
Abstract
Discontinuity free interface region of Al-to-Cu lap joints are required for high mechanical strength and low electrical resistance. While discontinuity free Al-to-Cu lap joints are difficult to produce using fusion welding, reviewing the literature, there is insufficient information on how such joints can be made by friction stir lap welding (FSLW). We will first briefly explain how material flow can cause voids, cavities or cracks during FSLW. Then, FSLW experiments are conducted using a tool design coupled with an appropriate positioning so that void-cavity free joints can be obtained. It has been found that speed conditions that cause insufficient downward flow also have resulted in insufficient formation of the interface layer thus in lack of joint. However, conditions that cause excessive downward flow also cause the intermetallic layer to crack. The balance of a mildly downward flow and a moderate growth of the interface layer without cracking will be demonstrated.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others
Keyword
Introduction
Bimetallic joints, Al-to-Cu in particular, are commonly used in various electrical applications. Such joints divided into non-separable (welded, soldered and glued) and clamped (bolted, screw and wrapped) [1]. It is common knowledge that electric current is basically electrons moving to one place from another. Consequently, for fulfilling the required function, these bimetal joints must continuously be in contact in atomic scale. According to Messler [2], physical gap will always present in mechanical attachment, no matter how tight the joints. Based on this notion, non-separable joints or metallurgical joints is a must. However, high quality dissimilar metal welds are difficult to obtain. Excessive growth of brittle intermetallic always formed in fusion welding [3]. Making it difficult to be used in broader applications.
Various solid state bonding method such as explosion welding and cold roll bonding have commonly been used. However, to produce metallurgical joint, additional procedure (annealing) must be conducted [4, 5]. Friction stir welding is proven to be able to produce a relatively good joints with a layer of intermetallic as the metallurgical joint in Al-to-Fe [6, 7] and Al-to-Ti [8]. In FSLW, material contact as a first step to achieve metallurgical bonding, achieved due to the down flow induced by the rotating threaded pin. This contacted metals, activated by the high frictional temperature, will then react metallurgically to form the metallurgical joint in the form of intermetallic layer. However displaced materials and hooks in the interface region could possibly block the flow creating discontinuity in the form of voids or cavities [9]. In electrical application, this would mean higher resistance.
FSLW Al-to-Cu has been studied extensively. Most of these studies reveal the inevitable formation of intermetallic layer in the interface and the efforts to reduce the excessive growth by varying process parameters and the use of interlayer. In addition, various discontinuities have often revealed in various studies along with how the use of optimal process parameters can overcome them [10,11,12,13]. However, no effort on revealing how the thermomechanical mechanism causing this discontinuity formation.
Our preliminary work has revealed two of the discontinuity formation mechanism. First, flow disturbance by Cu particles and Cu flash inward folding creating discontinuity in the form of voids. This problem can be solved by using small penetration towards the bottom plate. Second, in low penetration welding, intermetallic layer cracking in the interface zone. The downward flow induced by the pin thread may partially shear away the growing intermetallic layers. If the following flow failed to re-weld to the sheared zone, discontinuity forms. In order to understand further on the thermomechanical mechanism, a series of experiments were conducted along with the observation and analysis on microstructure, chemical composition and thermal history of FSLW.
Experimental Procedures
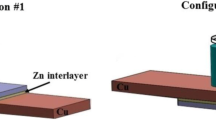
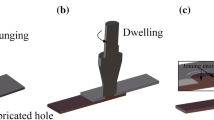
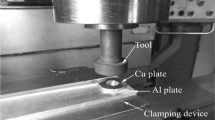
FSLW experiments were conducted using a retrofitted milling machine. The top plate was 6 mm thick aluminium 6060-T5 alloy and the bottom plate was 3 mm thick commercially pure copper sheet. Preliminary experiments were conducted using rotational speed (ω) of 1400 rpm and welding speed (v) of 40 mm/min followed with another series of experiments using \( \omega \) of 500, 710, 1000, and 1400 rpm respectively with same \( v \) of 56 mm/min. Normal concave tools were used in the preliminary works and tools with scroll shoulder were used in further experiments. Both were made using heat treated tool steel (H13). The diameter of the shoulder was 25 mm and the threaded pin outside diameter was 8 mm. Pin penetration depth (d p ) can be vary depending on the length of the pin which was adjusted during machining and vertical positioning of the tool during welding. A tilt angle of 2.5° was applied for using normal pins and the tilt angle was zero for using scroll tool.
During welding, temperature of the Al-Cu interface region was measured by placing K-type thermocouple (0.3 mm in diameter) placed in a narrow groove machined in top plate, on the surface that faces the bottom plate. After FSLW experiments, all samples were then cross sectioned, mounted and polished with normal metallographic procedure followed with 0.04 μm colloidal silica suspension for final polishing. Samples were examined with optical and scanning electron microscopes (SEM) equipped with energy dispersive spectroscopy (EDS).
Results and Discussion
Various d p values were used in the preliminary works. The results are shown in Figs. 1 and 2 respectively. For larger d p values, as shown in Fig. 1, large Cu pieces along with flash curved towards the stir zone, blocking the material flow. As a result, cavities formed in the interface region. Using lower d p values, close to discontinuity free interface could be achieved. Small Cu particles are present in the stir zone and the flash has curved outward (Fig. 2a). This indicates that there was no blockage in the material flow to the interface during welding. Examination using SEM in Fig. 2b has revealed the common features in FSLW such as mix stir zone (MSZ) and the Al stir zone (SZ). A continuous metallurgical bonding could be achieved in the form of intermetallic layer along in the outermost MSZ. No crack or substantial voids are present in the weld, although there is small local discontinuity.

