
Abstract
The application of dual phase steel in the automotive sector is increasing due to its high strength-to-weight ratio and good shock absorption capacity. The formability of dual phase steel is complex due to its multiphase microstructure which results in inaccurate formability prediction using numerical methods. The present study is aimed at analyzing the forming behavior and microstructure evolution of a dual phase steel, DP780, at different strain paths. The forming behavior of this steel was analyzed in terms of forming limit diagram (FLD) using Nakazima tests and finite element method. Various necking criteria were used to construct the FLD. Samples deformed at different dome height for three principal strain paths and strain levels were subjected to detailed microstructure and texture investigations. The microstructure and texture study was mainly focused on analyzing the development of deformation texture, misorientation development and orientation hardness. These studies showed that the formability of DP780 steel is largely affected by the development of γ fiber texture. Also, the evolution of other microstructure and texture quantifiers such as texture intensity, misorientation and relative orientation hardness at different strain paths was correlated with the formability of the material.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Automotive industries are focusing on materials comprising high tensile strength and work hardening rate in addition to good formability for closure and structural applications (Ref 1,2,3). Hence, advanced high strength steel (AHSS), aluminum and magnesium alloys are the primary choices of materials for automotive industries (Ref 4,5,6). The main advantage of aluminum- and magnesium-based alloys is their low weight; however, the use of these alloys is limited by their low formability and mechanical properties (Ref 7). In contrast, AHSS alloys possess excellent combination of strength and formability. In addition, these alloys also have very good shock absorption properties. Dual phase (DP) steels, designated as first generation AHSS alloys with tensile strength of 500-1200 MPa and total elongation of 12-34%, are extensively used for automotive parts (Ref 8, 9). A wide range of alloying elements are present in DP steel, such as Mn, Si, P, S, Al and C. The dual phase structure containing ferrite and martensite is achieved by immersing the steel in a salt bath furnace at 725 °C temperature for an appropriate soaking time followed by water quenching to room temperature. This heat treatment cycle leads to the transformation of austenite phase into ferrite and martensite phases (Ref 10,11,12).
Various literatures have reported the forming behavior of DP steel (Ref 13,14,15,16). Wu-Rong et al. estimated the formability of various grades of DP steels in terms of limiting drawing ratio (LDR). This work mainly deals with the mode of cracking for different grades of DP steels for a series of LDR cup drawing experiments (Ref 13). Kim et al. determined the formability of DP steel under uniaxial and biaxial modes (Ref 14). This work was mainly focused at finding the most suitable yielding criterion for AHSS alloys. Yu and Shen studied the variation in mechanical properties for DP steel subjected to complex loading paths (Ref 15). Tarigopula et al. (16) studied localization in DP800 steel using digital image correlation (DIC) technique and finite element method (FEM). They found that mesh density plays a key role in predicting the localization of deformation in numerical simulations. Another attempt at predicting the onset of localization for AHSS alloys was made by Bhargava et al. (17). Recently, more literatures have thrown light on the numerical modeling of formability for various DP steels (Ref 18,19,20,21,22,23). The main focus of most of studies has been identification of appropriate constitutive, damage and failure models/criteria for accurate prediction of formability of DP steels at different strain paths. Some of these findings, for instance (Ref 21, 23), signify the importance of understanding the microstructural mechanisms active at different strain paths for accurate prediction of formability of these alloys.
The deformation behavior of DP steel is very complex and largely driven by slip activity. It is understood that microstructure and texture evolution during plastic deformation of these steels is dependent on strain and strain paths (Ref 24). The plastic anisotropy, which is integral to the forming behavior, in DP steel is explained by evolution of dislocation and crystallographic texture at different strain paths. It is also reported that the decrease in γ fiber texture during hot rolling process may also affect the anisotropic behavior of this steel (Ref 25). Additionally, the mechanical properties of DP steel are also strongly dependent on the microstructural characteristics such as fraction of different phases and their distribution (Ref 26). It is well agreed that the strength of DP steel may increase with the fraction of martensite and bainite phases. The low volume fraction of martensite phase improves the ductility and work hardening exponent for this material (Ref 26). It is also worth noting that the fraction of the ferrite phase mostly influences the deformation and fracture behavior of this material (Ref 24).
In general, many researchers have evaluated the formability of DP steels through experiments and simulations. However, the far-reaching role of microstructure and texture evolutions, especially at different strain levels and strain paths, for defining the formability of this steel is still not well understood. The present work emphasizes the role of microstructure and texture development at different strain levels and strain paths during plastic deformation of DP780 steel. Various necking criteria were used to achieve the experimental and simulation-based forming limit curves (FLCs), at three different levels, for this steel. This study also intends to find a suitable necking criterion to estimate the onset of necking during plastic deformation under different strain paths. A comprehensive microstructure and texture study was conducted using electron backscattered diffraction (EBSD) and x-ray diffraction (XRD) techniques. This detailed study led to some very interesting observations pertaining to microstructure and deformation texture variations in DP780 steel at different strain paths.
