
Abstract
The distributed collaboration based on process knowledge has become a main mode for manufacturing. Making good use of the manufacturing process knowledge is becoming more and more critical. In this paper, the manufacturing process knowledge is firstly defined and organized. A knowledge base construction method based on ontology is introduced. A three-tier system architecture of the manufacturing process knowledge base system is then illustrated with detailed main functions. Afterwards, a manufacturing process knowledge base system based on ontology is presented with respect to multi-technology fields. The implementation shows that the effective management and reuse of the knowledge can be realized.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In the information era, the knowledge has been the key issue for the manufacturing development and innovation. The manufacturing industry involves a very wide range of technical fields which include Precision and Ultra-Precision Machining, Non-Traditional Machining, Advanced Welding, Micro-Nano Manufacturing, Composite Forming, Assembly Technique, Digital Design and Manufacturing, Precision Forming, Heat Treatment and Surface Engineering. Therefore, it’s important to well integrate, reuse, create and manage knowledge to maximize the benefits for enterprises.
In the past few years, the manufacturing process management focuses on the management of process data, such as Computer Aided Process Planning (CAPP), Electronic Bill of Process, etc. But the process data management only cannot satisfy the fast development of the manufacturing industry. Some domestic enterprises and research institutes have begun the research of the manufacturing process knowledge management.
To deal with process-related problems in Numerical Control Machining (NCM), authors in [1] designed a NCM cloud platform which could coordinate the whole process from drawing to parts and support various Cloud Manufacturing application modes.
To solve the problem that it was difficult to retrieve the process design knowledge due to the complicated production process in iron and steel industry, authors in [2] introduced a process knowledge discovery approach which could direct the decision makers’ practice based on rough set attribute reduction.
To apply the rubber pad forming knowledge into digital manufacture of sheet metal parts, authors in [3] developed the web-based process knowledge base and its application system and designed the integrated application mode of the process knowledge into components hydraulic forming.
Authors in [4] analyzed the characteristics of manufacturing process management of mold &die. Based on the technology of knowledge reuse, manufacturing process planning finished rapidly and the quality of products is under control.
In order to realize the digital integrated manufacturing of tube bending, authors in [5] built the manufacturing process knowledge management system to analyze a tube’s machinability and select manufacturing resources in the process planning. The efficiency of tube process planning was improved.
Authors in [6] developed a knowledge base system for machining process based on ontology to solve the problem of selecting machining parameters in high-speed machining field, which provides a method to select the machining process parameters.
According to the characteristics of automobile body and the establishment of drawing process, authors in [7] developed a knowledge base system based on relation typed database. Efficiency of design for drawing die was improved.
Analyzing the current research and application situation of the manufacturing process knowledge management, several problems are organized as follows:
-
Due to the heterogeneity of the process knowledge, there exits lots of isolated information islands and overlap.
-
The relevant research is mainly done in a theoretical way and lack of application development in this field.
-
There is no knowledge management system oriented multi-technology fields.
-
An effective process knowledge model needs to be developed.
-
The variety of manufacturing levels, unequal resource allocation and complex production status of a manufacturer hinders the management and reusability of the manufacturing process knowledge.
In this paper, considering those analyses above, the manufacturing process knowledge and its organization are presented. A methodology for constructing knowledge base is proposed. Then the architecture, function and application of the system are described in details. Finally, a Manufacturing Process Knowledge Base System (MPKBS) oriented to multi-technology fields is developed based on the ontology and hybrid recommendation method.
2 The Process Knowledge Base Based on Ontology
2.1 Manufacturing Process Knowledge
In this paper, the manufacturing process knowledge refers to the process and its management knowledge which is generated during the product design and manufacturing process. The manufacturing process knowledge includes both the explicit and tacit knowledge and is mainly composed of four types:
-
The statement knowledge describes the process technology, technical specifications, the application scope of technology and its current development situation, and the static properties of products in a quantitative and qualitative way. For instance, the key technology in the solid-phase welding process is a statement knowledge.
-
The strategy knowledge is a kind of dynamic knowledge, such as the special models, the arithmetic and the logical reasoning strategy, during the process planning. It is usually used to obtain specific data. For instance, the empirical formula for the strength check of a profiled bar is a strategy knowledge to calculate the strength.
-
The ancillary knowledge provides users brief information, such as the technology standard, the selection of machine tools and the work schedule etc.
-
The experience knowledge describes a mass of empirical information, such as the personal experience and historical cases etc.
In MPKBS, those four types of knowledge are structured as an organic system which helps push the proper process knowledge at the right time.
2.2 Process Knowledge Organization
Considering manufacturing features, manufacturing technologies can be divided into nine technical fields as stated in Sect. 1. Each technical field is tree-structured and is composed of several sub technical fields, technology orientations, key technologies and development priorities. This five-tier knowledge system defines concepts, characteristics, the application scope and the current development situation of main manufacturing technologies. This system helps build a better integrated manufacturing process knowledge model by illustrating the inheritance, independence, correlation and other horizontal and vertical relations among all technical fields. Figure 1 is a knowledge organization chart of the digital design and manufacturing process.

