
Abstract
Laser metal deposition process is an additive manufacturing technologies that utilize laser as its source of energy to fuse and melt materials together layer after layer to produce three dimensional solid part. Laser metal deposition process has gain a lot of popularities in the research community since its inception because of the exciting properties of the power source ‘laser’ and because of the great potential of the process. Laser delivers heat energy in a coherent manner and with low divergence thereby making the intensity of the laser beam to be very high and can be controlled as required thereby concentrating all the intensity at a point of interest. Laser metal deposition process the capability to produce novel product that maybe difficult if not impossible to fabricate using the conventional subtractive manufacturing processes. Laser metal deposition process can help to extend the service life of parts through the innovative repair process. A number of industries have benefited from these exciting technologies which include: aerospace, automobile, medicine and jewelry. This technology is fairly new and it is a promising technology that may change the way machines are produced. The focus of this chapter is to analyze the progress in this important additive manufacturing technology in term of research efforts in this area and the current state of these technology.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others
Keywords
- Additive manufacturing
- Direct metal deposition
- Laser cladding
- Laser engineered net shaping
- Laser metal deposition
- Laser powder deposition
9.1 Introduction
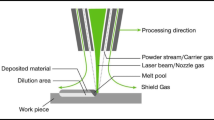
The laser metal deposition process is an important additive manufacturing technology that offers a number of solutions to the manufacturing industries such as the fabrication of functional parts as shown in Fig. 1 as well as in repair of worn-out parts. Additive manufacturing process has a lot of promise to revolutionized the manufacturing world [1,2,3] and has the potential to change the world we live in. With the advent of additive manufacturing technologies, a number of possibilities has been brought to the manufacturing world. This manufacturing process has made it possible to fabricate parts on a micro and nano levels. Machines can now be produced as smaller and lighter as we want them to be and not being limited with how the machine will be fabricated. Laser metal deposition process comes with additional capabilities that other additive manufacturing do not possess. Laser metal deposition process can be use to add a new part on an existing part with good metallurgical integrity. This additional capability is one of the reasons why LMD process in an important manufacturing process. An obsolete equipment can be made new again with improved functionality by redesigning the equipment, removing the unneeded parts and adding the new designed part using the laser metal deposition process. Additive manufacturing technologies in general are very important due to the ability of the manufacturing process to reduce the energy intensive manufacturing processes and help to reduce global warming problem.

SEM micrograph of deposited samples showing dendritic samples a upper deposited zone b lower deposited zone c between deposited layers d (c) at lower magnification [11]
In this chapter, additive manufacturing is briefly described in order to bring to context the laser metal deposition process. The research efforts on the laser metal deposition process is then presented.
9.2 Additive Manufacturing
Additive manufacturing (AM) process also known as three-dimensional (3-D) printing [1] is an advanced manufacturing process that produces part directly from the computer aided design (CAD) model or image of the part to be made by adding materials layer by layer. According to the ASTM F-42 committee on additive manufacturing, Additive Manufacturing is defined as: “The process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing technologies” [1]. The principle of operation of additive manufacturing is such that the CAD model of the part to be made is converted to Additive-Manufacturing File (AMF) format [1]. The old file format is the standard triangulation language (STL) file. This old file format is not capable of defining some characteristics that are now present in the new file format. The AMF format is based on an open standard Extension Mark-up Language (XML). The AMF format is capable of describing in detail, the texture of the part, the colour, the curve triangles, the lattice structure, as well as the functionally graded materials. All these capabilities are absent in the old STL file format. The AMF format represents the 3-D surface assembly of planar and curved triangles that contains the co-ordinates of the vertices of all these triangles. After the conversion process, the AMF is sliced into two dimensional (2-D) triangular profile sections as defined by the geometry of the CAD model and the chosen build orientation. After the slicing is completed, the building of the part is commenced. The part is produced by adding the materials layer after layer until the building process is completed and the part is removed from the building platform. The finishing operations such as removal of support structures is then performed. Also, heat treatment can be performed on the part depending on the service requirement of the part. Any part that can be modelled digitally can be built using additive manufacturing process [1]. This provides a lot of flexibility for the design engineer, which enable the engineer to design part based on the functionality of the part as against based on the manufacturability of the part which was the practice when using the traditional manufacturing process. Also, the engineer can modify any existing design without having to start from the scratch, thereby saving the overall cost of production.
