
Abstract
To have reliable information about the actual mechanical properties of an operating structure is a key issue for the fitness for service assessment. In many cases either there is no any data available about an ageing structural material or the reliability and validity of the available data is questionable. In most cases, it is not allowed to cut off larger pieces from an operating structure to perform destructive laboratory tests, because it may have significant impact on its integrity. Thus other non-destructive or semi non-destructive techniques are needed. If a small piece of material can be excavated form the component, it is possible to determine the yield stress and ultimate tensile strength of steels using small size specimen test techniques. The Small Punch Test (SPT) is a useful technique in residual life assessment owing to the lower tests evaluation cost compared to destructive methods and has higher life evaluation accuracy than the NDT techniques. In several cases the hardness measurement is the only accepted non-destructive test method, whose results can be used to assess the actual mechanical properties such as yield or tensile stress. Since scattering of the properties calculated directly from the pure hardness value is usually too large, methods have been developed for the evaluation of the mechanical properties from the load-indentation curve using instrumented hardness (IH) testing. The uniaxial small size tensile (SST) test is the most commonly used material testing method. Ideally the results of the tensile test are independent of the size of the specimen, but in practice the size of the grains and the test speed are relevant if it is not possible to sample standard sized specimens from in situ components. Validation of these methods is done using experimental tests and finite element simulations.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
- Small punch
- Instrumented hardness test
- Small size specimen
- Small size tensile
- Material testing
- Finite element
1 Introduction
The pressure vessels in particular the RPVs are very hazardous equipment, so the monitoring of the material properties is especially important. The influences of the operational conditions such as the fluctuating loads, thermal effects or the effects of the radiation are causing degradation in the micro-structure and the material properties. These and the remaining life assessment are the reasons why the pressure vessels should be inspected. In most cases, the required amount of material is not available or the applied material testing method is not sufficient. Ageing monitoring of certain components requires up-to-date information. During the operation the mechanical properties of the structural materials can change due to several factors. It is essential for the fitness for service assessment to have reliable information on actual mechanical properties of an operating structure.
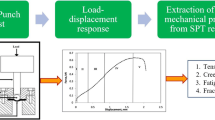
In most cases standard size specimens are non-applicable for analysing the ageing processes of NPPs because of their impact on the further safety operation. There are some methods to determine the actual values of mechanical properties using small size specimen technique. The determination of the necessary data is possible with non-destructive or semi-destructive techniques. The Fig. 1 shows the summarization of the possible test methods.

Possible test methods concerning non-destructive and semi-destructive techniques
In the frame of a research programme, the small specimen test techniques were studied to understand the size effect between the different sized specimens and to find an up-to-date measurement technique to evaluate the nuclear pressure vessels aging problems. The programme contains a novel material testing procedure, the so-called Small Punch Test (SPT). The SPT technique was developed in the early 1980s for the nuclear industry to determine the actual material properties of the nuclear pressure vessels from a very small amount of material [1]. For evaluation of the measurement results from on-site instrumented hardness test (IH) simplified evaluation method is applied to determine the mechanical properties based on the ABI test. Using manual hardness tester, the load-indentation curve can be registered using only one load cycle. This method that can be used on-site has this advantage.
In this study, three of them are presented and compared to standard size uni-axial tensile test results. Small size tensile test (SST), the SPT and also the IHT are applicable to determine tensile properties. The IH test can only determine the properties of the outer surface, while using SP and SST test more properties can be evaluated.
2 Small Punch Testing
The SPT is a useful technique in residual life assessment thanks to the tests evaluation cost compared to destructive methods and has higher life evaluation accuracy than the NDT techniques [2]. The test which is suitable for identification of unknown materials, examine the material properties in base material, welds, HAZs, coatings. From the test results, the tensile and fracture properties can be determined; creep properties or the behaviour of the metallic material in ductile-to-brittle transition region can be evaluated [3]. The SPT has a disadvantage: the loading makes biaxial stress state in the specimen during the test which causes complication in the determination of the correct material properties.
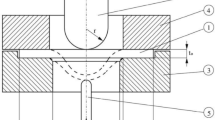
The specimen geometry in this study is the same as in the most of the international literature. The size of a specimen is 8 mm in diameter and the thickness of the small disc is 0.5 mm. The geometry of the SP specimen is shown in Fig. 2. In the present case, the specimens are made by testing rods. Used specimens can also be the base material of the SP specimens.

Typical SP force-displacement curve
The test technique is a simple punching method. The specimen is punched with a rigid ball till the disc is fractured. In this case, the puncher ball is made of WC. The force-displacement curves are registered in every measurement. The SPT was performed according to the guidelines of the Code of Practice [4].
The typical SP force-displacement curves had four distinct regions (see Fig. 3). The first part is the elastic bending, the second is the plastic bending, the third part is the membrane stretching and the last one is the region of plastic instability. The force P y corresponds to the limit of the elastic region and the beginning of the plastic deformations [8].

