
Abstract
The objective of this article is to propose Wavelet Multi-Resolution Analysis as an effective tool allowing the improvement of the sensitivity of the scalar indicators for the identification of cutting tool’s degradation state during the machining of X200Cr12 steel. Indeed, these indicators are very sensitive to the variations in the temporal signal related directly to the vibrations induced during turning operation. Nevertheless, their reliability is immediately limited in the presence of intense levels of random noise and other machine components. In addition to the Wavelet Multi-Resolution Analysis (WMRA) which brought a solution to this problem, one proposes a new spectral indicator, which one called overall level, to separate the phases characterizing the tool’s wear. The results obtained from this article made it possible to study the phenomena of vibration associated with machining, and to locate the transition point from the normal wear period to the accelerated wear period.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
An improvement of the productivity and quality of the parts leads to significant cumulated profits which are closely related to the lifespan of the cutting tools. Although several scientists tried to propose monitoring systems of the cutting process to improve the productivity and quality of the product, the realization of such industrial system encounters many difficulties. Such a system utilized a great number of parameters, generally dependent between them according to the type of machining, the nature of machined materials, the nature of the operation, and many other factors such as the cutting parameters. Recently, many works have been developed for the tool wear monitoring in real time by measuring the vibratory signals, the cutting forces, and the noise of machining which are directly correlated with the tool wear [3, 7, 8, 12].
Several authors concentrated their efforts on the detection of the cutting tool’s rupture which is usually indicated by an abrupt change of the tendencies of the measured parameters whose values exceed a preset threshold. Ravindra et al. [9] developed a method to detect the flank wear through the variation of the Root Mean Square and the acoustic signal spectrum. This study showed that the Root Mean Square of the acoustic signal decreases in the phase of break-in, remains stable in the normal wear phase and increases significantly in the phase of accelerated wear. Dimla et al. [4] summarized several works which highlight the relation between the vibrations emitted during machining and the degree of tool’s wear. They also expose some results obtained from the vibration analysis during turning operation. In a recent study [1] we proposed a monitoring method based on the temporal and frequential analysis of the vibratory signals in order to identify the cutting tool wear. The results obtained confirm the effectiveness of these promising techniques for the control of flank wear of a turning tool.
In the current work, we propose a technique of tool’s wear follow-up based on the analysis of the vibratory signals measured during cutting process in order to predict its lifespan before its final degradation. The adopted strategy consists in using Wavelet Multi-Resolution Analysis to improve the sensitivity of scalar indicators. The final objective is to distinguish the transition points between the Break-in phase, the stabilization phase, and especially the acceleration wear phase synonymous of cutting edge rupture.
2 Lifespan of Cutting Tools
All the cutting tools wear progressively with use until the end of their lifespan. The lifespan represents the productive time during which the cutting edge keeps its cutting capacity in order to provide acceptable results taking into account the specific parameters of roughness and dimensional accuracy [10].
Several works established mathematical models allowing the calculation of the cutting tool’s lifespan according to the cutting parameters. Taylor was the first researcher who proposed in 1907 a mathematical model connecting the tool’s effective cutting duration to the cutting parameters. This model, considered to be sufficiently representative, is usually employed to evaluate the cutting tools life [6]. In 1950, Gilbert proposed the generalization of Taylor’s model by taking into account the cutting tool geometry, the feed rate, and depth of cut. Koning-Deperieux, in 1969, proposed an exponential type model allowing correct representation of the wear law in agreement with experimental curves.
In practice, flank wear VB is the most used mean to evaluate the cutting tool life. The evolution of wear according of the machining time passes by three phases during the tool life: break-in phase, normal wear and accelerated wear (Fig. 1).