In AM processes, the machine uses the descriptions of the component to be created to build the component by adding material layer after layer until a 3D object is created. A number of raw materials are used in AM processes, they include: liquid, powder, wire, and sheet made from plastics, polymers, metals, alloys or ceramics. There are a number of advantages of additive manufacturing technologies when compared with the traditional or conventional manufacturing processes. In the traditional manufacturing processes, products are made by removing materials, especially in machining processes, in order to achieve the desired shape, this is referred to as subtractive manufacturing. Parts can also be created in traditional manufacturing methods by injecting molten material into a mold or by applying forces on heated or cold materials in order to achieve the desired shape. These traditional manufacturing processes are labour as well as energy intensive. Also, when a complex part is needed to be produced, the product designer has to break down the parts into smaller units in order for the part to be produced. The designers design the parts based on the ease of manufacturing such parts. These smaller parts are later assembled using extra materials from both, nuts rivet or filler materials in welding. All these processes are time consuming, laborious, and expensive. It also makes the component produced to be heavy because of all the extra materials used in joining the various parts together. However, additive manufacturing process is having an edge in this type of manufacturing demand by simply producing part through addition of materials directly from the CAD image of the required part and produce the part as a single unit, which is as against what is achievable in the traditional manufacturing route. Additive manufacturing technologies are used to produce models, patterns, tooling, prototypes, and functional parts using a variety of materials. Additive manufacturing technologies are used by a number of industries which includes: motor vehicles, aerospace, machinery, electronics, and medical products. Additive manufacturing process is grouped into two main categories depending on the energy source used in the system, namely: laser additive manufacturing and non-laser additive manufacturing. A number of additive manufacturing processes have appeared many of which are the same process but with different names. To ensure that standardization is achieved in additive manufacturing industry and because of how the same process is given several names which is not only confusing for a lay person but also cumbersome, additive manufacturing technologies was recently classified into seven classes by the international standard organization committee on additive manufacturing (committee F42) [1]. These seven classes of AM technologies are presented in Table 9.1.
Laser metal deposition process that belongs the directed energy deposition class of additive manufacturing technology is the focus of the next section.
9.3 Laser Metal Deposition Process
Laser metal deposition (LMD) process belongs to the directed energy deposition class of additive manufacturing and it is an AM technology that is more favoured because of the good properties delivered by the laser that enables the laser energy to be directed as required. Laser metal deposition process, like any other additive manufacturing can produce low-volume, customized, and complex part at no extra cost for complexity thereby allowing the production of any design of prototypes and parts comparatively cheaper than the traditional manufacturing processes. It reduces time to market of new product and also allows the satisfaction of customers whose demand is now moving from general product to more customized product. An important capability of LMD process that cannot be achieved by other classes of AM technology is that it can be use to repair high valued components that could not be repaired by any other manufacturing process [4, 5]. Laser metal deposition process allows the manufacturing of highly customized and complex parts; it also offers different industries a large number of opportunities in terms of verities of products they can achieve. The technology makes it possible to produce objects of any shape and any complex geometry at no extra cost. This technology will actually shift the way we design from the conventional product design which is manufacturing technique based design to part functionality based design. However, laser metal deposition process is yet to reach its full potential because of the stumbling blocks which are yet to be conquered because the technology is relatively new and the physics of the system is yet to be fully understood. The research efforts in this field are in the next section.
9.4 Research Progress in Laser Metal Deposition Process
A number of research work has appeared in the literature since the technology was invented. Laser metal deposition process has been found to be sensitive to the processing parameters and the process could be highly unstable. A number of this studies showed that the laser metal deposition process can be controlled by controlling the processing parameters. Some of these parameters and their influence on the properties of laser metal deposited materials have been investigated widely and some of this research works are presented in this section.
Laser power is an important processing parameters in laser metal deposition process. Shuklar et al. [6] studied the influence of laser power and powder flow rate on properties of laser metal deposited titanium alloy. The physical properties (deposition height and deposition width), metallurgical property and microhardness properties of the laser deposited titanium alloy-Ti6Al4V. The laser power was varied between 1.8 and 3.0 kW while the powder flow rate was varied between 2.88 and 5.67 g/min, while the gas flow rate and scanning speed are maintained at constant values of 2 l/min and 0.005 m/s respectively. The results showed that the deposition width was found to increase with increase in laser power. This could be attributed to increased dilution at higher laser power which is not desirable in the laser metal deposition process. Dilution needs to be kept low and it should also be enough to achieve the needed bonding between the substrate and the deposited layer or the previous layer. Proper control of laser power will help to achieve the required good metallurgical integrity and also minimize dilution that results in wastage of material and increase in weight of the component which is not required. A similar study was conducted by Mok et al. [7] and Brandl et al. [8]. Mok et al. [7] also studied the effect of laser power, scanning speed and wire feed rate on laser metal deposition of Ti6Al4V wire. The results showed that the processing parameters has great influence on the microstructure and hardness. Yu et al. [9] studied the influence of laser power on properties of laser metal deposited Ti6Al4V. The influence of laser power on the microstructure, the yield and ultimate tensile strengths of the fabricated parts are studied and compared with those of the cast and wrought materials. The results showed that the properties varied with the laser power. The laser deposited materials are also found to be superior to those of cast and annealed wrought material. Mahamood et al. [10] also studied the influence of laser power on the properties of laser metal deposited titanium alloy and also found a similar result.
