
Abstract
The possibility of obtaining the nanocellulose from organosolv straw pulp (OSP) was studied. OSP obtained by cooking in a system of isobutyl alcohol–H2O–KOH–hydrazine. It is found that the subsequent processing of OSP with acetic acid and hydrogen peroxide and hydrolysis of sulfate acid and ultrasound treatment allow obtaining the nanofibrillated cellulose (NFC). The structural change and crystallinity degree of OSP and NFC were studied by the SЕМ and XRD techniques. It has been established that NFS has a density up to 1.3 g/cm3, transparency up to 60%, and crystallinity 72.2%. The TEM method showed that NFC forms the mesh with diameter of particles in the range from 20 to 40 nm. The method of thermogravimetric analysis was confirmed that NFC films have more dense structure and smaller mass loss in temperature ranging 220–260 ° C compared with OSP.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Background
In recent years, there has been a significant increase in scientific research in the field of nanomaterials and nanotechnologies [1]. Nanocellulose is a group of nanomaterials that consists of the nanosized cellulose particles. Characteristics of nanocellulose particles depend on properties of plant raw materials and methods used in the production [2]. Nanocellulose from the renewable lignocellulose materials has improved mechanical properties, such as high surface area-to-volume ratio and high aspect ratio [3]. Nanocellulose often replaces well-known material such as glass and certain polymers, which are not biodegradable at ambient conditions, in order to create new specific nanocomposites, adsorbents, and functional materials for the electrodes in the chemical sources of power and optoelectronic devices [4,5,6], biodegradable plastics, and paper with special characteristics [7]. Nanocellulose finds its application in nanocomposites [8,9,10,11], to increase their strength and thermal resistance [12], to stabilize the emulsions [13], in the preparation of bio-basic films [14].
The raw material that is generally used for obtaining nanocellulose is wood bleached sulfate and sulfite pulp [15, 16]. Timber resources decrease every year and it takes a long time to renew them. In addition, there is competition between the industries, which use wood in large quantities (construction, furniture, pulp, and paper). Given these factors, there is a need to find alternative sources of pulp, for example, from non-wood plant raw materials. In world practice, there are methods of obtaining nanocellulose from kenaf [17], oat husk [18], coconut fibers [19], and other cellulose-containing materials [20,21,22]. It formed fibers, during the processing of grain and industrial crops and plant, which can be used as an alternative for the wood pulp. Wheat straw can be attributed as a prospective representative of non-wood plant raw material for pulp, and it is produced in the vast volumes in countries with developed agriculture annually.
In the world pulp and paper industry, for pulp production the technologies of sulfate and sulfite pulping and bleaching using chlorine and sulfur compounds are dominant. Increased environmental requirements to the quality of wastewater and gas emissions of the industrial enterprises require the development of new technologies for the processing of plant raw materials with the use of organic solvents [23, 24].
Previously we have demonstrated the possibility of obtaining straw pulp by organosolv method with delignification in the system isobutyl alcohol–H2O–KOH–hydrazine, which has the possibility of reuse of the organic component in the pulping liquor without regeneration [25]. Thus, the spent cooking liquor is divided into two layers: an upper organic solvent layer and a lower aqueous layer, which has moved in the bulk of soluble minerals and organic substances from plant raw materials (lignin, hemicelluloses, and extractives). The use of potassium and nitrogen compounds in the pulping liquor allows the use of black liquor in the manufacture of fertilizers [25].
Previously, in an article [26] we have obtained nanofibrillated cellulose (NFC) from the air-dry bleached softwood sulfate pulp using the mechanochemical treatment. This treatment performed with the use of a standard for the pulp and paper industry milling equipment. In the present study, to reduce the energy consumption, preparation of NFC from wet after cooking and bleaching organosolv straw pulp (OSP) with using of only sulfuric acid hydrolysis and ultrasound treatment as an effective chemo-mechanical process were investigated.
