
Abstract
In order to eliminate the disadvantages of the keyhole in conventional friction stir spot welding joint and attain the high-strength lap joint of Al/Cu dissimilar metals, a novel welding technique, named as friction stir spot riveting (FSSR), was proposed. A pinless tool and an extra filling stud were employed. The Al/Cu spot joints without keyhole defect were achieved by the FSSR. A Cu anchor-like structure was formed, which greatly increased the mechanical interlocking between the upper Al sheet and lower Cu sheet. The thin intermetallic compounds containing CuAl2 and CuAl at the Al/Cu interface strengthened the joining interface between the Al sheet and the Cu stud. Increasing rotating velocity increased frictional heat and plastic deformation and then eliminated the interfacial joining defects. The FSSR joint with the maximum tensile shear load of 3.50 kN was achieved at a rotating velocity of 1800 rpm and a dwell time of 20 s, whose fracture path passed through the softened region of upper Al sheet. In summary, the novel FSSR technique has the advantages of strong mechanical interlocking and metallurgical bonding between dissimilar materials, thereby attaining the high-strength spot joint.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Aluminum (Al) alloys are characterized by the advantages of low density, high strength, high electrical-and-thermal conductivity [1,2,3,4]. The hybrid structure of Al and copper (Cu) can save cost and reduce weight. The hybrid Al/Cu joints have been widely used in refrigeration tube, bus-bar, heat-exchange tube and so on [5, 6]. Al and Cu are difficult to be welded together due to the difference in mechanical and metallurgical properties [7]. The common defects, such as hot-crack and hard-brittle intermetallic compounds (IMCs), are easily formed during fusion welding process, which is harmful to the joint strength [8, 9]. In order to avoid the defects induced by the fusion of material and reduce the IMCs induced by the welding heat input, many researchers have employed friction stir welding (FSW) to join Al/Cu dissimilar metals [10]. FSW is a solid state welding technique [11,12,13], and has the advantages of low heat input, non-pollution and high joint efficiency [14,15,16,17]. Muthu et al. [18] obtained 1100 H14 Al/commercial pure copper FSW joints by three different pin profiles. Tavassolimanesh et al. [19] joined bimetallic aluminum-clad copper tubes by FSW and found that FSW could increase the intermixing of the two materials.
Friction stir spot welding (FSSW), a derivative of FSW, can be used to join the lap joint [20, 21]. According to different plunge depths, FSSW can be divided into two joint formations. One is that the rotating tool only stirs in the upper sheet; the other is that the rotating tool plunges into the lower sheet. For the former joint formation, the amount of IMCs can be greatly reduced, but the mechanical interlocking cannot be formed [22], and the lack of mechanical interlocking is not beneficial to attaining the high-quality lap joint. However, when the rotating tool plunges into the lower sheet, excessive IMCs are formed in the stirring zone (SZ) of Al/Cu FSSW joint [23]. Furthermore, keyhole is a typical defect in the FSSW joint, and the fracture path can easily pass through the SZ due to the reduction of effective load-bearing area and joining length [24]. Therefore, avoiding the appearance of keyhole can greatly improve the mechanical properties of dissimilar Al/Cu joint. Refilled friction stir welding (RFSSW), which can get a non-keyhole joint, is a suitable technique to join Al/Cu dissimilar metals, and the related investigates have been performed by Cardillo et al. [25] and Shen et al. [26]. Although the rotating tool does not plunges into the lower Cu sheet to avoid higher heat input and then reduce the amount of IMCs, lots of IMCs are still produced at the Al–Cu lap interface and no effective mechanical interlocking is formed [25, 26]. Although the effective mechanical interlocking can be formed in the friction stir blind riveting (FSBR) joint of Al/Cu dissimilar metals, excessive frictional heat during the FSBR is a common problem which is against the reduction of IMCs [27,28,29].
In order to acquire the strong Al/Cu joint with fewer IMCs and non-keyhole, a novel technique, named as friction stir spot riveting (FSSR), was proposed in this study. The novel FSSR process can increase macro mechanical interlocking. The formations, interfacial characteristics and tensile shear loads of dissimilar Al/Cu FSSR joints were investigated.