Experimental Procedure
A DP780 steel sheet, 1.6 mm thickness, was used for the present study. The chemical composition of the steel used for this study is shown in Table 1. The chemical composition was determined by wet chemical analysis in an NABL certified laboratory through inductively coupled plasma atomic emission spectroscopy (ICP-AES) technique. Uniaxial tensile tests were performed to obtain the mechanical properties of DP780 steel with sample dimensions as per ASTM E8 standard (Ref 27). The uniaxial tensile test samples were prepared in three different directions, i.e., 0°, 90° and 45° to the rolling direction (RD), of the sheet. An extensometer of 50 mm gauge length was used for accurate strain measurement during the test. All the tests were performed at room temperature at a strain rate of 10-3 /s. A minimum of three tests were carried out for each direction for the repeatability of the results. Further, r-bar tests were conducted at 0°, 90° and 45° to RD to estimate the plastic anisotropy in terms of r-values of the sheet. These tests were performed according to the ASTM E517 standard under similar test conditions described for uniaxial tensile tests. The rectangular specimens with appropriate indentations were prepared and pulled up to 8 % of longitudinal strain. Thereafter, specimens were unloaded from the machine and the distance between indentations in longitudinal and width directions was measured using toolmaker microscope. For accurate thickness strain measurement, volume constancy condition, expressed as \( \varepsilon_{l} + \varepsilon_{w} + \varepsilon_{t} = 0 \) was assumed as per the standard. Subsequently, \( \varepsilon_{w} = \ln \left( {\frac{{w_{f} }}{{w_{o} }}} \right);\varepsilon_{l} = \ln \left( {\frac{{l_{f} }}{{l_{o} }}} \right);\varepsilon_{t} = \ln \left( {\frac{{l_{o} w_{o} }}{{l_{f} w_{f} }}} \right) \) and \( r_{a} = \varepsilon_{w} /\varepsilon_{t} \) were used to measure the r-value in different directions of the sheet. The planar anisotropy (Δr) of the sheet was calculated using \( \Delta r = \, \left( {r_{0} + \, r_{90} - 2r_{45} } \right)/2 \). Theoretically, a sheet with very small Δr is less vulnerable to directional forming behavior. In contrast, sheets with high Δr are more prone to variation in forming behavior in different directions. The Δr was moderate (i.e., -0.24) for this material; hence, anisotropic Hill-48 criteria (explained later) was used for numerical simulation. To ensure the repeatability of the tests, a minimum of three samples were tested at each direction of the sheet.
Nakazima tests were performed to evaluate the formability of the DP780 alloy. These tests were performed on Electro Pneumatic 200 Ton triple-action servo-hydraulic press. Two sets of Nakazima specimens were prepared to achieve strain paths varying from drawing region to stretching region (Ref 28). The geometric dimensions and their respective nomenclature of Nakazima specimens are given in Table 2. A stochastic speckle pattern was applied on one side of each specimen by spraying black paint followed by white paint. An elaborate lubrication technique was applied on the other side of the specimens to minimize the friction between punch and blank. This lubrication system consists of alternate layers of grease, PVC and teflon sheets (Ref 17). A blank holding force (BHF) of 60 Ton (≈ 595 kN) was applied on the specimens to avoid wrinkles and draw-in during deformation. The specimens were subjected to out-of-plane deformation until fracture using a hemispherical punch of 101.6 mm diameter. The complete deformation was captured in a series of images based on DIC technique (Ref 29, 30). These images were processed using ARAMIS software to measure the principal strains from initial stage to fracture of the specimens. The maximum punch displacement (corresponding to fracture) in vertical direction is referred to as dome height in the present work. The Nakazima tests were performed to three different levels of dome heights. At the first level, two sets of Nakazima test specimens were tested until fracture of the sheet and are referred to as high strain level in the present study. For the second and third levels, the tests were conducted until 60% and 80% of maximum dome heights and are referred to as low strain and medium strain levels, respectively, in this work. A minimum of three sets of Nakazima tests were performed for low and medium strain levels.
Simulation Procedure
The FEM analysis was performed using PAMSTAMP 2G solver to study the forming behavior of DP780 steel. The tools such as die, draw-bead, punch and blanks were modeled using Solidworks CAD software. The geometry and dimensions of these tools and blanks were kept similar to the Nakazima test specimens. The assembly of Nakazima test tools and blank is shown in Fig. 1.

Assembly of Nakazima tools and blank for FE simulations
Hill-48 (r-value based) criterion and experimental true stress-true plastic strain curve (obtained from uniaxial tensile tests, shown in Fig. 2) were used to model the yield and hardening behavior of DP780 steel, respectively. \( \sigma = s(1 + e) \) and \( \varepsilon = \ln (1 + e) \) were used to obtain the true stress–true plastic strain curve from engineering stress–strain data. The Hill-48 equation for plane stress condition is given in Eq 1 where F, G, H and N are called as Hill parameters, and σxx, σyy are stresses in principal directions. The relation between Hill parameters and r-values is given in Eq 2. The PAMSTAMP 2G solvers requires r-values in different directions and yield stress in rolling direction as input to apply Hill-48 criterion in numerical simulations.

True stress vs. True strain at different directions to RD for DP780 steel sheet
The constants F, G, H and N were determined from Eq 1 and 2, and are as follows: F = 0.51, G = 0.53, H = 0.47 and N = 1.70.
A four node rectangular shell element of 1.0 mm size was used for discretization of the DP780 test specimens. The boundary conditions are illustrated in Fig. 1. The blank was placed between a set of blank holder and die. The die was fixed in all the directions, i.e., Ux = Uy = Uz = Rx = Ry = Rz = 0. A blank-holding force of 595 kN was applied on the blank-holder in z-direction, and remaining movements were fully constrained, i.e., Ux = Uy = Rx = Ry = Rz = 0. In addition, a linear displacement in z-direction was given to the punch and all the other movements were prevented completely, i.e., Ux = Uy = Rx = Ry = Rz = 0. During experiments, lubricant consisting of alternate layers of grease, PVC and teflon sheet was used in succession layers to reduce the friction between punch and blank and to get the crack at the center so that strains can be measured through online system called ARAMIS. As successive layers of lubricant were used, the friction was very low in experiments so as to mimic the experimental results and for better predictability the friction considered was almost negligible and assumed as 0.01 in the simulations to predict the forming behavior of DP 780 steel. The FEM simulations were performed until the elongation was limited to only a few elements and the elongation rate (strain rate) in those particular elements reached above 30 % with each 0.5 mm of punch progression (Ref 17). The simulations were repeated for all the standard sizes and dimensions of Nakazima specimens. Different localization criteria, for example equivalent plastic strain criterion (Ref 31), thickness criterion (Ref 32), maximum punch force criterion (Ref 33) and major true strain gradient-based criterion (Ref 17), were used to predict the limiting strains and achieve the forming limit curves (FLCs) for this steel.