2 Methods
In order to obtain pulp, stalks of wheat straw from Kiev region harvested in 2015 were used. Average chemical composition related to absolutely dry raw material (a.d.r.m.) was 46.2% cellulose; 20.2% lignin; 25.2% pentosans; 6.6% ash; 5.2% resins, fats, and waxes; and 74.1% holocellulose. Values of chemical composition in wheat straw stalks according to standard methods were identified [27]. The raw plant material reduced in size to 2–5 mm and stored in desiccator for maintaining constant humidity and chemical composition.
Cooking of straw stalks in the system isobutyl alcohol–H2O–KOH–hydrazine was carried out according to the procedure described in [25]. Received organosolv pulp had the following quality indicators: yield of pulp, 49%; residual lignin, 1.1%; ash, 1.63%; pentosans, 0.93% to a.d.r.m.; and whiteness, 51%.
In order to bleaching and remove residual lignin, hemicellulose and minerals from OSP, the thermochemical treatment of OSP with acetic acid and hydrogen peroxide in a volume ratio of 70:30% with the catalyst – the sulfuric acid 15% to mass a.d.r.m. – was carried out. Treatment with a mixture was carried out at a temperature of 95 ± 2 ° C and duration was 180 min. Received bleached OSP has ash content of 0.2%, lignin less than 0.2%, degree of polymerization 400, and whiteness 83% and was used for preparation of nanocellulose.
Hydrolysis of the bleached OSP by sulfuric acid with concentration of 43% at the liquid-to-solid ratio 10:1 at temperature 60 ± 1 ° C within 30 min was carried out. The hydrolyzed cellulose washed three times by the centrifugation at 8000 rev/min and subsequent dialysis until reaching neutral pH. Ultrasound treatment of hydrolyzed cellulose was performed using ultrasound disintegrator UZDN-A (SELMI, Ukraine) with 22kGz at 30–60 min. The cellulose dispersion was placed in an ice bath to prevent overheating during treatment. Eventually, the suspension had taken the form of a homogenous gel-like dispersion.
The prepared dispersions were poured into Petri dishes and dried at room temperature in air to obtain nanocellulose films. Their density was determined according to the ISO 534:1988. The degree of polymerization by the viscosity of the samples dissolved in copper ethylenediamine solution according to ISO 5351 was determined.
Scanning electron microscope (SEM) analyses were performed with a РЕМ-106І (SELMI, Ukraine) microscope to observe the morphology of ОSP and NFC films. Transmission electron microscopy (TEM) images were obtained using electron microscope TEM125K (SELMI, Ukraine) operating at a potential of 100 kV. A dilute suspension (0.1 wt.%) was dropped onto a thin scaffoldings Lacey Formvar/Carbon, 400 mesh, copper approx. grid hole size 42 μm (TED PELLA, Inc., USA). Electron absorption spectra of the nanocellulose films in UV, visible, and near-infrared regions were registered on two-beam spectrophotometer 4802 (UNICO, USA) with resolution of 1 nm. X-ray diffraction patterns of the different cellulose samples were obtained by Ultima IV diffractometer (Rigaku, Japan). The method proposed in [28] was used to determine the crystallinity degree (CD) of the samples, in which CD = (I200 − Iam)/I200 × 100%, where I200 is an intensity of (200) reflex about 23° and Iam intensity of amorphous scattering at 18.5°.
The thermal degradation behavior of ОSP and NFC film samples by heating using Netzsch STA-409 thermoanalyzer was explored. The samples at a rate of 5 °C/min, from 25 to 450 °C, were heated.
3 Results and Discussion
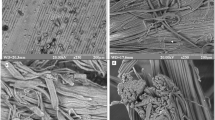
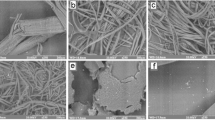
Morphology of bleached OSP and obtained therefrom nanocellulose films by SEM was studied. Figure 37.1 presents electron micrographs of the surface of the initial organosolvent straw pulp and after hydrolysis and sonication.

