
Abstract
The given chapter presents a comparative analysis of the technologies presently employed for the repair, using reinforcing wraps/sleeves made of polymeric composite materials, of the areas with volumetric surface defects (also named local metal loss defects) of the transmission pipelines intended for hydrocarbons (petroleum, liquid petroleum products, natural gas, etc.) or other fluids. The above-mentioned technologies are also compared with other pipeline repair technologies (using metallic components and eventually requiring welding operations to be performed) in order to underline their advantages especially in the conditions in which it is preferable, due to the economic benefits, to perform the repair works on the in-service pipeline (without stopping the fluid supply). In addition, the technologies used to apply coating systems (containing polymeric composite materials) intended for the corrosion protection of the transmission pipelines or for the repair of such protection system are also compared and analysed.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
The activities of transporting various fluids present essential services that must be provided continuously. They typically use transmission pipelines systems (the great majority of which are made from steel pipes and components) intended for hydrocarbons (petroleum, liquid petroleum products, natural gas, liquefied petroleum or natural gas) or other fluids (water, ammonia, etc.). Therefore, the technological procedures, selected and normally used for the repair of these pipelines, need to be applied without removing the pipelines out of service. Thus, they should be executed onto the pipeline under pressure (subjected to the internal pressure loading due to the transported fluid).
The conventional methods for transmission pipelines repair supposed total drainage of the transported fluid from the damaged section, and this is a costly operation. In conditions of serious fund deficiency, in-service pipelines repair becomes quite actual and is presently preferred. Such an approach decreases shortage of petroleum or gas supply, pipe replacement expenses, the amount of fluid released in the environment, as well as gas losses during gas pipelines blow-through. As experience of leading companies in the branch of fuel-energy technologies proves, the cost of in-service repair can be 20–25 times lower than at traditional repair methods. Hence, in-service repair is justified from both economic and environmental points of view. Furthermore, long-term planning of local repairs is also possible, allowing one to maintain continuously safe operation of transmission pipelines .
The present day situation can be characterised by the fact that modern diagnostic methods are able to detect various critical defects, while the terms and cost of construction of new transmission lines make difficult the timely substitution of the outdated pipe portions. In this connection, a request arises for the development of inexpensive and not laborious, but at the same time effective and reliable, methods of repairing pipelines [1].
The common technological procedures, used to repair damaged pipelines (on which defects of any type have been detected), consist of the consolidation (by applying patches, sleeves , composite materials wraps , etc.) or replacement of the pipeline segments with defects and they can be classified and codified as shown in Fig. 1 [2]. The choice of a specific repair technology depends on the degree of the pipe damage, and the task is to restore the pipeline transport and carrying capacities.

Classification and codification of the repair procedures used for transmission pipelines
The advantages of the pipeline repair methods using sleeves /wraps made of composite materials (code 0000-10, highlighted in Fig. 1) are the following:
-
the possibilities to perform repair on in-service pipelines;
-
low time expenditure;
-
increased lifespan of the entire transmission pipeline system;
-
the wrap structure is lighter and stronger than a steel structure;
-
the composite wrap has corrosion resistance and wear resistance;
-
the possibility of usage on bent areas of the pipeline or on pipeline components.
Due to the advantages mentioned above and visible also in the comparison summarised in Table 1 [3], in the last years the repair procedures without welding have imposed themselves. Such procedures normally use composite materials wraps and they represent the repair method that is studied in the present book. Furthermore, if welding operations are performed on in-service (under pressure) pipelines, special requirements shall be imposed to the welding technologies, as detailed in [4, 5].
The repair of the areas with volumetric surface defects (VSDs) , also named local metal loss defects (whose assessment is detailed in Chapters “Characterisation of Volumetric Surface Defects”, “Assessment of the Remaining Strength Factor and Residual Life of Damaged Pipelines” and “Assessment of Interacting Volumetric Surface Defects”), of the transmission pipeline s by means of applying composite materials sleeves /wraps has been used from some time. However, the problems afferent to the application of this repair procedure did not found yet technical solutions fully underlain and unanimously accepted. For this reason, we will compare in the present chapter the technologies using composite materials presently employed for pipeline repair, while Chapter “Design of Composite Repair Systems” will detail the design methods for the wraps made of such materials applied to reinforce a damaged pipeline section.
The activities to be carried out in order to repair the transmission pipelines with composite materials systems and the sequence in which they should be performed are summarised in the diagram from Fig. 2, drawn by processing the information from [6].

Activities of pipeline repair using composite materials sleeves or wraps
The extended use of composite repair systems has been reflected also in the international Norms regarding transmission pipelines maintenance and repair activities. Currently, there are two standards involving such issues: ASME PCC-2, Part 4 [7] and ISO/TS 24817 [8], entirely dedicated to composite repair .
The standard [7], in Article 4.1, provides the requirements for pipeline repair using a qualified non-metallic repair system , and defines the repair systems as those fabricated from a thermoset resin used in conjunction with fibres reinforcement (fibres shall be continuous). It also specifies the type of composite materials that can be used to repair the pipelines: the allowed such materials for the composite repair system include, but are not limited to glass, aramid or carbon fibre reinforcement, in a thermoset polymer (e.g., polyester, polyurethane, phenolic, vinyl ester or epoxy) matrix.
The standard [8] defines composite repair laminates as those with carbon(CFRP), glass(GRP), aramid (AFRP), polyester, or any other similar sort of reinforcement material in a polyester, vinyl ester, epoxy or polyurethane matrix (other fibre and matrix types are also allowed).It covers the requirements and recommendations for the design, installation, testing and inspection for the external application of composite repairs to pipe work suffering from corrosion or other source of damage . ISO 24817 [8] also contains the following definitions: Composite is the thermoset resin system, reinforced by fibres; Reinforcement is the fibre, embedded in the resin system, with the remark that reinforcement results in mechanical properties superior to those of the base resin.
At the moment, the composite materials repair system s that are recommended and mostly widely used are based on a polymeric matrix (e.g., polyester, polyurethane, phenolic, vinyl ester or epoxy resin), reinforced by including fibres or fabrics made of continuous fibres (e.g., aramid, carbon, glass or polyester fibres or fabrics).