Geometry of the specimen
Two grades of steels were tested by the SPT. One of them was the type 22K steel which is a steam generator (SG) base material and the other steel grade was X6CrNiTi18-10 which is a so-called model material. The SP specimens were produced in two steps: at first rough manufacturing according to the geometry, then polishing process by sandpaper.
The tests were made by an Instron 8874 servo-hydraulic biaxial tensile tester machine at room temperature. For the Small Punch tests a special clamping device was made. The testing device with the extensometer is show in Fig. 4. Tested specimens are show in the Fig. 5. The displacement was measured with an extensometer and a deflection meter at the same time.

Testing device

Specimens after test
In case of yield stress, evaluation method of the SPT results followed the so-called tangents method [5]. The yield point is the first inflexion point of the curve; it can be determined by the two tangents fit to the elastic region and the elastic-bending region (Fig. 6). The intersection of the tangents gives the value of the yielding point. In each of the SPT curves, this point (P y ) is evaluated and with Eq. (1), the yield stress is calculated. α is material constant (α22K = 0.36, αX6CrNiTi18-10 = 0.477) and t is the original thickness of the specimens (t = 0.5 mm).

Determination of the Py yield load from SP curves with two-tangents method
For the determination of the ultimate tensile strength, an empirical equation was used, similar as in [6]. The 1/3 of the \({{P_{\hbox{max} } } \mathord{\left/ {\vphantom {{P_{\hbox{max} } } {(d_{\hbox{max} } \cdot t)}}} \right. \kern-0pt} {(d_{\hbox{max} } \cdot t)}}\) value gives a good approximation for the tensile test results.
For the determination of the tensile stress, statistical methods were applied. There are several equations in the literature which are appropriate in certain cases, for example the following formula:
where F is the maximum force during the test, R is the radius of the fixture, r is the radius of the loading ball, h 0 is the original specimen thickness, k SP is a proposed coefficient \((k_{SP} = 1.385)\) and σ is the stress.
The comparison of the yield strengths from the Eq. (1) and from tensile tests are presented in Table 1.
The problem with the two tangents method is how the tangent lines fit to the original curve. Taking the average of the measured curve, two-three adjacent points are used. This new curve is much clearer than the measured and it is easier to fit the tangents.
3 Parameter Sensitivity Analyses by FEA Simulation
The Parameter sensitivity analyses were made by FE software, MSC.Marc&Mentat. It was applied to simulate the response of the specimen under loading. The SPT can be modelled as a 2D axis-symmetric model, because the specimen, the clamping device, and the load are cylindrical symmetric. The model is shown in Fig. 7. The conjecture is that materials with high strength can cause deformation in the device, so it is modelled by three parts. The upper die has two parts, because there is a large deviation in the results in the case of steels which has got high strength according to the expectation. The upper part of the upper die can move up 0.1 mm during the test by the leverage of the specimen. This movement can compensate the deviation in the elastic-bending zone between the measurement and the FEA results.
The three parts of the device are linked with a spring to each other in the model considering the elasticity of the clamping device. The ball and the disc were inhibited in displacement in the horizontal direction. The puncher is represented by a curve which is on the upper part of the ball. Its position is changing during the test. The ball and the puncher were glued to each other in the contact properties. The device, the ball and the SP specimen are modelled as a deformable contact body. The total number of the finite elements in the model is 1213; the specimen has 650 four-node type quadrilateral elements.

FE model of the SPT
The comparison of the test results and FE calculations shows a good agreement. There is a small deviation in the elastic region in case of X6CrNiTi18-10 and a large deviation in the maximum force values in case of 22K. The comparisons are shown in Figs. 8 and 9.

Comparison of the tests and the FE calculation (X6CrNiTi18-10)

Comparison of the tests and the FE calculation (22K)
Parameter sensitivity analyses are performed on the X6CrNiTi18-10 type steel. The effect of the friction coefficient and the thickness deviation of the specimen were examined by FE. The numerical study shows that the results are highly depending on these parameters. The effect of the friction coefficient appears in the value of the maximum force. This deviation gives false results on the conversed values of tensile strength (Fig. 10). The higher deviation from the prescribed tolerance (±0.05 mm) of the thickness causes different curves (Fig. 11); this phenomenon leads to poor results.

Effect of the friction coefficient

Effect of the specimen thickness
4 Instrumented Hardness Test
In several cases, hardness measurement is the only accepted non-destructive testing method whose results can be used to assess the actual mechanical properties such as yield stress or tensile strength. Since the scatter of the properties calculated directly from the pure hardness value is usually too large and the number of properties to be assessed is limited, methods have been developed for the evaluation of the mechanical properties from the load–indentation curve using instrumented hardness testing. The most reliable method is the so-called instrumented hardness (IH) test [7]. This method requires quite a complex measurement device (Fig. 12) and application on a real structure can be problematic.