Microstructure Characterization
Microstructure characterization was performed using electron backscatter diffraction (EBSD) and x-ray diffraction (X-RD) techniques. Samples from all three strain levels (high strain, medium strain and low strain) and principal strain paths (uniaxial, plane strain and biaxial) along with undeformed sample were prepared for microstructure analysis. A small region of the deformed Nakazima sample, based on DIC strain field, was cut using a jeweler saw and used for microstructure investigation. These samples were subjected to mechanical polishing using emery paper of grit size from 1000 to 2500 grade (higher grade corresponds to lower grit size). To achieve a higher surface quality, the samples were mechanically polished with a succession of progressively finer water-based diamond suspensions (to a size of 1 μm). Further, electro-polishing was done using A2 electrolyte (STRUERS®) at 18 V for 20 s under controlled environment. Bulk texture measurements were performed in the range of 0°-120° for all the samples using “Panalytical MRD” x-ray system. The crystallographic textures were determined by achieving the three incomplete pole figures {110}, {200}, {211} from the bulk texture measurements. Further, orientation distribution functions (ODFs), maximum orientation distribution function (MODF), and fiber texture evolution were estimated for each sample by the inversion of those three incomplete pole figures of corresponding phases using MTM-FHM (K.U. Leuven, Department MTM-fast harmonic measurements) program (Ref 34). The evolution of dominant fiber textures was estimated by convoluting the x-ray ODFs with suitable model functions (Ref 35). An ODF is defined as the probability density function used to quantify the occurrence of all crystallographic orientations. A 3D ODF provides almost complete crystallographic texture information (Ref 36). Usually, the most relevant and/or significant textures in an ODF are studied by attaining the 2D sections from 3D ODFs. For deformation texture studies of BCC material, only one ODF section at Φ2=45° is adequate to represent almost all the major texture components (Ref 36). The overall relative anisotropy of the material is described usually in terms of MODF intensity.
EBSD scans were performed on the same surface of deformed sample with a step size of 0.05 µm using FEI Quanta-200HV scanning electron microscope (SEM), and the results were analyzed using TSL OIMTM software. A confidence index of 0.1 was used to index and analyze all the scans accurately in the present study (Ref 37). To distinguish the FCC and BCC phases on each measurement point, a minimum of 5 Kikuchi bands were identified. Measurement points of the respective phases bound by boundaries exceeding 5° or more misorientation were considered as grains. The EBSD data were used to obtain inverse pole figure (IPF) maps, Kernel average misorientation (KAM) and Taylor factor (TF) for all the samples. KAM value represents average misorientation between neighboring measurement points throughout the scan without considering any boundary effect.
Results and Discussion
The tensile and r-bar tests in three different directions (0°, 90° and 45° with the RD) were conducted to obtain mechanical properties and plastic anisotropy ratio (r-value) of DP780 steel. The load and elongation data obtained from uniaxial tensile tests was used to plot true stress–true strain (σ-ε) curves, as shown in Fig. 2. The mechanical properties and r-values of DP780 steel in all three directions are tabulated in Table 3.
It can be observed from Fig. 2 and Table 3 that this steel exhibited similar elongation in all three directions, whereas other mechanical properties, such as yield strength (YS) and ultimate tensile strength (UTS), were significantly lower in 45° to RD compared to 0° and 90° to RD. However, r-value was significantly higher in 45° compared to 0° and 90° to RD. The variation in strength and r-values between 0° and 90° to RD is relatively small considering the noticeable standard deviation seen in mechanical properties for 90° to RD. The work hardening exponent (n) and strength coefficient (K) were calculated by plotting the curve between log true stress and log true plastic strain as shown in Fig. 3. It can be clearly seen from this figure that the curve between log true stress and log true plastic strain is not linear and the coefficient of determination (R2) of linear fit is close to 0.955. This phenomenon clearly indicates that the work hardening exponent and strength coefficient for this alloy keep varying with plastic deformation during the uniaxial tensile test. Therefore, the direct experimental true stress–true plastic strain data from YS to UTS (for 0° to rolling direction specimen) was used to describe the strain hardening behavior in simulations. In this method, the stress saturates after reaching last input value of true stress and plastic strain.

Plot of log True stress vs. log True plastic strain for DP780 steel
The forming behavior of the DP780 steel sheets at different strain paths was studied by analyzing its strain evolution and fracture during Nakazima tests. Strain evolution was studied by plotting the principal strains from initial to the fracture stage of the plastic deformation at different strain paths. Three sections normal to the crack (at one step before fracture) were created for each Nakazima test sample. A minimum of five points on both sides of the crack along the created sections were considered for the strain analysis. The average principal true strains for each stage of the deformation were calculated (the standard deviation was less than 3%) to plot the strain path curves (SPCs) for each sample. A complete set of SPCs for various Nakazima test samples known as strain path diagram (SPD) is shown in Fig. 4. The SPD can be divided in three different regions based on the nature of plastic deformation during the Nakazima test. The uniaxial strain (US) region, also known as the drawing region, shows significant major tensile strain and some amount of minor compressive strain, for example, US and US1 strain paths in Fig. 4. The plane strain (PS) region shows considerable major tensile strain with almost negligible (or very low) minor strain; for instance, PS strain path in Fig. 4. In contrast, the biaxial strain (BS) region, also termed as stretching region, showed significant major and minor tensile strains; for example, BS1 and BS strain paths in Fig. 4. Further, the sample subjected to BS strain path showed maximum deformation, whereas the sample subjected to PS strain path displayed the least deformation before fracture. For better comparison, von Mises effective strain (εvm) was calculated at all three principal strain paths (US, PS and BS) and strain levels (high strain, medium strain and low strain), as given in Table 4. It can be observed from Table 4 that at high strain condition, BS and PS strain paths resulted in largest (0.663 at high strain condition) and least (0.275 at high strain) strains, respectively.

