
Abstract
The paper identifies the basic technology and functional requirements of a cyber-physical system to control human–robot collaboration in an industrial environment. The paper defines the collaboration grading of human–robot co-working environment based on the prevailing safety concepts in workspace sharing. Detailed requirements are generated for each interaction mode and few collaboration indices are established. Different indices are found to be useful for the purpose of categorization of collaboration levels. A specific case is discussed later for a detailed Cyber-Physical System solution in a smart production or logistical context. The paper ends with a general guideline that is formulated to cater for various industrial level human–robot collaborative scenarios. An important aspect of the collaboration guideline is a sensor catalogue to meet cyber-physical system design requirements.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
The manufacturing horizon for industry 4.0 comprises a paradigm shift from the automated manufacturing toward an intelligent manufacturing concept. The exclusive feature in industry 4.0 is to fulfil the real-time customer demand of variation in product in a very small lot size. This will enable the manufacturing system to meet individual customer requirement without wasting for re-configuration of assembly line or set-up times. The intelligent manufacturing implementation will take place though the concept of internet of things (IoT), in which each participating component has its known IP address. In this context, the smart manufacturing and logistics systems should not only fulfil the real-time customer demands with product variation in very small lot sizes, but also include characteristics such as better predictive maintenance, robustness in product design and adaptive logistics. For a smart robotic factory to work in the context of industry 4.0 and (IoT), where high productivity is the demand of the future so the robots will take most of the workshare in the future manufacturing but the human worker has to stay in the work area either in supervision role or for the jobs for which the robots are not trained. The constant human presence in or near the robot’s work area develops a shift about how the robot work areas are fenced and prohibited for the humans. The futuristic approach is to implement robotic applications where robot and human workers can co-exist and collaborate safely.
In this setting, the robots share the same workspace with human counterparts and do industrial activities such as raw material handling, assembling and industrial goods transfer. The conventional approach is to expose human worker up to a limited extent with the robot and with appropriate safety control that leads to full stoppage (safe hold) of machine in case of worker violation of robot workspace. This causes interruptions and resetting procedures to be activated and hampers productive time. The proposed approach is to exhibit safe intermediate human–robot collaboration (HRC) without any fencing. In order to realize, extra safety and protection measures needs to be implemented for a collaborative robotic cyber-physical system (CPS). These safety and security requirements are based on the level of interaction between humans and robots on the shop floor to increase productivity. In fact, the approach in the design of collaborative robotic CPS is to merge the safety and security concerns just like designing industrial facility, control and risk assessment that consider both aspects (Kriaa et al. 2015). However, in this paper, only the safety aspects are considered for collaborative robotic CPS development (specific to large size robots). An existing example of such a system is Robonaut 2 (NASA) which is designed to work in a dexterous manner with humans to perform difficult jobs in and around International Space Station. Another important work (Lasota et al. 2014) for conversion of present day industrial robots to become interactive with humans are reported in (Knight 2014) in addition to the contributions from other robot developers.
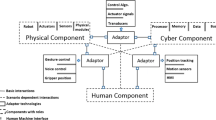
A CPS is a smart system in which the computational and physical systems are integrated to control and sense the changing state of real-world variables (NIST 2013). The success of such CPS relies on the sensor network and communication technologies that are reliable, safe and secure. In CPS, all the functional components are in modules and interconnected wirelessly in the production line or in smart factory. Even, raw materials and machines are connected on network cooperating with human workers through human–machine interactive (HMI) systems. Hence, the CPS platform evolves its architecture to engineer across the digital-physical divide and removing the borders among the key technologies. In particular, the robotic CPS consists of electronics, computing, communications, sensing, actuation, embedded systems and sensor network (Zamfirescu et al. 2013). For this application, the deployment of a full-scale CPS accounts for the human worker as an inherent part of the system. To state the robotic CPS definition, the three components are clearly evident in the model (See Fig. 4.1).

Robotic CPS modules
The human component (HC), the physical component (PC) and the computational component (CC) are the three modules integrated together. There is an increasing interaction among the three components as the enabling technologies are reducing the borders. The human component is well connected through different adaptor technologies, e.g. human position tracking and safety distance parameter are important considerations for worker safety in the robotic CPS. The robotic CPS is a highly automated system as it removes the boundaries between the composite elements and preferring their operational interactions. There are various HMI technologies based on human senses of vision, audition, and touch. The proposed robotic CPS can use vision system for detection, tracking and gesture recognition of human worker. The robots can also be commanded using audio signals from human. Additionally, variety of sensors and actuators can provide the interaction between HC, CC and PC.
