
Abstract
The importance of dual phase (DP) steels in the automotive industry was continuously spreading in the last decade. With their special microstructure—containing ferrite and martensite in particular ratio—high strength and increased formability is available. That’s the reason why the application of DP steels is providing to exceed the 50% in a modern car body structure, according to the European program of Ultra-Light Steel Auto Body Advanced Vehicle Technology. This paper presents the experimental results of hemispherical dome tests and uniaxial tensile tests of three types of DP steels: DP 600, DP 800 and DP 1000. The effect of the tensile strength on the formability was investigated. It was described by the total and the ultimate tensile elongation, the average anisotropy and the limiting dome height (LDH). Based on our results it can be concluded that both the total and the uniform elongations are nearly linearly decreasing as the tensile strength is increasing. The slope of total elongation is more sensitive to the strength growth. However, it is no longer true for the plastic anisotropy. The reduction rate of average anisotropy stops over 800 MPa, and does not change until 1100 MPa. According to the dome tests results, the formability is also influenced by the sample geometry—through the deformation path—besides the tensile strength. The LDH values in biaxial stretch strain conditions are less dependent on the tensile strength. They are within a 3 mm interval for all three strength classes. In plane or stretch-press strain conditions, higher reduction can be observed. The characteristics of dome height curves are similar for all samples, regardless of their strength.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Weight-loss developments in the vehicle industry resulted in relevant research results in the science of structural materials. Spreading of non-ferrous materials—like aluminium alloys and composites—can be observed, but the steels still remain determinative materials for car body manufacturing. To reducing weight, newly developed, advanced high strength steels (AHSS) and ultrahigh strength steels (UHSS) have been used as car body elements. Earlier [1] and present-day results [2]—validated with FE modelling simulations—showed that using these steels allows thinner components for lightweight constructions with the same, or even with improved stiffness and crashworthiness. Furthermore, a significant reduction of fuel consumption and greenhouse gas emission can be available in this way. 57 kg weight reduction is equivalent to 0.09–0.21 l/km fuel saving [2].
Application of AHSS materials significantly increased formability beside higher strength compared to conventional steel types. AHSS includes dual phase (DP), complex phase (CP) and transformation induced plasticity (TRIP) steels [3].
DP steels are typically multi-phase steels, widely used in the automotive industry due to their favourable high strength and good formability. The application of these multi-phase steels for car body panels production exceeds 50% according to the European ULSAB-AVC (Ultra Light Steel Auto Body—Advanced Vehicle Concept) consortium in 2011 [4].
DP steels are commonly manufactured by hot rolling, which followed by fast cooling from the inter-critical temperature interval below to Ms temperature. In this way, their microstructure consists of hard martensite islands in soft ferrite matrix. The mechanical properties of DP steels are mainly depending on the amount, the morphology, the dispersion and the cohesion of these two phases [3–6]. With key factors of the manufacturing, the characteristics of the ferrite and martensite particles can be significantly controlled. These key factors are the holding temperature or the holding time after the hot rolling, and the cooling rate respectively. Many studies [4–7] present the effect of the grain structure for the formability of DP steels. Some of them [4–6] use microstructure-based modelling, some other work [7] deals with experimental investigations. Microstructure-based models use representative volume elements (RVEs) to describe the multiphase material features. The definition of such model is time-consuming, however can lead to a more precise solution.
This paper is intended to present the experimental results of the effect of the tensile strength on the formability parameters of DP steels. Measuring the tensile strength is easier than that of the microstructure properties and provides sufficiently accurate benchmark for industrial users.
2 Samples and Materials
Three types of commercially available dual phase steels—DP 600, DP 800 and DP 1000—were investigated by mechanical testing. Initial table sizes were 2000 × 1250 × 1 mm. The chemical compound of the applied materials is summarized in Table 1.
The given values were acquired by optical spectroscopy measurements. The results are in good agreement with the supplier’s certification [8]. It is worthwhile to note that DP 800 has slightly higher carbon content than DP 1000. Nevertheless, both types fall into the manufacturing tolerances.
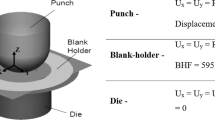
Tensile tests and limiting dome height (LDH) tests were applied as mechanical investigations. Tensile tests were carried out in accordance with MSZ EN ISO 6892 standard. The crosshead speed was 25 mm/min. Both the tensile and doming samples were cut by laser beam from 1 mm thick blanks, with tensile sample orientation 0°, 45° and 90° angles with respect to the rolling direction. Their dimensions also aligned to the standard mentioned above. Doming specimens called modified Nakajima specimens (Fig. 1) were manufactured based on literature [9]. The longitudinal axes of the samples were perpendicular to the rolling direction, since it is known that this direction shows the worst results in terms of stretch formability [9]. The applied blank holder force was 120 kN, which totally prevent the movement of the sheets under the blank holder. The diameter of hemispherical punch was 100 mm and it passed with 50 mm/min stroke speed. Surface conditions were prepared without lubrication.