IH testing machine
For handling the difficulties in the case of on-site measurements, a simplified measurement procedure has been implemented for manually operated instrumented hardness tester, neglecting the download cycles. The method has been successfully tested on different materials of real components at the Mechanical Testing Laboratory of BAY-LOGI. True stress–true strain curves were derived from the indentation curves and the results were validated with tensile tests and with finite element modelling as well.
5 Test Parameters and Evaluation Method
The Mat-Tec Unihard S3 type portable instrumented indentation test machine was used, for which an extra aluminium frame was designed and manufactured, in order to clamp the machine properly on the tested equipment surface (Fig. 1). In the case of carbon steel 4 magnet blocks and in the case of austenitic steel, two fixing belts could be used. The maximum applied indentation load was 500 N. The indenter was tungsten carbide cone with 1 mm tip radius. The load and indentation depth curves were recorded and evaluated.
The IHT method was used [7] to determine the true stress–true plastic strain curve, the yield stress and the ultimate tensile strength of the tested materials. These parameters were also determined with tensile tests carried out at room temperature and were compared to the indentation test results. Using the true stress–true strain curve determined with tensile tests and with the indentation tests, the load–indentation depth curve was also determined using finite element methods in three cases. Some kind of statistical analysis was also carried out to determine the uncertainty of the instrumented hardness measurement with conservative approximation.
Numerous types of steel were tests by IHT. Table 2 contains the results of the tensile tests and IH tests. In case of carbon steel the Lüders strain was considered.
6 Numerical Results
The results of the finite element method (FEM) simulation show that the indentation curves and the finite element results along the loading part of the curve are in good agreement (Fig. 13). The true stress–true strain curves determined from indentation curves are in good agreement with those determined from tensile tests (Figs. 14, 15 and 16). The yield stress and the ultimate tensile strength calculated with IHT method fits well with the tensile test results. The differences were not more than 3.7 % in the case of yield stress and 4.5 % in the case of ultimate tensile strength for each tested material type.

Comparison of the tested and the simulated IH curves

True stress–true strain curve of austenitic steel

True stress–true strain curve of carbon steel without Lüders strain

True stress–true strain curve of carbon steel with Lüders strain
The calculated measurement uncertainties were 5.85 % for yield stress and 7.46 % for the ultimate tensile strength. The measurement uncertainty calculation was based on a conservative method. To determine this with more accuracy, the work be will continued in the future and more extended analysis of the test parameters will be needed. Despite the fact that the curves, the yield stress and the ultimate tensile strength calculated with IHT method fitted well with the tensile test results, the results have some scatter and not always provide accurate data for further assessment.
7 Small Size Tensile Test
It is not possible to sample standard sized specimens from in situ components. Ideally the results of the tensile test are independent of the size of the specimen, but in practice the size of the grains and the test speed are relevant. The speed of the test should be proportional to the size, because at the same testing speed the size is in inverse ratio to the strain. In case of small tensile specimens, the holder can cause additional stresses in the specimen. By finite element analysis, the effect of the holder can be verified and if it is needed the optimisation of the geometry of the holder can be performed.
In this case two types of uniaxial tensile specimens were examined. One of them is a small flat specimen that is easy to manufacture. The specimens should be very accurate regarding their sizes. The surface of the specimens should be very smooth because every little imperfection causes inaccuracy in the results. The temperature of the specimen should be no more than 100 °C under the manufacturing conditions in order to avoid changes in the micro-structure. It is suggested that three pieces of specimens should be tested at every temperature. The developed specimen can be tested by most of the tensile testing machines with adjustable loading capability. The geometry of the specimen is shown in Fig. 17.

Sizes of the small flat and cylindrical tensile specimens
The other type of tensile specimen is the small cylindrical uniaxial tensile specimen Fig. 17. These types of specimens are not standard sized so the sizing of the specimen depends on the size of the sample, the properties of the testing machine, the strain gauges and the clamping of the specimen.
The test is sensitive to the testing speed so the crosshead-speed should be proportional to the ratio of the diameters.
In case of tensile test specimens, the gauge length of the specimen should be proportionate to the cross-section of the specimen (expedient the standard 5D flat or equivalent specimen application); otherwise the values of the elongation cannot be compared with the measured values of other sizes specimens.
8 Comparison of the Tests
The 22K and the X6CrNiTi18-10 types of steel were compared by four types of material testing technique. The results are quite good (for yield stress and tensile strength), but it needs further research to determine better values from the small specimens and IHT. The comparison of the results is shown in Fig. 18. The sub sized tensile specimens show higher values than the normal size specimen. The values of the SPT and IHT are underestimating the tensile properties in most of cases.