Tool wear
3 Experimental Setup
3.1 Experimental Conditions and Acquisition of the Vibratory Responses
The tests of long duration of straight turning on X200Cr12 steel were carried out. The purpose of these operations was to determine the wear curves as a function of machining time and therefore the tool life of various cutting materials used. Figure 1 shows the evolution of the flank wear VB versus machining time at \(f = 0.08\,{\text{mm/rev}},ap = 0.2\,{\text{mm}}\) and \(V_{c} = 280\,{\text{m/min}}\). The machining experiments were realized under dry conditions using a conventional lathe type SN 40C with 6.6 kW spindle power. The material used in this study is steel AISI D3 applied for the manufacture of matrices, punches for cutting and stamping, profiling rollers, mollettes and combs rolling nets because of its excellent behaviour to wear. Its chemical composition is given as follows: 2 %C, 11.50 %Cr, 0.30 %Mn, 0.25 %Si and 0.70 %W.
The workpieces are used in the form of round bars having 80 mm in diameter and 400 mm in length. All the tests were carried out under the following conditions: \(V_{c} = 120\,{\text{m/min}},f = 0.12\,{\text{mm/rev}}\), and \(ap = 0.2\,{\text{mm}}\). The cutting insert employed have geometry SNMG 432-MF 2015 and having a coating multilayer of TiCN/Al2O3/TiN formed on a cemented carbide substrate. The tool holder, of reference PSDNN 2525 M12, has the following geometry: χ = 75°, α = 6°, γ = −6° and λ = −6° [11].
The acquisition of vibratory signals was carried out during machining by using piezoelectric accelerometers Brüel & Kjaer type 4524B. The acceleration signals, of 16384 samples, were measured in the three principal directions in the frequency band (0–12,800 Hz). The results were stored directly on the PC hard drive by using an acquisition and analysis system working under pulse Lab shop® Brüel & Kjaer software (Fig. 2).

Experimental installation and measuring equipment
After each test, the cutting insert is dismounted from the tool holder, cleaned then placed on the table of the microscope to measure flank wear using an optical microscope Standard Gage type—Visual 250. A 2D roughness meter type surf test 301 Mitutoyo was used to measure the various criteria of roughness of the machined surfaces without disassembling the work piece in order to reduce uncertainties due to the resumption operations. The measurements are repeated three times on the work piece surface at three reference lines equally positioned at 120°, and the average of these values is taken as final result. The experimental results are given in Table 1.
3.2 Vibratory Signals and Wear Characterization
The exploitation of the vibratory signals acquired during machining makes it possible to follow the evolution of the cutting tool wear. These signals are recorded at the end of each test. The machining stop when the width of flank wear (VB) exceeds the value of 0.3 mm, which is synonymous of the tool life [10]. The experimental procedure allows preserving the same conditions of signals’ measurement so that to detect any variation closely related to the change of the state of cutting insert.
Figure 3 shows the concatenation of 16 vibration acceleration signals measured during the cutting tool life. In all acquisitions it is interesting to note that the radial acceleration is the most significant component than axial and tangential ones, which is in agreement with the results obtained in the case of the treated steel machining [2]. Three principal phases where observed and summarize the tool’s life. The objective of the proposed analysis tends to allow the detection of the transition point from the stabilization phase to the accelerated wear phase which is basically related to the beginning of the catastrophic wear of the cutting tool before its total collapse.

Concatenation of the measured signals
4 Results and Discussions
4.1 Statistical Analysis of Wear
For the statistical analysis of the tool’s wear two scalar indicators are used in this study; the energy E and the Root Mean Square RMS. These indicators were calculated from the vibratory signals acquired during the tool life (From the first use of the tool until its last use) according to three directions x, y, z using a slipping window whose size is of 1024 samples. Figure 4 shows the evolution of the energy and the RMS according to the machining time for the three directions.

Evolution of the scalar indicators according to machining time for the three directions X, Y and Z: a energy, b RMS
The analysis of the evolution of the scalar indicators presented in Fig. 4 shows that the radial component well indicates the three phases of the tool’s life. The principal result is the detection of the transition point from the wear stabilization phase to the wear acceleration phase. From this transition point the scalar indicators undergo an abrupt change characterized by significant increase of their values with machining time.
4.2 Spectral Analysis
The spectral analysis is certainly one of the most significant techniques used in industry. Before the analysis of the spectra measured during the machining and covering the entire tool life, modal analysis has first been carried out. Figure 5 shows the natural frequencies of the cutting tool according to the axial and vertical directions. We distinguish the tool natural frequency represented in the frequency band 4000–5100 Hz. Also can note the bending mode in the axial direction which appears around 4100 Hz, the torsion mode between 4700 and 4800 Hz in the two directions, and finally the bending mode in the tangential direction around 5032 Hz.