Optical micrographs of FSLW cross section made with normal concave shoulder tool with dp ≈ 0.6 mm

a Optical and b SEM micrographs of FSLW cross section made with normal concave shoulder tool with dp ≈ 0.6 mm. SEM micrographs showing close to discontinuity free interface
Another interface with low d p is shown in Fig. 3. Again, along the interface region close to discontinuity free could be achievable although there is some localized intermetallic cracking. Figure 3 shows that there are ~8 μm thick of intermetallic layers formed in the interface. The outer layer is irregular shaped and has grown between the Al grains. For more details, shown in Fig. 3b, c that there are blocks of particles “floating” in the SZ, while the layers right at the interface seems to have been be cut. On the other hand, Fig. 3d shows cracked and blocky intermetallic. From Chen et al. [14], it is known that material will still flow from RS to AS behind the pin. This continuous Al flow may exert a sufficiently high shear stress to the intermetallic layer, cracking the layer. A cracked layer may be further pushed away by the flow. This may be the reason for the “floating” particles in the SZ. EDS examination showed that this “floating” particles have similar composition with the outer most (adjacent to Al) interfacial intermetallic layer.

a Optical and SEM micrographs of weld made using normal shoulder tool with dp ≈ 0.2 m. b Interface with intermetallic layer and “floating” particles in the SZ. c Magnification of the intermetallic layer showing cut like interface. d Cracked blocky intermetallic layer
Based on the above observations, further experiments were then conducted to study the effect of rotation speed on achieving discontinuity free FSLW interface. In welding with ω = 500 rpm, v = 56 mm/min, and d p ≈ 0.17 mm, no voids and no big Cu particles are present in the SZ (Fig. 4a). However, higher magnification in Fig. 4b shows that Al is not connected to the reaction zone in the bottom of the pin. There is no intermetallic layer present in the Al side, thus dismissing intermetallic layer brittle fracture. Note that there are some Al left in the bottom zone just above MSZ suggesting that this reaction occurred in the bottom of the pin where Al could slip into the bottom of the pin, mixed with Cu. This mixture will then, with the help of frictional heat, react to form intercalated layers of Al, Cu and intermetallic MSZ. The down flow was probably not able to reach or just slightly grazed the reaction zone, thus having failed to force re-welding. Figure 4c taken from another region of the same interface shows a larger gap. Very thin intermetallic layer was formed in the interface. As shown in Fig. 5, similar stir flow and reactions in interface have been observed in weld made with \( \omega \) = 710 rpm, \( v \) = 56 mm/min, and d p ≈ 0.17 mm.

