
Abstract
The growth of high quality and centimeter-sized YBa2Cu3O7-δ and RE–Ba–Cu–O (RE = rare earth) single crystals can be achieved using either flux or traveling solvent floating zone (TSSG) method. The oxygen content of crystals can be tuned through the oxygenation/deoxygenation of the same sample by post growth annealing. The as-grown twinned single crystals are detwinned and enabled to probe the charge reservoir in CuO2 planes, which induced no carrier contributions from the other layers, such as CuO chains. YBa2Cu4O8 is another important compound for the study of its chemical and physical properties since it is twin-free and shows higher thermal stability with oxygen stoichiometry. The KOH flux growth of YBa2Cu4O8 single crystal provided a simple way to access the reasonable size of the samples. In this chapter, we present detailed procedures for the best quality crystal growth. Various attempts to improve the crystal quality are described. Large single crystal growth of some other rare earth cuprates is also presented.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
2.1 Introduction
Superconductivity is one of the most exotic phenomena in condensed matter physics. The copper-oxide-based superconductors with high superconducting transition temperature, Tc (that is, larger than anticipated limit of about 25–30 K) were discovered in 1986 [1]. This year marks the beginning of worldwide efforts to investigate the high Tc superconductors. In the ensuing years, the transition temperature climbed to the record high of 138 K at ambient pressure [2]. Although the following years did not bring any progress towards a further increase in Tc, and the underlying mechanism remains unknown, the intensive investigation of high Tc materials has played an important role in the advance of science and technology, and led to the development of theoretical models, as well as innovations in experimental techniques, including synthesis of high quality samples.
The discovery of Y–Ba–Cu–O (YBCO) superconductor [3] has stimulated a great deal of scientific and technological research into this family of materials. Over the past twenty eight years, three superconducting phases, YBa2Cu3O7–δ (Y-123), Y2Ba4Cu7O15–δ (Y-247) and YBa2Cu4O8 (Y-124), were found in this family of materials. Among them, Y-123 has been chosen as the model system to investigate the superconducting mechanism of the copper-based superconductors because their advantages, such as the availability of high quality single crystals [4], the convenience of accessing different hole doping regimes through the oxygenation/deoxygenation of the same sample, and by using detwinned single crystals one can probe the response of the CuO2 planes without having to consider the contributions from other charge reservoir layers. Other rare earth (RE) cuprates such as ReBa2Cu3O7–δ (RE-123) have also attracted physicists because some RE elements with large magnetic moments show superconductivity which is in conflict with conventional Bardeen-Cooper-Schrieffer theory [5].
Y-124 is a very important compound for study of its physical properties since it is twin-free and shows higher thermal stability than the well-known Y-123. However fewer studies on this compound, comparing to Y-123, were carried out since it was first synthesized twenty seven years ago [6–8]. The investigation of this phase was hampered by the convenience of accessing the reasonable size of single crystals, since the millimetres-sized Y-124 single crystals need to be grown in a specially designed apparatus under a high O2 pressure [9]. A new method using KOH as flux for obtaining high quality Y-124 single crystals with a size up to 1.2 × 0.5 × 0.3 mm3 were reported recently [10, 11].
Although high quality and large size single crystals of Y-123, RE-123 and Y-124 can now been grown, there are still some unknowns and controversies awaiting further research on cleaner crystals. In this chapter, we present detailed single crystal growth procedures and their impact on crystal size and quality, as well as on their defects and growth mechanism. Various attempts to improve the superconducting quality will be described. Some other rare earth cuprates large single crystal growth and characterization will also be presented.
2.2 Phase Diagram
The phase diagrams of YBCO superconductor are very important for the synthesis, crystal growth and post-treatment. Many phase diagrams have been proposed for this family of material [9, 12–14]; however, there are several discrepancies among them caused by using different methods or various flux compositions. Therefore, the phase diagrams for crystal growth of 123 and 124, and the stability regions of 123, 124 and 247 phases are appreciably different. It have been revealed that YBCO and other compounds substituted with rare-earth ions are incongruent-melt substances, solution growth methods are usually employed to grow the single crystal. Here we will introduce the most technologically useful phase diagrams for solution growth of large and high quality crystals, as well as the stability conditions of the superconducting phases. Figure 2.1 shows the binary phase diagram on Y-123 to Ba3Cu5O8 mixture proposed by Oka et al. [12]; it shows that the liquidus line required for the growth of Y-123 single crystal form solution was extremely narrow in concentration range. Though the attempts to grow Y-123 crystals based on this phase diagram did not quickly yield large single crystals, but the phase diagram researches have put a solid foundation for the understanding of the chemical circumstances around the YBCO, and finally resulted in large and high quality Y-123 crystals owing to the dedications of crystal growth scientists [4, 5, 15].