Influence of process parameter on the properties on laser metal deposited tool steel was investigated by Choi and Chang [11]. The process parameters studied are the laser power, traverse speed and scanning speed while the properties that were studied are the hardness, porosity, microstructure, and chemical composition. The microstructure in the upper and lower of the deposited zone are shown in Fig. 9.1a and b respectively. The microstructure consists of dendritic structures that grows along the deposition direction and at perpendicular direction to the clad boundary with the substrate. Microstructure between two deposited layer is characterized by fine dendritic structure as shown in Fig. 9.1c, d which could be attributed to reheating of the previous layer by the new layer.
The EDX analysis of point 1 to 3 on the micrograph in Fig. 9.1c showed that point 1 is the composition of the as received powder. the Point 2 with fine dendritic structure and point 3 with inter-dendritic structure show a little difference in composition as compared to point 1 [11]. The results showed that the laser power, layer thickness and porosity are strongly affected by powder flow rate. The higher the powder feed rate, the higher the pore formation. This could be attributed to the fact that the available laser power was unable to properly melt the deposited powder thereby resulting in some powders that are not melted and hence creating porosity when the powder comes off. Also, the overlap percentage was also found to have a great influence on the porosity. The higher the overlap percentage, the lower the porosity. The microhardness was found to increase with increase in the scanning speed. A number of research has been conducted by the author and other researchers on the laser metal deposition process on titanium alloy, titanium alloy composite and functionally graded material of Titanium alloy composite and the readers can consult for further reading [6, 10, 12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36]. A number of research work on repair and remanufacturing using laser metal deposition process can also be consulted through these references [4, 37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56,57].
A large number of research work on the modelling of the laser metal deposition process has also been conducted towards the proper controller design for the system. There has been a considerable challenge in the accurate numerical modelling of the process because the process is a highly nonlinear one and with any nun linear system accurate system modelling is always very challenging. The nonlinearity of the process parameter on the evolving properties [30], the evolution of phase changes and the mass and heat flows in the system make it a very complex one. In order to further understand the process physics of the laser metal deposition process, there is need for proper modelling and simulation of the different stages of the process. Progress in the field of modelling the laser metal deposition process from the physical to the residual stress as well as repair in the laser metal deposition process has been presented by a number of researchers and the readers can consult the bibliography for further reading [58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81,82,83,84,85,86,87,88,89,90,91,92,93,94,95,96,97,98,99,100,101,102,103,104,105,106,107,108,109,110,111,112,113,114,115,116,117,118,119,120,121,122,123,124,125].
9.5 Summary
Laser metal deposition process, an important additive manufacturing process, has received an impressive attention from the research community because of great potential of this manufacturing process. A number of research work has appeared in the literature both from experimentally and analytical modelling of the process. The importance of modeling and simulation of the process cannot be overemphasized because of the benefit it has on the development of effective controller design for the system. The better the process is understood and adequately modelled, the simpler the controller design for the system becomes. Some of the research works on the laser metal deposition process are presented in this chapter and extensive bibliography are presented for the benefit of the readers.
References
Scott J, Gupta N, Wember C, Newsom S, Wohlers T, Caffrey T (2012) Additive manufacturing: status and opportunities. Science and Technology Policy Institute. Available from https://www.ida.org/stpi/occasionalpapers/papers/AM3D_33012_Final.pdf. Accessed on 11 Feb 2017