Organization of the manufacturing process knowledge
Based on the knowledge organization method above and the theory of ‘metadata’, a Manufacturing Process Knowledge Element (MPKE) model is formulated: \( MPKE = \left\{ {K^{L} ,B^{K} ,P^{K} ,A^{E} ,R} \right\} \) where:
\( K^{L} \): Knowledge Level defines the organization structure of the manufacturing process knowledge. It indicates a knowledge element’s knowledge level, field type, and its father field’s and sub field’s containing knowledge elements.
\( B^{K} \): Basic Knowledge represents by \( \left\{ {B_{i}^{K} :i = 1,2, \ldots ,\left| {B^{K} } \right|} \right\} \) which is a finite set of basic theories, such as key technologies, the current development situation and existing problems etc.
\( P^{K} \): Process Knowledge refers to the belonging technical field.
\( A^{E} \): Application Environment illustrates a knowledge element’s application scenario and required knowledge background.
\( R \): Resources are related with a knowledge element’s explicit and tacit knowledge resource sets, such as technical manuals, design specifications, historical cases and expert review comments etc.
The definition of MPKE model combines the manufacturing process knowledge together with the technical personnel and their knowledge requirements, which forms a multi-level and diversified manufacturing process knowledge system and provides a reference for the formation of a specified knowledge base model.
2.3 A Methodology for Constructing Knowledge Base
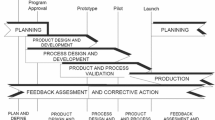
Among most theoretical and application researches, an iterative approach to ontology development proposed by Stanford University is more mature. A new methodology for constructing the knowledge base is created here based on this approach and the software design method. The construction process is half-loop structured (Fig. 2).

Construction process of a manufacturing process knowledge base
Step 1: Determine the domain and category of the ontology. This step defines the application object, the purpose, the function and the application scope of the ontology.
Step 2: Organize the manufacturing process knowledge. This step is to analyze and classify technology information.
Step 3: Extract features of the manufacturing process knowledge. Key feature words present the manufacturing process knowledge’s characteristics, connotations, extensions, conceptions and interrelations. This step helps better describe the manufacturing process knowledge and improve the share and reusability of knowledge.
Step 4: Evaluate the reusability of the manufacturing process knowledge. The formation of the ontology has mainly two ways: one is to duplicate the existing ontology model, the other is to build a new ontology model based on the requirement analysis. The advantage of the first formation way is that it helps save cost and reduce the formation cycle.
Step 5: Determine the ontology concept class. By clarifying all technical field knowledge and its feature words, the ontology concepts’ ranges and interrelations can be well defined.
Step 6: Determine the ontology hierarchy. This step is to organize the manufacturing process knowledge by analyzing relations among ontology concept classes.
Step 7: Define properties and axioms. This step is to reduce the property redundancy and enhance the expression ability of the ontology concept.
Step 8: Create class instance. This step is mainly to define properties for a specified ontology instance.
Step 9: Formalize the ontology representation. By coding with a special language, the ontology model can be recognized and processed by the computer. This step generates specific documents which can be stored and processed later.
Step 10: Evaluate the ontology model. This step is similar to the software testing phase, which takes into account five aspects of the ontology model: integrity, clarity, consistency, compatibility and extensibility.
Step 11: Maintain the ontology model. After the formation of the ontology model, the analysis and maintain work should be down to solve problems during the application of new knowledge.
3 System Implementation
3.1 System Architecture
The MPKBS involves a large range of technical fields, a variety of system users and roles with different operation authorities and a mass of process resources. It needs an appropriate system architecture to guide the concrete design of the software, support the system’s complexity and help maintain the stability of multiple subsystems.
C/S (Client/Service) mode is chosen to develop the MPKBS to ensure a high level security, interaction and performance of the system. A three-tier architecture is built for the MPKBS, which describes the system’s function modules, the interrelations of logic layers and their interaction modes (Fig. 3). The MPKBS is divided into three layers: the User Interface Layer, the Business Logic Layer and the Data Access Layer. The three-tier architecture standardizes the system structure, effectively reduces the dependency among different layers, and facilitates the development and maintenance of the system.