Experimental SPCs at different strain paths based on Nakazima test for DP780 steel. US uniaxial strain, PS plane strain and BS biaxial strain
Formability of a sheet is graphically expressed in the form of FLC by plotting the limiting strains. The limiting strain for an FLC can be determined based on localization (or necking) or fracture. At necking, which often precedes the fracture, sheets lose their ability to carry any load very sharply. Therefore, the material becomes unusable for any structural applications once it reaches its necking stage. Different localization criteria are proposed in the literature to determine the onset of localization. Zhang et al. (30) proposed equivalent plastic strain criterion based on comparison of strain development between two neighboring elements. When strain development in one element increases and saturates at the neighboring element, the strain at the first element at that particular stage is considered to be localization strain. Later Zhang et al. (31) proposed thickness-based localization criterion where localization is considered to occur when the rate of change in thickness at a particular point increases sharply. Petek et al. (32) proposed a localization criterion based on drop in load during plastic deformation. As per this criterion, the load begins to fall when localization occurs. The corresponding major and minor strains at which load begins to drop are considered for plotting the FLC. The above-mentioned criteria are more convenient for simulations than experiments. Therefore, a relatively new necking criterion based on major true strain gradient was used for determining the onset of localization and plotting the FLCs (Ref 17). In some cases, for example sharp bending, high strain deformation, etc., sheet metals may fracture without undergoing necking. Further, applications such as crash-worthiness still require the formability of sheets in terms of fracture (Ref 18,19,20,21,22,23). Overall, the necking and fracture limits help in forming various complex parts for example engine and gearbox components, drive axle, brakes, steering, suspension and many more. In this study, fracture strain was calculated at one step before the crack appeared on the surface of the sheet. This approach to determine the fracture strain is very common across various research groups (Ref 21, 23).
The SPCs were also plotted from simulations, and results were compared with experimental SPCs in Fig. 5. These simulation results were obtained at a mesh size of 1 mm. The mesh size of 1 mm was chosen based on mess sensitivity analysis. It can be observed that the predicted SPCs are in relatively good agreement with the experimental SPCs in US and PS regions. In contrast, the stretching region shows a large deviation between experimental and simulated SPCs especially at large deformation. The reason for the large deviation between experimental and simulated SPCs may be due to the description of yield surface using r-value-based Hill-48 yield criterion. Previous studies have shown that r-value-based Hill-48 captures r-value at different deformation modes well; however, this criterion loses its reliability in describing the yield stress for complex deformation modes. Moreover, Chakrabarty et al. have shown that r-value of the sheet metals changes with the deformation. This work also highlights that the strain path predictions can be improved by incorporating the variations in r-value in numerical simulations (Ref 30). This suggests that advanced material models should be used/developed for predicting the accurate forming behavior at other deformation modes such as BS region.

Comparison between experimental and simulated SPCs at different strain paths for DP780 steel. US uniaxial strain, PS plane strain and BS biaxial strain
The element size in FE simulations is critical to simulation results. Therefore, the FE simulations were performed at different mesh sizes (varying from 0.75 to 2 mm) for all the strain paths. Various necking criteria based on major true strain gradient (Ref 17), equivalent plastic strain (Ref 31), thickness (Ref 32) and drop in maximum punch force (Ref 33) were applied to predict the necking strains. These necking strains were used to construct the simulation-based FLCs. Results showed that regardless of localization criteria the FLC achieved by a mesh size of 1 mm was closer to the experimental FLC compared to other mesh sizes. The likely reason for better prediction at 1 mm of element size is as follows. The experimental FLC, shown in Fig. 6, was constructed by processing SPCs achieved from the Nakazima experiments. The strain calculation to achieve these SPCs was performed through the DIC system. The DIC system correlates a series of images to calculate the strains at each stage of deformation. The accuracy of this correlation depends on several factors such as quality and type of grid pattern, resolution of camera and facet size during image acquisition and processing (Ref 29). In the present study, the facet size during DIC measurement was close to 1 mm for all the Nakazima test samples. This could be the reason for good correlation between FLCs obtained from Nakazima experiments and simulations performed at 1 mm of element size. Various necking criteria are compared in Fig. 6 by plotting the simulated FLCs (at 1 mm of element size) with the experimental FLC. It can be observed from this figure that the FLCs achieved by equivalent plastic strain (Ref 31) and major true strain gradient (Ref 17) are close to experimental one. Between these two, the FLC based on major true strain gradient criterion is closer to the experimental FLC compared to the FLC based on equivalent plastic strain criterion. In contrast, FLCs based on thickness criterion and load drop (or punch force) method do not match with the experiment. Although the thickness criterion based FLC follows the trend of the experimental FLC, the deviation between the two remains significantly higher, whereas the load drop (or punch force) method overestimates the limiting strains significantly, which is also reported by Petek et al. (Ref 33). Therefore, the major true strain gradient criterion (Ref 17) was well suited to calculate the necking strain compared to other criteria in this work.

Comparison of different simulated FLCs, based on various necking criteria, with experimental FLC for DP780 steel
Comparison of experimental and simulated FLCs based on localization (necking) and fracture is shown in Fig. 7. The necking strain was calculated as per the major true strain gradient (Ref 17) method for both experiments and simulations. The fracture in simulations was assumed when the mesh elongation rate reached above 30% for a punch progression of 0.5 mm. It can be observed from this figure that the necking based simulated FLC is in well agreement with the necking-based experimental FLC in the uniaxial and plane strain regions. However, the biaxial (or stretching) region shows significant deviation between experimental and simulation based FLCs. This can be corroborated with the deviation observed between experimental and simulation SPCs at the biaxial region, as shown in Fig. 5. Further, it can be seen that both experimental and simulated FLCs based on fracture also show the same trend. However, in this case, the simulation-based FLC overestimates the experimental FLC considerably. Further, a comprehensive microstructure analysis was performed to correlate the microstructure development and formability of DP780 steel at different strain paths.