2 Experimental
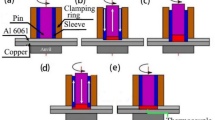
1060 pure Al and T2 Cu were chosen as the base materials (BMs) with the dimensions of 100 mm × 30 mm × 2 mm. Schematic of FSSR process is shown in Fig. 1. Pure Al was placed as the upper sheet. The lap area was 30 mm × 30 mm. A pre-fabricated through hole with a diameter of 8 mm was located at the center of lap aero of Al sheet. A Cu cylindrical filler (Cu Stud) with a diameter of 8 mm and a height of 2 mm was filled into the pre-fabricated hole. The pinless tool with a diameter of 13 mm was used to provide frictional heat and forging force during the joining process. The pinless tool had a six-spiral-flute shape and an inner concave angle of 4°, which has been proved to improve the materials flow effectively [27]. The plunge depth and the plunge velocity were 0.3 mm (Fig. 1a) and 2 mm/min, respectively. A tilting angle with respect to Z-axis was 0°. At the dwelling stage (Fig. 1b), the rotating tool was dwelled for 20 s at the rotating velocities of 600 rpm, 1200 rpm and 1800 rpm. In order to research the influence of higher heat input on the joint strength, the dwelling time of 40 s and the rotating velocity of 2000 rpm were employed. The bonding of Al/Cu dissimilar metals was achieved after the rotating tool was retracted away from the upper sheet (Fig. 1c).

Schematic of FSSR process: a plunging stage, b dwelling stage, c retracting stage
The metallographic specimens were cut by a wire electrical discharge machine. After polished, the Al side was etched by the Keller’s solution (2.5 mL HNO3 + 1.5 mL HCl + 1 mL HF + 95 mL H2O) for 20 s. The cross sections were observed by the optical microscope (OM, OLYMPUS GX71). The microstructures were observed by the scanning electron microscopy (SEM, SU3500) equipped with an energy-dispersive X-ray spectroscopy (EDS) analysis system. Three tensile specimens were tested with a constant speed of 2 mm/min, and the average values were used to evaluate joint quality. The fracture surfaces were observed by the SEM.
3 Results and Discussion
3.1 Joint Formation
Surface formations of the FSSR joins at different rotating velocities are shown in Fig. 2. No surface cracks are observed on the top surface. Flashes appear at the top surface of joint because the materials under the rotating tool are squeezed out. The diameter of the Cu stud at higher rotating velocity is smaller than that at lower rotating velocity. When the rotating velocity is increased from 600 to 1200 rpm and then 1800 rpm, the value is decreased from 7.8 to 7.1 mm and then 6 mm. The reason why increasing the rotating velocity can reduce the diameter of Cu stud will be discussed in the following part. Furthermore, the pinless tool can provide a larger forging force compared with traditional rotating tool with a pin, which is beneficial to the FSSR joint formation. Importantly, the FSSR technique effectively eliminates the keyhole defect, which is beneficial to improving mechanical properties.

Surface formations of FSSR joints at different rotating velocities: a 600 rpm, b 1200 rpm, c 1800 rpm
Figure 3 shows the cross sections of the FSSR joints. The center of top surface is higher than the surface edge due to the inner concave shape of pinless tool, so the top surface of the joint exhibits a protruding shape. Moreover, the distance between the top point of Cu stud and the bottom point of joint top surface increases with the increase in rotating velocity, and the value is increased from 0.25 to 0.5 mm when the rotating velocity varies from 600 to 1800 rpm.

Partial microstructures in cross sections of FSSR joints under different rotating velocities: a 600 rpm, b 1200 rpm, c 1800 rpm
During the joining process, the pinless tool produces the frictional heat and then softens the Cu stud. These softened Cu stud materials flow toward the Al sheet under the forging effect of pinless tool and the Cu stud becomes the Cu anchor. Figure 3d–f shows the enlarged views of the Cu anchor. Ma et al. [2] reported that the hook-like structure could increase the length of joining interface, which was beneficial to improving the joint strength. Zhou et al. [8] also pointed out that the anchor in the FSSW joint of Al/Cu alloys could provide an additional mechanical interlocking. Furthermore, the material flow along the thickness direction can be improved with the increase in the rotating velocity, resulting from the Cu anchor with a larger bending deformation which is beneficial to improving the mechanical interlocking ability between the Cu stud and the upper Al sheet. From Figs. 2 and 3, it is also known that more materials of Cu stud are driven into the Al sheet under higher rotating velocity, so the corresponding diameter of Cu stud is decreased (Fig. 2).