2 Transmission Pipeline Repair Technologies Using Composite Materials
The attempt of avoiding heavy machinery in the pipeline repair process led to the tendency to use more often the composite materials systems. The glass plastics density is four times lower than the one of steel, although the strength limit of the former is twice higher than of the latter. The first company that suggested a repair system with a rolled glass plastics was Argus, Ltd. (USA) [1]. Such system consisted of a band of rolled glass plastics (made of a unidirectional high-modular glass roving approaching by its elasticity modulus the one of the steel), installed on the damaged portion by winding, using a binding composition.
The construction and the technologies, employed to obtain the composite wraps/sleeves used to repair the defects, detected on transmission pipelines , represents an important item to be analysed for proper application of the repair procedure by using composite materials . Currently, several technical solutions are used for the complex repair wraps , made of composite materials. The main types of repair systems can be grouped into three categories:
-
1.
Repair systems with composite wrap, obtained by wrapping a composite band/tape, known under the name Layered Systems (e.g., Clock Spring, Perma Wrap, Fiba Roll), that are the first widely used types of composite repair systems , applied on straight pipes or pipeline components. However, they have a limited usage for the repair of transmission pipelines because they are only applicable for rectilinear areas of pipes.
-
2.
Repair systems with composite wrap of the monolithic type, which uses as components a polymeric matrix/resin and an arming material (reinforcing fibres ).The wrap is obtained by applying on the steel pipe, in successive layers, two components. They are known under the name Wet lay-up system (e.g., Armour Plate Pipe Wrap, Black Diamond, Aquawrap, Plug-n Wrap “PLUS”; ICECHIM Bucharest Wrap Repair/IWR, presented in Chapter “Development of an Experimental Programme for Industrial Approbation”). They can be used for the repair of both the rectilinear (straight) areas of transmission pipeline s and the non-rectilinear components (elbows, bends, tees, valves, etc.); they have versatility and can be used on subsea pipelines or hot pipelines.
-
3.
Hybrid repair systems (for example Rhinowrap, Furma Wrap, Power Sleeve, EAwrap, Viper-Skin, Ridge Back) use complex composite wraps , obtained by combining the repair components of the Layered Systems and Wet lay-up systems.
The layered systems can also be grouped in the following two sub-categories:
-
(1)
CS-like wraps (with various commercial trademarks: Clock Spring, Perma Wrap, Weld Wrap, Snap Wrap, etc.) use a tape/band made of composite material and a polymeric adhesive. At the same time, the wrap is obtained by whipping the tape on the steel pipe of the transmission line, the adherence of the band upon the steel pipe and the one between the successive tape layers of the wrap are guaranteed by applying the adhesive on them. The tape from which the wrap layers are obtained is a composite material, armed with fibres (woven or not-woven, long or short, oriented or non-oriented), and the repair wrap, obtained on the steel pipe, is a stratified composite, made up from this tape (which in its turn is a composite) and the polymeric adhesive applied between the band layers;
-
(2)
FR-like wraps (Fiba Roll, Syntho-Glass, etc.) use a self-adhesive tape of composite material with a complex structure. At the same time, the wrap is made by whipping the tape on the steel pipe, the adherence of the tape upon the pipe and the adherence between the successive tape layers of the wrap are guaranteed by the adhesive substances, incorporated in the tape, impregnated on the arming component of the tape and/or applied before whipping.
Figure 3 shows some of the most used trademarks of composite repair systems : Clock Spring (Fig. 3a) [9] and Fiba Roll (Fig. 3b) [10]. They are both layered systems, belonging to each of the two sub-categories defined above, while Black Diamond (Fig. 3c) [11] is a wet lay-up system.

Modalities of executing the composite materials wraps for pipelines repair: a Clock Spring (CS) wrap; b Fiba Roll (FR) sleeve; c Black Diamond (BD) wrap
Any repair system (using composite materials, intended for transmission pipeline systems) is defined by the international standards in use [7, 8] as a combination of the following elements (for which the qualification tests have to be performed):
-
(i)
the substrate (the steel pipe or pipeline component which is repaired);
-
(ii)
surface preparation (the preparation of the substrate surface in the area that is to be repaired);
-
(iii)
the polymeric filler (used to fill the defects and to reconstruct the external configuration of the substrate, before applying the composite material sleeve/wrap);
-
(iv)
the repairing wrap/sleeve from composite material and its components: the polymeric resin matrix and the reinforcing material with fibres or the band from composite material and the polymeric adhesive (binder);
-
(v)
the repair procedure (the polymeric filler and composite wrap application procedures, and the verification procedures for the assessment of the repair quality).
It should be underlined that a polymeric resin itself cannot provide the needed strength of the repair system, especially for the case of medium and high-pressure transmission pipelines . Therefore, to achieve a high-quality repair when using polymers, some strengthening elements should be employed. It is expedient to use composite materials containing, e.g., a matrix component fabric with epoxide (or other) resins able to form a monolithic structure around the damaged pipe .
The most known trademarks of commercial repair system using composite materials and their manufacturing companies are listed in Table 2 [9,10,11,12]. Figure 4 shows two of the most used repair systems , the layered system Snap Wrap (Fig. 4a), developed by the Clock Spring Company [9], and the wet lay-up system Strong Back (Fig. 4b).

Composite repair systems: a Snap Wrap (layered); b Strong Back (wet lay-up)
Analysing the information available in respect to the composite repair technologies, it can be seen that not all manufactures provide all data needed for installing and/or depositing the composite materials as many repair systems lack installation guidance, risk assessment and qualification data. Some manufacturers require that the repairs must be performed by qualified personnel, only certified by them. So in case of using certain products the manufacturers should be contacted, i.e. pipe dimensions, defect size, operating pressure and temperature should be mentioned for a future intervention/repair.
2.1 Reinforced Composite Materials Bands Used for Pipeline Repair
The layered repairing wrap involves a band/tape of the reinforcing material impregnated by a polymeric composite compound. The reinforcing material is usually a fabric, network or tape (maybe a thread, or cord, cloth, fibre, etc.). Glass, basalt, carbon and organic fibres, such as Kevlar, high-strength, high-modular or polyethylene fibres, and ceramics can also be used. The use of glass fabrics helps to improve strength of the wrap. Glass materials are resistant to corrosion , moisture and hostile media. Carbon fibres are the most promising in raising rigidity and strength, but they could trigger corrosion processes in case of direct contact with the steel pipe. Out of a variety of carbon fibres, the most efficient seem to be the carbon tapes. The woven carbon tapes, in which the base consists of unidirectional carbon fibres, while in direction of the weft some other types of fibres are used (glass or ester), are also very promising. These tapes can be manufactured in various structural modifications, e.g., unidirectional or without a certain direction, woven or braided, in the form of a linen or other.