Wohlers Associates (2011) Additive manufacturing technology, Roadmap for Australia. Available from http://www.enterpriseconnect.gov.au/media/Documents/Publications/Additive%20Manufacturing%20Tech%20Roadmap.pdf. Accessed on 11 Feb 2017
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2014) Revolutionary additive manufacturing: an overview. Lasers Eng 27:161–178
Graf B, Gumenyuk A, Rethmeier M (2012) Laser metal deposition as repair technology for stainless steel and titanium alloys. Phys Proc 39:376–381
Pinkerton AJ, Wang W, Li L (2008) Component repair using laser direct metal deposition. J Eng Manuf 222:827–836
Shukla M, Mahamood RM, Akinlabi ET, Pityana S (2012) Effect of laser power and powder flow rate on properties of laser metal deposited Ti6Al4V. World Acad Sci Technol 6:44–48
Mok SH, Bi G, Folkes J, Pashby I (2008) Deposition of Ti–6Al–4V using a high power diode laser and wire, Part I: investigation on the process characteristics. Surf Coat Technol 202(16):3933–3939
Brandl E, Schoberth A, Leyens C (2012) Morphology, microstructure, and hardness of titanium (Ti-6Al-4V) blocks deposited by wire-feed additive layer manufacturing (ALM). Mater Sci Eng A 532:295–307
Jun Yu, Rombouts M, Maes G, Motmans F (2012) Material properties of Ti6Al4V parts produced by laser metal deposition. Phys Proc 39(2012):416–424
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2013) Laser metal deposition of Ti6Al4V: a study on the effect of laser power on microstructure and microhardness. In: International multi-conference of engineering and computer science (IMECS 2013), March 2013, pp 994–999
Choi J, Chang Y (2005) Characteristics of laser aided direct metal/material deposition process for tool steel. Int J Mach Tools Manuf 45:597–607
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2013) The role of transverse speed on deposition height and material efficiency in laser deposited titanium alloy. In: 2013 international multi-conference of engineering and computer science (IMECS 2013), March 2013, pp 876–881
Pityana S, Mahamood RM, Akinlabi ET, Shukla M (2013) Effect of gas flow rate and powder flow rate on properties of laser metal deposited Ti6Al4V. In: 2013 international multi-conference of engineering and computer science (IMECS 2013), March 2013, pp 848–851
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2013) Characterizing the effect of processing parameters on the porosity properties of laser deposited titanium alloy. In: International multi-conference of engineering and computer science (IMECS 2014)
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2012) Functionally graded material: an overview. In: Proceedings of the world congress on engineering (2012), vol III, WCE 2012, July 4–6, 2012, London, UK, pp 1593–1597
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2012) Effect of laser power on material efficiency, layer height and width of laser metal deposited Ti6Al4V. In: World congress of engineering and computer science, San Francisco 2012, 24–26 October 2012, pp 1433–1438
Akinlabi ET, Mahamood RM, Shukla M, Pityana S (2012) Effect of scanning speed on material efficiency of laser metal deposited Ti6Al4V. In: World Academy of Science and Technology, Paris 2012, vol 6, pp 58–62
Mahamood RM, Akinlabi ET (2017) Properties of titanium alloy manufactured by laser metal deposition process, in titanium alloys, types. In: Jane P (ed) Properties and research insights. Nova Science Publisher, New York, pp 27–52
Mahamood RM, Akinlabi ET (2017) Effect of scanning speed and powder flow rate on properties of LMD titanium-alloy. Advanced engineering Materials, August, 12, 2016. Springer. Int J Mech Eng Technol. doi:10.1007/s00170-016-9954-9
Mahamood RM, Akinlabi ET (2016) Microstructure and mechanical behaviour of laser metal deposition of titanium alloy. Lasers Eng 35(1–4):27–38
Mahamood RM, Akinlabi ET (2016) Laser Metal Deposition of Ti6Al4V/TiC composites using optimized process parameters. Lasers Eng 35(1–4):139–150
Mahamood RM, Akinlabi ET (2016) Process parameters optimization for material deposition efficiency in laser metal deposited titanium alloy. Lasers Manuf Mater Proces 3(1):9–21. doi:10.1007/s40516-015-0020-5
Mahamood RM, Akinlabi ET (2015) Effect of processing parameters on wear resistance property of laser material deposited titanium -alloy composite. J Optoelectr Adv Mater (JOAM) 17(9–10):1348–1360
Mahamood RM, Akinlabi ET (2015) Laser metal deposition of functionally graded Ti6Al4V/TiC. Mater Des 84:402–410. ISSN:0264-1275, doi:10.1016/j.matdes.2015.06.135, URL:http://www.sciencedirect.com/science/article/pii/S0264127515300265