In order to maintain the human–robot co-existence in the context of robotic CPS, such systems must exhibit properties such as integrality, sociability, locality and irreversibility. Moreover, it must be adaptive, autonomous and highly automated (Wang et al. 2015). The ability of CPS to interact with other CPS through different communication technologies defines the sociability. It will encompass not only devices but also integrates humans as well. Locality term introduces the computational, human and physical capabilities of a CPS, as bounded by spatial properties of the environment. Irreversibility of the CPS makes it self-referential in timescale and state-space. The adaptive characteristic makes the system self-organized and evolving. The autonomy (Pirvu et al. 2015) characterizes the control loop must close over the lifecycle of a CPS.
2 Collaboration Classification
In robotic CPS industrial environment, the smooth overlapping of workspace zones of robot and human is sought in which both can collaborate. The formal grading of the human–robot collaboration involves the level of interaction between the two entities. The level of interaction can be formalized based on the distance between the two entities, workspace share level and the complexity of collaborative tasks which both are doing mutually. There is also an issue of mental strain on humans in addition to the physical interaction of robot and human. It is discussed in (Arai et al. 2010) that by restricting the moving area and moving speed of robots, the mental strain of a human operator remains low. Also, the prior accurate information of robot motion is essential to decrease the strain on human operator.
To formally grade the HRC, the safety approaches in practice must be known first. These approaches are based on the available sensor technologies. The conventional approach is to (only with small robots) provide guidance manually or reduce the robot speed as per the requirement. This manual approach is open loop, without sensing, has high HRC level, restricted to small size robots and depends on the defined risk assessment. The second safety approach is to specify a work zone that is covered with sensors like laser scanner or proximity sensor. In this case, the robots must stop at the human access to the work area. These systems are sensor dependent, closed loop and has almost no HRC level attainment (See Fig. 4.2 for the collaboration schemes).

Collaboration classification. a Robot on safe hold against human violation. b Speed reduction even the worker is in the robot work zone. c Robot touching the human with a pre-defined calibrated force
The third approach is the speed or distance monitoring through vision-based system or other possible techniques. Speed reduction of robot applies with a possible stop in case of worker entry into the dangerous zone. This safety concept uses multiple integrated sensors and sensor fusion techniques. High HRC level attainment is possible but pose challenges to the risk assessment in case of a failure of a monitoring function. The last concept is the force monitoring through the use of force sensors. This system will also work with the help of a vision field which will guide the robot about the presence of human. The robot speed and acceleration reduction will take place according to the level of force allowed to hit the worker’s body part. The force magnitude will vary for different body parts. This scheme provides highest level of HRC attainment but also demands integration of multiple types of sensors, sensor fusion and pose challenge to risk assessment in case of failure of monitoring function.
By looking at different collaboration techniques and the corresponding HRC attainment level, it is feasible to formalize the HRC grading scheme. Figure 4.3 shows the grading pattern of HRC from low to high. The start point to gauge the HRC is first to count the number of sensors installed in the CPS system (S). In the case of large CPS, this variable represents the number of types of sensors. The next necessary variable is the data rate (D i ) of individual sensor or group of sensors of the same type. Data rates (ms) are important as the delay time from every sensor counts on the overall system’s reaction time to respond. Thus, the system’s overall delay time is the key performance indicator (KPI) enabling the robot to initiate the safety protocol in time to meet any hazard. Larger delay time will affect the robot’s reaction time adversely and hence reduce the HRC attainment. Further, the use of sensor fusion technique can improve the KPI and result in better HRC attainment level. On the right side in Fig. 4.3, the HRC grades are specified. Here, a1 grade shows the highest level of HRC attainment followed by a2 and so on.

Human–robot collaboration grading scheme
In addition to the HRC measurement through KPI computation, there is another indicator in the case of high collaboration level techniques and that is the safety distance calculation. The safe distance (SD) formula for the safety of human working with industrial robots is given in EN ISO 13855 (See Fig. 4.3). SD computes the minimum safety distance from the risk zone. K is the speed of the man approaching to collision with the robot (mm/s). T is the robot’s follow-up time to stop completely, once the brakes are applied in seconds. C is the additional distance (mm) for safety compliance that depends on the sensor’s capability or resolution. In case of multiple sensors used in a system, the sensor with lowest resolution will decide the resolution of the overall system.