Natural frequencies of the cutting tool. a Axial direction, b vertical direction
Figure 6a represents the acceleration spectrum obtained according to the three directions during the test 12. We distinguish the tool natural frequency which appears in the frequency band 4000–5100 Hz identical to that identified by modal analysis of Fig. 5. The amplitudes of the tool natural frequency of the radial component are very remarkable compared to those of the axial and tangential directions. This finding is the same obtained in the case of hard machining [2]. In addition, Fig. 6b shows the spectrum of the signals measured in the radial direction according to the tool state for some tests. One note, after the break-in period, a stability of the tool’s natural frequency amplitudes. When wear exceeds its allowable value, the amplitudes of the natural frequency increase abruptly. From this result one conclude that the evolution of the tool’s natural frequency in the radial direction well summarize the three principal phases of the tool life and can then be considered as a good frequential indicator which can be integrated in an on-line monitoring system.

Spectrum obtained from: a test 12, b radial direction
5 Tool Wears Prediction Using Wavelet Analysis
5.1 Theory of the Wavelet Multi Resolution Analysis
The wavelet transform is a mathematical transformation which represents a signal s(t) in term of shifted and dilated version of singular function called wavelet mother \(\psi \left( t \right)\).
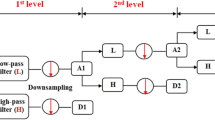
A practical version of this transform, called Wavelet Multi-Resolution Analysis (WMRA), was introduced for the first time by Mallat in 1989, and which consists to introduce the signal s(t) in two low-pass (L) and high-pass (H) filters. In this level, two vectors will be obtained, cA 1 and cD 1. The elements of the vector cA 1 are called approximation coefficients, they correspond to the low frequencies of the signal, while the elements of the vector cD 1 are called detail coefficients, and they correspond to highest of them. The procedure can be repeated with the elements of the vector cA 1 and successively with each new vector cA j obtained. The process of decomposition can be repeated n time, with n the maximum number of levels. During the decomposition, the signal s(t) and vectors cA j undergo a downsampling and this is why the approximation cA j and detail cD j coefficients pass again through two reconstruction filters (LR) and (HR). Two vectors result: A j called approximations and cD j called details [5].
5.2 Results Obtained
The Wavelet Multi-Resolution Analysis is applied on the acceleration signals measured in radial direction using the Daubechies 5 (db5) wavelet. Six levels of decomposition are calculated allowing different details and approximations. The RMS and the energy of the various details, since it represent the high frequencies, are calculated. It seems obvious from Fig. 7, that the detail 1 \(\left( {D_{1} } \right)\) has the highest values and can be taken as a reconstructed signal.

Evolution of the scalar indicators according to the level of details for test 1: a energy, b RMS
To demonstrate the validity of this finding, spectral analysis of the reconstructed signals obtained from different tests covering the entire tool life has been carried out in Fig. 8. The variation of the tool’s natural frequency well explains the tool’s wear evolution. In the Break-in phase, the contact tool-workpiece is very small from where the vibration amplitudes are significant following a weak damping of the cutting tool (test 1). In the phase of wear stabilization, the surface of contact tool-workpiece becomes larger and regular which damps out the vibration of the cutting tool by provoking a reduction in the amplitudes of its natural frequency and become almost constant (tests 5 and 9).

Reconstructed signal (D 1) and its spectrum for different tests
The third phase corresponds to accelerated wear, characterized by the irregularity of the surface of contact tool-workpiece and the change of the geometry of the cutting tool. These modifications enormously reduce the crossing capacity of the cutting tool and support friction, which results in an increase in the vibrations amplitudes of the cutting tool’s natural frequency (test 16).
5.3 Frequency Indicator
In this section we propose a frequency indicator, that we called overall level, calculated starting from the spectrum of the reconstructed signals in the frequency band covering the tool natural frequency, by the following expression:
with \(F_{min}\) and \(F_{max}\) the limits of the tool’s natural frequency band and \(N_{i}\) the number of spectrum lines in the same band.
Figure 9 represents the evolution of the proposed frequency indicator (overall level) over the entire tool life. The variation of this indicator is marked by two main phases. The normal tool wears phase until approximately 2800 s of machining, and the catastrophic wear phase characterized by an abrupt increase in the overall level values. The transition point from these two phases is clearly detectable which makes it possible to ovoid consequently the tool breakage and the machining fall.