The temperature versus composition phase diagram of the YBa2Cu3O7–y–Ba3Cu5O8 system in air. The liquidus lines required for the solution growth of Y-123 single crystal are drawn by bold lines [12]
The stability regions of Y-123, Y-247 and Y-124 phases were studied as a function of temperature and partial pressure of oxygen by many groups [9, 14]. It revealed that the stability regions of these phases are appreciably different. Figure 2.2 shows the typical temperature-composition (T-C) diagram determined from XRD measurements at 1 atm [14], it shows that the phase boundary temperatures of 123/247 and 247/124 were about 870 and 817 °C, respectively, and 123/124 was 760 °C.

Temperature ranges for stability of 123, 247 and 124 phases at P(O2) = 1 atm [14]
The P-T (pressure–temperature) diagram revealed that the 123 phase is stable only at high temperature and low P(O2), while 124 is stable at high P(O2) and low temperature, The 247 phase is stable at intermediate temperatures and oxygen pressures between the 123 and 134 stability regions [14]. Figure 2.3 shows a P-T phase diagram, indicating three phases, Y-123, Y-124 and Y-247, formed in each specified region with different temperature and/or pressure. The three phase boundaries were determined by the study of a reversible reaction: Y-123 + CuO ↔ Y-124 or Y-247. The Y-124 phase can be stabilized at 890 °C under P(O2) = 1 bar, but it decomposes to Y-247 + CuO under P(O2) ≥ 1 bar or Y-123 + CuO under P(O2) ≤ 1 at above 890 °C. Therefore, bulk synthesis of Y-124 under ambient pressure should be carried out below the decomposition temperature of 890 °C. Three methods, high pressure self-flux, solid-state reaction, and KOH flux, have been reported for the synthesis of Y-124; the growth conditions are shown in Fig. 2.3. These phase diagrams have provided usefully guilds for YBCO single crystal growth and post-treatment.

P-T phase diagrams of Y-123, Y-247 and Y-124, modified by Sun et al. [11]
2.3 Centimeter-Sized Single Crystal Growth of Y-123 and RE-123
Large, high-quality pure and doped YBa2Cu3O7–δ (Y-123 ) single crystals are important for the measurement of physical properties, particularly for the neutron-scattering experiment and electronic device application of the superconducting properties. However, the growth of large Y-123 single crystals in centimeters is always a challenge due to the fact that the Y-123 is an incongruent melt with thermal and chemical instability, high kinetic viscosity (ν = 1 × 10−2 cm2/s) and low coefficient of diffusion (D = 1 × 10−5 cm2/s). Moreover, the corrosion of crucible materials is another serious problem in growing high-quality crystals. The flux method and top seeded solution growth (TSSG) method were proven to be the suitable techniques for obtaining the crystals sized 100 mm3 [5, 16–19].
Figure 2.4 illustrated the flux method for Y-123 single crystal growth. Large crystals were grown from a highly concentrated flux containing 15 % YBa2Cu3O7–δ and 85 % Ba3Cu7O10. The starting mixtures (usually 200 g, 3 N) of Y2O3, BaCO3 and CuO were loaded in a zirconia crucible. The growth apparatus and procedures are illustrated in Fig. 2.4a. A Ni rod cold finger was mounted above the melt to create a sharp temperature gradient (Fig. 2.4b), which is the main driving force for growing crystals in the solid melt interface. During growth the crucible was rotated at 20 rpm to obtain a uniform temperature distribution and melt mixing. Because incongruent and incomplete melts contain various dispersed droplets, inclusions and impurities together with the Y-123 phase, a large number of nucleation centers are always present during the cooling procedure of crystal growth.

