
Abstract
In a world where recycling is a word commonly used in our everyday life, it is important to explain that not all processes dealing with obsolete Medium Voltage equipment (end-of-life management, scrapping or destruction) have the same impact on the environment. This paper highlights the key points that differentiate a state of the art process of end-of-life treatment for SF6 Medium Voltage equipment from a basic dismantling process. It shows that it is necessary to analyze every phase performed in order to limit SF6 emissions to the lowest possible value.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Sulphur Hexafluoride (SF6) gas is a well known insulating and breaking medium used for decades for transmission and distribution equipment. It is also a very powerful greenhouse gas with a GWP (Global Warming Potential) of 23,500 [1]. In Europe, legislation requires owners of equipment to recover residual gases prior to its disposal, as stated in Regulation (EU) No 517/2014 [2]. It is, however, mainly for the environmental impact that special care must be taken during the disposal of Medium and High Voltage Equipment. Owners of equipment should be aware that not all end-of-life treatment processes are the same from an environmental point of view. Although regulations and standards set rules and guidelines for this type of service, modern technology, experience and knowledge enable us today to go beyond regulations, namely a step further towards a greener, low carbon world.
The aim of this paper is to inform on the latest know-how and technological progress for the disposal of MV equipment.
It will be necessary to analyze every step of the process in order to reach an optimized and state of the art disposal process for SF6 Medium Voltage equipment. From the moment the equipment is decommissioned up to its disposal, it will go through the following 5 main steps:
-
Transportation
-
SF6 Recovery
-
Dismantling
-
SF6 Reclaiming or destruction
-
Storage of cylinders containing used SF6.
2 Transportation
Before transporting the equipment from the location where it was installed to the workshop where it will be dismantled, special care must be taken on how the equipment is strapped to the pallet to avoid dangerous movements during transportation. It is necessary to avoid equipment from tilting and dropping, because this can create cracks in the SF6 enclosure and therefore leaks (Fig. 1).

Correct strapping of equipment to wooden pallets
It is advisable to gather as many units as possible in order to optimize transportation and avoid unnecessary carbon emissions.
But why shall the equipment be transported away? Can’t it be treated on site? This is because for MV equipment it is recommended to perform the dismantling process in a closed but ventilated workshop, particularly for safety reasons.
During the recovery of gas, we will reach low pressures of the SF6 inside the gas chamber. This can lead to implosion (particularly with stainless steel compartments), with the risk of flying objects hitting workmen present in the workshop. Also, performing this operation outdoors may disturb operators’ concentration level due to wind, rain and other meteorological conditions.
It is universally accepted that SF6 presents no danger to life apart from the fact that, since it is denser than oxygen, a prolonged exposure to an environment rich in SF6 could lead to asphyxiation. This danger is avoided by adequate ventilation. An O2 detector shall be available for the operator to inform about risks due to accumulation of SF6.
3 SF6 Recovery
International Standard IEC 62271-4 [3] states that residual pressure during recovery should be below 2 kPa (20 mbar). Modern SF6 pumps can operate well beneath this value, without the operator having to wait too much time. Let us compare the amount of SF6 which we will avoid releasing to the atmosphere if 0.1 kPa (1 mbar) had been reached instead, and most of all, its CO2 equivalent.
Let’s assume your equipment has an SF 6 filling pressure of 130 kPa (1300 mbar) absolute and the filled SF 6 mass is 2.5 kg.
If recovery is processed up to 2 kPa (20 mbar) vacuum level, only 98.46% of SF 6 will be recovered from the equipment, which means 38.5 g lost per unit. For 100 units, the equivalent CO 2 emission will be 90 tonnes!
With 0.1 kPa (1 mbar) vacuum level, CO 2 equivalent emission will be reduced to 4.5 tonnes, with 99.92% SF 6 recovery rate.
The graph on the left of Fig. 2 shows how the recovery rate of SF6 increases with decreasing vacuum pressure of the recovery equipment. It is therefore best to reach a low vacuum pressure inside the obsolete equipment. On the right, the CO2 emissions increase as the vacuum pressure of the recovery machine increases. Once again, it is recommended to reach the lowest possible vacuum pressure when recovering SF6.