Comparison between experimental and simulated FLCs based on necking ( Ref17) and fracture for DP780 steel
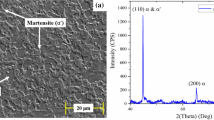
Samples included in Table 4 were examined at microscale to correlate the forming behavior of the material with its concurrent microstructure. To identify the microstructures in DP780 steel at different strains and strain-paths x-ray diffraction was carried out from 0°-120° for uniaxial, plane strain and biaxial strain path samples deformed until high strain, as shown in Fig. 8. The ferrite peaks were observed at 44.76°, 65° and 82.4° with {110}, {200} and {211} planes, respectively. Martensite peaks were observed at 36°, 39° and 50°, but the intensity of these peaks was very low for undeformed as well as deformed samples possibly due to very low fraction of martensite. The ferrite-martensite morphology and their ratio influence the properties of DP steels significantly. However, in the present material, the amount of martensite phase was very low in all the cases and identified with very low intensity peaks (Fig. 8). Even EBSD characterization, performed in further sections, could not distinguish ferrite and martensite. Therefore, the effect of ferrite-martensite morphology and ratio was not considered in this study. In this figure, it is also observed that the martensite peaks are a little bit away from the ferrite peak for both undeformed as well as deformed samples. Only ferrite peaks’ intensity changes with deformation for various strain paths. From the literature, it is found that the martensite crystal structure and its peak position strongly depend upon the volume fraction of martensite and the carbon content of the material. Higher volume fraction of martensite reduces the degree of tetragonality and shifts the martensite peak closer to the ferrite peak and enhances the ferrite peak overlapping, whereas the small fraction of martensite with higher carbon content (0.15-0.18) has the higher degree of tetragonality which causes the shifts of martensite peaks away from the ferrite peak and reduces the extent of overlapping and ferrite peak broadening (Ref 38). The DP steel used in the current study is having higher carbon content (0.16) along with very small fraction of martensite. Hence, the extent of overlapping of ferrite and martensite peaks is negligible in the present study, which can be observed in Fig. 8. It is also noticed from the literature that the martensite peak broadening takes place by its particle size and extent of straining (residual stress) of martensite. Peaks corresponding to ferrite phases appear in all strain paths with different intensities, which may be due to the evolution of deformation texture components at various strain paths. Because of the low volume fraction of martensite in the current material, it is very hard to determine the morphology of ferrite-martensite phases and their ratio. Hence, in the present study more focus was given on the texture analysis and its relation with forming behavior of the material.

Intensity vs. 2 theta at high strains in uniaxial strain (US), plane strain (PS) and biaxial strain (BS) for DP 780 steel. Arbitrary units (a.u) of intensity were taken to show the development of peaks clearly.
In the present study, since no martensite peaks were observed during the XRD 2θ-scan, the ODF intensity was calculated for the ferrite phase only. The ODF sections, at Φ2=45˚, for different strain levels and strain paths are shown in Fig. 9(a), (b), (c), (d), (e), (f), (g), (h), (i) and (j). Additionally, MODF value is given below each ODF sections. The standard ODF section for ferrite phase steel is shown in Fig. 9 where α and γ fibers are marked (Ref 39). It can be seen in this figure that the undeformed sample shows the least MODF intensity compared to all deformed samples. Also, the MODF value is almost same at all three strain levels (low strain, medium strain and high strain) and strain paths (US, PS and BS) except for high strain-BS condition. It is interesting to note that MODF intensity at high strain-BS condition is lower compared to other deformed samples despite attaining the highest strain level. The undeformed sample shows very weak α and γ fiber texture, whereas these fiber textures are dominant in all the deformed samples. The development of α and γ fiber texture is the likely reason behind the increase in MODF intensity after deformation.

MODF intensity at different strain levels and strain paths for DP780 steel. US uniaxial strain, PS plane strain and BS biaxial strain
Development of different fiber textures affects the formability of AHSS alloy. Generally, γ fiber is considered to be a key factor for an increase in the formability of AHSS (Ref 39). The γ fiber texture component also influences the mechanical properties such as strength and formability of the steel. The enhancement in formability of DP steel takes place with the increase in uniformity and volume fraction of γ fiber texture component during plastic deformation. Moreover, a high volume fraction of γ fiber texture component, i.e., {111} <112>, decreases the influence of the planar anisotropy component particularly during drawing operations. This characteristic of steel is helpful for the industrial applications like door roof, inner panels in automotive industry. In contrast, α fiber texture creates anisotropy and reduction in the formability of the AHSS (Ref 40). Therefore, the fraction of α and γ fiber texture was calculated separately for all three strain levels and strain paths and is shown in Fig. 10. It was observed that the volume fraction of γ fiber texture is higher compared to α fiber texture for all the conditions. The volume fraction of α fiber texture remains constant with strain except at high strain-BS condition, where it increases slightly. In contrast, considerable variation in γ fiber texture was observed with strain and strain paths (US, PS and BS). Fraction of γ fiber texture is higher for deformed samples for all the strain paths compared to undeformed sample, whereas development of γ fiber texture is strain and strain path dependent. For PS strain path, the γ fiber texture decreases sharply from low strain to high strain and shows the least formability at PS strain path. The lowest formability at PS condition may be due to the decrease in γ fiber texture with an increase in strain (Table 4), whereas for US strain path the γ fiber texture fraction continuously increases with strain. Therefore, this material showed considerably higher formability for US strain path compared to PS strain path, as given in Table 4. For BS strain path γ fiber texture fraction increases with strain until medium strain. After medium strain where major true strain is already very high (0.32), especially considering BS strain path, the γ fiber texture starts decreasing. Nevertheless, the γ fiber texture fraction remains higher at any instant for BS strain path compared to US and PS strain paths. Hence this steel shows the highest formability for BS strain path compared to US and PS strain paths (Table 4). Moreover, a slight increase in α fiber texture fraction and a decrease in γ fiber texture fraction were observed at high strain-BS condition. This implies that some of the γ fiber texture may have transformed to α fiber texture at very high strain and the sample failed after attaining the highest formability. Such fiber texture developments for BS strain path may result in complex forming behavior for this steel which is difficult to capture using conventional constitutive models. This could be the reason for the deviation in experimental and simulated strain paths for BS region for this material (Fig. 5). Hence, a microstructure-based material model needs to be developed in future to predict the forming behavior of such AHSSs.