3.2 Interfacial Characteristic
At the initial stage of FSSR process, the rotating tool drives the Cu stud to rotate and the relative movement occurs between the Cu stud and Cu sheet. With the tool plunging, the diameter of Cu stud becomes larger under the increasing forging force, and then, the friction forces between the stud and the inside wall of hole as well as the bottom Cu sheet are increased, which eventually stops the rotation of stud. In fact, the relative movement between the stud and Cu sheet only occurs within a short time, so the plasticity of Cu is low at the initial stage because of the low welding temperature. Therefore, no obvious plastic deformation occurs at the Cu/Cu lap interface, which is different from the Cu–Cu bonding interface acquired by the friction welding. The bonding at the Cu/Cu lap interface mainly relies on the diffusion bonding realized by the high forging force and the frictional heat input generated at the interface between the tool and Cu stud. It is worth noting that the transitory relative movement at the initial welding stage promotes the formation of intimate contact at the Cu/Cu lap interface, which is beneficial to forming the subsequent diffusion bonding [30].
The interfacial characteristics between the Cu stud and the lower Cu sheet are presented in Fig. 4. Heat input greatly influences the lap interface quality. Gap and kissing bond defects are typical defects at the lap interface at lower heat input. The rotating tool cannot produce enough frictional heat at 600 rpm, and the good metallurgical bonding cannot be achieved at the lap interface. Under this condition, the kissing bond defect and even gap defect appear at the lap interface. With the rotating velocity increasing to 1200 rpm, frictional heat and plastic deformation are increased. Continuously distributed gap is replaced by the intermittently distributed kissing bond. These two above-mentioned results show that the higher heat input is beneficial to improving the atom diffusion behavior at the interface. There is no defect at the interface when the rotating velocities of 1800 rpm and 2000 rpm are used (Fig. 4c, d), which indicates that an excellent bonding interface is achieved between the Cu stud and lower Cu sheet. Therefore, it can be concluded that frictional heat plays a key role in the interfacial quality between the Cu stud and the lower Cu sheet.

SEM images of regions near interfaces marked in Fig. 3: a region A, b region B, c region C, d lap interface under rotating velocity of 2000 rpm and dwelling time of 40 s
The microstructure is an important factor influencing mechanical properties [28]. A SEM image (Fig. 5a) shows the enlarged view of region D marked in Fig. 3, and it presents the typical Al/Cu interfacial microstructure between the Al sheet and the Cu stud in the FSSR joint. The result reveals that the metallurgical bonding et al./Cu interface is obtained due to the formation of a laminated IMCs layer. This layer consists of two sub-layers. Zhou et al. [8] pointed out that CuAl2 was the first IMC formed in the FSSW joint of Al/Cu dissimilar metals. Their results also showed that the Cu crystal was formed in the surface of the CuAl2 when the rotating tool continued to provide heat input, and then, the CuAl nucleated on the surface of the CuAl2, forming the laminated layer. In this study, the similar results are obtained. The EDS results of Points 1 and 2 are shown in Fig. 5c, d. It can be seen that the layer near Al consists of CuAl2 and the layer near Cu consists of CuAl, and the schematic of the interfacial microstructure is displayed in Fig. 5b. Figure 5b was drawn according to the local SEM magnification of Fig. 5a, and the interface distribution can be clearly identified. Zhang et al. [10] put forward that the reduction of IMCs layer thickness in Al/Cu dissimilar FSW butt joint by the underwater process could improve the joint tensile properties. Xue et al. [29] reported that thin, continuous and uniform IMCs layer was beneficial to the tensile and bending strength of the joint, and the proper thickness of the IMCs layer was about 1 μm. Muthu et al. [28] obtained Al/Cu butt joint with the IMCs thickness of 1.9 μm, and the joint efficiency reached 70%. In this study, the thickness of IMCs layer at the Al/Cu interface is about 1 μm (Fig. 5c), which reveals that this Al/Cu interface owns relatively high interfacial joining strength.