Regarding the components for composite materials used for impregnation, the modified epoxide resins are most often used [13,14,15,16]. In addition, polyether, phenolic or polyacrylic resins, polyurethanes, epoxidized vinyl ether resin modified by urethane fragments, coal tar resin, the combinations thereof, etc. can be employed. Modification of epoxidized by urethane fragments vinyl ether resin enables to combine high chemical stability at elevated temperatures with perfect wettability of the fibres (e.g., carbon ones), which ensures high tightness of the wrap. The use of the epoxy polyurethane compound with filler , known for its strength, durability and low shrinkage as compared to the epoxide formulation, is considered highly promising. The prepregs (a reinforced impregnated material) can be manufactured by direct pressing, (wet) winding, blowing, rolling or vacuum moulding [17].
Technologies as Clock Spring (USA), GARS and REPMOS (Russia) are used for composite repair kits. Figure 5 presents a repair scheme for a transmission pipeline using a layered repair system with a tape of reinforced polymeric composite material [18]. The layered repair system that seems to be presently the best known one is based on the “Clock Spring” collar [9] (presented in Fig. 6). Such repair system uses composite materials made of fibreglass and a resin matrix and it is applicable for the structural reinforcement of pipelines with the outside diameter ranging between 102 and 1422 mm, having corrosion defects with a remaining pipe wall thickness up to 20% from the nominal one. It can also be used to repair other mechanical defects, including dents, and it provides ductile fracture arrest properties.

A pipeline repair system using polymeric composite material with the installation of a three-layer closed reinforcing glass-polymer tape: 1 steel pipe wall; 2 polymeric adhesive material PGR-4 (RU); 3 glass-polymer tape; 4 polymeric filler material REM-steel (RU)

Design and installation of Clock Spring composite wrap for pipeline repair [9]
The advantages of the reinforced polymeric materials wraps include service life of the material up to 42 years (materials AP-1, RU), operation temperature from 80 to 1200 °C (material ATP-1, RU).The disadvantages are the following: labour and time intensiveness (wetting or impregnation of fibres or fabric), use of solvents, chemical agents, ageing of the polymer tapes, loss of adhesion, incompatibility of the tape materials and the impregnated reinforcing one (low interfacial activity), limited viability of the binder. The composition used for treating reinforcing elements (binding resin, hardener) should possess an optimal complex of properties: a low-viscosity solution must have perfect wettability and high reactivity at solidification to provide the formation of a hard and strong composite .
The systems of protective coatings that involve several layers of the polymeric tape (glass tape or other) coiled spirally round the pipe and having an adhesive layer between the layers and the pipe surface belong to the composite collars. Among their drawbacks is a low level of tube necking and just slight perfection of the bearing capacity of the defective tube. Moreover, such method needs participation of machinery since winding of the tape requires a free (proportional to the pipe diameter) space around the pipeline in the repair zone.
A protective composite material system proposed by the company INTRA (RU) to repair mechanical and corrosion damages (with a wall thinning up to 90%) includes an epoxide primer, a glass fibre or carbon fibre-based reinforcing fabric impregnated by a polyurethane composition and a fixing tape [19]. The technological process includes application of the epoxide primer, activation of a reel of the composite material in solution, wrapping of the pipe by the composite material (wrapping over the composite material) application of the fixing tape. Among the advantages of this material are fast application and curing, possibility to apply onto the surfaces of any configuration, operation under high environmental temperatures (up to 250 °C), and resistance to chemical and hostile media.
2.2 Pipeline Repair Using Composite Sleeves and Combined Protective Coupling Systems
A composite sleeve is a modern technological tool for repairing pipelines and the components connecting the pipes of any geometry, as well as branches, passages, T-joints, crossbars, etc. Table 3 summarises the types of repair systems using composite sleeves , while Table 4 lists the methods of repairing pipelines by fibre-reinforced composites presently used in the European countries and USA.
The effect of strengthening the defective portions in the transmission pipelines using sleeves consists in the redistribution of circular stresses between the pipe wall and the repair structure due to the pressure difference of the inner pressure during repair and maintenance. To restore the bearing capacity of a pipeline with mechanical and corrosion damages (including a through-wall damage ) or in order to transfer some pipeline sections into a higher loading category, it is possible to instal a sleeve fitting able to increase reliability of the pipeline. Such a sealing sleeve could be also made of steel, as an alternative to composite materials , and it is a repair system that is mounted by means of circular welds directly to the pipe wall (with special caution when welding onto an in-service pipeline) or to the bypass rings. The main types of steel sealing sleeves are the ones with technological rings (Fig. 7a) and the volume sleeves with polymeric resin filling (Fig. 7b) [21, 22].

Structure of hermetical steel sleeves: a sleeve with technological rings; b bulk sleeve with fillers
The method of increasing pipe strength using steel couplings with polymeric filling is widely spread for the transmission pipelines (Fig. 7b) [23,24,25,26,27,28]. Such a technology is also called composite-coupling method. A split steel coupling with the inner diameter greater than the outer diameter of the pipeline is centred and welded by longitudinal welds onto the damaged section. The coupling faces are filled with a quickly cured sealant, while the space formed between the tubes is filled through the technological holes by a polymeric harden able compound. This is a universal repair technology for all types of flaw making possible the in-service repair of pipelines [1, 21, 22]. However, great resources are needed to apply this technology. The repair quality depends considerably on keeping to the technological requirements. For instance, during filling the space between the pipes by the composite material , there is a probability for the air bubbles formation.
The couplings using both steel and composite materials are subdivided into the holdfast ones and loose couplings. The repair using the loose steel coupling is related to a temporary repair, while the one using a holdfast coupling is a permanent repair. The main difference of the holdfast coupling is in their ability to compensate the inner pressure on the defective portion by way of creating a contact outside pressure.
The technologies of sealing leakages using composite couplings has been used and still remains a requisite procedure in emergency repair at such companies as Royal Dutch Schell (Holland), BP (GB), LUKOIL Overseas (Europe), AGIP (Italy) and other. The advantages of the named technology are the gradual reduction of the amount of downtime leading to dramatic expenses, which improves the industrial and ecological safety.