Fiber texture volume fractions vs. major strain at different strains and strain paths for DP780 steel. US uniaxial strain, PS plane strain and BS biaxial strain
EBSD scans were performed for all the selected samples (Table 4), and the EBSD data were used to derive the inverse pole figure (IPF) maps (Fig. 11(a), (b), (c), (d), (e), (f), (g), (h), (i) and (j)). Different colors in these IPF maps represent particular crystallographic orientations. The notation for all the main crystallographic orientations is also given in Fig. 11. In this figure, several non-indexed points (regions shown in black) can be seen especially in the deformed samples. In general, the fraction of non-indexed points increases with an increase in strain level irrespective of strain path. Hence, the highest number of non-indexed points was observed for the sample deformed at high strain-BS condition. The main reason for these non-indexed points is dislocation accumulation during plastic deformation. This dislocation accumulation decreases the EBSD pattern quality. The sample which undergoes the highest plastic deformation (high strain-BS) also results in the highest dislocation accumulation. Consequently, this sample (high strain-BS) also shows relatively higher non-indexed regions compared to other deformed samples. Further, in the undeformed sample each grain is in a single color (Fig. 11(a)), whereas all the deformed grains have color gradients due to misorientation development (Fig. 11(b), (c), (d), (e), (f), (g), (h), (i) and (j)). The primary source of this misorientation development is change in crystallographic orientation of grains caused by dislocation movements during deformation. Other than misorientation, this steel also shows considerable texture development during deformation for different strain paths. However, the type and amount of texture development is directly related to the extent of strain level and strain path, as shown in Fig. 11(b), (c), (d), (e), (f), (g), (h), (i) and (j).

Inverse pole figure (IPF) maps from EBSD data for different strain levels and strain paths for DP780 steel. US uniaxial strain, PS plane strain and BS biaxial strain]
The variation in misorientation and texture developments for different strain paths are due to dissimilarity in “orientation hardness” of different crystals. In this study, the orientation hardness was measured in terms of Taylor factor (TF). TF is a scalar quantity, which indicates the resistance offered by the material when subjected to plastic deformation. A higher TF value means that the material offers higher resistance to plastic deformation due to easier dislocation movement. Previous sections have already highlighted the importance of γ fiber texture on the forming behavior of this steel. Therefore, the EBSD data were also used to quantify the TF of γ fiber texture and other remaining textures (α -fiber + L (110) [1 − 10] + G (110) [001] separately and are shown in Fig. 12. This figure clearly shows that the variation in TF for γ fiber texture is higher compared to other textures at different strain paths. The least TF for γ fiber texture was observed at BS strain path, whereas the highest TF value (for γ fiber texture) was observed at US strain path. Hence, γ fiber texture offers the least resistance to deformation at BS strain path and the highest resistance at US strain path. Nevertheless, the TF for γ fiber texture remains considerably lower compared to other textures regardless of strain path. Consequently, the γ fiber texture is more prone to deformation compared to other textures at different strain paths. This phenomenon leads to complex variation in misorientation and texture development of this steel, as discussed in further sections.

Taylor factor for γ fiber texture and other remaining textures (α -fiber texture+ L (110) [1−10] + G (110) [001] for different strain levels and strain paths for DP780 steel
Misorientation development is directly related to dislocation activity and in turn to dislocation density. In this work, misorientation development was measured in terms of kernel average misorientation (KAM) for all the samples and plotted in Fig. 13. This figure shows that the undeformed sample has the lowest misorientation (KAM value). As the material is deformed, the KAM value increases for all the samples. The samples deformed until high strain level show higher misorientation development compared to low strain and medium strain levels for PS and BS strain paths. This can be attributed to the higher εvm for high strain level compared to low strain and medium strain levels at PS and BS strain paths. Thus it can be clearly observed that misorientation development for this material is directly affected by the extent of plastic deformation (effective strain). The only exception of this phenomenon is the sample deformed under high strain-US condition, which shows lower KAM value compared to samples deformed until low strain/medium strain levels for US strain path. This is due to an increase in the γ fiber texture for US-high strain condition (Fig. 10). It is reported elsewhere that an increase in γ fiber texture usually results in overall reduction in misorientation for AHSS sheets (Ref 41). This phenomenon is discussed in the next section.

Kernel average misorientation (KAM) at different strain levels and strain paths for DP780 steel. US uniaxial strain, PS plane strain and BS biaxial strain
The texture analysis in the previous sections has already shown that this steel develops strong fiber textures (α and γ fiber texture) during deformation, in Fig. 10. The effect of fiber texture on misorientation development was analyzed by measuring the KAM value for γ fiber texture and other remaining textures (α -fiber + L (110) [1 − 10] + G (110) [001] separately. The KAM values for γ fiber texture and other remaining textures at different strain levels and strain paths are shown in Fig. 13 (a) and (b), respectively. It can be observed from these figures that misorientation is lower for γ fiber texture (Fig. 13 (a)) for all the strain levels and strain paths as compared to other textures (α -fiber + L (110) [1 − 10]+ G (110) [001] (Fig. 13 (b)). The variation of γ fiber texture fraction varied with different strain levels and strain paths. For BCC material, the initial orientations always prefer to orient towards {223} <110> and {332} <113> orientations during deformation (Ref 42) with the accommodation of plastic strain by dislocation motion (misorientation). With an increase in plastic strain, {332} <113> component transforms to {111} <112> and {111} <110> components through {554} <225> component, where {111} <112> and {111} <110> are γ fiber texture components. The γ fiber texture becomes more unstable at a high strain due to very high stored energy during deformation (Ref 41). As several crystals transform themselves into γ fiber texture during deformation due to crystal rotation (elastic strain) and plastic deformation, this results in lower misorientation within the grains, whereas other orientations undergo severe deformation due to dislocation activity and therefore develop relatively higher in-grain misorientation.
Furthermore, the fraction of γ fiber texture increases at high strains which lead to low misorientation. Consequently, it can be seen from Fig. 10 that the γ fiber texture fraction is higher at high strain level compared to low strain/medium strain level at US strain path. This results in lower misorientation development at high strain-US condition compared to medium strain-US (and low strain-US) conditions despite higher εvm at high strain-US condition, as shown in Fig. 13. Similar to observations made from Fig. 13 and 14 (a), (b) also shows the highest misorientation development for high strain-BS sample and the least misorientation development for low strain-PS sample for both γ fiber texture and other remaining textures. It is also interesting to note here that misorientation development at low strain-PS and high strain-PS conditions are almost the same for both γ fiber texture and other remaining textures.