Al/Cu interface of region D marked in Fig. 3: a SEM image, b schematic diagram; EDS results of c Point 1, d Point 2 marked in b
Figure 6a–d shows the SEM images of the upper part of interface between the Cu anchor and upper Al sheet. Some IMCs particles evenly distribute in the Al matrix, and the distribution of particles at 1800 rpm is more uniform than that at 1200 rpm due to the stronger mechanical stir. The observed points in Figs. 6b, c were analyzed by EDS, and the results show that only CuAl2 particles are formed at 1200 rpm. However, when the rotating velocity is 1800 rpm, the larger particles in the Al sheet consist of CuAl2 and CuAl and the smaller particles only consist of CuAl2. According to the above-mentioned analysis, CuAl2 is firstly formed at the edge of larger Cu particle in the Al sheet, and then, this larger Cu particle continues to provide Cu atoms for the formation of CuAl IMCs. Therefore, the larger IMCs particle in Fig. 6c has two sub-layers including the inner layer of CuAl and the outer layer of CuAl2. The results in this study are similar to the results of Zhou et al. [8]. Mukuna et al. [31] found that the Cu3Al and Cu9Al4 were formed at the SZ under different welding parameters. Boucherit et al. [22] reported that the minimum temperature for Cu3Al formation was 567 °C. In this study, the IMCs particles consist of CuAl2 or CuAl + CuAl2 rather than Cu3Al and Cu9Al4, which can be explained by the lack of Cu atoms in the base Al and the low welding temperature during the welding process. The EDS results of the observed points (points 2, 3, 4, 8 and 9) in the IMCs layer show that there are also no Cu9Al4 and Cu3Al IMCs under the condition of sufficient Cu atoms. Therefore, it is concluded that the FSSR process in this study is characterized by lower heat input compared with the conventional FSSW process [22, 31].

Figure 7a–d shows the EDS line scanning results of regions G and H at the lower part of interface (vertical interface) at the rotating velocities of 1200 rpm and 1800 rpm, and the scanning direction is vertical to the Al/Cu vertical interface from Al to Cu. There is no mix between the Al and Cu because pinless tool only stirs in the upper part of the Al/Cu lap joint, so the bonding at the Al/Cu vertical interface only relies on the atom diffusion. The distribution of the Al and Cu elements shows that there is no IMCs layer at the Al/Cu vertical interface at lower heat input, and there is only atom diffusion behavior between the Al and Cu. Figure 7b illustrates that the diffusion thicknesses of Al and Cu elements are about 3.8 μm and 3.0 μm at the rotating velocity of 1200 rpm. Marstatt et al. [32] reported that higher temperature could obtain a larger atom diffusion thickness. Therefore, the diffusion thicknesses of Al and Cu elements are increased to 5.5 μm and 3.6 μm at the rotating velocity of 1800 rpm. The larger atom diffusion thickness indirectly indicates the better metallurgical bonding, which is beneficial to improving the joining quality. When the rotating velocity and the dwelling time, respectively, increase to 2000 rpm and 40 s, the microstructure near Al/Cu vertical interface is composed of laminated CuAl and CuAl2 IMCs layers due to the much larger heat input. The IMCs layers at the vertical interface are detrimental to the joint strength because the continued IMCs layers can provide a path for the fast crack propagation during the tensile shear test.

EDS analysis of regions G and H marked in Fig. 3: a SEM image, b line scanning results at 1200 rpm; c SEM image, d line scanning results at 1800 rpm; e SEM image; f EDS results of IMCs layers at 2000 rpm and 40 s
3.3 Tensile Shear Strength
Figure 8 shows the tensile shear strength of FSSR joints under different process parameters. The lowest tensile strength is 2.17 kN, because the kissing bond and gap defects at the lap interface induced by the lower heat input at 600 rpm become the stress concentration sources during the tensile shear test. Higher heat input at 1200 rpm can avoid the gap defect and reduce the kissing bond defect, so the tensile shear strength increases to 2.604 kN. The defect-free joint is attained at the rotating velocity of 1800 rpm. Besides the interfacial quality, the anchor-like structure plays an important role in the improvement of the joint strength [33, 34]. The anchor-like structure in this study (Fig. 3b, c) enhances mechanical interlocking between the Cu stud and the upper Al sheet, which is beneficial to increasing the joint strength. In this study, the maximum tensile shear strength of 3.500 kN is obtained when the rotating velocity of 1800 rpm is used. It can be concluded that increasing rotating velocity is propitious to attaining the FSSR joint with high strength. However, the tensile shear strength decreases from 3.500 kN at 1800 rpm and 20 s to 2.700 kN at 2000 rpm and 40 s, which is because the much higher thermal induces the excessive IMCs at the Al/Cu vertical interface (Fig. 7e) and then reduces the joint tensile shear strength.