3 Sensors Catalogue
To assess the HRC attainment level, it is necessary to compute the KPI in a given collaboration context. For this purpose, the safety schemes mentioned above are further explained at the sensor level and the possible risk reduction approach. These HRC contexts address the requirements of the robotic CPS and generate sensor catalogue for each type of collaboration. The basic condition for CPS implementation is that the position of the human worker and the robot must be known in real time. In strict terms, the detailed positions of the worker’s body organs needs to be established. The vision sensors that can be employed for the position information associated with other sensors must work in all the lighting conditions, e.g. in low visibility or in a rough industrial environment. Further, the communication must be faster for an immediate and accurate response of the robot preferably through low distance, safe wireless network. Overall, the system must comply with the relevant safety standards such as EN ISO 13849-Part 1 and 2 and EN ISO 13855 etc. These standards provide principles, safety requirements and guidance for the design and integration of safety-related parts of control systems.
Table 4.1 defines the collaboration level of different safety approaches, employable risk reduction scheme and the basic sensor pack to implement the scheme. The optimized solution can be found based on the industrial scenario and HRC level sought. For the speed and distance monitoring case, inertial measurement units (IMU) are employed in addition to the basic area and position monitoring sensor systems. Similarly for force monitoring-based HRC system, the basic area and position monitoring will be a requirement for implementation of the robotic CPS in addition to the force sensors. In force monitoring, different types of geometry-adapted tactile sensors are available to instal on robots or in the robot joints, with shock-absorbing properties for safe collision detection and touch-based interaction. Force sensors (normal data rate of 1 kHz) of different force ranges can be used for assessment of force exposure limits for separate human body organs.
Table 4.2 shows the computation of some indices that are checked for different employable sensors in the robotic CPS. The number of sensors are selected according to the practical requirement for such a system. It is noted that the safety distance is significant in case of camera system as compared to other sensors. Moreover, around 1 m safety distance is required in any case for the deployment of safety speed reduction scheme, e.g. if a worker is coming towards a robot with a speed of 1600 mm/s and the robot’s follow-up time is 0.42 s, then the robot must exhibit safety speed reduction when the worker distance remains 1 m. For the HRC calculation, ultrasonic sensors shows the best result.
4 Collaboration Case Study
The core of the robotic factory CPS development is the integration of dynamic characteristics of the individual components. The individual protection components register context, situation and status of worker, machine, plant and process and activate protective mechanisms before a hazard, e.g. collision, can occur. The production process will run without threats and interruptions and this will achieve the level of security and safety meeting worker safety legal requirements on industrial floor. Symbiotic human–robot collaboration (Wang et al. 2015) is defined for a fenceless environment in which productivity and resource effectiveness can be improved by combining the flexibility of humans and the accuracy of machines. Robotic CPS can enable such human–robot collaboration with the characteristics of dynamic task planning, active collision avoidance and adaptive robot control. Humans are part of the CPS design in which human instructions to robots by speech, signs or hand gestures are possible during collaborative handling, assembly, packaging, food processing or other tasks. All of these industrial tasks bring the focus of human–robot collaboration current research on heavy payload robots.
Figure 4.4 reveals a monitored area in which human and robot are interacting for completion of an industrial task. The vision system can be established through overhead 2D cameras or a 3D stereo vision camera and an additional aid of a laser scanner in case of any violation of robot workspace by human worker. The vision system is providing the worker real-time location information to the system. The robot system is normally programmed to reveal its end-effector position in all six DOFs. The next module is a sensor-mounted worker suit, which the worker will wear all the time. The suit contains multiple IMU fitted at various organ locations of the human worker thereby providing position and rate information to the CPS. The same can be proposed for an IMU fitted helmet for accurate head positioning information. These IMUs typically contain six sensors, i.e. three gyros for the three angular deflections and three accelerometers for linear acceleration measurement.

Human–robot collaboration in CPS design
A pre-defined safe distance margin enables the robot to identify the worker near itself and speed or acceleration reduction can be started suddenly. This mode will feature speed and acceleration reduction upon identification and may lead to full stoppage of the robot till the time worker leaves the safe distance limit in the workspace. The robot will continue its job from the point it went into the full stop. The third module can be an interaction mode in which either the hands or the worker voice can be utilized to train the robot. For this, different hand gestures can be used to enable interaction modes. For force monitoring system, the force reduction approach applies suddenly, once the safe distance margin is reached. Force sensors can provide an additional feature in the case of touching the human worker. Force calibration for different body organs is a must requirement in order to design such systems.
5 Guideline for Industrial Scenarios
In addition to the safety concepts, HRC attainment level and the sensor technology employed for a particular solution, there may be multiple industrial scenarios for which a generalized solution or a guideline can be established. These industrial scenarios range from single robot to multiple robots working together with multiple human workers constitutes HRC system. The possible approaches in order to build HRC system may include options like the use of inertial sensors, vision, radar or any hybrid approach for the human position monitoring. The hybrid option may consider any of the two approaches in a combined way. The real benefit of hybrid approach is the execution of task with high precision as the positioning information from two separate sensor systems will work mutually and compensate for the errors. Additionally, one technology area might be more practical in a given scenario, like vision system will not function in poor lighting condition or while meeting vision obstacle. In that scenario, the other technology sensors will keep the system functioning.