Kernel average misorientation (KAM) caused by (a) γ fiber texture and (b) other remaining textures (α -fiber texture + L (110) [1−10] + G (110)[001] for different strain levels and strain paths for DP780 steel). US uniaxial strain, PS plane strain and BS biaxial strain
Summary and Conclusion
In summary, Nakazima experiments and FE simulations were conducted to analyze the forming behavior of DP780 steel. A recently proposed major true strain gradient-based (Ref 17) necking criterion was used in addition to several other necking criteria (Ref 31,32,33) to construct the forming limit diagram (FLD) for this steel. Apart from formability evaluation, a detailed microstructure and texture study was performed to understand the complex deformation behavior of this steel. This study showed that crystallographic texture and misorientation development for DP780 steel is strain and strain path dependent. The major conclusions drawn from this study are stated below.
-
1.
Experimental and simulation SPCs compare well for uniaxial and plane strain region in contrast to large deviation observed at biaxial region.
-
2.
The simulated FLC based on major true strain gradient is in good agreement with the experimental FLC for DP780 steel.
-
3.
The bulk texture measurements show fiber texture development, mainly γ fiber texture, during deformation. The texture evolution with strain is very complex at biaxial strain path, which could be the reason for the deviation in experimental and simulation SPCs at biaxial region.
-
4.
The EBSD results show that the misorientation development increases with deformation at different strains and strain paths. The misorientation development is lower for γ fiber texture for all the strains and strain paths as compared to the other texture components.
References
R. Kuziak, R. Kawalla, and S. Waengler, Advanced high strength steels for automotive industry, Arch. Civil Mech. Eng., 2008, 8(2), p 103–117.
Ou. Hang, Xu. Zhang, Xu. Junrui, G. Li, and J. Cui, Mechanical properties and microstructure of high strength steel controlled by hot stamping process, J Mater. Eng. Perform., 2018, 27(8), p 4025–4035.
M.S. Mohebbi and A. Akbarzadeh, Prediction of formability of tailor welded blanks by modification of MK model, Int. J Mech. Sci., 2012, 61(1), p 44–51.
B.L. Ma, M. Wan, Z.G. Liu, X.J. Li, X.D. Wu, and K.S. Diao, Experimental and numerical determination of hot forming limit curve of advanced high strength steel, J Mater. Eng. Perform., 2017, 26(7), p 3299–3306.
S.S. Panicker and S.K. Panda, Investigations into improvement in formability of AA5754and AA6082 sheets at elevated temperatures, J Mater. Eng. Perform., 2019, 28(5), p 2967–2982.
Su. Chunjian, Z. Zhao, Y. Lv, R. Wang, Q. Wang, and M. Wang, Effect of process parameters on plastic formability and microstructures of magnesium alloy in single point incremental forming, J Mater. Eng. Perform., 2019, 28(12), p 7737–7755.
D. Li and A.K. Ghosh, Biaxial warm forming behavior of aluminum sheet alloys, J Mater. Process. Tech., 2004, 145(3), p 281–293.
M. Dziedzic and S. Turczyn, Experimental and numerical investigation of strip rolling from dual phase steel, Arch. Civil Mech. Eng., 2010, 10(4), p 21–30.
Y. Han, X. Chu, S. Kuang, T. Li, C. Xie, and H. Teng, Investigation of the edge crack sensitivity of cold rolled hot dipped galvanized DP780 steels, J Mater. Eng. Perform., 2019, 28(1), p 372–381.
A. Ramazani, M. Abbasi, S. Kazemiabnavi, S. Schmauder, R. Larson, and U. Prahl, Development and application of a microstructure-based approach to characterize and model failure initiation in DP steels using XFEM, Mater. Sci. Eng. A, 2016, 660(1), p 181–194.
S. Kumar, A. Kumar, R.M. Vinaya, R. Sah, and S. Manjini, Mechanical and electrochemical behavior of dual-phase steels having varying ferrite–martensite volume fractions, J Mater. Eng. Perform., 2019, 28(1), p 3600–3613.
M.H. Razmpoosh, A. Zarei-Hanzaki, and A. Imandoust, Effect of the Zener-Hollomon parameter on the microstructure evolution of dual phase TWIP steel subjected to friction stir processing, Mater. Sci. Eng. A, 2015, 638(1), p 15–19.
W. Wu-Rong, He. Chang-Wei, Z. Zhong-hua, and W. Xi-cheng, The limit drawing ratio and formability prediction of advanced high strength dual-phase steels, Mater. Des., 2011, 32(6), p 3320–3327.
S. Kim, J. Lee, F. Barlat, and M.-G. Lee, Formability prediction of advanced high strength steels using constitutive models characterized by uniaxial and biaxial experiments, J Mater. Process. Tech., 2013, 213(11), p 1929–1942.
H.Y. Yu and J.Y. Shen, Evolution of mechanical properties for a dual-phase steel subjected to different loading paths, Mater. Des., 2014, 63(1), p 412–418.
V. Tarigopula, O.S. Hopperstad, M. Langseth, A.H. Clausen, and F. Hild, A study of localization in dual-phase high-strength steels under dynamic loading using digital image correlation and FE analysis, Int. J Solids. Struct., 2008, 45(2), p 601–619.
M. Bhargava, A. Tewari, and S. Mishra, Forming limit diagram of advanced high strength steels based on strain path diagram, Mater. Des., 2015, 85(1), p 149–155.
C. Cheng, M. Wan, X.D. Wu, Z.Y. Cai, R. Zhao, and B. Meng, Effect of yield criteria on the formability prediction of dual-phase steel sheets, Int. J Mech. Sci., 2017, 133(1), p 28–41.
Z. Cai, M. Wan, Z. Liu, Wu. Xiangdong, B. Ma, and C. Cheng, Thermal-mechanical behaviors of dual-phase steel sheet under warm-forming conditions, Int. J Mech. Sci., 2017, 126(1), p 79–94.