Mahamood RM, Akinlabi ET (2015) Effect of laser power and powder flow rate on the wear resistance behaviour of laser metal deposited TiC/Ti6Al4V composites. Mater Today Proc 2(4–5):2679–2686
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2014) Characterization of laser deposited Ti6A4V/TiC composite. Lasers Eng 29(3–4):197–213
Mahamood RM, Akinlabi ET, Akinlabi SA (2014) Laser power and scanning speed influence on the mechanical property of laser metal deposited titanium-alloy. Lasers Manuf Mater Proces 2(1):43–55
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2014) Characterizing the effect of processing parameters on the porosity of laser deposited titanium alloy powder, IMECS 2014
Mahamood RM, Akinlabi ET (2017) A review of laser additive manufacturing of titanium and its alloys. In: Perry J (ed) Titanium alloys, types, properties and research insights. Nova science Publisher, New York, pp 1–26
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2013) Scanning velocity influence on microstructure, microhardness and wear resistance performance on laser deposited Ti6Al4V/TiC composite. Mater Des 50:656–666
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2013) Material efficiency of laser metal deposited Ti6Al4V: effect of laser power. Eng Lett 21:1, EL_21_1_03. Available online at http://www.engineeringletters.com/issues_v21/issue_1/EL_21_1_03.pdf
Mahamood RM, Akinlabi ET, Shukla M, Pityana S (2013) Characterizing the effect of laser power density on microstructure, microhardness and surface finish of laser deposited titanium alloy. J Manuf Sci Eng 135(6):064502–064502-4. doi:10.1115/1.4025737
Jones J, Whittaker M, Buckingham R, Johnston R, Bache M, Clark D (2017) Microstructural characterisation of a nickel alloy processed via blown powder direct laser deposition (DLD). Mater Des 117(5):47–57
Wang X, Deng D, Yi H, Haiyan X, Yang S, Zhang H (2017) Influences of pulse laser parameters on properties of AISI316L stainless steel thin-walled part by laser material deposition. Opt Laser Technol 92(1):5–14
de Damborenea JJ, Larosa MA, Arenas MA, Hernández-López JM, Jardini AL, Ierardi MCF, Zavaglia CAC, Filho RM, Conde A (2015) Functionalization of Ti6Al4V scaffolds produced by direct metal laser for biomedical applications. Mater Des 83:6–13
Li F, Gao Z, Li L, Chen Y (2016) Microstructural study of MMC layers produced by combining wire and coaxial WC powder feeding in laser direct metal deposition. Opt Laser Technol 77:134–143
Da Sun S, Liu Q, Brandt M, Luzin V, Cottam R, Janardhana M, Clark G (2014) Effect of laser clad repair on the fatigue behaviour of ultra-high strength AISI 4340 steel. Mater Sci Eng A 606(12):46–57
Lin X, Cao Y, Xiaoyu W, Yang H, Chen J, Huang W (2012) Microstructure and mechanical properties of laser forming repaired 17-4PH stainless steel. Mater Sci Eng A 553(15):80–88
Rottwinkel B, Nölke C, Kaierle S, Wesling V (2014) Crack repair of single crystal turbine blades using laser cladding technology. Proc CIRP 22:263–267
Graf B, Ammer S, Gumenyuk A, Rethmeier M (2013) Design of experiments for laser metal deposition in maintenance. Rep Overhaul Appl Proc CIRP 11:245–248
Wen P, Feng Z, Zheng S (2015) Formation quality optimization of laser hot wire cladding for repairing martensite precipitation hardening stainless steel. Opt Laser Technol 65:180–188
Wilson JM, Piya C, Shin YC, Zhao F, Ramani K (2014) Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J Cleaner Prod 80:170–178
Liu Q, Wang Y, Zheng H, Tang K, Li H, Gong S (2016) TC17 titanium alloy laser melting deposition repair process and properties. Opt Laser Technol 82:1–9
Lourenço JM, Da Sun S, Sharp K, Luzin V, Klein AN, Wang CH, Brandt M (2016) Fatigue and fracture behavior of laser clad repair of AerMet® 100 ultra-high strength steel. Int J Fatigue 85:18–30
Zhao Z, Chen J, Tan H, Lin X, Huang W (2017) Evolution of plastic deformation and its effect on mechanical properties of laser additive repaired Ti64ELI titanium alloy. Opt Laser Technol 92(1):36–43
Paydas H, Mertens A, Carrus R, Lecomte-Beckers J, Tchoufang Tchuindjang J (2015) Laser cladding as repair technology for Ti–6Al–4V alloy: influence of building strategy on microstructure and hardness. Mater Des 85:497–510
Kattire P, Paul S, Singh R, Yan W (2015) Experimental characterization of laser cladding of CPM 9V on H13 tool steel for die repair applications. J Manuf Proces 20(Part 3):492–499
Wen P, Cai Z, Feng Z, Wang G (2015) Microstructure and mechanical properties of hot wire laser clad layers for repairing precipitation hardening martensitic stainless steel. Opt Laser Technol 75:207–213