SEM image of organosolv straw pulp: the initial (a), after hydrolysis (b) after sonication (c), and after hydrolysis and sonication (d)
As shown in Fig. 37.1, the length of the fibers of initial OSP is more than 100 μm and width from 10 to 20 μm (Fig. 37.1a). Hydrolysis of the bleached OSP leads to a significant decrease in the length and diameter of its fibers (Fig. 37.1b), and sonication of hydrolyzed cellulose significantly reduces the length of the fibers to 50 μm. As can we see from Fig. 37.1c, the ultrasound treatment of OSP forms a film with a dense structure. Further sonication of blending pulp slurry contributes to formation of transparent films with homogeneous structure (Fig. 37.1d). These results indicate that the chemical treatment and sonication of organosolv straw pulp lead to the formation of homogeneous nanocellulose films with high transparency up to 60%.
Reducing of OSP fiber size by sequential acid treatment and sonication confirmed by a decrease in the degree of polymerization of OSP (Fig. 37.2).

The dependence of the degree of polymerization of organosolv straw pulp from the processing stages: the initial pulp (a), after hydrolysis (b), after sonication (c), and after hydrolysis and sonication (d)
As can be seen from Fig. 37.2, sonication of organosolv pulp acts more intensely on reducing the degree of polymerization of cellulose and hence on the dimensions of the fibers, compared with the hydrolysis, and the joint action of sulfuric acid and sonication leads to a substantial reduction of the size of the cellulose macromolecules.
Next, the morphology of the nanocellulose samples, in order to assess the changes in the particle size induced by hydrolysis and sonication, using TEM, was examined (Fig. 37.3). As can be seen from Fig. 37.3, organosolv straw nanocellulose obtained in the hydrolysis with sulfuric acid and sonication is nanofibrillated cellulose (NFC) with a multilayer structure. Nanofibers form a delicate mesh as a result of interaction between the particles of nanocellulose. In addition, it was experimentally found that the diameters of the individual particles of nanocellulose are in the range from 20 to 40 nm, and their lengths are up to several micrometers. This result confirmed the date of dimensions of NFC obtained by mechanochemical method for bleached softwood sulfate pulp [26].

TEM pictures of organosolv straw nanocellulose suspension at different magnification
We have also investigated the change in the ratio of amorphous and crystalline parts of OSP during its chemical and physical treatments. The analysis of X-ray diffraction patterns was carried out (Fig. 37.4), and the degree of crystallinity of the initial OSP and cellulose after the hydrolysis and after the sonication was defined. The crystallinity degree of bleached OSP is significantly reduced during the sonication from 72.5% to 57.8%, due to the partial destruction of crystalline macromolecules areas under the high energy of ultrasound. At the same time, hydrolysis of initial OSP increases the crystallinity to 76.3% due to the removal of amorphous parts of the cellulose. The additional sonication after hydrolysis leads to a partial degradation of crystalline parts of macromolecules and to a slight decrease in the crystallinity degree of nanocellulose to 72.2%.

X-ray diffraction patterns of organosolv straw pulp: the initial (1), after sonication (2), and after hydrolysis (3), after hydrolysis and sonication (4)
The results of thermogravimetric analysis (TGA) of OSP and nanocellulose films (Fig. 37.5) confirm the fact that treatment of the initial OSP by acid hydrolysis and ultrasound an increase its crystallinity degree.

