
Abstract
The use of biodegradable polymers for food packaging material is favorable due to its ability to degrade after use. Nevertheless, the real application of the polymers is still limited due to its poor physical properties. Polylactic acid (PLA) is one of the biodegradable polymers commonly used for packaging. Recently, there have been reports on the use of nanocellulose as filler in polylactic acid (PLA) for improving the mechanical properties of PLA; however, it has limitation in which non-uniform dispersion of nanocellulose is formed within the polymer during melt-blending. Uniform dispersion can be obtained through solvent casting method; nevertheless, it is not industrially applicable. In this study, a one-pot process was developed where nanofibrillation of cellulose and subsequently melt-blending of the nanocellulose with PLA were conducted in a twin-screw extruder. Results showed that nanocomposite reinforced with 3 and 5 wt% cellulose nanofiber (CNF) exhibited higher tensile strength and Young’s modulus compared to neat PLA. Crystallinity of the polymer increased by 43% with the addition of 5 wt% CNF. Meanwhile, wettability of the polymer was also improved as seen by the reduction in contact angle value. Results obtained exhibited the potential of the composite films to be used in packaging material, especially for high respiration products.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
- One-pot process
- Twin-screw extruder
- Cellulose nanofiber
- Oil palm biomass
- Polylactic acid
- Reinforcement
- Packaging
5.1 Introduction
Polylactic acid (PLA) is a biodegradable polymer with high mechanical strength and easy processability compared to other biopolymers. It is thermoplastic and aliphatic polyester which can be derived from renewable resources and is a sustainable alternative to petrochemical-derived products. Studies have shown that PLA is economically feasible to be used packaging material, with low amount of lactic acid (LA) leaching (Auras et al. 2004) making it an advantageous material for food packaging. However, improvements can be done in order to increase the properties of this PLA used in several applications. This could be done by reinforcing other polymers or fibers to PLA.
Cellulose nanofibers (CNF) from renewable biomass have attracted much interest as an alternative to micro-sized reinforcements in composite materials. There have been significant advances in the development of plant–plastic composites (Iwamoto et al. 2014). One challenge when using CNF in composites is due to its non-uniform dispersion. This is contributed by their polar surfaces which is difficult to disperse uniformly in a nonpolar medium. This might be the reason why the processing of CNF composites was first limited to solvent casting, where water-soluble or dispersive polymers were the most common matrices (Oksman et al. 2016). However, the development of other, more flexible, and industrially viable processing techniques is necessary to promote commercialization of these materials. Therefore, several interesting processing methods have been recently reported for these materials. One of the developed processing methods is melt compounding (Ho et al. 2015). Melt compounding of cellulose nanocomposites presents several challenges (Oksman et al. 2016). Extensive studies of CNF as reinforcement in PLA also have been carried out and prepared by solvent casting as well as melt compounding (Jonoobi et al. 2010). The major difficulties in melt compounding are to feed the CNF into the extruder and achieve uniform dispersion in the polymer matrix. The CNF has high surface area and has tendency to aggregate when dried. This is expected to be avoided by firstly mixing them in a suitable medium, which is then fed into the extruder. Another method to provide uniform dispersion of nanocellulose in polymer matrix is by using solvent casting; nevertheless, the process is not industrially applicable.
One-pot nanofibrillation of cellulose and compounding process for composite production could be done by extrusion. The advantage of this processing method would lie on efficient production of CNF composites due to fewer processing steps involved. In this study, nanofibrillation of cellulose from oil palm mesocarp fiber (OPMF) for the production of CNF and subsequently melt compounding of the CNF with PLA was taken place in the same twin-screw extruder. The composites produced were characterized for their mechanical, morphological, thermal stability, and wettability properties.
The ability to nanofibrillate cellulose from OPMF and subsequently melt compounding the produced CNF with PLA in the same extruder would be advantageous for large-scale nanocomposite production since extrusion will allow for high solid content processing and provide a continuous process.
5.2 Materials and Methods
5.2.1 Materials
OPMF was collected from Seri Ulu Langat Palm Oil Mill, Selangor, Malaysia. The fiber was disintegrated, washed, and dried. Sodium chlorite (NaClO2) and potassium hydroxide (KOH) were obtained from ACROS ORGANICS and J.T Baker Neutracit, respectively. PLA used was provided by TOYOTA Eco-Plastic (U’z S-09).