Raju R, Duraiselvam M, Petley V, Verma S, Rajendran R (2015) Microstructural and mechanical characterization of Ti6Al4V refurbished parts obtained by laser metal deposition. Mater Sci Eng A 643:64–71. ISSN:0921-5093
Liu Y, Bobek T, Klocke F (2015) Laser path calculation method on triangulated mesh for repair process on turbine parts. Comput Aided Des 66:73–81
Petrat T, Graf B, Gumenyuk A, Rethmeier M (2016) Laser metal deposition as repair technology for a gas turbine burner made of Inconel 718. Phys Proc 83:761–768
Leino M, Pekkarinen J, Soukka R (2016) The role of laser additive manufacturing methods of metals in repair, refurbishment and remanufacturing—enabling circular economy. Phys Proc 83:752–760
He B, Xiang-Jun Tian X, Cheng JL, Wang H-M (2017) Effect of weld repair on microstructure and mechanical properties of laser additive manufactured Ti-55511 alloy. Mater Des 119(5):437–445
Wei S, Wang G, Jianchao Yu, Rong Y (2017) Competitive failure analysis on tensile fracture of laser-deposited material for martensitic stainless steel. Mater Des 118:15
Sui S, Chen J, Zhang R, Ming X, Liu F, Lin X (2017) The tensile deformation behavior of laser repaired Inconel 718 with a non-uniform microstructure. Mater Sci Eng A 688(14):480–487
Ding Y, Dwivedi R, Kovacevic R (2017) Process planning for 8-axis robotized laser-based direct metal deposition system: a case on building revolved part. Robot Comp Integr Manuf 44:67–76
Raju R, Duraiselvam M, Petley V, Verma S, Rajendran R (2015) Microstructural and mechanical characterization of Ti6Al4V refurbished parts obtained by laser metal deposition. Mater Sci Eng A 643(3):64–71
Onwubolu GC, Davim JP, Oliveira C, Cardoso A (2007) Prediction of clad angle in laser cladding by powder using response surface methodology and scatter search. Opt Laser Technol 39:1130–1134
Balu P, Leggett P, Hamid S, Kovacevic R (2013) Multi-response optimization of laser-based powder deposition of multi-track single layer Hastelloy C-276. Mater Manuf Proces 28:173–182
Zhang Q, Anyakin M, Zhuk R, Pan Y, Kovalenko V, Yao J (2012) Application of regression designs for simulation of laser cladding. Phys Proc 39:921–927
Toyserkani E, Khajepour A, Corbin S (2002) Application of experimental-based modeling to laser cladding. J Laser Appl 14:165–173
Hua Y, Choi J (2005) Adaptive direct metal/material deposition process using a fuzzy logic-based controller. J Laser Appl 17:200–210
Qi H, Mazumder J, Ki H (2006) Numerical simulation of heat transfer and fluid flow in coaxial laser cladding process for direct metal deposition. J Appl Phys 100:024903
Kumar S, Sharma V, Choudhary AKS, Chattopadhyaya S, Hloch S (2013) Determination of layer thickness in direct metal deposition using dimensional analysis. Int J Adv Manuf Technol 67(9–12):2681–2687
Sun Y, Hao M (2012) Statistical analysis and optimization of process parameters in Ti6Al4V laser cladding using Nd:YAG laser. Opt Lasers Eng 50:985–995
El Cheikh H, Courant B, Branchu S, Hascoët JY, Guillen R (2012) Analysis and prediction of single laser tracks geometrical characteristics in coaxial laser cladding process. Opt Lasers Eng 50:413–422
Davim JP, Oliveira C, Cardoso A (2008) Predicting the geometric form of clad in laser cladding by powder using multiple regression analysis (MRA). Mater Des 29:554–557
Ocelik V, de Oliveira U, de Boer M, de Hosson JTM (2007) Thick Co-based coating on cast iron by side laser cladding: analysis of processing conditions and coating properties. Surf Coat Technol 201:5875–5883
Davim JP, Oliveira C, Cardoso A (2006) Laser cladding: an experimental study of geometric form and hardness of coating using statistical analysis. Proc Inst Mech Eng Part B 220:1549–1554
de Oliveira U, Ocelik V, De Hosson JTM (2005) Analysis of coaxial laser cladding processing conditions. Surf Coat Technol 197:127–136
Felde I, Reti T, Zoltan K, Costa L, Colago R, Vilar R, Vero B (2003) A simple technique to estimate the processing window for laser clad coatings. In: Surface engineering coatings and heat treatments 2002: proceedings of the 1st ASM International Surface Engineering and the 13th IFHTSE Congress, ASM International, OH, pp 237–242
Huang YL, Liu J, Ma NH, Li JG (2006) Three-dimensional analytical model on laser-powder interaction during laser cladding. J Laser Appl 18:42–46
Fu Y, Loredo A, Martin B, Vannes AB (2002) A theoretical model for laser and powder particles interaction during laser cladding. J Mater Process Technol 128:106–112
Diniz Neto OO, Vilar R (2002) Physical-computational model to describe the interaction between a laser beam and a powder jet in laser surface processing. J Laser Appl 14:46–51