Thermocontractable wrapping bands and couplings as well as the equipment for application are manufactured by Raychem (USA, Japan, Belgium), Tuboscope Vetco, Ameron (USA), Canusa (Canada), VNIIST (Russia), etc.
Steel couplings are used more often than other types. One of the shortcomings of steel repair systems is their large weight demanding hoisting machinery and creation of anticorrosion protection of the repair component itself. Furthermore, the use of fasteners and threaded parts complicates an in-field conducted assembly.
New Technologies Co. (Russia) has suggested a design of the holdfast glass–plastic coupling RSM (Fig. 8). This design has certain negative features, such as limited size of the repaired pipes (720–1420 mm), inability to fully cover the perimeter due to the tightening joint design, probable violation of tightness in conditions of prolonged vibratory loads.

Designs of composite couplings: a Coupling RSM (RU); b Coupling UKMT (RU); c pipeline section repaired using coupling UKMT (RU)
The operating principle of the UKMT couplings is the compensation of the inner pressure in the pipeline through the creation of a contact pressure outside when the tightening torque of the bolts reaches a considerable value. This creates conditions for the assembly under the guaranteed-quality working pressures in contrast to the couplings mounted without a preliminary stress (Fig. 8b, c). The coupling consists of two half-shells connected with each other by a hinge from one side and by four bolt joints from the other side [1]. This coupling is made in factory conditions; therefore, the quality of the repair involving the coupling is independent of the outer conditions and the human factor. The metallic parts of the UKMT structure are made of stainless steel, so they are not subjected to corrosion [1].
The repair system consisting of elastic-flexible tape spirals made of composite materials has gained popularity in the protection of the crack -like and corrosion defects on the pipeline walls. It is made in the form of belts or bands fastened by a cured adhesive composition. The elastic-flexible tape helix consists of 2–10 layers, each involving two systems of interwoven threads in the form of a cloth. The tape spirals are reinforced by a system of fibres (e.g., alumoborosilicate glass threads) running along the tape spiral to provide the memory effect. The composition epoxy resin/phenol-formaldehyde lacquer can be used as a polymeric adhesive. This repair system is highly strong; however, its production process is complex and laborious, especially in the forming stage [29,30,31,32].
The main advantage of the coupling protective systems is the increased durability of the pipeline sections repaired. Their shortcomings are laboriousness of the process and certain difficulties in the assembly of the rigid metal coupling around a curved pipe section.
The presently adopted methods of mounting the reinforcing couplings (both with and without welding) are rather expensive, they require high-qualified workers, they increase pipe wall stresses and are performed in out of service pipeline conditions.
It follows from above-said that the coupling technologies predetermine the need in the refined methods and approaches to pipe repair. The new technologies are including application of coatings and the use of highly strong plastics, reinforced ones and composite materials [33,34,35,36,37]. The repair works using polymers tend to reduce expenses; they limit embrittlement and residual stresses in contrast to the traditional methods performed by welding or mechanical couplings. Moreover, polymer composites do not oxidise and may prevent corrosion propagation in the damaged pipe section.
The couplings with filling belong to the repair joints for a long-life operation. In a general case, they look like a rigid metal shell installed tightly on the external side of the reinforced pipeline section. This shell most often consists of two couplings welded together end eventually also mechanically fixed on the pipe. The space between the pipeline and the shell (half-shell space) is filled under pressure by a composite material —mainly a self-curing adhesive compound on an epoxide or polyurethane base [21, 22, 34,35,36,37]. Very promising in this respect are polyester resins, especially the isophthalic ones. The two-component filling compositions are also known; they consist of methacrylate and a peroxide activator filled by inert filler (glass spheres). Moreover, the variants of using concrete or some incompressible fluid are possible. Pressurised filling of the under-coupling space by the incompressible fluid (e.g., oil) helps to unload the repaired section thus transferring a part of the load on the shell. Nevertheless, the fluid may be squeezed from depressurized coupling during operation. In this connection, it is preferable to fill the under-coupling space by composite materials like self-curing after press-fitting, not shrinking or expanding at curing and having forecasted material characteristics.
The repair compound REPMOS (RU) is a two-component epoxy-urethane system having a resin part and a curing part fed into the inter-pipe space by mechanised means. This repair composition is intended for the repair and recovery works on the damaged transmission pipeline sections with application of the metallic divided couplings.
The advantages of these materials are the following: total rehabilitation of the capacity of the pipeline, possibility of in-service repair , high quality of repair materials ensured in factory production, mechanisation of the process and environmental safety.
Known in the art technology, Bellhole (pitting) is related to a promising and effective technology of pipeline repair, including recovery of the external insulation coatings. This technology presupposes the next stages of repair works: application of the new insulation, e.g., repair of damaged sections by the collars Wrap Master (Perma Wrap and Weld Wrap), and application of the insulation coating, e.g., cold-pack tapes Polyken, or two-component polyurethane coating like Acothane (Metrot Co.).
Finally, it should be noted that the use of the systems of composite materials , reinforced by glass fibres, reduces the cost of the repair works involving rather expensive mechanical couplings, helps to avoid welding operations and reduces idle time.
3 Technologies Using Composite Materials for Corrosion Protection Systems
One of the most important factors that guarantee durability for a transmission pipeline is the anticorrosion protection and high service characteristics. Pipeline durability and fail-free operation depend much on the efficiency of its corrosion protection.
The use of composite materials in the pipe insulation repair techniques is considered in the most countries as showing vistas [20]. Each decade is noted by the appearance of novel insulation materials in this field, new coating systems, technologies for their application and equipment thereof for factory and in-field mounting, while the quality of these insulating coatings is gradually upgraded. Furthermore, the conditions of construction and maintenance of the transmission pipelines are becoming toughened. This includes construction under low temperatures, development of marine oil and gas fields, deep-sea pipe-laying, construction of pipeline sections by directional drilling, by micro-tunnelling, operation of pipelines up to 100 °C, etc. Although there exists a system of standards adopted in practice and the level reached globally in this field gives opportunities to obtain economic and reliable formulae of the materials, technologies and equipment for laying underground pipelines, a number of unsolved problems still remain.
To make a protective coating function reliably, it should meet a series of requirements, from which the most important are: mechanical characteristics, adhesion to steel, resistance to cathodic delamination, perfect dielectric parameters, low moisture and oxygen penetrability, resistance to UV and heat ageing [38]. Insulator coatings are intended to function within a wide temperature range during construction and usage and to maintain protection of the pipeline against corrosion within a minimum possible service life.