Schematic illustration for the Y-123 single crystal growth by flux method. a Growth apparatus. b Sharp temperature gradient created in the growth interface by cold finger. c Temperature oscillation method applied to reduce the number of nuclei. d Free-standing crystals obtained by separating residual melt, which is sucked by porous brick. e Typical single crystals of Y-123
By the use of a temperature oscillation method , the number of nucleation centers can be reduced considerably. The temperature oscillations as shown in Fig. 2.4c, it allows small crystallites to remelt and gives the large crystals more space and nutrient supply for their own growth. This has resulted in large crystals being successfully obtained from the melt surface. The most suitable temperature for crystal growth was found to be in the range between 972 and 960 °C. When cooling terminated at this temperature range, the residual flux was poured into a porous brick by tipping the crucible over. This separation technique showed that the flux was absorbed by the brick and left crystals free standing and without contamination on the crystal surface, as shown in Fig. 2.4d. The crystals so obtained are as large as several square centimeters and over 2 mm thick. Some typical crystals are shown in Fig. 2.4e.
Centimeter sized pure and Ca doped Y-123 crystals can be grown by the TSSG method in air and oxygen environments [5, 19]. For the Ca doped Y-123 crystals growth, the initial composition with a molar ratio of Y:Ba:Cu = 1.0:7.2–24.0:11.8–54.0 plus additional Ca were used in the melt to maintain the growth in a constant supersaturating. This allows crystals to grow at a constant rate of up to 2 mm/d for 100 h. The apparatus for the crystal growth is schematically shown in Fig. 2.5. The starting mixtures (usually 350–370 g, 3 N) of Y2O3, BaCO3, CaCO3, and CuO were ground in a ball mill for over 4 h. The ground mixtures were then filled in an alumina crucible and heated in air at 880 °C in a chamber furnace for two days in order to decompose carbonates. The calcined mixtures were then transferred into Y-stabilized ZrO2 crucible for the growth. MgO was used as a seed. During growth, the seed and the crucible were rotated at 40 rpm in opposite directions. A soaking temperature of about 1050 °C was used. The temperature of 1020 °C measured at the bottom of the crucible was higher than 1007 °C on the melt surface, which was cooled by the water flowing in the inside of the pull shaft. This large temperature difference sufficiently produced a heat convection transport from the bottom of the crucible to the surface of the melt and made the possible transportation of the mass Y+Ca easily.

Schematic illustration of the apparatus used to grow Ca-doped Y-123 single crystals [19]
The composition distribution in the crucible was studied by quench the melt to room temperature. The results of the major phases are shown in Fig. 2.6. The main composition of surface melt was the solvent of Ba–Cu–O mixed with Y-123 phase. The Y-123 phase was scattered on the melt surface and gradually concentrated in the middle crucible, corresponding to the peritectic point, P. During the growth, it was observed that several square millimeters floating thin particles shifted on the melt surface. These particles consisted of Y-123 phase, which were supersaturated by Y and Ca atoms transported from the bottom of the crucible to the surface of the melt by thermal convection. This allowed the growth of Y-123 crystal to take place on the surface by seeding. The surface melt was easily supersaturated by Y and Ca although the solubility of Y and Ca was low in the melt. Thus, Y-123 single crystal could be grown from the melt surface with a relatively high growth rate compared with that of the flux method. The Y-211 majority phase or green phase was observed to deposit at the bottom of the crucible. The melt composition agrees very well with the ternary phase diagram of YBCO [15].

Schematic drawing of the configuration of the melt composition corresponding to ternary phase diagram, where P is a peritectic point and E eutectic point [19]
During seeding, the floating particles could impact onto seed or growing crystal, as a result, multi-nuclei occurred and poly-crystals with several large grains formed. Sometimes small crystalline could parasitize on a large growing crystal and were also caused by extra nuclei from the particles. The number of nuclei could be significantly reduced by a nucleation-controlled method , i.e., applying the temperature oscillation method [16]. Figure 2.7b shows a typical crystal obtained by the method and separated from the MgO seed under oxygen atmosphere. For obtaining large-sized crystal in an incongruent melt by the TSSG technique, it is important to maintain the growth processing in a constantly supersaturated melt and apply an extremely slow growth rate. Growth usually carried out at a constant rate of 1–2 mm/d. The running period of a growth was completed within 100 h due to the corrosion of crucible material. The growth could ease by a high viscosity of the melt containing BaZrOx; produced by a reaction of crucible material and melt when growing time was longer than 100 h.