Yang N (2009) Concentration model based on movement model of powder flow in coaxial laser cladding. Opt Laser Technol 41:94–98
Neto OOD, Alcalde AM, Vilar R (2007) Interaction of a focused laser beam and a coaxial powder jet in laser surface processing. J Laser 19:84–88
Pan H, Liou F (2005) Numerical simulation of metallic powder flow in a coaxial nozzle for the laser aided deposition process. J Mater Process Technol 168:230–244
Pan H, Landers RG, Liou F (2006) Dynamic modeling of powder delivery systems in gravity-fed powder feeders. ASME J Manuf Sci Eng 128:337–345
Ibarra-Medina J, Pinkerton A (2011) Numerical investigation of powder heating in coaxial laser metal deposition. Surf Eng 27:754–761
Li HS, Yang XC, Lei JB, Wang YS (2005) A numerical simulation of movement powder flow and development of the carrier-gas powder feeder for laser repairing. In: Conference on material processing and manufacturing II, SPIE Digital Library, Beijing, China, 2005, pp 557–564
Lin JM (2000) Numerical simulation of the focused powder streams in coaxial laser cladding. J Mater Process Technol 105:17–23
Haider A, Levenspiel O (1989) Drag coefficient and terminal velocity of spherical and nonspherical particles. Powder Technol 58:63–70
Wen SY, Shin YC, Murthy JY, Sojka PE (2009) Modeling of coaxial powder flow for the laser direct deposition process. Int J Heat Mass Transfer 52:5867–5877
Kovalev OB, Zaitsev AV, Novichenko D, Smurov I (2011) Theoretical and experimental investigation of gas flows, powder transport and heating in coaxial laser direct metal deposition (DMD) process. J Therm Spray Technol 20:465–478
Zekovic S, Dwivedi R, Kovacevic R (2007) Numerical simulation and experimental investigation of gas-powder flow from radially symmetrical nozzles in laser-based direct metal deposition. Int J Mach Tools Manuf 47:112–123
Ibarra-Medina J, Pinkerton AJ (2010) CFD model of the laser, coaxial powder stream and substrate interaction in laser cladding. Phys Proc 5:337–346
Tabernero I, Lamikiz A, Martinez S, Ukar E, López de Lacalle LN (2012) Modelling of energy attenuation due to powder flow-laser beam interaction during laser cladding process. J Mater Process Technol 212:516–522
Tabernero I, Lamikiz A, Ukar E, López de Lacalle LN, Angulo C, Urbikain G (2010) Numerical simulation and experimental validation of powder flux distribution in coaxial laser cladding. J Mater Process Technol 210:2125–2134
Partes K (2009) Analytical model of the catchment efficiency in high speed laser cladding. Surf Coat Technol 204:366–371
Fathi A, Toyserkani E, Khajepour A, Durali M (2006) Prediction of melt pool depth and dilution in laser powder deposition. J Phys D 39:2613–2623
Rosenthal D (1946) The theory of moving sources of heat and its application to metal treatments. Trans ASME 68:849–866
Lalas C, Tsirbas K, Salonitis K, Chryssolouris G (2007) An analytical model of the laser clad geometry. Int J Adv Manuf Technol 32:34–41
El Cheikh H, Courant B, Hascoët JY, Guillén R (2012) Prediction and analytical description of the single laser track geometry in direct laser fabrication from process parameters and energy balance reasoning. J Mater Process Technol 212:1832–1839
Zhu G, Li D, Zhang A, Pi G, Tang Y (2011) The influence of standoff variations on the forming accuracy in laser direct metal deposition. Rapid Prototyping J 17:98–106
Zhu G, Li D, Zhang A, Pi G, Tang Y (2012) The influence of laser and powder defocusing characteristics on the surface quality in laser direct metal deposition. Opt Laser Technol 44:349–356
Ahsan MN, Pinkerton AJ, Moat RJ, Shackleton J (2011) A comparative study of laser direct metal deposition characteristics using gas and plasma-atomized Ti-6Al-4V powders. Mater Sci Eng A 528:7648–7657
Zhou S, Dai X, Zheng H (2011) Analytical modeling and experimental investigation of laser induction hybrid rapid cladding for Ni-based WC composite coatings. Opt Laser Technol 43:613–621
Ahsan MN, Pinkerton AJ (2011) An analytical-numerical model of laser direct metal deposition track and microstructure formation. Modell Simul Mater Sci Eng 19:055003
Chan C, Mazumder J, Chen MM (1983) Fluid flow in laser melted pool. In: Modeling of casting and welding processes II, New England College, Henniker, NH, 1983, pp 297–316
Mahapatra MM, Li L (2012) Modeling of pulsed-laser superalloy powder deposition using moving distributed heat source. In: Proceedings of the Minerals, Metals & Materials Society Extraction & Processing Division (EPD) Congress 2012, John Wiley & Sons Inc., Hoboken, New Jersey, pp 113–120
Neela V, De A (2009) Three-dimensional heat transfer analysis of LENSTM process using finite element method. Int J Adv Manuf Technol 45:935–943