Tensile shear strengths of FSSR joints under different rotating velocities and dwelling time
For the traditional FSSW process, the rotating pin plunges into the lap joint and the keyhole defect is formed after the rotating pin retracts from the joint. The existence of keyhole defect can greatly reduce the loading capacity of lap joint by reducing the length of lap interface, and this problem can be avoided if the crack propagation path is only along the lap interface. Choosing Cu material as the upper sheet, Boucherit et al. [22] performed traditional FSSW joint of Cu/Al dissimilar alloys. During their work, the rotating pin did not plunge into the lower sheet and no mechanical interlocking was formed. However, because the melting point of Cu was much higher than that of Al material, the welding temperature at the interface was high enough to form excessive IMCs. Under this condition in Ref. [22], the crack propagated along the Cu/Al lap interface during the tensile test, and then, the relatively low tensile shear strength of 2.230 kN was obtained. Therefore, in order to obtain the lap joint of Al and Cu dissimilar alloys, no keyhole, fewer IMCs and strong mechanical interlocking are the three factors in improving the joint tensile shear strength. FSSR process developed in this study is a good choice to join the Al/Cu dissimilar metals.
3.4 Fracture Location and Fractography
In this study, two fracture modes including shear fracture and shear-plug fracture are obtained, and the typical fracture locations of joints at 600 rpm and 1800 rpm are displayed in Fig. 9. The shear fracture mode means that the crack propagates along the direction parallel to the lap interface, and the shear-plug fracture mode means that the crack propagates along the direction perpendicular to the lap interface [35]. Figure 10 displays the schematic diagrams of fracture modes of Al/Cu FSSR joint. Figure 10b is the schematic of the shear fracture process at 600 rpm. The gap is the initiation location of crack source, and the crack can easily propagate along the lap interface during the tensile shear test because this interface strength is much lower than the Cu BM. After the shear fracture, the upper Al sheet and the Cu stud are separated from the lower Cu sheet, as shown in Fig. 9a.

Fractured joints after tensile test at different rotating velocities: a 600 rpm, b 1800 rpm

Schematics of fracture paths of FSSR joints at different welding parameters: b 600 rpm and 20 s; c 1800 rpm and 20 s; d 2000 rpm and 40 s
It has been reported that the Al BM near the SZ is heated by the rotating tool during the FSW process and then undergoes the softening phenomenon [36, 37]. During the FSSR process, the Al under the rotating pinless tool is heated and softened. With increasing rotating velocity, the softened degree of Al BM increases. In this study, two interfaces exist in the FSSR joint, namely the lap interface between the Cu stud and the Cu sheet and the vertical interface between the Cu stud and the Al sheet. Compared with the vertical interface, the lap interface perpendicular to the rotating axis of pinless tool bears larger forging force and easily attains the sufficient atom diffusion. Moreover, the bonding strength of Cu/Cu lap interface increases with the increase in atom diffusion effect. The bonding strength of Cu/Al vertical interface firstly increases and then decreases with the increase in atom diffusion effect, because too thinner IMCs and too thicker IMCs are both detrimental to the bonding strength. Due to the above-mentioned reasons, the weakest lap interface of FSSR spot joint is transferred to the region near the vertical interface when the rotational speed increases from 600 rpm to higher rotational speed. For the shear-plug fracture in this study, the crack propagates upwards rather than along the lap interface (Fig. 10c, d). After fracture, the upper Al sheet separates from the Cu stud, and the Cu stud still remains on the lower Cu sheet (Fig. 9b).