It is known that the ionic radii of Ca2+ and Y3+ is \(\text{R}^{{\text{2 + }}}_{{\text{Ca}}} \text{ = 0}\text{.99}\)Å and \(\text{R}^{{\text{3 + }}}_{\text{Y}} \text{ = 0}\text{.93}\)Å, respectively. Therefore, the divalent ion Ca2+ can substitute preferentially for Y3+ due to the slight difference between the ionic radii. The substitution of Ca for Y generates holes to influence superconducting transition temperature Tc while not changing the crystal structure. The research revealed that the concentration of Ca increases continuously in proportion to the relative amount of Ca in the melt, and the segregation coefficient of Ca for the compound was estimated to be ~0.7. The segregation coefficient smaller than unity suggests a very low solubility of Ca as a substituent for Y in Y-123. Therefore, the Ca is hard to incorporate into the crystal. This may be partly due to the fact that the ionic radii of Ca2+ are slightly larger than that of Y3+. However, complex thermodynamical argument is that it must be the dominant factor as this low Ca doping >0.55 in the melt.
The result of magnetic susceptibility measurement showed a broad superconducting transition due to the oxygen insufficiency in the as-grown crystals. By post-annealing as-grown crystals in flowing oxygen at 535 °C for 48 h, oxygen was taken over by the compounds, resulting in a sharp transition width of 4 K. As show in Fig. 2.8, the superconducting transition temperature T c reduces with increasing Ca content, 75 K at χ = 0.30, 78 K at χ = 0.20, 79 K at χ = 0.18 and 90 K at χ = 0.

Temperature dependence of magnetization for the Ca-doped and undoped Y-123 single crystals grown by the TSSG method [19]
Rare earths (RE) can be substituted for yttrium without any destructive effects on the superconducting characteristics of Y-123 with the exception of RE = Ce and Pm [20–24]. In general, T c and peritectic temperatures (T p ) increase with increasing ionic radius of RE. However, at a certain point, a further increase in the ionic radius decreases or varies T c . This is because RE ions easily substitute into the Ba site [25–27].
TSSG method and modified TSSG method also has been applied to RE-123 materials (RE = Pr, Sm, Nd) from the Ba–Cu–O solvent. It has been found that bulk single crystals of several cubic millimeters in size can be repeatedly produced after optimizing the growth conditions, such as the growth temperature, composition of the flux melt, crucible materials, etc. [28–30]. The typical growth procedure can be demonstrated through the Sm-123 crystals growth. Sm2O3 crucibles were used so that the contamination from the crucible could be reduced to a minimum. High-quality Ba x Cu y O (the ratio of x to y ranged from 3:4 to 3:7) powders were used as raw materials for the solvent. Sm was not included in the precursor mixture. Instead, the Sm solute was supplied through the interaction between the molten solvent and the Sm2O3 crucible. YBCO thin films were prepared by the thermal co-evaporation technique on the MgO single crystal. As hetero-seeds, these YBCO-deposited MgO crystals were used for the SmBCO crystal growth. These YBCO thin films are highly c-axis oriented. The rotation speed and the pulling rate were in the range 70–120 rpm and 0.10–0.20 mm h−1, respectively.
Figure 2.9 shows a photograph of a large-sized Sm-123 single crystal grown in Ba3Cu5O z solvent at approximately 1056 °C in air. The crystal has a pyramid shape, with the bottom a–b plane of 23 × 22 mm2. The total growth time is 147 h. The average growth rate is approximately 0.13 mm h−1 in the c-axis direction, which is higher than that in the YBCO system (nearly 0.05 mm h−1 in the c-axis direction in ambient atmosphere by the modified TSSG method [32].