Ye R, Smugeresky JE, Zheng B, Zhou Y, Lavernia EJ (2006) Numerical modeling of the thermal behavior during the LENSVR process. Mater Sci Eng, A 428:47–53
Wang L, Felicelli S (2006) Analysis of thermal phenomena in LENS TM deposition. Mater Sci Eng A 435–436:625–631
Takeshita K, Matsunawa A (2001) Numerical simulation of the molten-pool formation during the laser surface-melting process. Metall Mater Trans B 32:949–959
Costa L, Vilar R, Reti T, Colaco R, Deus AM, Felde I (2005) Simulation of phase transformations in steel parts produced by laser powder deposition. In: 4th Hungarian Conference on Materials Science, Testing and Informatics, October 12–14 2003. Trans Tech Publications, Switzerland, pp 315–320
Costa L, Vilar R, Reti T, Deus AM (2005) Rapid tooling by laser powder deposition: process simulation using finite element analysis. Acta Mater 53:3987–3999
Vasinonta A, Griffith ML, Beuth JL (2000) A process map for consistent build conditions in the solid freeform fabrication of thin-walled structures. J Manuf Sci Eng 123:615–622
Chen TB, Zhang YW (2006) Analysis of melting in a sub-cooled two component metal powder layer with constant heat flux. Appl Therm Eng 26:751–765
Suárez A, Tobar MJ, Yáñez A, Pérez I, Sampedro J, Amigó V, Candel JJ (2011) Modeling of phase transformations of Ti6Al4V during laser metal deposition. Phys Proc 12A:666–673
Kumar S, Roy S (2008) Development of a theoretical process map for laser cladding using two-dimensional conduction heat transfer model. Comput Mater Sci 41:457–466
Safdar S, Pinkerton AJ, Li L, Sheikh MA, Withers PJ (2013) An anisotropic enhanced thermal conductivity approach for modelling laser melt pools for Ni-base super alloys. Appl Math Model 37:1187–1195
Choi J, Han L, Hua Y (2005) Modeling and experiments of laser cladding with droplet injection. ASME Trans J Heat Transfer 127:978–986
Morville S, Carin M, Peyre P, Gharbi M, Carron D, Le Masson P, Fabbro R (2012) 2D longitudinal modeling of heat transfer and fluid flow during multilayered direct laser metal deposition process. J Laser Appl 24:032008
Kong F, Kovacevic R (2010) Modeling of heat transfer and fluid flow in the laser multilayered cladding process. Metall Mater Trans B 41:1310–1320
Han L, Liou FW (2004) Numerical investigation of the influence of laser beam mode on melt pool. Int J Heat Mass Transfer 47:4385–4402
Toyserkani E, Khajepour A, Corbin S (2004) 3-D finite element modeling of laser cladding by powder injection: effects of laser pulse shaping on the process. Opt Lasers Eng 41:849–867
Toyserkani E, Khajepour A, Corbin S (2003) Three-dimensional finite element modeling of laser cladding by powder injection: effects of powder feed rate and travel speed on the process. J Laser Appl 15:153–160
He X, Mazumder J (2007) Transport phenomena during direct metal deposition. J Appl Phys 101:053113
He X, Yu G, Mazumder J (2010) Temperature and composition profile during double-track laser cladding of H13 tool steel. J Phys D 43:015502
Peyre P, Aubry P, Fabbro R, Neveu R, Longuet A (2008) Analytical and numerical modelling of the direct metal deposition laser process. J Phys D 41:025403
Wen SY, Shin YC (2010) Modeling of transport phenomena during the coaxial laser direct deposition process. J Appl Phys 108:044908
Wen SY, Shin YC (2011) Comprehensive predictive modeling and parametric analysis of multitrack direct laser deposition processes. J Laser Appl 23:022003
Wen S, Shin YC (2011) Modeling of transport phenomena in direct laser deposition of metal matrix composite. Int J Heat Mass Transfer 54:5319–5326
Ibarra-Medina J, Vogel M, Pinkerton AJ (2011) A CFD model of laser cladding: from deposition head to melt pool dynamics. In: 30th international congress on applications of lasers and electro-optics (ICALEO), LIA, Orlando, FL, p 708
Han L, Phatak KM, Liou FW (2005) Modeling of laser deposition and repair process. J Laser Appl 17:89–99
Acknowledgements
This work is supported by University of Johannesburg Research council, University of Ilorin and L’Oreal-UNESCO for Women in Science.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this chapter
Cite this chapter
Mahamood, R.M. (2018). Research Advancements in Laser Metal Deposition Process. In: Laser Metal Deposition Process of Metals, Alloys, and Composite Materials. Engineering Materials and Processes. Springer, Cham. https://doi.org/10.1007/978-3-319-64985-6_9
Download citation
DOI: https://doi.org/10.1007/978-3-319-64985-6_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-64984-9
Online ISBN: 978-3-319-64985-6
eBook Packages: EngineeringEngineering (R0)