System Architecture of the Manufacturing Process Knowledge-Based System
3.2 Functions of the System
The MPKBS has four function modules (Fig. 4): the system management module, the knowledge retrieval and recommendation module, the knowledge browsing and maintenance module, and the resources and statistics management module.

The function modules of system
The System Management module supports the basic operation and management of the system. The knowledge retrieval and recommendation module mainly supports the user’s retrieval and the active recommendation of the manufacturing process knowledge. The knowledge browsing and maintenance module, as the basic function module of the system, is the core module to make full use of the process knowledge. The Resources and Statistics management module is to maintain system resources and improve the human-computer interaction performance by Big Data analysis.
3.3 The System Application
The Knowledge recommendation and retrieval mechanism based on the hybrid recommendation method is described in another paper so it is not covered in this paper. Figure 5 shows the main system operation interfaces.

The function modules of system
This system is used by North Institute of Science and Technology Information. According to the feedback of the institution, the system has following advantages: it has a friendly user interface and is easy to use; the process knowledge is well described and easy to understand; with the high accuracy and relevancy of the knowledge recommendation and retrieval, knowledge requirements are met; user roles and authorities are well defined; and the data has high level of independence, security and manageability.
4 Conclusion
In this paper, the manufacturing process knowledge is defined and organized and a methodology for constructing a knowledge base is proposed. The system architecture and four function modules are then illustrated in detail. A MPKBS based on ontology and the hybrid recommendation method is finally presented and has been applied in an institution considering the current management and application situation of the manufacturing process knowledge and characteristics of the process knowledge.
The MPKBS has several advantages as follows: the process knowledge is better integrated and organized; the management and reuse of the process knowledge is more effective; the application scope of the knowledge management is extended.
References
Liu, R., Li, P., Zhang, C.: Research and development of the drawing process knowledge database for automobile body. Comput. Integr. Manuf. Syst. 07, 1613–1619 (2012)
Bo, H., Liu, X., Ma, Y.: Rough-set-based process knowledge discovery approach in iron and steel industry. Comput. Integr. Manuf. Syst. 15, 135–141 (2009)
Wang, X., Liu, C., Wang, J.: The manufacturing-oriented process knowledge representation and application for the rubber pad forming. Mech. Sci. Technol. Aerosp. Eng. 01, 10–14 (2012)
Zheng, Y., Liang, P., Yi, P.: Knowledge reuse in manufacturing management of mold & die. China Mech. Eng. 17, 271–273 (2006)
Liu, N., Zeng, Y: Research on process knowledge management technology of NC tube bending. Mod. Manuf. Eng. (2011)
Lu, S: Ontology-based knowledge base system for machining process research and application. Nanjing University of Aeronautics and Astronautics the Graduate School (2011)
An, A., Chen, Y., Li, F.: Research and development of the drawing process knowledge database for automobile body. Die and Mould Manufacture 8, 6–10 (2008)
Acknowledgements
The project is supported by National Natural Science Foundation of China (no. 51505228).
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing AG
About this paper
Cite this paper
Song, H., Wang, H., Liu, T., Zhang, Q., Gao, B. (2016). The Design and Development of Manufacturing Process Knowledge Base System Based on Ontology. In: Luo, Y. (eds) Cooperative Design, Visualization, and Engineering. CDVE 2016. Lecture Notes in Computer Science(), vol 9929. Springer, Cham. https://doi.org/10.1007/978-3-319-46771-9_2
Download citation
DOI: https://doi.org/10.1007/978-3-319-46771-9_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-46770-2
Online ISBN: 978-3-319-46771-9
eBook Packages: Computer ScienceComputer Science (R0)