The Sm-123 single crystal grown in air in the solution with the Ba/Cu ratio = 0.6. The size is 23 × 22 mm2 in the a–b plane and 19 mm in the c-axis direction [31]
Figure 2.10 shows the temperature dependence of normalized magnetization for an oxygenated SmBCO crystal grown under the same conditions as mentioned above. The field of 10 Oe was applied parallel to the c-axis (H//c) from 60 to 100 K. The high T c of 93 K with a sharp transition width ΔT of less than 1 K (the difference between 10 and 90 % transition to the zero-field cooled (ZFC) value at 60 K) is clearly displayed, indicating the high quality of the crystal.

Temperature dependence of magnetization for the SmBCO single crystals grown in air in the solution with the Ba/Cu ratio = 0.6 [31]
2.4 Ferroelastic Detwinning
The ferroelastic transition of the tetragonal to the orthorhombic (denoted as T–O henceforth) phase in the high-Tc superconductor Y-123 on cooling is normally accompanied by the spontaneous occurrence of twin domains which appear to compensate the internal strains. These twin domains are visible as giving rise to sharp and contrasted images in polarizing microscopes as well as electron microscopes. Their presence in the superconducting, orthorhombic Y-123 phase still poses a problem in obtaining a clear resolution of the a–b anisotropy of physical properties. There have extensive investigations to characterize the microstructures and understand their possible influence on the superconducting properties [33, 34]. In situ observation of the motion of ferroelastic domain switching during the T–O phase transformation in Y-123 has been achieved by using high temperature optical microscope [35].
Single crystals were grown from high concentration flux containing 15 % YBa2Cu3O7–δ and 85 % Ba3Cu7O10 in a zirconia crucible. The growth details are described in Sect. 2.3. The structure of crystals is tetragonal as they are grown at above 960 °C. When they were cooled slowly through the T–O transition temperature in the presence of oxygen, these crystals would undergo a structural transformation to the orthorhombic phase.
A detwinning apparatus which can directly in situ observe the twin motion procedure is schematically illustrated in Fig. 2.11. A square-shaped crystal was placed between two quartz plates with the stress being applied along the [1 0 0] direction. The temperature of the crystal was raised at a constant stress of about 2.5 × 107 N/m2 and the domain pattern controlled visually by using a high temperature optical microscope. Polarized optical images of an as-grown Y-123 single crystal before and after successive heat treatments are shown in Fig. 2.12a–d, respectively. At 250 °C the crystal started to homogenize by means of lateral wall movements. The image of the twin domains show a decreasing colour contrast following successive heat treatments to higher temperatures at 350 and 450 °C, respectively, suggesting that the twin density is decreasing and the crystal remains orthorhombic with a large, single domain after detwinning. A few small cracks seen on the bottom indicate that non-uniform stress occurred due to an irregular shape of the specimen. Therefore a sample with perfect rectangle or square shape is always necessary for the thermomechanical detwinning . When releasing the stress totally at the detwinning temperature, no elastic back switching was observed.

Schematic diagram of the in situ observation technique for the detwinning of Y-123 single crystals