Figure 4.5 shows the guideline of a CPS design for HRC in which the industrial scenarios are given initially. Several collaboration indices can be evaluated based on the sensor level information from the sensor library that can be established on the basis of prevailing state-of–the-art technology. The indices evaluated with the help of International Standards and sensor library catalogue are considered with customer specific requirements for the CPS design. The requirements are then adjusted according to the collaboration indices data. Once finalized with the requirement details, the technology selection process begins on the basis of sensor catalogue and requirements dossier. The technology limits will dictate the industrial scenario adjustments.

Guideline to establish CPS for industrial HRC
6 Conclusion
The paper identifies the requirements of HRC in an industrial context. A controlling CPS structure for HRC suggests the human worker to be an integrated part for which various interactive technologies can be employed. Different safety approaches for heavy payload robots are discussed. Few performance indices are established for collaboration. A very significant index is the safety distance and the calculation for different sensors reveals that 1 m distance is an essential requirement for the deployment of speed reduction approach. Safety schemes are graded for HRC attainment level and the sensor level requirements for each collaborative mode are identified. It is found that the high HRC level approaches have bounds from sensor data rates and the number and types of possible sensors used in the implementation of scheme. This highlights the technology limits and real-time issues for the achievement of high HRC. A case study revealed the detailed sensor requirements of an industrial human–robot collaboration example in which IMU’s, camera system and laser scanner are the minimum required technological components. For CPS design in HRC, a generalized guideline is established to cater for various industrial scenarios. According to the guideline, many collaboration indices need to be evaluated to categorize the collaboration level. Moreover, the guideline shows that there is a necessary requirement to build a sensor catalogue that will help in industrial scenario adjustment and technology selection.
References
Arai T, Kato R, Fujita M (2010) Assessment of operator stress induced by robot collaboration in assembly. CIRP Ann—Manuf Technol 59(1): 5–8. http://dx.doi.org/10.1016/j.cirp.2010.03.043
Kriaa S et al. (2015) A survey of approaches combining safety and security for industrial control systems. Reliab Eng Syst Saf 139: 156–178. http://linkinghub.elsevier.com/retrieve/pii/S0951832015000538
Knight W (2014) How human-robot teamwork will upend manufacturing. Business Report, Breakthrough Factories, MIT Technology Review
Lasota PA, Rossano GF, Shah JA (2014) Toward safe close-proximity human-robot interaction with standard industrial robots. In: The 10th IEEE international conference on automation science and engineering (CASE), Taipei, Taiwan
NASA, Robonaut R2. http://robonaut.jsc.nasa.gov. Accessed 21 Dec 2015
NIST (2013) Foundations for innovation in cyber-physical systems, workshop report. http://www.nist.gov/el/upload/CPS-WorkshopReport-1-30-13-Final.pdf
Pirvu B-C, Zamfirescu C-B, Gorecky D (2015) Engineering insights from an anthropocentric cyber-physical system: a case study for an assembly station. Mechatronics. http://linkinghub.elsevier.com/retrieve/pii/S095741581500152X
Wang L, Törngren M, Onori M (2015) Current status and advancement of cyber-physical systems in manufacturing. J Manuf Syst. http://linkinghub.elsevier.com/retrieve/pii/S0278612515000400
Zamfirescu CB, Pirvu BC, Schlick J (2013) Preliminary Insides for an Anthropocentric Cyber-physical Reference Architecture of the Smart Factory. Stud Inf Control 22:269–278
Acknowledgments
The authors would like to acknowledge the support of the cLINK (Centre of excellence for Learning, Innovation, Networking and Knowledge), Erasmus Mundus Programme and the InSA Project, for this work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing Switzerland
About this paper
Cite this paper
Khalid, A., Kirisci, P., Ghrairi, Z., Pannek, J., Thoben, KD. (2017). Safety Requirements in Collaborative Human–Robot Cyber-Physical System. In: Freitag, M., Kotzab, H., Pannek, J. (eds) Dynamics in Logistics. Lecture Notes in Logistics. Springer, Cham. https://doi.org/10.1007/978-3-319-45117-6_4
Download citation
DOI: https://doi.org/10.1007/978-3-319-45117-6_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-45116-9
Online ISBN: 978-3-319-45117-6
eBook Packages: EngineeringEngineering (R0)