Modified Nakajima specimens
3 Results
3.1 Tensile Tests
Primary values of tensile test results can be seen in Table 2. The engineering stress-strain curves are shown in Fig. 2. It can be seen, that the ultimate tensile strength values are close to the values of denomination signs of each steel grade. The highest tensile strength is measured at the DP 1000 and then it continuously decreases toward the DP 600. Conversely, the total elongation increases with the strength reduction.

Engineering stress-strain curves
Plastic anisotropy (\(\bar{r}\)) cannot be deduced from the figure, but reports the thinning tendency of the materials. The calculation method of it can be described by Eq. (1):
In this context r0, r90 and r45 are the measured values in the direction 0°, 90° and 45° compared to the rolling direction. The relationship between each r values in different directions can be followed on Fig. 3. It is observed that in case of the DP 600 the anisotropy increases linearly and the highest r value appears at 90°. The functions’ forms are not linear and the changing tendency shows opposite behaviour for the DP 800 and DP 1000.

Plastic anisotropy values in each specimen direction
The dependence of the average anisotropy on the tensile strength is added by Fig. 4. Based on the tensile strength—which is a function of the microstructure properties, like martensite volume fraction, martensite carbon content or grain size—the average anisotropy does not significantly change over 880 MPa. It increases below that, up to 660 MPa surely. This fact means, that such DP steels could behave similarly during deep-drawing operation, which has higher strength than 880 MPa. It is also confirmed by our previous research work [10].

The average anisotropy dependence on tensile strength
The changing attitude of the total and uniform elongations deviate from the anisotropy in the function of tensile strength. Both parameters are decreasing linearly, as the tensile strength increases (Fig. 5). From these results, it can be concluded that the stretch formability of such steels also decrease linearly with the increase of strength.

Changing of the elongation in the function of strength
3.2 Limiting Dome Height Tests
Limiting dome height (LDH) tests were performed to measure the maximal dome height for different sample geometries. The applied geometries (shown in Fig. 1) make possible the investigation of the effect of deformation path on stretch formability. The measured limiting dome height values in mm, and the applied sample bridge-width dimensions are shown in Table 3.
The LDH curves in the function of bridge-width are given by Fig. 6. Note that the LDH values are decreasing with the increase of the strength. The characteristics are similar, the lowest is at 20 mm width, and the highest is at 200 mm width for all materials. From these results it can be concluded that these steels resist better against stress in biaxial stretch strain condition than in-plane or press-stretch strain conditions.

LDHs at different sample geometry
If the LDH values are taken into account as the function of the tensile strength, the biaxial stretch strain condition seems to provide the best formability likewise (Fig. 7). Samples marked by “LDH_200” refers to the LDH of the specimens with 200 mm bridge-width, but different strength. It can be stated that the changing characteristic is nearly linear, and the dome height results are within 3 mm interval, while the tensile strength is almost doubled. Higher changing—roughly 5 mm—appeared in the already lower LDHs in plane strain condition. It is displayed by “LDH_80” nomination in the figure. The biggest deviation is discovered in compress-stretch deforming path (LDH_20). Thus the LDHs less dependent on the tensile strength in biaxial stretch processes, but its influencing effect intensifies with the approaching of the compressing deformation states.