Polarizing optical micrographs showing gradual changes in the twin domain structure of YBCO single crystal by the applied stress of 2.5 × 107 N/m2 parallel [1 0 0] and heating at a as-grown state, b 250 °C for 30 min, c 350 °C for 30 min and d 450 °C for overnight, respectively [35]
The detwinned crystal was characterized by the temperature dependence of susceptibility and shows a sharp transition Tc at 91 K with ΔT ~ 1 K. If the transition temperatures are representative of the crystal phase, then one might expect more than one phase to be observed due to the simultaneous presence of both orthorhombic and tetragonal phases that sample underwent its T–O transition temperature during cooling after growth, as result in double or broad transition. Therefore, it indicates that the detwinned crystal contains only one orthorhombic phase in an optimally doped state.
Instead of applying a uniaxial pressure , removal of twins was carried out by quenching specimens above the T–O transition temperature. The technique provided a means of maintaining an oxygen partial pressure , which was advantageous in retaining the oxygen content of the crystal despite the high temperature treatment. The as grown sample was fully oxygenated and then heated up to 400, 650, 800 and 930 °C for 5 min, respectively, and followed by rapid quenching in Ar. The polarized optical images of the quenched specimen show similar decreasing colour contrast with heating temperatures, referred to Fig. 2.12a–d. The twin density is decreasing but the crystal remains orthorhombic or there is an increasing volume of the crystal becoming tetragonal phase present in the twin boundary regions. At the final two states of 800 and 930 °C a uniform colour is over the whole crystal and this indicates a nearly full conversion to the tetragonal phase. The tetragonal phase in this case is always accompanied by the presence of a tweed structure [34], which was needed to relieve the internal strain. The superconducting transition Tc drops to 40 K even in the tetragonal phase, by quenching at 800 °C. The Tc completely suppressed by quenching at 930 °C, which is a tetragonal phase. The availability of twin-free YBCO should be promotional to a further quantifiable study of a = b anisotropy of physical properties [36].
2.5 Defects and Etch Pits in Y-123
In order to study the surface and bulk defects of Y-123 single crystal, chemical etching has been applied on the as grown crystals for direct observation the defects [37, 38]. The crystals were grown in a melt containing a flux of excess BaO–CuO [16]. Free- standing crystals show large shiny surfaces of (100)/(010) and (001). The samples used in the following study are over 2 × 1 × 0.5 mm3 and aluminum contamination was in the range 0.1–0.2 %. The Tc of the as-grown crystals was below 80 K, but after annealing in flowing oxygen, Tc rose to 90 K. The shiny surfaces obtained from as-grown crystals are suitable etching experiment. Three suitable etching solutions have been found, i.e., A (Acetic acid), B (1HNO3 (or 1HCl) : 4 acetic acid : 4 methanol) and C (1HNO3 (or 1HCl) : 4 acetic acid (or 4H2O)).
The formation of etch pits at dislocation sites on a (001) surface depends upon the etching rates. Figure 2.13 shows a schematic representation of the atomic arrangement in Y-123. Early studies [39] have shown that Y-123 terminates with a CuO plane in the (001) direction and this may be related with the observation that the (001) surface is chemically highly active. The lattice strain associated with a screw dislocation greatly enhances the rate of etching, so the etching rate Vc on the strained area is much higher than the etching rate V normal to the unstrained area (as seen in Fig. 2.14b).

Schematic drawing of the etching process of Y-123 single crystal. V: etch rate normal to surface; Vc etch rate along dislocation; Va: etch rate along surface; Vi: etch inclined between Vc and Va, arrows emanating outwards from atoms indicate the missing bonds of chemically active surface and shaded area indicates the surrounding strain field [37]

Secondary electron micrograph taken at zero tilt, showing the tetragonal structure of the etch pits on the (001) surface produced by solution A after 4 h: a square steps bounded by <100>/<010> and b octagonal pattern of squares truncated by the <110> edges [37]
Figure 2.14a shows square pyramids of an etch pattern having four-sided walls with steps bounded by {100}/{010} and a sharp base. The depth of the pit is 5 μm, approximately measured by optical microscope. The pit of Fig. 2.14b contains several structural features: the triangular regions are assumed to be {111} planes and adjacent {011} with connecting region to be {100}/{010}. The centre is a deep square hole whose depth could not be measured by secondary electron microscope. Therefore the shape of base is undetectable, but the hole does not run through to the opposite surface of the crystal. The pits often appear in isolated clumps, shoulder to shoulder and heavily dislocated as tangles and clusters. These square pits are truncated by [110] edges in the (001) face. The geometric figure is octagonal, consisting of two intersecting squares at 45° rotation. The ratio of the lengths <100>/<110> is ~0.88.
After etching, the topography of the originally smooth and shiny surface of an as-grown crystal became rough and consisted entirely of hillocks and etch pits. Figure 2.15a, b show the general features of the (001) surface of the crystal, with square and octagonal patterns originating from neighboring dislocations. Poly-spiral growth hillocks with etch pits at their centre suggest dislocation lines running up and passing through the centre of the growth spiral. As the hillocks grow, their bases spread outward, creating a continuous new layer of the crystal. There are also vicinal-hill type spirals showing square or octagonal-like morphology. The octagonal shape of growth hillock is indicative of the anisotropy in the step advancement velocity along <100>/<010> and <110> directions. The hillocks give evidence for a screw dislocation and suggest that the crystal grows according to the spiral growth mechanism under low supersaturation. These observations are consistent with classical crystal growth theory. Screw dislocations may provide flux pinning centers and determine the limits of the critical current density in single crystals [40].