Comparison of the tests
The values determined with different methods show good agreement with the tensile test results. Although the scatter of the material properties determined by SP and IH is larger than which one obtained from the tensile test, these methods can be used for in situ inspection, when basic material properties are unknown and there is no way to cut pieces from the structure for standard size specimens.
9 Summary
Analyses of the Instrumented Hardness Test, the Small Punch Test and small size tensile test were performed using experimental tests and finite element simulation. All test techniques are applied for determination of the material properties of aged NPP materials. The IHT test shows some scatter in the results but with some further development it is applicable, when only non-destructive test technique is permitted. The validation of the SPT was also completed and the results from finite element analyses show the measurements are correct. The yield strength determination shows that the equations are good agreement with the results from tensile tests.
The advantages and disadvantages of the small punch specimens are:
-
The specimen is very little, so no need for huge amount of material.
-
A large number of specimens can be produced from the sample.
-
The test can be performed at any temperature.
-
It is not a standardised method.
-
Biaxial stress arises in the specimen.
-
A large number of tests are needed to determine empirical constants.
The advantages and disadvantages of the instrumented hardness test are:
-
No specimen needed so no excavation need.
-
On-site measurement can be done.
-
A large number of tests can be done on a small surface.
-
The test can be performed on room temperature.
-
Complex measurement device needed.
-
Scattering can be relatively high.
The advantages and disadvantages of the small tensile specimens are:
-
The flat specimen can be machined from thin surface layers.
-
In most cases the direction of the specimen can be longitudinal and transversal too.
-
The results of the tests are comparable with the original documentations of the structure.
-
Three pieces of specimens are enough for testing.
-
The test can be performed at any temperature.
-
The test can be performed by any standard testing machine.
-
Arbitrary structural material can be tested.
-
If the ageing occurs without hardening, specimens should be tested by microstructural methods.
These methods can be used, when some material properties are unknown and there is no way to cut out larger pieces from the structure to determine them with standard size specimens.
References
Turba K, Gülçimen B, Li YZ, Blagoeva D, Hähner P, Hurst RC (2011) Introduction of a new notched specimen geometry to determine fracture properties by small punch testing. Eng Fract Mech 78(16):2826–2833
Nonaka I, Kanaya A, Komazaki S, Kobayashi K (2010) Standardization of test method for small punch creep testing in Japan. In: Proceedings of 1st international conference “determination of mechanical properties of materials by small punch and other miniature testing techniques”, Ostrava, pp 12–18
Linse T, Kuna M, Schuhknecht J, Viehrig H-W (2008) Usage of the small-punch-test for the characterisation of reactor vessel steels in the brittle–ductile transition region. Eng Fract Mech 75(11):3520–3533
Hurst R, Matocha K (2010) The European Code of Practice for Small Punch testing—where do we go from here? In: Proceedings of 1st international conference “determination of mechanical properties of materials by small punch and other miniature testing techniques”, Ostrava, pp 5–11
Rodrígez C, Belzunce TE, Penuelas I (2012) The application of the small punch test to the mechanical characterization of different steel grades. In: 2nd International conference on determination of mechanical properties of materials by small punch and other miniature testing techniques, Ostrava, pp 188–195
Konopík P, Dzugan J (2010) Small punch test application to fracture toughness determination in the upper shelf region. In: Proceedings of 1st international conference “determination of mechanical properties of materials by small punch and other miniature testing techniques”, Ostrava, pp 123–127
Haggag FM (1993) In-situ measurements of mechanical properties using novel automated ball indentation system. In: Corwin WR, Haggag FM, Server WL (eds) Small specimen test techniques applied to nuclear reactor vessel thermal annealing and plant life extension, ASTM STP 1204, pp 27–44
Klevtsov I, Dedov A (2010) Experience in tensile properties determination by small punch test. In: Proceedings of 1st international conference “determination of mechanical properties of materials by small punch and other miniature testing techniques”, Ostrava, pp 128–132
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing Switzerland
About this paper
Cite this paper
Szávai, S., Rózsahegyi, P., Dudra, J., Beleznai, R., Bézi, Z., Jónás, S. (2017). Determination of Mechanical Properties of Operating Components Using Instrumented Hardness Testing, Small Punch and Small Size Tensile Testing Techniques. In: Pluvinage, G., Milovic, L. (eds) Fracture at all Scales. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-32634-4_7
Download citation
DOI: https://doi.org/10.1007/978-3-319-32634-4_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-32633-7
Online ISBN: 978-3-319-32634-4
eBook Packages: EngineeringEngineering (R0)