A broad spectrum of protective coatings available today differs in the manner of application and their properties make possible to successfully protect pipeline surfaces. According to [39], anticorrosion coatings are subdivided into the following categories:
-
(i)
insulating coatings, applied in factory conditions, from which the most applicable are the epoxide ones (fine-film and two-layered), three-layer coatings, hot-applied bands (including thermocontractable cold-pack bands), coal tar pitch and bitumen coatings;
-
(ii)
insulating coatings, applied in semi-movable conditions, from which the most applicable are: hot-pack bands, liquid coatings, cold-pack bands, coal tar pitch, bitumen coats;
-
(iii)
insulating coatings, applied in-field conditions (cold-pack and hot-pack bands);
-
(iv)
insulating coatings, used to protect crosswise welded joints: cold-pack bands (polyvinyl chloride and polyethylene), liquid coatings based on the raw and modified coal tar pitch as well as on polyurethane or epoxide binders, thermocontractable cuffs;
-
(v)
insulating coatings, used for repairing and reconditioning pipelines, the most widely used are the cold-pack bands and liquid coats.
Considering the features of the technological formation of the protective coatings, the insulation materials used to repair pipelines by the method of wrapping can be classified as follows: (i) band coatings; (ii) combined coatings (with polymeric adhesive s); (iii) reinforced band materials (using fabrics, threads, fibres, etc.). We can also relate the following protective systems: (iv) obtained by means of a coupling or bandage/wrap; (v) combined coupling systems (using polymeric adhesives/binders).
3.1 Band Coatings
Due to its high manufacturability, the method of insulating pipes by cold-pack band wrapping is intensively used today in laying new and restoring old pipelines (insulation in-field conditions). The structure of the polymer band coating for the field conditions consists of a layer of adhesive primer, a layer of polymeric insulation band and a layer of polymeric wrap. The total thickness of the coating is not less than 1.2 mm.
The pipes insulated in factory conditions have more layers of the insulation wrap. The total thickness of such a coating is not less than 1.2 mm for the pipes up to 273 mm in diameter, and not less than 2.4 mm for the pipes up to 820 mm in diameter, inclusive.
According to the method of application onto the pipes, the coatings are subdivided into three types [20]: (i) polyethylene and polyvinyl chloride bands with an adhesive layer intended for both field and factory conditions; (ii) band coatings consisting of a plastic film and a sticky layer, applied separately on the pipe prior to wrapping; (iii) layered bands consisting of several PVC layers or a polyethylene (PE) film with a sticky layer from either butyl rubber or coal tar pitch.
There are also petrolatum bands used in a cold state that show good adhesive properties and low moisture penetrability. Their essential drawback is a low strength. This is why such bands are used only in combination with other coatings.
The use of adhesive polymeric bands in the in-field insulation of gas pipelines is limited by the pipe diameter less than 820 mm and operation temperature below 40 °C. For the oil pipelines, it is accepted to use the band coatings in-field conditions for pipe diameters up to 1420 mm, but the total thickness of the coating should be not less than 1.8 mm (two layers of the insulation band and one layer of the protective wrap are applied).
The functions of the insulation band and the protective wrap differ within the polymeric band coating system. The insulation band is to provide the coating adhesion to steel, resistance to the cathodic delamination, to form a protective barrier against water, soil electrolyte and oxygen (corrosion-active agents) penetration to the pipe surface. The protective wrap serves mainly to increase the mechanical and impact strength of the coating. It preserves the coating from damaging when laying the pipes in the trench and covering them by earth, during contraction of the soil and technological shifts of the pipeline.
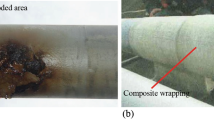
The cold-pack bands show such properties as high anticorrosion protection, manufacturability and they are not so harmful for the workers and environment in contrast to other insulation coatings (see Fig. 9).

Rehabilitation of the damaged pipe section using cold-pack band
The main suppliers for the polymeric band coatings are: Polyken Pipeline Coating Systems (USA), Altene (Italy), Nitto Denko Corporation, Furukawa Electric (Japan). Among multilayer insulation systems used in field to repair insulation coatings, the most popular are considered the cold-pack coatings of the companies: Polyken (their service temperatures range between 65 and 121 °C) [40, 41], Vanguard (having high mechanical strength, it is used in the zones with elevated soil shifts). The Russian manufacturers produce the bands of the types NKPE-45, NKPE-63, Polilen. For insulation of the curved and short pipeline sections, thermocontractable bands of the brands Wrapid Tape, Canusa Clad [42] are used.
Along with the general-purpose bands with the working temperature up to 66 °C, the bands resistant to elevated shifts are produced for operation at temperatures up to 95 °C and on large-diameter pipes, also the high-temperature bands withstanding up to 121 °C temperature and the ones for the low-temperature wrapping [43].
Thermocontractable couplings used for insulating butts of the grades GTS–65, GTS–80, GTS–HT, GTS–HT PP, PMA, PLOX, KLOX, WLOX, CSK TBK [42] are in fact compatible with any type of insulating coatings on the main body of the pipe.
Since the factory insulation dominates today and surpasses any of the known field insulation by all parameters, the accent of application of the cold-pack bands has shifted to their use in pipeline rehabilitation, too.
The advantages of the band coatings are their high manufacturability at application on the pipes in both factory and in-field conditions, good electric characteristics, low moisture and oxygen permeability and a wide range of applications.
The main disadvantages of the polymeric band coatings are their low resistance to shear under the action of the earth sink, insufficiently high impact strength of the coatings, and low biological resistance of the adhesive layer of the coating [44]. In addition, service life of the polymer band coatings lasts from 7 to 15 years, being twice to four times less than the normative depreciation term for the trunk pipelines (not less than 33 years). It is known that in the result of ageing and drying of the adhesive layer under the film layer, corrosion appears under the film and it can propagate in time.