The effect of the tensile strength and deformation path for the stretch formability
4 Summary
Mechanical investigations of three types of dual phase steels were performed by tensile and limiting dome height tests. The exact material types were commercially available DP 600, DP 800 and DP 1000. Since the strength properties are in direct connection with their microstructure, formability parameters were investigated according to their tensile strength as the basis of analysis. Total and ultimate elongation, anisotropy and limiting dome height behaviour were also examined. From these investigations the following main conclusions may be drawn:
-
The changing characteristic of plastic anisotropy in different deforming directions is similar for DP 800 and DP 1000. Average anisotropy doesn’t decrease further over 800 MPa.
-
Total and uniform elongation reduces linearly with the increase of the strength. The slope of the total elongation reacts stronger for the strength modification.
-
LDH values are significantly influenced by both the tensile strength and the deformation paths. Favourable deformation capability can be observed in biaxial stretch strain conditions, almost independently the materials’ strength. In plane and compress conditions, lower LDH values and stronger strength dependence can be observed.
References
Li Y, Lin Z, Jiang A, Chen G (2003) Use of high strength steel sheet for lightweight and crashworthy car body. Mater Des 24:177–182
Cui X, Zhang H, Wang S, Zhang L, Ko J (2011) Design of lightweight multi-material automotive bodies using new material performance indices of thin-walled beams for the material selection with crashworthiness consideration. Mater Des 32:815–821
Kuziak R, Kawalla R, Waengler S (2008) Advanced high strength steels for automotive industry. Arch Civil Mech Eng VIII:103–117
Uthaisangsuk V, Prahl U, Bleck W (2011) Modelling of damage and failure in multiphase high strength DP and TRIP steels. Eng Fract Mech 78:469–486
Surajit Kumar Paul (2013) Real microstructure based micromechanical model to simulate microstructural level deformation behavior and failure initiation in DP 590 steel. Mater Des 44:397–406
Sun X, Choi KS, Soulami A, Liu WN, Khaleel MA (2009) On key factors influencing ductile fractures of dual phase (DP) steels. Mater Sci Eng, A 526:140–419
Movahed P, Kolahgar S, Marashi SPH, Pouranvari M, Parvin N (2009) The effect of intercritical heat treatment temperature on the tensile properties and work hardening behavior of ferrite–martensite dual phase steel sheets. Mater Sci Eng, A 518:1–6
Official certificate of material testing laboratory of SSAB EMEA AB, Borlange, Sweden
Tisza M, Kovács PZ, Lukács Zs (2015) Formability of high strength sheet metals with special regard to the effect of the influential factors on the forming limit diagrams. Mater Sci Forum 812:271–275. doi:10.4028/www.scientific.net/MSF.812.271
Danyi J, Végvári F, Béres G (2016) Járműipari célú acéllemezek mélyíthetőségi és mélyhúzhatósági problémái. Miskolci Egyetem Közleményei: Anyagmérnöki Tudományok 39(1):19–28
Acknowledgements
The presented research work was supported by Ministry of Human Resources, in the program of National Talent Program NFTÖ-16—scholarships to provide individual development.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing AG
About this paper
Cite this paper
Béres, G., Tisza, M. (2017). The Effect of Tensile Strength on the Formability Parameters of Dual Phase Steels. In: Jármai, K., Bolló, B. (eds) Vehicle and Automotive Engineering. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-51189-4_19
Download citation
DOI: https://doi.org/10.1007/978-3-319-51189-4_19
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-51188-7
Online ISBN: 978-3-319-51189-4
eBook Packages: EngineeringEngineering (R0)