For the shear-plug fracture mode, the top part of crack propagation path is located in the Al BM, but the locations of middle and bottom parts vary with the change of the welding heat input (Fig. 10c, d). As mentioned above, it is known that when the crack propagation is upward, the weak regions mainly include the softened Al BM and the Al/Cu vertical interface. The atom diffusion bonding behavior (Fig. 7c) is improved and the softened degree of Al BM is more severe when the relatively high heat input at 1800 rpm and 20 s is used, so the crack propagation path is mainly located at the Al BM (Fig. 10c) and some Al materials are still connected with the Cu stud (Fig. 9b). However, excessive IMCs are formed at the vertical interface when much higher heat input at 2000 rpm and 40 s is used, thereby causing that the crack propagation location is the IMCs layer (Fig. 10d).
The fracture surface morphologies of the FSSR joint at 1800 rpm are shown in Fig. 11. Dimple structure in Fig. 11a is observed at a region in Fig. 9b, revealing that the good metallurgical bonding happens at the vertical interface and no hard and brittle IMCs layer is formed. The fracture surfaces of regions b and c in Fig. 9b show a layered structure because both regions b and c mainly bear the peeling force during the tensile shear test. The fracture surface morphology in Fig. 11d is observed at region d marked in Fig. 9b and displays a typical dimple fracture, which is because region d is located at the Al BM rather than at the Al/Cu interface.

Fracture surface morphologies of 1800 rpm at different positions: a to d regions a to d in Fig. 9b
4 Conclusions
-
1.
The novel FSSR process was put forward, and the Cu stud was used to join the upper Al and lower Cu sheets. The high-quality Al/Cu spot joints without keyhole defect were successfully achieved. A Cu anchor-like structure was formed at the upper part of Cu stud, which could greatly increase the mechanical interlocking between the upper Al sheet and the Cu stud.
-
2.
For the lap interface of FSSR joint, the bonding strength mainly relied on the joining of similar materials, so IMC was formed, and then, the excellent metallurgical bonding was attained. Under reasonable heat input, the good atom diffusion behavior could be attained at the interface between the upper Al sheet and the Cu stud, and the IMCs layer thickness of ~ 1 μm could be controlled, which was beneficial to improving the joint strength.
-
3.
The shear fracture mode of FSSR joint was attained only under relatively low heat input. The shear-plug fracture mode was attained under reasonable heat input, and its corresponding tensile shear strength was much higher than that under the shear fracture mode. The maximum tensile shear strength of 3.5 kN was obtained at a rotating velocity of 1800 rpm and dwell time of 20 s.
References
X. Meng, Z. Xu, Y. Huang, Y. Xie, Y. Wang, L. Wan, Z. Lv, J. Cao, Int. J. Adv. Manuf. Technol. 94, 1253 (2017)
L. Ma, S. Niu, S. Ji, P. Gong, Arch. Metall. Mater. 65, 307 (2020)
G. Chen, S. Zhang, Y. Zhu, C. Yang, Q. Shi, Acta Metall. Sin. Engl. Lett. 33, 3 (2020)
F.B. Argesi, A. Shamsipur, S.E. Mirsalehi, Acta Metall. Sin. Engl. Lett. 31, 65 (2018)
K.P. Mehta, V.J. Badheka, Mater. Manuf. Processes. 31, 233 (2015)