The coatings from the adhesive polymeric bands, based on the 1 + 1 scheme (1 layer of insulation band + 1 layer of the adhesive protective PE-based wrap), have turned to be ineffective in practice. It was proved that due to a high permeability (for water and oxygen) of the protective PE layer, corrosion was detected under the film almost in all cases after 3 or 4 years of pipeline operation, which led to the loss of the coating adhesion to metal. We should take into account the principle that permeability is inversely proportional to the number of the coating layers, and that in provision of the same thickness, permeability would be less. Therefore, the more layers the coating contains, and the most effective would be the coating structure from the polymeric adhesive bands, obtained according to scheme 2 + 1 (2 insulation band layers + 1 layer of protective adhesive wrap.). However, the data cited in [45, 46] proves that water permeability of the insulation coatings 1 + 1 and 2 + 1 becomes actually identical after one or two years of operation. The major cause is the water permeability of the insulation bands and wraps between the coils. The solution to this problem is the application of the bands and wraps having a two-sided adhesive layer. The named technological solution has increased stickiness of the coating from 6.5 to 10 times and reduced water permeability from 2 to 5 times.
The adhesive layer ensures cohesion of the materials, therefore it should have high technological characteristics and preserve adhesiveness within a wide temperature range. The adhesive layer should bear specific properties aimed at the simplification of dismantling the external protective insulation from the metallic surface or the primer (e.g., epoxide one). As an adhesive layer, it is possible to use the ethylene + butylene copolymer [44], or PE-acrylate copolymer [47], a polar ethylene copolymer (co-monomer is chosen from the group consisting of acrylate and the acrylic acid) [48].
3.2 Combined Band Coatings
Structurally, such coatings consist of a layer of adhesive primer, an insulating layer from a composite material , a layer of the insulating polymeric band, and possibly a layer of the polymeric protective wrap. The combined band-polyethylene coatings are intensively employed at present to provide anticorrosion protection for the pipelines of small and medium diameters. The coating can be applied onto the pipes either at the manufacturing site or in-field conditions. Structurally, the coating consists of a layer of adhesive primer, a layer of a double PE tape (0.45–0.63 mm thickness) and an external layer from extruded PE (1.5–2.5 mm thickness). The total thickness of the combined band-PE coating is 2.2–3.0 mm [49].
The wrapping is wounded on the pipes in coils with separation of the antiadhesive film (see Fig. 10). Such design of the insulation bands/wraps makes possible to connect the previous and the next coils of the bands/wraps with the external and internal layers (layers 3 and 4, Fig. 10). It hampers corrosion of the pipe steel by increasing the separation force and reducing the water permeation between the coils of the insulation bands/wraps in the overlaps.

Application schematic of insulation bands and wraps with an antiadhesive band: 1 pipeline; 2 removable antiadhesive band; 3 adhesive layer on the external side of the polymeric base; 4 adhesive layer on the internal side of the polymeric base
The PE tape in the structure of the combined coating is applied over the adhesive primer and fulfils the main insulation functions, while the external PE layer protects the band coating against mechanical damage at transportation, loading–unloading, as well as during construction and assembly works. Addition of the epoxide layer in the structure improves essentially the adhesive properties of the coating as it eliminates a dangerous problem of the two-layer coats, due to its consequences, i.e. the hazard of delamination during operation.
Furthermore, it is possible to use some adhesive activated by heating (melting). Such adhesive may be any sealant based on polyamides, polyolefins, polyurethanes, polysulphides, etc. [49,50,51]. The most effective among them are those based on ethylene etherpolymer.
Different adhesive primers and double polyethylene tapes can be used as isolation material in the combined coating, among the ones manufactured by the companies: Polyken Pipeline Coating Systems (USA), Altene (Italy), Nitto Denko Corporation (Japan) and insulation bands NKPEL 45, NKPEL 63, Polilen (Truboizolyatsiya Co, Russia).
The combined band-PE coatings cede in their properties to the factory-made two-layer and three-layer ones, but they are superior considerably as compared to the polymeric band coatings for the pipelines [38]. The combined band-PE coating is mainly used for the external insulation of the crude oil trunk pipelines and of the low-pressure gas pipelines.
For instance, Shaw Ind. Ltd. (USA) has proposed an anticorrosion insulation that includes an epoxide primer and an external sheath made of polyolefin [52]. The annular space between the primer and the sheath is filled by a mixture of epoxide resin and polyolefins. The correlation of the components varies at a gradient to the intermediate layer thickness, meaning that near the primer the intermediate layer consists mainly from the epoxide resin, while closer to the external sheath the concentration of polyolefins grows. The insulation developed by Kendall Co. (USA) consists of a primer layer and a band spirally applied over the primer layer [43]. Both the primer and the insulation band are prepared on the base of rubber. Since the primer is additionally doped with a special reagent hindering the formation of hydroxyl ions, the cathodic delamination in the insulation is thus prevented.
There are some combined coatings whose components are poorly correlated, namely the hot-pack bitumen-polymeric mastics for continuous re-insulation of pipelines. The bitumen mastics are characterised by inadequate service characteristics because some required operation regimes and parameters cannot be observed during mechanical application in the field conditions. Moreover, in the traditional designs of bitumen coatings, the reduction of the protective properties is partially compensated by the increased current of the cathodic protection, whereas in the combined coatings the compensation cannot be exercised due to the screening effect of the polymeric cover.
The coatings Densopol use tapes made of reinforced polymeric materials [46]. It includes a primer and two tape layers, where the primer is a petrolatum solution. The first layer of the wrapping is a petrolatum tape, reinforced by the glass fibres, while the external layer is made of a flexible and strong PVC tape. To protect pipe walls from cracking and corrosion and to improve reliability, an elasto-flexible tape spiral with continuous coils of the tape (10–20 layers) of the composite material [53] is proposed. The layers consist of two interwoven threads; the ratio thread/polymer binder ranges between 1/0.37 and 1/0.57.
The company Armstrong World Ind. (USA) has patented a method of application of a phosphate-ceramic insulation coating with the use of a non-woven interlacing of the fibre [54]. Another pipeline coating known, used for insulation, comprises a high-strength composite wrap made of glass fibres that are interwoven and covered by rubber [55].
Wrapping materials for pipes produced by “Vivian Regina” (SAR) consist of the non-woven felt or cloth of glass fibres impregnated by a specific polymeric adhesive to show both chemical and biological resistance. The improved strength is ensured by the longitudinal orientation of the staple glass braid.
3.3 The Causes of Defects Appearing on Wrapped Insulation Coating
The quality of the coatings on the external surface of underground pipelines defines the efficiency of insulation materials and depends on the composition of the initial material, structure and properties of the formed coating, application technology on the pipe surface, coating structure, operation conditions of the pipeline, and so on.