SEM micrographs of a weld made by using scroll shoulder tool with ω = 500 rpm, v = 56 mm/min, and dp ≈ 0.17 mm. a Interface cross section. b, c Al not able to force re-welding to the bottom reaction zone

SEM micrographs of a weld made by using scroll shoulder tool with ω = 710 rpm, v = 56 mm/min, and dp ≈ 0.17 mm. a Interface cross section. b Al not able to fill in small gaps and force re-welding to the bottom reaction zone
The next FSLW condition was ω = 1000 rpm, v = 56 mm/min, and d p ≈ 0.05 mm. Figure 6a shows that continuous interface could be achieved. SEM examination in Fig. 6b shows typical interface of this weld. There are three layers formed in the interface. Outer and innermost already identified as Al2Cu and Al4Cu9 respectively. The outer most layer was able to extensively grow outward toward Al. This indicates that Al down flow was able to force re-welding, allowing the layer to continue to grow. In some area, the thick intermetallic layer is thick, as shown in Fig. 6c. This is the result of the thick MSZ having completely transformed into intermetallic due to excessive frictional heat.

SEM micrographs of a weld made by using scroll shoulder tool with ω = 1000 rpm, v = 56 mm/min, and dp ≈ 0.05 mm. a Interface cross section. b Typical interface showing outer layer grows towards the Al SZ. And c MSZ turn completely into intermetallic
For the weld made using the highest ω value, where d p ≈ 0.1 mm, voids are present in SZ (Fig. 7a). Examination in higher magnification in Fig. 7b reveals that the majority of the interface has cracked. The crack has propagated between the Al2Cu and two inner layer, AlCu in particular. This also in accordance with previous studies [15, 16]. Moreover, Moreno et al. [17] in their study stated that Al2Cu and AlCu have low interfacial strength as a result of their difference in lattice structure, Al2Cu being tetragonal and AlCu being monoclinic and orthorhombic. The mechanism of intermetallic layer formation is the same with the previous parameter. However, judging from the crack appearance, it was not caused by the shear flow associated with the down flow. This is because the outer layer seems have at one point grown extensively. It is possible that the layer cracked during sample preparation. During welding, melting has occurred in the SZ as suggested by the presence of eutectic structures in Fig. 7c. Melting could be a reason for voids formation, although in this work this has not been studied further.

SEM micrographs of a weld made by using scroll shoulder tool with ω = 1400 rpm, v = 56 mm/min, and dp ≈ 0.1 mm. a Interface cross section. b Cracked intermetallic layer. And c Eutectic microstructure signifies melting
Now we examine welding temperature history and relate them to the microstructure features observed above. In this study, \( \nu \) used was 56 mm/min (just under 1 s for the pin to travel for 1 mm). This means one point in a FSLW weldment (in this case, thermocouple hot junction) will be rubbed against the pin bottom for 8 s. As the pin travelled pass the point, the temperature increased and reached the peak right before the pin leaves the point. Temperature peaks for 710, 1000, and 1400 rpm were ~490, 580, and 590 °C respectively (Fig. 8). Temperature record for 500 rpm welding was omitted due to difference in scan frequency. This rise in welding temperature with the increase in ω confirmed the work by Cui et al. [18] who analysed Upadhyay and Reynold’s [19] study and formulated:

Temperature history of FSLW
Referring to the phenomenon of stir flow and re-welding, again from Cui et al. [18], with higher temperature the flow stress of the stirred material will have lower flow stress (σ). This relation can be seen in Eq. 2. Furthermore, flow stress of the stirred material will decrease and converge as the temperature increase towards the melting. Which means that as the temperature rises, the stir zone material will be easier to flow downward and to fill spaces. Furthermore, both peak temperature for 1000 and 1400 rpm welding were above Al-Cu eutectic point (480 °C). This means that there is a possibility that the down flow stream in back of the pin for this welding was in a slurry like or even melted condition. The presence of eutectic structure in the stir zone support this theory.
Conclusions
From the preliminary work, it was found that close to discontinuity free interface is achievable in FSLW with low d p values. However, the excessive down flow could also cause the intermetallic to crack. Experiments using various ω values have revealed that with the increase in ω, Al become easier to flow downward towards the bottom plate. However, the temperature must be high enough to force re-welding. In this study, temperature above eutectic is proven to be effective. However, this condition promotes extensive intermetallic growth, especially Al2Cu. This thick intermetallic layer could crack due to its brittle nature.
References
Braunovic M, Myshkin NK, Konchits VV (2006) Electrical contacts: fundamentals, applications and technology. CRC Press, Boca Raton
Robert J, Messler W (2004) Principles of welding: processes, physics, chemistry, and metallurgy. WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Kah P, Jukka Martikainen MS (2013) Trends in joining dissimilar metals by welding. Appl Mech Mater 440:269–276
Chen C-Y, Chen H-L, Hwang W-S (2006) Influence of interfacial structure development on the fracture mechanism and bond strength of aluminum/copper bimetal plate. Mater Trans 47(4):1232–1239
Gao Y, Nakata K, Nagatsuka K, Liu FC, Liao J (2015) Interface microstructural control by probe length adjustment in friction stir welding of titanium and steel lap joint. Mater Des 65:17–23
Chen ZW, Yazdanian S, Littlefair G (2013) Effects of tool positioning on joint interface microstructure and fracture strength of friction stir lap Al-to-steel welds. J Mater Sci 48(6):2624–2634
Girard M, Huneau B, Genevois C, Sauvage X, Racineux G (2010) Friction stir diffusion bonding of dissimilar metals. Sci Technol Weld Join 15(8):661–665
Chen ZW, Yazdanian S (2015) Microstructures in interface region and mechanical behaviours of friction stir lap Al6060 to Ti–6Al–4V welds. Mater Sci Eng A 634:37–45
Mehta KP, Badheka VJ (2016) Materials and manufacturing processes a review on dissimilar friction stir welding of copper to aluminum: process, properties and variants. Mater Manuf Process 31(3):233–254
Akbari M, Bahemmat P, Haghpanahi M, Besharati Givi M.-K (2013) Enhancing metallurgical and mechanical properties of friction stir lap welding of Al–Cu using intermediate layer. Sci Technol Weld Join 18(6):518–524
Bisadi H, Tavakoli A, Tour Sangsaraki M, Tour Sangsaraki K (2012) The influences of rotational and welding speeds on microstructures and mechanical properties of friction stir welded Al5083 and commercially pure copper sheets lap joints. Mater Des 43:80–88
Firouzdor V, Kou S (2011) Al-to-Cu friction stir lap welding. Metall Mater Trans A 43(1):303–315
Saeid T, Abdollah-zadeh A, Sazgari B (2010) Weldability and mechanical properties of dissimilar aluminum–copper lap joints made by friction stir welding. J Alloys Compd 490(1–2):652–655
Chen ZW, Pasang T, Qi Y (2008) Shear flow and formation of Nugget zone during friction stir welding of aluminium alloy 5083-O. Mater Sci Eng A 474(1–2):312–316
Xue P, Xiao BL, Ma ZY (2015) Effect of interfacial microstructure evolution on mechanical properties and fracture behavior of friction stir-welded Al-Cu joints. Metall Mater Trans A 46(7):3091–3103
Waliach ER, Davies GJ (1977) Mechanical properties of aluminium-copper solid-phase welds. Met Technol 4:183–190
Moreno D, Garrett J, Embury JD (1999) Technique for rapid characterization of intermetallics and interfaces. Intermetallics 7(9):1001–1009
Cui S, Chen ZW, Robson JD (2010) A model relating tool torque and its associated power and specific energy to rotation and forward speeds during friction stir welding/processing. Int J Mach Tools Manuf 50(12):1023–1030
Upadhyay P, Reynolds AP (2010) Effects of thermal boundary conditions in friction stir welded AA7050-T7 sheets. Mater Sci Eng A 527(6):1537–1543
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 The Minerals, Metals & Materials Society
About this paper
Cite this paper
Parningotan, D., Tarrant, M., Chen, Z.W., Hilton, A., Pasang, T. (2017). Influence of Stir Flow on Joint Quality During Friction Stir Lap Al-to-Cu Welding. In: Hovanski, Y., Mishra, R., Sato, Y., Upadhyay, P., Yan, D. (eds) Friction Stir Welding and Processing IX. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-52383-5_17
Download citation
DOI: https://doi.org/10.1007/978-3-319-52383-5_17
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-52382-8
Online ISBN: 978-3-319-52383-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)