C.D. Schwindt, M.A. Bertinetti, L. Iurman, C.A. Rossit, and J.W. Signorelli, Numerical study of the effect of martensite plasticity on the forming limits of a dual-phase steel sheet Int, J Mater. Form., 2016, 9(4), p 499–517.
J. Samei, D.E. Green, J. Cheng, and M.S. de Carvalho Lima, Influence of strain path on nucleation and growth of voids in dual phase steel sheets, Mater. Des., 2016, 92(1), p 1028–1037.
Z.G. Bolin Ma, Z.J. Liu, Wu. Xiangdong, K. Diao, and M. Wan, Prediction of forming limit in DP590 steel sheet forming: an extended fracture criterion, Mater. Des., 2016, 96(1), p 401–408.
R. Wesenjak, C. Krempaszky, and E. Werner, Prediction of forming-limit curves of dual-phase steels based on a multiple length scale modelling approach considering material instabilities, Comp. Mater. Sci., 2016, 111(1), p 277–288.
B. Gardey, S. Bouvier, V. Richard, and B. Bacroix, Texture and dislocation structures observation in a dual-phase steel under strain-path changes at large deformation, Mater. Sci. Eng. A, 2005, 400(1), p 136–141.
S.-H. Han, S.-H. Choi, J.-K. Choi, H.-G. Seong, and I.-B. Kim, Effect of hot-rolling processing on texture and r-value of annealed dual-phase steels, Mater. Sci. Eng. A., 2010, 527(7), p 1686–1694.
J. Zhang, H. Di, Y. Deng, and R.D.K. Misra, Effect of martensite morphology and volume fraction on strain hardening and fracture behavior of martensite-ferrite dual phase steel, Mater. Sci. Eng. A., 2015, 627(1), p 230–240.
C.D. Schwindt, M. Stout, L. Lurman, and J.W. Signorelli, Forming limit curve determination of a DP 780 steel, Proc. Mater. Sci., 2015, 8(1), p 978–985.
W. Bleck, Z. Deng, K. Papamantellos, and C.O. Gusek, A comparative study of the forming limit diagram models for sheet steels, J Mater. Proc. Tech., 1998, 83(1), p 223–230.
W. Wang, M. Li, Y. Zhao, and X. Wei, Study on stretch bendability and shear fracture of 800MPa dual phase steel sheet, Mater Des., 2014, 56(1), p 907–913.
S. Chakrabarty, M. Bhargava, H.K. Narula, P. Pant, and S.K. Mishra, Prediction of strain path and forming limit curve of AHSS by incorporating microstructure evolution, The Int. J Adv Manuf. Tech., 2020, 106, p 5085–5098.
C. Zhang, L. Leotoing, G. Zhao, D. Guines, and E. Ragneau, A comparative study of different necking criteria for numerical and experimental prediction of FLCs, J Mater. Eng. Perform., 2011, 20(1), p 1036–1042.
C.S. Zhang, L. Leotoing, D. Guines, and E. Ragneau, Theoretical and numerical study of strain rate influence on AA5085 formability, J Mater. Process. Tech., 2009, 209(1), p 3849–3858.
A. Petek, T. Pepelnjak, and K. Kuzman, An improved method for determining forming limit diagram in the digital environment, J Mech. Eng., 2005, 51(1), p 330–345.
M. Calcagnotto, D. Ponge, E. Demir, and D. Raabe, Annealing effects on microstructure and coercive field of ferritic-martensitic ODS Eurofer steel, Mater. Sci. Eng. A, 2010, 527(1), p 2738–2744.
P. Van Houtte, Manual of MTM-FHM, MTM-KU, Leuven, 1995, p 56–60.
Y. Xu, S.H. Zhang, M. Cheng, and H.W. Song, In situ x-ray diffraction study of martensitic transformation in austenitic stainless steel during cyclic tensile loading and unloading, Scripta Mater., 2012, 67(1), p 771–774.
I. Samajdar and R.D. Doherty, Thermo-Mechanical processing of metallic materials, Scripta Mater., 1994, 31(1), p 527–535.
R. Filippone, J. Root, P. Jacques, and S. Yue, The influence of martensite on line broadening in neutron diffraction spectra of a DP steel, ISIJ Int., 2002, 42(3), p 304–309.
C.M. Barr, A.C. Leff, R.W. Demott, R.D. Doherty, and M.L. Taheri, Unraveling the origin of twin related domains and grain boundary evolution during grain boundary engineering, Acta Mater., 2018, 144(1), p 281–291.
S.K. Mishra, S. Tiwari, A.M. Kumar, and L.G. Hector, Effect of strain and strain-path on texture and twin development in austenitic steel with twinning induced plasticity, Met. Trans. A, 2012, 43(1), p 1598–1609.
M. Bhargava, S. Chakrabarty, V.K. Barnwal, A. Tewari, and S.K. Mishra, Effect of microstructure evolution during plastic deformation on the formability of transformation induced plasticity and quenched & partitioned AHSS, Mater. Des., 2018, 152(1), p 65–77.
E.C. Ray, H. Choo, Ke. An, and Y. Ren, Effect of laser power on defect, texture and microstructure of a laser powder bed fusion processed 316L stainless steel, Mater. Des., 2019, 164(1), p 107534.
Acknowledgment
The authors are pleased to acknowledge Prof. K. Narasimhan, IIT Bombay, for extending the Metal Forming Laboratory facility for this work. The XRD and EBSD at the National facility of Texture & OIM (a DST-IRPHA facility) at IIT Bombay were used for this work. The help provided by Dr. A. Durga Prasad, Mr. Arjith Lodh and Mr. Jambeswar Sahu is also deeply acknowledged.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Marrapu, B., Barnwal, V.K., Chakrabarty, S. et al. Experimental and Numerical Analysis on Dual Phase Steel (DP780) Sheet Forming Limit and Effect of Microstructure Evolution on Formability. J. of Materi Eng and Perform 29, 8247–8260 (2020). https://doi.org/10.1007/s11665-020-05247-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-020-05247-1