On the left, Recovery rate of SF6 versus Vacuum pressure of recovery equipment. On the right, CO2 emissions per year versus Vacuum pressure of recovery equipment. Both graphs have been drawn by assuming 130 kPa (1300 mbar) initial pressure, 2 kPa (20 mbar) final pressure, 2.5 kg of SF6 initially inside the equipment and 100 units of equipment
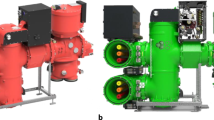
As stated in the paragraph on transportation, certain equipment may not withstand low pressure during recovery and may implode. Membranes, gaskets, welded joints and even sheet metal compartments may not bear the pressure. As a consequence, the recovery operation may not be completed and residual SF6 gas may escape to the atmosphere. To avoid this from happening, specific cabinets exist. The principle is to lower the pressure inside and outside the equipment at the same time. Therefore it will be possible to reach low absolute pressures inside the equipment, in order to evacuate all residual SF6 gas, and at the same time avoid stress on mechanical sealing parts. Potential flying parts which could cause injuries will also be avoided (Fig. 3).

A cabinet used for gas filling and recovery for MV equipment
Each equipment needs specific tools to connect the pump to the SF6 container. The manufacturer has the best knowledge and experience of its products and will be able to provide the right connections that will avoid leaks. Furthermore, it is necessary to verify that the recovery equipment (i.e. the pump) is free of leaks. An SF6 leak detection unit, also called “sniffing probe”, can be used to perform a leakage check during SF6 recovery. The tool shall be set at a threshold of 10−6 mbar.l/s.
In the European Union, SF6 recovery can only be performed by operators having followed the specific training and holding a certificate released by an approved certification body of a Member State. This measure, which came in force in July 2008 with the additional Regulation (EC) No. 305/2008, has been extended to other activities in the most recent implementing Regulation (EU) No. 2015/2066 [4]. From the 1st July 2017, operators performing filling operations, installation of manometers, transfer of SF6 between compartments and all other SF6 handling operations, including of course recovery, shall also be certified.
4 Dismantling
Inside used SF6 equipment, there is a high probability of finding gaseous and solid SF6 decomposition by-products, which are dangerous for operators in case of contact, due to their toxicity and corrosiveness.
For this reason the equipment shall be handled and opened with care after recovery of SF6 from the equipment. Any risk for the health of the operators shall be avoided. The molecular sieve, an object whose main aim is to absorb humidity contained in the equipment and SF6, will have absorbed a big part of the by-products. It shall therefore be sorted and put in a specific bin for toxic substances. The inside of the SF6 tank must be cleaned with an industrial dry vacuum cleaner (H dust class). The tank shall also be neutralized with a caustic soda solution.
5 SF6 Reclaiming or Destruction
Once the SF6 is recovered from obsolete equipment and is pumped in correctly labelled cylinders, there are 2 options to choose from for its future: reclaiming or destruction.
Reclaiming gives a new life to SF6. Experience shows that in 99% of the cases, the used SF6 which has undergone the specific treatment process (a series of filtrations) can be fully reused. In fact, the treatment process allows it to reach IEC 60480 [5] or even IEC 60376 [6] requirements.
Another choice is to proceed to SF6 destruction. There exist several processes to destroy SF6; from discharge activation, like in the non-thermal plasma process [7], to the decomposition at hot surfaces, to thermally activated SF6 reactions with metals and metal oxides [8]. These processes transform SF6 in environmentally compatible fluorides, sulphides and sulphates.
However, the most common is the destruction in high temperature dump combustors (temperatures >1000 °C). Although this solution is economically favourable compared to reclaiming, it has several ecological drawbacks:
-
The recycling loop is broken. There will be no reuse of the decomposed SF6 molecule. New, valuable resources will be pulled out of the earth, processed in factories, shipped around the world, and then wasted in incinerators.
-
Emissions: even the most technologically advanced incinerators release thousands of pollutants that pose considerable risk to the health and environment of neighbouring communities [9].
-
Climate change: all incinerators emit carbon dioxide (CO2). According to the U.S. EPA, “waste to energy” incinerators contribute far higher levels of greenhouse gas emissions and overall energy throughout their lifecycles than source reduction, reuse and recycling of the same materials [10].
-
Energy: in order to reach high temperatures (combustion at 1000 °C and post-combustion at 1200 °C), a considerable amount of energy will be needed.
The recommendation purely from an environmental point of view is to reclaim the SF6 and close the SF6 life cycle loop.
6 Storage of Cylinders Containing Used SF6
Cylinders containing used SF6 should not be kept longer than 2 years before they are checked and newly certified, in order to avoid any leakage. They must have an orange or yellow strap around the bottleneck and should be properly labelled (check with an SF6 gas recycler for the proper label codification). Once the cylinder is emptied in order to recycle the SF6 gas, it should be cleaned inside and outside and newly certified before using it again.