Gravimetric (a) and differential thermal (b) analysis curves: pulp after the first stage of pulping in isobutanol (1), pulp after the second stage of thermochemical treatment in mixture of peracetic acid (2), and nanocellulose films (3)
Figure 37.5 shows the change of the thermal stability of the OSP samples after the first stage of pulping in isobutanol (1), after the second stage of thermos-chemical treatment in mixture of peracetic acid (2), and nanocellulose films after hydrolysis with 43% sulfuric acid and sonication (3). As seen from the thermogravimetric curves (Fig. 37.5), for all OSP samples, weight loss begins at a temperature about 80 °C, which is due to the evaporation of residual moisture from the fibers. The main weight loss after the first stage of pulping in thermal degradation begins at temperatures between 220 and 240 °C and continues up to 300 ° C. Sample (2) is characterized with weight loss about 60% in temperature ranging 220–260 °C and continues up to 400 ° C as the second stage of pumping with elements of hydrolysis increases the amount of crystalline part of cellulose, and it is the reinforcing of hydrogen bonds between cellulose macromolecules. Destruction of nanocellulose films (curve 3) has a different way. Loss of 10% of nanocellulose film is at a temperature of 160 °C and at 240 °C – another 10% losses. For nanocellulose films, abrupt weight loss in temperature ranging 220–260 ° C is not typical, and it happens gradually to 400 °C. This can be explained by the formation of dense structure between pulp molecules during the chemical treatment and sonication by increasing the share of crystallinity of the cellulose.
4 Conclusions
In the present study, organosolv pulp and nanocellulose from the wheat straw were obtained. It has been proved that delignification in isobutanol system is effective in the removal of lignin and hemicelluloses components. Organosolv pulping allows obtaining straw pulp with low lignin and mineral content. Subsequent processes of hydrolysis with sulfuric acid and sonication lead to the formation of nanofibrillated straw cellulose. The structural change and crystallinity degree of OSP and NFC were studied by the SЕМ and XRD techniques. It has been established that NFS has a density up to 1.3 g/cm3, transparency up to 60%, and crystallinity up to 72.2%. The TEM showed that NFC forms the mesh with diameter of fiber in the range from 20 to 40 nm. The method of thermogravimetric analysis confirmed that NFC films have more dense structure and smaller mass loss in temperature ranging 220–260 ° C compared with OSP.
References
Szczęsna-Antczak M, Kazimierczak J, Antczak T (2012) Nanotechnology – methods of manufacturing cellulose nanofibres. Fibres Text East Eur 20: 2(91):8–12
Klemm D, Kramer F, Moritz S, Lindström T, Ankerfors M, Gray D, Dorris A (2011) Nanocellulose: a new family of nature-based materials. Angew Chem Int Ed 50:5438–5466
Liu S, Liu Y-J, Deng F, Ma M-G, Bian J (2015) Comparison of the effects of microcrystalline cellulose and cellulose nanocrystals on Fe3O4/C nanocomposites. RSC Adv 5:74198–74205
Thiemann S, Sachnov SJ, Pettersson F, Bollström R, Österbacka R, Wasserscheid P, Zaumseil J (2014) Cellulose-based ionogels for paper electronics. Adv Funct Mater 24:625–634
Gao K, Shao Z, Li J, Wang X, Peng X, Wang W, Wang F (2013) Cellulose nanofiber–graphene all solid-state flexible supercapacitors. J Mater Chem A 1:63–67
Burrs SL, Bhargava M, Sidhu R, Kiernan-Lewis J, Gomes C, Claussen JC, McLamore ES (2016) A paper based graphene-nanocauliflower hybrid composite for point of care biosensing. Biosens Bioelectron 85:479–487
Majoinen J, Kontturi E, Ikkala O, Gray DG (2012) SEM imaging of chiral nematic films cast from cellulose nanocrystal suspensions. Cellulose 19:1599–1605
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose – Its barrier properties and applications in cellulosic materials: A review. Carbohydr Polym 90:735–764