5.2.2 Oil Palm Mesocarp Fiber Pretreatment
OPMF was pretreated chemically to isolate cellulose fraction from the material. Pretreatment of the fiber involved two steps; which were hemicellulose and lignin removal. Delignification was conducted by treating the fiber with 5 wt% of sodium chlorite (NaClO2) aqueous solution with pH adjusted to pH 4–5. The fiber was soaked in this solution at 70 °C for 1.5 h. Then, fiber was washed and filtered with deionized water until the pH became neutral. Subsequently, hemicellulose removal was done by soaking the fiber in 6 wt% of potassium hydroxide (KOH) for 24 h with constant stirring rate. Sample was then filtered and rinsed with deionized water until the pH reached pH 7.
5.2.3 One-Pot Nanofibrillation and Nanocomposite Production in a Twin-screw Extruder
Fibrillation and melt compounding were carried out using a twin-screw extruder (Imoto machinery Co. Limited: Model IMO-160B). The extruder consisted of two major parts: fibrillation and mixing. Fibrillation of cellulose was conducted with a specially designed screw for nanofibrillation at 120 °C, with screw speed of 100 rpm for 1 h. After nanofibrillation was completed, the rotational speed was reduced to 25 rpm. This is to allow the movement of the fibrillated cellulose into mixing part. PLA was fed through a hopper in between fibrillation and mixing sections with the ratio of PLA to cellulose of 97:3 and 95:5. For melt compounding, temperature used was 180 °C and screw speed was set at 25 rpm for 30 min. PLA/CNF-OPMF composites were then pressed at the same temperature in an electrically heated platen press for 5 min under a pressure of 10 atm to form composite sheets.
5.2.4 Analyses
5.2.4.1 Visual Examination
The dispersion of CNF in composite samples was observed. Pictures were taken in order to investigate the distribution of CNF in PLA matrix.
5.2.4.2 Morphological Analysis
The morphology of the CNF and the fracture surfaces of the PLA/CNF-OPMF composite samples were observed using a scanning electron microscopy, SEM (FE-SEM S-3400 N, Hitachi, Japan). Composites fracture surfaces were obtained through flexural tests. The dried CNF and fracture surfaces were coated with Pt-Pd for 100 s (Ion sputter: Hitachi, Japan) prior to the observations.
5.2.4.3 Mechanical Properties
Tensile tests were performed to determine the mechanical properties of the composites using a mechanical tester (AGS-5kNG, Autograph, Shimadzu Co, Kyoto, Japan). The dumbbell-like composites samples were subjected to tensile tests. The tensile tests were performed at a crosshead speed of 10 mm/min. Results of tensile strength (MPa), Young’s modulus (MPa), and elongation at break (%) were recorded.
5.2.4.4 Crystallinity
X-ray diffraction (XRD) pattern was recorded using an X-ray powder diffractometer (Rigaku Corporation, Tokyo, Japan) equipped with nickel-filtered Cu Ka radiation (k = 0.1542 nm) at 40 kV and 25 mA. The diffractograms were detected in the range 2θ = 2–50° at a scan rate of 2°/min.
5.2.4.5 Thermal Properties
Differential scanning calorimetry (DSC): Measurements were performed using a Pyris 1 DSC calorimeter (Perkin–Elmer Co., Waltham, MA, USA). The samples were first heated from 30 to 200 °C at a rate of 10 °C/min and held at 200 °C for 1 min. They were then cooled to 50 °C at a rate of 10 °C/min and held at 50 °C for 1 min. Next, they were again heated to 200 °C at a rate of 10 °C/min and held at 200 °C for 1 min. Finally, they were quenched to 135 °C at a rate of 50 °C/min. The temperatures corresponding to the exothermic and endothermic peaks in the first heating step and the cooling step were called T m and T c , respectively.
Thermal stability of the composite samples was determined by using a thermogravimetry analyzer, TGA (TGA–9, Perkin Elmer, USA) under nitrogen flow. Sample (5–11 mg) was placed on a ceramic pan and set on the TGA. The sample was heated at heating rate of 10 °C min−1 within the temperature range of 50–500 °C.
5.2.4.6 Contact Angle
Contact angle (CA) of 0.5 μL water droplets on the film surfaces originally attached to the Petri dishes in the film preparation was measured for five times for different parts of each film at 23 °C and 50% RH using a FAMAS DM500 apparatus (Kyowa Interface Science).
5.3 Results and Discussion
5.3.1 Nanofibrillation of Cellulose by Extrusion
In order to evaluate the effectiveness of OPMF cellulose nanofibrillation by extrusion, fibrillated cellulose was evaluated morphologically by FE-SEM and the micrograph is depicted as in Fig. 5.1. Based on the FE-SEM micrograph, it is seen that fibrillation of cellulose occurred completely, giving CNF with diameter of about 80–100 nm.