Screw dislocation etch pits produced by etching solution C for 3 min, by optical microscopy: a spiral growth hillocks accompanied by dislocations on the top surface (100); b hillocks on the bottom surface (001); c screw dislocation from a selected area of a; d the same area of c further etched by solution A for 5 min [37]
The density of the spiral hillocks present in the (001) surface is estimated to be ~ 5 × 105 cm−2. The growth steps on the (001) surface are more or less parallel to each other, and defined by crystallographic planes. The square steps are bound by the <100>/<010> directions. The truncated squares have octagonal-like steps defined by the <110> direction; <100> and <010> are the strongest and the next-strongest PBC (periodic bond chain) directions. The relatively longer steps, which run along the <110> direction, correspond to the fast growing direction. Large flat terraces can be seen lying adjacent to the steps. This shows that the surface is reasonably clean. Due to the irregularities on the surface, the growth rate of one step can be slowed down and another step can catch up, resulting in a macro-step. Figure 2.15a, b also show the phenomenon of step bunching, and the retardation of the surface of the Y-123 single crystals indicates that two growth mechanisms , i.e. spiral growth and layer-by-layer growth, may both take place, which might be related to the growth conditions and the existence of screw dislocations in the crystals.
An asymmetry of the face on (001) is indicated by the typical etch patterns on the top and bottom surfaces of the same crystal. The top surface (Fig. 2.15a) consisted of screw dislocations and hillocks and the bottom one (Fig. 2.15b) exhibited only hillocks. The most likely candidates for the two surfaces are the Cu–O chain plane and the Ba–O plane along the <001> direction. All the etched samples revealed that the terminating surface on the (001) face of the crystal has polar characteristics and therefore is not symmetrical at the tip and bottom faces.
Characteristically different etch pit morphologies were observed on the (001) face (Fig. 2.15c, d). They are assigned to screw dislocation etch pits, because of the corresponding observation of spiral growth hillocks. Figure 2.15c shows a square pyramid of etch pattern having four-sided walls with different sized steps and square base bounded by <100>/<010>. The steps are believed to by the inner layer of crystal exposed by etching due to the spiral step growth mechanism. The width of the step is approximately 3 μm on average, as measured by optical microscope. The ratio of the lengths <100>/<010> is ~0.88. It is interesting to observe, as shown in Fig. 2.15d, that the base of the square of all etch patterns spreads outward and is truncated by <110> edges, after a further etching by solution A for 5 min. Comparing with Fig. 2.15c, the square base of Fig. 2.15d is rotated by 45° and bounded by <110>. The reason for this evolution is unknown but may be related to a change of the etching rate along different directions.
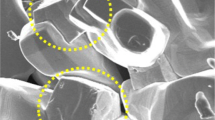
Figure 2.16a, b show pits with elliptical shapes and varying sizes, with long and short axes long <100>/<010> and <001> on the (100)/(010) face. As a result the density of the pits is of the order of 104 cm−2 which is lower than that in (001). The etch pits in the as-grown (011) face are similar to those in (100)/(010), demonstrating that etching rates along <100>, <010> and <001> are anisotropic. Unlike screw dislocation etch pits, there are on steps along the wall, since (100)/(010) is of Hopper-like morphology [41] related to a two-dimensional nucleation growth mechanism, different from screw dislocation growth. Figure 2.16b show that two symmetrically smooth faces are divided by a groove lying along <100>/<010> and one sharp end was weakly etched. This is a distorted etch pit, probably caused by the dislocation core inclined to the surface.