Overall level of reconstructed signal over the entire tool life
6 Conclusion
In this work, we proposed the application of the scalar indicators and the Wavelet Multi-Resolution Analysis for the prediction of tool’s wear in turning operation. A new frequencial indicator, named Overall Level, has been proposed to follow-up the evolution of the wear over the entire tool life. These indicators will have a major importance if they will be exploited to develop a monitoring system of the tool’s wear in real time thus making it possible to increase the profitability of machining. The first conclusions which can be drawn are as follows:
-
Abrasion and chipping are the principal mechanisms of flank wear which are observed during machining.
-
The evolution of the amplitude of the tool’s natural frequency well summarize the three wear phases and allows locating the transition point from the normal wear to the accelerated wear phase. Consequently it can be used as a reliable indicator integrated in an on-line tool’s wear monitoring system.
-
The proposed new indicator, the Overall Level, proved its capacity to predict the transition from the normal wear to the catastrophic wear.
-
All the indicators proposed in this study are very easy to implement in an on-line monitoring system, and require a computing time similar to a simple FFT spectrum.
References
Babouri, M.K., Ouelaa, N., Djebala, A.: Temporal and frequential analysis of the tools wear evolution. Mechanika 20(2), 205–2012 (2014)
Bouacha, K.: Comportement du couple outil-matière lors de l’usinage des matériaux durs. Thesis University of Guelma, Algeria (2011)
Dimla, D.E., Lister, P.M.: On-line metal cutting tool condition monitoring. I: Force and vibration analyses. Mach. Tools Manufact. 40, 739–768 (2000)
Dimla, D.E.: Multivariate tool condition monitoring in a metal cutting operation using neural networks. Ph.D. thesis, School of Engineering and Built Environment, The University of Wolverhampton, UK (1998)
Djebala, A., Ouelaa, N., Benchaabane, C., Laefer, D.F.: Application of the wavelet multiresolution analysis and Hilbert transform for the prediction of gear tooth defects. Meccanica 47, 1601–1612 (2012)
Kious, M., Boudraa, M., Ouahabi, A., Serra, R.: Influence of machining cycle of horizontal milling on the quality of cutting force measurement for the cutting tool wear monitoring. Prod. Eng. Res. Dev. 2, 443–449 (2008)
Li, X.: Abrief review: acoustic emission method for tool wear monitoring during turning. Mach. Tools Manufact. 42, 157–165 (2000)
Li, D., Mathew, J.: Tool wear and failure monitoring techniques for turning—a review. Int. J. Mach. Tools Manufact. 30(4), 579–598 (1990)
Ravindra, H.V., Srinivasa, Y.G., Krishnamurthy, R.: Acoustic emission for tool condition monitoring in metal cutting. Wear 212, 78–84 (1997)
Rmili, W.: Analyse vibratoire pour l’étude de l’usure des outils de coupe en tournage. Thesis University François Rabelais of Tours, France (2007)
SANDVIK Coromant: Catalogue Général, Outils de coupe Sandvik Coromant, Tournage –Fraisage – Perçage – Alésage – Attachements (2009)
Scheffer, C., Heyns, P.S.: Wear monitoring in turning operations using vibration and strain measurements. Mech. Syst. Signal Process. 15, 1185–1202 (2001)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing Switzerland
About this paper
Cite this paper
Babouri, M.K., Ouelaa, N., Djebala, A., Djamaa, M.C., Boucherit, S. (2017). Prediction of Cutting Tool’s Optimal Lifespan Based on the Scalar Indicators and the Wavelet Multi-resolution Analysis. In: Boukharouba, T., Pluvinage, G., Azouaoui, K. (eds) Applied Mechanics, Behavior of Materials, and Engineering Systems. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-41468-3_24
Download citation
DOI: https://doi.org/10.1007/978-3-319-41468-3_24
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-41467-6
Online ISBN: 978-3-319-41468-3
eBook Packages: EngineeringEngineering (R0)