Morphology of OPMF cellulose nanofiber obtained by extrusion
5.3.2 Mechanical Properties
Mechanical properties of PLA/CNF-OPMF composites and neat PLA are shown in Table 5.1. Based on the results, it is seen that the addition of 3 and 5 wt% CNF-OPMF to PLA markedly increased the tensile properties of the composites as compared to neat PLA. Similar observation was seen for Young’s Modulus. Meanwhile, elongation at break was consistent even with the addition of 5 wt% CNF.
The value for both tensile strength and Young’s modulus dropped when 5 wt% of CNF-OPMF was used in the composites compared to 3 wt%. The reduction can be explained by the distribution of CNF within PLA matrix as shown in the next section.
5.3.3 Visual Appearance of Composite Samples
Visual appearance of the biocomposite samples was observed to determine dispersion characteristic of CNF in the PLA matrix. It was seen that CNF in both PLA/CNF-OPMF (3%) and PLA/CNF-OPMF (5%) was well dispersed as shown in Fig. 5.2b, c. However, aggregation of CNF was observed in some parts of PLA/CNF-OPMF (5%) composite (Fig. 5.2c). The aggregated CNF in PLA matrix could be correlated to the decrement of the mechanical properties when CNF amount was increased. In order to support this finding, morphological analysis of composites by SEM was also evaluated.

Visual appearance of neat PLA and PLA/CNF-OPMF composites prepared by extrusion. a neat PLA. b PLA/CNF-OPMF (3%). c PLA/CNF-OPMF (5%)
5.3.4 Morphological Analysis
SEM micrographs of fractured surfaces of the PLA and its nanocomposites are presented in Fig. 5.3. Generally, good dispersion of nanocellulose can be observed in PLA/CNF-OPMF (3%) (Fig. 5.3b). However, aggregation of CNF was occurred at some parts for PLA/CNF-OPMF (5%) (Fig. 5.3c). As the amount of CNF increased, the degree of aggregation was increased. This aggregation could be due to limited chemical interaction between hydroxyl group of cellulose and PLA when higher amount of CNF was added. These findings were also correlated to the mechanical properties of the composite as discussed before. Aggregation of nanocellulose may result in a low stress transfer in the composite matrix which may lead to the low mechanical performance of composites.

SEM micrographs of neat PLA and PLA/CNF-OPMF composites. a neat PLA. b PLA/CNF-OPMF (3%). c PLA/CNF-OPMF (5%)
5.3.5 Crystallinity Properties
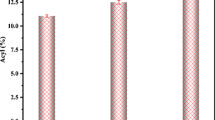
Crystallinity of PLA/CNF-OPMF composite samples is shown in Fig. 5.4. As the amount of CNF increased, the crystallinity of the composites was also increased. The crystallinity of PLA/CNF-OPMF (3%) and PLA/CNF-OPMF (5%) were 62.6 and 78.5%, respectively, as compared to neat PLA (54.9%). Composites samples had higher crystallinity than neat PLA which resulted in better mechanical properties as discussed before. Nevertheless, even though PLA/CNF-OPMF (5%) had the highest crystallinity, the tensile strength and Young’s modulus of the composite sample were lower compared to PLA/CNF-OPMF (3%), which could be explained by the aggregation of CNF in the composites and hence resulted in low stress transfer and eventually affected the mechanical properties.

Crystallinity of neat PLA and PLA/CNF-OPMF composites
5.3.6 Thermal Properties
Table 5.2 lists the thermal properties of PLA/CNF-OPMF composites. The T m values were almost similar in all samples, indicating that the CNF blended well with the polymer matrix. ∆H m of composites for both PLA/CNF-OPMF (3%) and PLA/CNF-OPMF (5%) were slightly higher than that of the neat PLA, inferring that the crystallinity of the PLA matrix in the composites was higher. This is in correlation with the crystallinity values presented earlier (Fig. 5.4). Thermal stability of the samples is shown by T d50% values in Table 5.2. Overall, neat PLA had the highest thermal stability. Cellulose is known to have degradation temperature lower than PLA. Similar result was published by Guan (2012), in which PLA/CNF composites had degradation temperature in between that of PLA and cellulose.
5.3.7 Contact Angle Analysis
CA is a parameter used to evaluate the relationships between solid surfaces and water. When a solid surface is wetted with a water droplet, the droplet competes with the surrounding air to occupy a larger contact area with the solid surface. The surface of PLA is strongly hydrophobic, and CNF used to have ionic groups on their surfaces and have no hydrophobic surface. The addition of CNF could enhance the hydrophilicity property of the composite samples. Table 5.3 shows the CA value for PLA and PLA/CNF-OPMF composites. The presence of CNF decreased the CA value of the PLA/CNF-OPMF composites as compared to neat PLA. Addition of 3 and 5 wt% CNF in composites decreased the CA value to 71.9 ± 0.9° and 64.7 ± 2.3°, respectively, as compared to neat PLA at 74.7 ± 0.6°. Due to the aggregation of CNF in PLA/CNF-OPMF (5%) as shown in Figs. 5.2c and 5.3c, the standard deviation of CA value for this composite was higher.