Pillai KV, Renneckar S (2016) Dynamic mechanical analysis of layer-by-layer cellulose nanocomposites. Ind Crop Prod 93:267–275
Robles E, Czubak E, Kowaluk G, Labidi J (2016) Lignocellulosic-based multilayer self-bonded composites with modified cellulose nanoparticles. Compos Part B 106:300–307
Le D, Kongparakul S, Samart C, Phanthong P, Karnjanakom S, Abudula A, Guan G (2016) Preparing hydrophobic nanocellulose-silica film by a facile one-pot method. Carbohydr Polym 153:266–274
Rowe A, Tajvidi M, Gardner D (2016) Thermal stability of cellulose nanomaterials and their composites with polyvinyl alcohol (PVA). J Therm Anal Calorim 126(3):1371–1386
Mikulcová V, Bordes R, Kašpárková V (2016) On the preparation and antibacterial activity of emulsions stabilized with nanocellulose particles. Food Hydrocoll 61:780–792
Santucci BS, Bras J, Belgacem MN, Curvelo AADS, Pimenta MTB (2016) Evaluation of the effects of chemical composition and refining treatments on the properties of nanofibrillated cellulose films from sugarcane bagasse. Ind Crop Prod 9:238–248
Potulski DC (2016) Characterization of fibrillated cellulose nanofilms obtained at different consistencies. Forest Sci 44(110):361–372
Dai L, Long Z, Lv Y, Feng Q-C (2014) The role of formic acid pretreatment in improving the carboxyl content of TEMPO-oxidized cellulose. Cellul Chem Technol 48(5–6):469–475
Kim D-Y, Lee B-M, Koo DH, Kang P-H, Jeun J-P (2016) Preparation of nanocellulose from a kenaf core using E-beam irradiation and acid hydrolysis. Cellulose 23(5):3039–3049
Qazanfarzadeh Z, Kadivar M (2016) Properties of whey protein isolate nanocomposite films reinforced with nanocellulose isolated from oat husk. Int J Biol Macromol 91:1134–1140
Machado BAS, Reis JHO, da Silva JB, Cruz LS, Nunes IL, Pereira FV, Janice ID (2014) Obtaining nanocellulose from green coconut fibers and incorporation in biodegradable films of starch plasticized with glycerol. Quím Nova 37(8):1275–1282
Travalini А, Prestes E, Pinheiro L, Demiate I (2016) High crystallinity nanocellulose extracted from cassava bagasse fiber. O Papel 77(1):73–80
Bansal M, Chauhan GS, Kaushik A, Sharma A (2016) Extraction and functionalization of bagasse cellulose nanofibres to Schiff-base based antimicrobial membranes. Int J Biol Macromol 91:887–894
Kunaver M, Anžlovar A, Žagar E (2016) The fast and effective isolation of nanocellulose from selected cellulosic feedstocks. Carbohydr Polym 148:251–258
Saberikhan E, Rovshandeh JM, Rezayati-Charani P (2011) Organosolv pulping of wheat straw by glycerol. Cellul Chem Technol 45(1–2):67–75
Correia VC, dos Santos V, Sain M, Santos SF, Leão AL, Savastano JH (2016) Grinding process for the production of nanofibrillated cellulose based on unbleached and bleached bamboo organosolv pulp. Cellulose 23:2971–2987
Barbash V, Yashchenko O (2015) Obtaining a straw pulp in the isobutanol medium. Res Bull NTUU “KPI” 6(104):80–86
Barbash VA, Yaschenko OV, Alushkin SV, Kondratyuk AS, Posudievsky OY, Koshechko VG (2016) The Effect of Mechanochemical Treatment of the Cellulose on Characteristics of Nanocellulose Films. Nanoscale Res Lett 11:410
TAPPI (2004) Test Methods. Tappi Press, Atlanta, Georgia
Costa LA, Fonseca AF, Pereira FV, Druzian JI (2015) Extraction and characterization of cellulose nanocrystals from corn stover. Cellul Chem Technol 49:127–133
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing AG
About this paper
Cite this paper
Barbash, V.A., Yaschenko, O.V., Shniruk, O.M., Kovalchuk, V.O. (2017). Preparation of Nanocellulose from Organosolv Straw Pulp Using Acid Hydrolysis and Ultrasound. In: Fesenko, O., Yatsenko, L. (eds) Nanophysics, Nanomaterials, Interface Studies, and Applications . NANO 2016. Springer Proceedings in Physics, vol 195. Springer, Cham. https://doi.org/10.1007/978-3-319-56422-7_37
Download citation
DOI: https://doi.org/10.1007/978-3-319-56422-7_37
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-56244-5
Online ISBN: 978-3-319-56422-7
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)