The occurrence of defects in the insulation coatings is induced by the following main causes [46]:
-
(i)
low-quality application of the primer on the pipeline;
-
(ii)
use of poor quality insulation materials;
-
(iii)
low adhesion of the coating to metal;
-
(iv)
technological peculiarities of application of the insulating layer (e.g., interval between primer application on the pipe surface and the wrapping tape is insufficient for the total evaporation of the solvent, which leads to swelling under the little permeable film and reduction of adhesive strength between the layers of the coating);
-
(v)
the defects occurring at the application of polymeric insulation tapes (folding, wrinkles, embossing, that result from using tapes with different thicknesses, shear of the coils at tape application, insufficient tension of the tapes, insufficiently clean base surface, violation of temperature conditions for coating application, etc.);
-
(vi)
the defects occurring in the course of insulation-laying works during the pipeline covering with earth;
-
(vii)
soil influence: the mechanical effect leads to shear or tensile stresses in the coating that bring about scuffing, folding or embossing; physico-chemical effects when the surface-active components of the soil environment promote washing of plasticizers out of the insulation coatings; elevated humidity leads to augmented cracking of the coating and reduced service life;
-
(viii)
insufficient electrochemical protection of pipelines (potential difference at the pipe/earth interface);
-
(ix)
breach of operation conditions of the pipeline due to temperature drop at transportation of the products, exceeding of temperature norms during pumping, etc.;
-
(x)
residual defectiveness of the metal pipes, along with formation and accumulation of defects in the pipe walls;
-
(xi)
ageing of the insulation material.
Along with above-said, there exists a difficulty in the estimation of the technical state of both the insulation coating and the pipeline itself. This is connected with inhomogeneity of the ageing process in the composite materials used, as well as the processes of structural changes in the pipe walls along the pipeline length. This depends on the soil and climatic conditions in the pipe-laying area, quality of the construction and mounting works, raw materials, loading of the pipeline and other factors.
It has been mentioned that the construction of the insulating coating used and the residual defectiveness of the pipes are the major criteria that define the quality of the repair and further remaining life of the pipeline.
The main criteria that improve the reliability of a transmission pipeline and define its life span are the following from the viewpoint of the coating system:
-
improved quality of the materials for the insulation system;
-
quality of the technologies, used for the application of insulation materials during overhaul repair;
-
quality of the insulation coating;
-
service characteristics of the coating material;
-
competitiveness of the coating material regarding its cost and technology.
4 Requirements for the Composite Materials Used for Pipeline Repair or Insulation Coating Systems
The analysis of the composition, structure and the main causes of defects in the materials used, together with the technologies for repairing transmission pipelines with the help of composite materials wraps /sleeves and forming the wrapping insulation coatings on the external surfaces of pipelines, has led to the formulation of a series of criteria for the choice of materials for repair and insulation coatings systems for the transmission pipelines .
The selected composite materials should possess the following properties:
-
availability, i.e. to be commercially manufactured in acceptable amounts as ready-made or as ingredients;
-
simplicity of execution in-field conditions by using the initial components commercially available;
-
environmental safety;
-
durability in climatic conditions of a given pipeline operation;
-
possibility to perform repair works all-year round;
-
simplicity of application or possibility of mechanisation of the application process;
-
acceptable technical properties of the composite materials, including viscosity, viability, fluidity, time of curing, perfect wettability of the reinforcing composite solution, high impregnation capacity of the reinforcing material;
-
good adhesion of the formed composite wrap to the pipe metal;
-
flexibility in winding/wrapping works under varying temperature;
-
elimination of corrosive or chemical effect on the pipe component being protected;
-
resistance to water hampering and electrolyte contact with the pipe surface;
-
chemical resistance ensuring the wrap stability under the effect of hostile media;
-
mechanical strength enduring service loads and external effects during insulation and pipe-laying operations;
-
thermal resistance conditioned by the temperatures of brittleness and softening that should be controlled in winter time or when applied on hot components;
-
dielectric properties and electrochemical neutrality that define the resistance to current and prevent corrosion occurrence between the pipe steel and electrolyte, as well as the wrap itself, thus making electrochemical protection more efficient;
-
the efficiency of the wrapping system able to provide a tight layer after layer wrapping, avoiding air bubbles;
-
economic efficiency, including cost of the repair system that must be several times lower than the cost of the pipe repaired, and the repair technology must be more beneficial than the scheduled repair;
-
the possibility to execute repair works on the in-service pipeline.
In spite of a wide spectrum of composite materials available today for both insulation and repair systems, the materials that meet all the above-mentioned requirements cannot be found. Therefore, when searching for an optimal protective or repair system, one should take into account certain operating conditions of the pipeline, technological processes of application of the composite materials and their efficiency in the given conditions, economic benefits from the repair works by the selected materials on a pipeline in question.
5 Conclusions
The composite materials have been proven as promising for the execution of repair works on transmission pipelines . The main advantages of the repair systems , using such materials are the following:
-
better physical and mechanical properties (resistance to corrosion, wear resistance, strength, elasticity, light weight), when compared to metallic materials;
-
technological advantages (available technologies for performing in factory and in-field conditions; a wide range of formulations, aggregate states, application technologies; environmental safety; possibility of application without high-temperature effects like fire or welding; does not need high-qualified staff; may be performed without usage of special or heavy equipment; can be made on an in-service pipeline; probability to use on curved portions, T-joints, bends or sections with difficult access);
-
economic benefits (efficient cost to quality ratio, reduction of repair expenses due to the possibility of execution on in-service pipelines, low time intensiveness, increase of the pipeline service life, more efficient than the scheduled repair).
The most efficient materials able to ensure high service characteristics of the repair systems and insulation coatings are the combined and reinforced systems, achieved by wrapping composites. The analysis of the conducted works and performance of rehabilitated pipelines has shown high manufacturability of the protective coatings and repair wraps that involve either epoxide polyurethane adhesives or their combinations with other polymers or modifications in various ratios.
The practical achievement of the named advantages of the composite materials may result in high service characteristics of the repaired pipeline (rehabilitation of the bearing capacity, resistance to corrosion , gains in the lifespan of the pipe components).