5.4 Conclusions
One-pot process for nanofibrillation of OPMF cellulose and melt-blending of PLA and CNF-OPMF composites was successfully developed by using a twin-screw extruder. The advantage of using a twin-screw extrusion process is that it allows for the processing and fibrillation of cellulose at high solid content. To the best of our knowledge, there is lack of research on one-pot nanofibrillation of cellulose and nanocomposite production by extrusion, and this report provides extensive information on the potential use of the method for PLA/CNF composite production. From our results, the morphological observation of PLA and its composites showed that a relatively good dispersion of CNF was achieved as no CNF aggregates were visible in the fractured surfaces of the PLA/CNF-OPMF (3%). CNF started to aggregate at higher concentration (5 wt%). Evaluation of the mechanical properties of the PLA/CNF-OPMF composites showed that the composite samples had higher tensile strength and Young’s modulus compared to neat PLA. The improvement in mechanical properties of the composite samples could be related to the high crystallinity of PLA/CNF-OPMF. Nevertheless, despite of steady increment in crystallinity with the increased amount of CNF, the mechanical properties of the composite samples with higher CNF content reduced slightly, mainly due to the CNF aggregation which resulted in low stress transfer. Meanwhile, CA analysis of the composite samples showed that PLA/CNF-OPMF had lower CA value compared to neat PLA, indicating that inclusion of CNF in the composite samples improved the hydrophilicity property of the material. Increased hydrophilicity of PLA composite films could be advantageous in packaging particularly for highly respiration products such as fresh fruits and vegetables. Additionally, improving surface wetting may lead to a significant improvement in material biocompatibility and functionality such as in antimicrobial active packaging (Hendrick and Frey 2014). Overall, this study shows that one-pot nanofibrillation and nanocomposite production by extrusion is a promising method to achieve good processability of PLA/CNF-OPMF composites. Improvement on mechanical and wettability properties of the composite films makes it suitable to be used as packaging material.
References
Auras R, Harte B, Selke S (2004) An Overview of Polylactides as Packaging Materials. Macromol Biosci 4(9):835–864
Guan X (2012) Fabrication of poly-lactic acid (PLA) composite films and their degradation properties. Thesis Dissertation, The University of Toledo
Hendrick E, Frey M (2014) Increasing Surface Hydrophilicity in Poly (Lactic Acid) Electrospun Fibers by Addition of Pla-b-Peg Co-Polymers. J Eng Fibers Fabr 9:153–164
Ho TTT, Abe K, Zimmermann T, Yano H (2015) Nanofibrillation of pulp fibers by twin-screw extrusion. Cellulose 22:421–433
Iwamoto S, Yamamoto S, Lee SH, Endo T (2014) Solid-state shear pulverization as effective treatment for dispersing lignocelluloses nanofibers in polypropylene composites. Cellulose 21:1573–1580
Jonoobi M, Harun J, Mathew AP, Oksman K (2010) Mechanical properties of cellulose nanofiber (CNF) reinforced polylactic acid (PLA) prepared by twin screw extrusion. Compos Sci Technol 70:1742–1747
Oksman K, Aitomäki Y, Mathew AP, Siqueira G, Qi Zhou, Butylina S, Tanpichai S, Zhou X, Hooshmand S (2016) Review of the recent developments in cellulose nanocomposite processing. Composites Part A: Appl Sci Manufact 83:2–18
Acknowledgements
This work is a part of Science and Technology Research Partnership for Sustainable Development (SATREPS) project. We would like to thank the Ministry of Higher Education Malaysia (MOHE) for funding this research (SATREPS) and for the provision of MyBrain 15 scholarship to the authors. Part of this work was conducted at INTROP Tropical Wood and Fibre Research Centre, a Higher Institution Centre of Excellence (HICoE) under the Ministry of Higher Education, Malaysia. Authors also would like to thank Seri Ulu Langat Palm Oil Mill for the provision of oil palm mesocarp fiber.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this chapter

Cite this chapter
Ariffin, H. et al. (2018). Oil Palm Biomass Cellulose-Fabricated Polylactic Acid Composites for Packaging Applications. In: Jawaid, M., Swain, S. (eds) Bionanocomposites for Packaging Applications. Springer, Cham. https://doi.org/10.1007/978-3-319-67319-6_5
Download citation
DOI: https://doi.org/10.1007/978-3-319-67319-6_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-67318-9
Online ISBN: 978-3-319-67319-6
eBook Packages: EngineeringEngineering (R0)