P. Liu, Q. Shi, W. Wang, L. Wang, Z. Zhang, Mater. Lett. 62, 4106 (2008)
M. Akbari, R. Abdi Behnagh, A. Dadvand, Sci. Technol. Weld. Joining 17, 581 (2013)
L. Zhou, G.H. Li, R.X. Zhang, W.L. Zhou, W.X. He, Y.X. Huang, X.G. Song, J. Alloys Compd. 775, 372 (2019)
S. Ji, Q. Wen, Z. Li, J. Mater. Sci. Technol. 48, 23 (2020)
J. Zhang, Y. Shen, X. Yao, H. Xu, B. Li, Mater. Des. 64, 74 (2014)
W. Xu, X. Wu, J. Ma, H. Lu, Y. Luo, J. Mater. Res. Technol. 8, 6029 (2019)
B. He, L. Cui, D. Wang, H. Li, C. Liu, Acta Metall. Sin. Engl. Lett. 32, 1 (2019)
X. Liu, H. Liu, T. Wang, X. Wang, S. Yang, J. Mater. Sci. Technol. 34, 102 (2018)
H.J. Liu, H. Fujii, M. Maeda, K. Nogi, J. Mater. Process. Technol. 142, 692 (2003)
Y. Huang, X. Meng, Y. Xie, L. Wan, Z. Lv, J. Cao, J. Feng, Compos. A 105, 235 (2018)
W.F. Xu, X.K. Wu, J. Ma, H.J. Lu, Y.X. Luo, J. Magn. Reson. Technol. 8, 6029 (2019)
C. Zhang, L. Cui, Y. Liu, C. Liu, H. Li, J. Mater. Sci. Technol. 34, 756 (2018)
M. Felix Xavier Muthu, V. Jayabalan, Trans. Nonferrous Met. Soc. China 26, 984 (2016)
A. Tavassolimanesh, A. Alavi Nia, J. Alloys Compd. 751, 299 (2018)
Q. Chu, W.Y. Li, X.W. Yang, J.J. Shen, A. Vairis, W.Y. Feng, W.B. Wang, J. Mater. Sci. Technol. 34, 1739 (2018)
X. Xiong, M. Li, S. Ji, D. Yan, Z. Liu, Adv. Eng. Mater. 21, 1900510 (2019)
A. Boucherit, M.N. Avettand-Fènoël, R. Taillard, Mater. Des. 124, 87 (2017)
U. Özdemir, S. Sayer, Ç. Yeni, Mater. Test. 54, 233 (2012)
M. Shiraly, M. Shamanian, M.R. Toroghinejad, M. Ahmadi Jazani, J. Mater. Eng. Perform. 23, 413 (2013)
M.E.B. Cardillo, J. Shen, N.G. de Alcântara, C.R.M. Afonso, J.F. dos Santos, Weld. World 63, 33 (2018)
J. Shen, U.F.H. Suhuddin, M.E.B. Cardillo, J.F. dos Santos, Appl. Phys. Lett. 104, 191901 (2014)
S.D. Ji, X.C. Meng, R.F. Huang, L. Ma, S.S. Gao, Mater. Sci. Eng. A 664, 94 (2016)
M.F.X. Muthu, V. Jayabalan, J. Mater. Process. Technol. 217, 105 (2015)
P. Xue, B.L. Xiao, D.R. Ni, Z.Y. Ma, Mater. Sci. Eng. A 527, 5273 (2010)
G. Chen, Z. Feng, J. Chen, L. Liu, Q. Liu, S. Zhang, X. Cao, J. Zhang, Q. Shi, Scr. Mater. 128, 41 (2017)
M.P. Mubiayi, E.T. Akinlabi, Trans. Nonferrous Met. Soc. China 26, 1852 (2016)
R. Marstatt, M. Krutzlinger, J. Luderschmid, M.F. Zaeh, F. Haider, IOP Conf. Ser. Mater. Sci. Eng. 181, 012002 (2017)
Y. Huang, X. Meng, Y. Wang, Y. Xie, L. Zhou, J. Mater. Process. Technol. 257, 148 (2018)
Y. Huang, X. Meng, Y. Xie, J. Li, L. Wan, Compos. A 112, 328 (2018)
Z. Li, S. Ji, Y. Ma, P. Chai, Y. Yue, S. Gao, Int. J. Adv. Manuf. Technol. 86, 1925 (2016)
A.P. Reynolds, W. Tang, Z. Khandkar, J.A. Khan, K. Lindner, Sci. Technol. Weld. Joining 10, 109 (2013)
W.F. Xu, Y.X. Luo, M.W. Fu, Mater. Charact. 138, 48 (2018)
Acknowledgements
This project was financially supported by the National Natural Science Foundation of China (Nos. 51705339 and 51905355).
Author information
Authors and Affiliations
Corresponding author
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195.
Rights and permissions
About this article

Cite this article
Liu, J., Song, Q., Song, L. et al. A Novel Friction Stir Spot Riveting of Al/Cu Dissimilar Materials. Acta Metall. Sin. (Engl. Lett.) 34, 135–144 (2021). https://doi.org/10.1007/s40195-020-01092-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-020-01092-2