References
An Advanced Method of Pipeline Repair. http://www.to-inform.ru/index.php/articles/64
G. Zecheru, G. Draghici, E.I. Lata, A. Dinita, in Petroleum—Gas University of Ploieşti Bulletin, Technical Series, LXII(2), 9 (2010)
G. Zecheru, E.I. Lata, G. Draghici, A. Dinita, in Proceedings of the 2nd South East European IIW International Congress, Sofia (2010), p. 204
G. Zecheru, F.M. Birsan, A. Dumitrescu, G. Draghici, Sudura Rom. Weld. Soc. J. XXV(4), 20 (2015)
G. Zecheru, F.M. Birsan, A. Dumitrescu, G. Draghici, Sudura Rom. Weld. Soc. J. XXVI(1), 14 (2016)
L. Lenarde, Preparing for the Hydrogen Economy by Using the Existing Natural Gas System as a Catalyst, Naturally Project WP4, Operational Management of Integrity—Principles of Resource Allocation Relating to Pipeline Integrity Management (2008)
ASME PCC-2, Repair of Pressure Equipment and Piping, Part 4, Non-metallic and bonded repairs (2015)
DD ISO/TS 24817, Petroleum, Petrochemical and Natural Gas Industries—Composite Repairs for Pipework—Qualification and Design, Installation, Testing and Inspection (2006)
The Clock Spring Company. http://www.clockspring.com
Rehabilitation of Corroded Pipelines and Pipes with Fiba Roll (Catalogue Fiba Roll, FTI Ltd., 2006)
Black Diamond by Citadel Technologies. http://cittech.com/portfolio/blackdiamond
RES-Q Wrap Design & Installation of RES-QTM Composite Wrap on Pipelines. T.D. Williamson. http://www.tdwilliamson.com
EP Patent No. 30181233
USA Patent No. 4213486
USA Patent No. 4510007
USA Patent No. 3502492
NPO Fiberglass, http://www.advtech.ru/npostekloplastik/prod7_pokritie_ap-1.php
Repair of Defective Pipes of Gas Transmission Pipelines Using Polymer Composite Materials. http://www.remneftegaz.ru/info/708
Composite Repair. http://www.belzona.com/ru/applications/valves.aspx
I.N. Vorobyev, The advantage of using the composite materials for repairing pipelines. J. Oil Gas 32(7) (2013) (in Russian)
A.S. Milenin, Repair of trunk pipelines without decommissioning: practical recommendations of the Institute of Electric Welding E.O. Paton NAS Ukraine, in Non-destructive Testing and Technical Diagnostics: Materials 7 National Scientific and Engineering Conf. Exhibition, Kiev, p. 351 (2012) (in Russian)
R.R. Shafikov, Repair of trunk pipelines using welding and related technologies without stopping pumping gas. Territory Oil Gas 6, 80 (2009) (In Russian)
RU Patent No. 2314453 (in Russian)
RU Patent No. 2104439 (in Russian)
RU Patent No. 2134373 (in Russian)
RU Patent No. 2191317 (in Russian)
RU Patent No. 2213289 (in Russian)
V.A. Bobylev, V.I. Korolkov, Epoxide materials for trench-free repair of pipelines. Paint Varnish Industry, No. 5 (2010) http://www.chimexltd.com/content/data/store/images/f_603_48899_1.pdf (in Russian)
USA Patent No. 4700752
RU Patent No. 2097646 (in Russian)
RU Patent No. 2162562 (in Russian)
RU Patent No. 2156398 (in Russian)
A.R. Bunsell, J. Renard, Fundamentals of Fibre Reinforced Composite Materials (Institute of Physics Publishing, Bristol, 2005)
Z. Roslaniec, G. Broza, K. Schulte, Nanocomposites based on multiblock polyester elastomers (PEE) and carbon nanotubes (CNT). Compos. Interfaces 10, 95 (2003)
S.A. Kumar, M. Alagar, V. Mohan, Studies on corrosion-resistant behavior of siliconized epoxy interpenetrating coatings over mild steel surface by electrochemical methods. J. Mater. Eng. Perform. 11, 123 (2002)
A. Aglan, A. Allie, A. Ludwick, L. Koons, Formulation and evaluation of nano-structured polymeric coatings for corrosion protection. Surf. Coat. Technol. 202, 370 (2007)
S.A. Kumar, T. Balakrishnan, M. Alagar, Z. Denchev, Development and characterization of silicone/phosphorus modified epoxy materials and their application as anticorrosion and antifouling coatings. Prog. Org. Coat. 55, 207 (2006)
Protection of Pipelines Against Corrosion Using Modern Insulation Coatings. http://www.ankort.ru/story2.php
Pipeline Corrosion Protection. http://www.arguslimited.com/ru/pipeline_corrosion_protection
Insulation Systems for Pipelines “Polyken”. http://arguslimited.com/public/upload/files/brochures/polyken.pdf (in Russian)
Insulation Tape Material System “Polyken”. http://www.ngscomplect.ru/poliken/poliken.html (in Russian)
Heat-shrinkable Cuff and Kits. http://ehms.ru/corros_isol_fore_canusa.php
New Insulation Technologies. http://www.ntiz.ru/pokritija_truboprovodov (in Russian)
EP Patent No. 247877A
R.A. Kharisov, A.R. Habirova, F.M. Mustafin, R.A. Habirov, Current status of protecting pipelines from corrosion polymer coatings. Oil Gas Bus (2005) (in Russian)
F.M. Mustafin, Review of methods of protection of pipelines against corrosion insulation coatings. Oil Gas Bus (2003) (in Russian)
EP Patent No. 1049751A
RU Patent No. 2477299 (in Russian)
USA Patent No. 4455204
USA Patent No. 4287034
RU Patent No. 2132993 (in Russian)
USA Patent No. 5300336
RU Patent No. 2162562 (in Russian)
USA Patent No. 5415824
USA Patent No. 551868
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this chapter
Cite this chapter
Kudina, E., Bukharov, S.N., Sergienko, V.P., Dumitrescu, A. (2018). Comparative Analysis of Existing Technologies for Composite Repair Systems. In: Barkanov, E., Dumitrescu, A., Parinov, I. (eds) Non-destructive Testing and Repair of Pipelines. Engineering Materials. Springer, Cham. https://doi.org/10.1007/978-3-319-56579-8_16
Download citation
DOI: https://doi.org/10.1007/978-3-319-56579-8_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-56578-1
Online ISBN: 978-3-319-56579-8
eBook Packages: EngineeringEngineering (R0)