Cylinders leakage test should be performed frequently (frequency to be adapted locally to the period of storage) to ensure leakage rates below 1 × 10−6 mbars.l/s during the whole period of storage (including during filling up of the drums at the workshop).
SF6 cylinders are generally equipped with valves (DIN 477—Part 1: Type A, 1” No. 8 [11]) and screw-in fittings, which are different from those used in containers for new gas to prevent inadvertent filling and contamination of new SF6. The valves are made of stainless steel to withstand corrosive decomposition products [12].
New generation “Zero Emission” coupling valves have been recently designed to dramatically reduce SF6 loss during connections and disconnections. Thanks to this new concept, the so-called “dead volume” loss is avoided (Fig. 4).

Example of a “Zero Emission” coupling valve, which avoids the SF6 loss of the dead volume
7 Conclusions
Modern tools, technologies and know-how are today available. This state of the art end-of-life treatment for SF6 Medium Voltage equipment will increase the safety of personnel while considerably limiting the environmental impact. All of the process steps will contribute to it:
-
Transportation: caution during handling and strapping of the equipment to avoid tilting, dropping and damaging of equipment, and hence potential leaks.
-
SF6 recovery: it is now economically possible to go beyond regulations and standards to limit emissions. A recovery cabinet which reaches a vacuum pressure of 0.1 kPa is the utmost technological standpoint. It is recommended to perform the end-of-life treatment through the equipment manufacturer. The operators handling the gas must hold a certification in Europe.
-
Dismantling: the molecular sieve contains the most toxic substances. It must be disposed of according to toxic wastes regulations.
-
SF6 reclaiming or destruction: reclaiming enables up to 99% of the gas to be reused in future applications. During destruction, although this is generally economically more interesting, the ecological impact is higher since the recycling loop is broken, leading to emissions of CO2 and pollutants.
-
Storage of cylinders containing used SF6: regularly check the cylinders for leaks. Avoid dead volume leaks thanks to “Zero Emission” coupling connections.
References
IPCC—Working Group I contribution to the IPCC fifth assessment report (AR5), Climate change 2013: the physical science basis. Chapter 8: Anthropogenic and natural radiative forcing—Final Draft Underlying Scientific Stockholm, 23–26 Sept 2013
Regulation (EU) No 517/2014 of the European Parliament and of the Council of 16 April 2014 on fluorinated greenhouse gases and repealing Regulation (EC) No 842/2006. Article 8 “Recovery”, §2
IEC 62271-4:2013. High-voltage switchgear and controlgear—Part 4: Handling procedures for sulphur hexafluoride (SF6) and its mixtures
Commission Implementing Regulation (EU) 2015/2066 of 17 Nov 2015
IEC 60480:2004. Guidelines for the checking and treatment of sulfur hexafluoride (SF6) taken from electrical equipment and specification for its re-use
IEC 60376:2005. Specification of technical grade sulfur hexafluoride (SF6) for use in electrical equipment
Mok YS (2011) Destruction of fluorinated greenhouse gases by using nonthermal plasma process
Gaseous dielectrics VIII, Vol 8 by Christophorou LG, Olthoff JK
Howard CV (2009) Statement of evidence, particulate emissions and health, Proposed Ringaskiddy waste-to-energy facility
U.S. EPA. http://www.epa.gov/cleanenergy/energy-and-you/affect/air-emissions.html
DIN 477-1:2012. Gas cylinder valves for cylinder test pressures up to 300 bar—part 1: Valve inlet and outlet connections
Solvay, The SF6-ReUse-Process: http://www.solvay.com/en/binaries/SF6-ReUse-Process-254638.pdf
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this paper
Cite this paper
Zaccaro, G., Biasse, JM., Coccioni, R., Leoni, P. (2018). State of the Art Process of End-of-Life Treatment for SF6 Medium Voltage Equipment. In: Bessède, JL. (eds) Eco-design in Electrical Engineering. ED2E 2017. Lecture Notes in Electrical Engineering, vol 440. Springer, Cham. https://doi.org/10.1007/978-3-319-58172-9_18
Download citation
DOI: https://doi.org/10.1007/978-3-319-58172-9_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-58171-2
Online ISBN: 978-3-319-58172-9
eBook Packages: EngineeringEngineering (R0)