaschinen – Kalibrierung und Überprüfung der Kraftmesseinrichtung. Beuth-Verlag, 7500
Merlet, J.-P.: MARIONET, a family of modular wire-driven parallel robots. In: Lenarcic, J., Stanisic, M. (eds.) Advances in Robot Kinematics (ARK), pp. 53–61. Springer, Dordrecht (2010)
Novak, G., Winter, S., Wehking, K.-H.: Geringe Masse - wenig Energie. Einsatz hochmodularer Faserseile in Regalbediengeräten. Hebezeuge Fördermittel 3, 32–34 (2016)
Papailiou, O.K.: Die Seilbiegung mit einer durch die innere Reibung, die Zugkraft und die Seilkrümmung veränderlichen Biegesteifigkeit. Dissertation, Eidgenössische technische Hochschule Zürich (1995)
Pott, A., Mütherich, H., Kraus, W., Schmidt, V., Miermeister, P., Verl, A.: IPAnema: a family of cable-driven parallel robots for industrial applications. In: Bruckmann, T., Pott, A. (eds.) Cable-Driven Parallel Robots. Mechanisms and Machine Science, pp. 119–134. Springer, Heidelberg (2012)
Samson Rope Technologies: Samson Technical Bulletin. Inspection & Retirement Pocket Guide, Ferndale, WA 98248, USA (2013)
Samson Rope Technologies: K-100 Synthetic Crane Hoist Line. Rope Handling, Installation, Inspection, and Retirement Guidelines, Ferndale, WA 98248, USA (2016)
Schiffner, G.: Spannungen in laufenden Drahtseilen. Dissertation, Universität Stuttgart (1986)
Schindler Holding AG: Tätigkeitsbericht 2000, 73. Geschäftsjahr (2000)
Schönherr, S.: Einfluss der seitlichen Seilablenkung auf die Lebensdauer von Drahtseilen beim Lauf über Seilscheiben. Berichte aus dem Institut für Fördertechnik und Logistik, IFT, Universität Stuttgart (2005)
Teufelberger: soLITE. Das hochfeste Faserseil für Krane (2016)
VDI 2012: VDI 2358 - Drahtseile für Fördermittel, 2358
Vogel, W.: Tragmittel für Treibscheibenaufzüge. Lift-Report 29(5), 6–16 (2003)
Wehking, K.-H.: Lebensdauer und Ablegereife von Aramidfaserseilen in Treibscheibenaufzügen der Schindler AG. Interner Forschungsbericht, Ebikon/Schweiz (2000)
Wehking, K.-H.: Laufende Seile. Bemessung und Überwachung. Kontakt & Studium 673. expert-Verlag, Renningen (2014)
Acknowledgements
The authors would like to thank the German Research Foundation (DFG) for financial support of the project under (WE 2187/29-1) and within the Cluster of Excellence in Simulation Technology (EXC 310/1) at the University of Stuttgart.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this paper
Cite this paper
Wehr, M., Pott, A., Wehking, KH. (2018). Bending Fatigue Strength and Lifetime of Fiber Ropes. In: Gosselin, C., Cardou, P., Bruckmann, T., Pott, A. (eds) Cable-Driven Parallel Robots. Mechanisms and Machine Science, vol 53. Springer, Cham. https://doi.org/10.1007/978-3-319-61431-1_7
Download citation
DOI: https://doi.org/10.1007/978-3-319-61431-1_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-61430-4
Online ISBN: 978-3-319-61431-1
eBook Packages: EngineeringEngineering (R0)