Typical etch pits in (100)/(010) produced by preferential etching using solution A for 4 h: a elliptical etch pit with long and short axes, by optical microscopy and b secondary electron micrograph of a distorted etch pit
The size and shape of the pits depend strongly upon the etching behavior. After each etch the dimension of the pits was measured and thus the etch rate determined. Solution A has a very low etch rate and produces a highly selective etching to reveal dislocations with clean and clear patterns. This slow etch rate allows for the formation of small protrusions and reveals the defects with minimum material removal. Solution B and C show a rapid attack and simply dissolve away any surface atoms, revealing both screw dislocations and spiral hillocks. The etch rates suggest that the velocity is anisotropic, with Va<110> ~ 3.2 μm/h, Va<100> ~ 2.8 μm/h, Vc<001> ~ 1.3 μm/h and Vi<111> ~ 1.0 μm/h. These rates did not include the experiment with solutions B and C, whose rates are two orders of magnitude higher. The dimensions of the etch pits can be changed due to the etch rates Vc, Va and Vi, although the preferential etching at dislocation sites is a very complex phenomenon which dominates the whole etching procedure.
By chemical etching, dislocation etch pits have become visible on the surface of (001), (100)/(010) and (011). In general, pit morphology reflects the major symmetry of the crystal, and pit edges are found to be parallel to the <100>/<010> or <110> crystallographic axes. An understanding of dislocation formation and preferential etching requires detailed knowledge of surface chemical reactivity and surface reconstruction in Y-123.
2.6 Flux Growth of Pure and Doped Y-124
Y-124 single crystals with dimensions up to 4 mm were first prepared by a self-flux method under a high oxygen pressure up to 3000 bar at over 1100 °C [9]. This requires special apparatus and safety considerations. Recently, high quality Y-124 single crystals have been grown by using KOH as flux under ambient pressure, after optimized the growth conditions such as applying a stepwise-cooling method, crystals with sizes up to 1.2 × 0.5 × 0.3 mm3 were achieved [10, 11].
The growth of Y-124 crystals is complex in the systems Y-123–CuO–KOH or Y-124–KOH, it involve several chemical reactions and processes like synthesis, dissolution and crystallization, as well as evaporation and creeping of molten KOH. Nevertheless, using KOH as solvent, it was found that Y-124 can be synthesized in air/oxygen via the reaction
at a temperature as low as 550 °C. A high fraction (>95 %) of the Y-124 phase was obtained in less than 4 h. The fact is that the high oxidation state, Cu3+ can be stabilized in molten KOH [42, 43] and this favors the formation of Y-124. These results suggest that molten KOH is very effective in accelerating and enhancing the chemical reactions during the formation of Y-124.
The source material used was either a mixture of Y-123 and CuO powders in a molar ratio of 1:1 or Y-124 powders synthesized by a solid-state reaction. Y-124 powder samples were synthesized using high purity Y(NO3)3·6H2O, Ba(NO3)2, Cu(NO3)2·2.5H2O in a molar ratio of 1:2:4. The mixtures were ground and loaded in an Al2O3 crucible, sintered at 800 °C for 100 h with several intermediate grindings. Y-123 polycrystalline powders were prepared by calcining the mixtures of 1YO1.5:2BaCO3:3CuO at 880 °C for 2 days for the decomposition of CO2. The calcined mixtures were then sintered at 920 °C in flowing oxygen for 2 days with several intermediate grindings.
The crystal growth was carried out in a vertical two heating zone tube furnace which provided a sharp temperature gradient. A schematic drawing of the setup is shown in Fig. 2.17. A total charge of 15–30 g of source materials and KOH with 10–95 wt% was loaded in a crucible. The crucible was located at the middle position of the furnace. T1 and T2 denote the temperatures at the bottom and middle sites of the crucible, respectively. During growth the heating temperatures increased to about 720 °C for T1 and 760 °C for T2, respectively, and were then maintained for 4 h. Subsequently, the temperatures were slowly decreased to T1 = 500 and T2 = 540 °C at a cooling rate of 0.5–5 °C h−1. A sharp temperature gradient ΔT ~ 8 down to 3 °C cm−1 was created during the cooling procedure.

The schematic of the two heating zone apparatus designed with a sharp temperature gradient ΔT, ranging from 3–8 °C/cm between 550 and 750 °C for the crystallization temperature [11]
Molten KOH is very corrosive, and many metal oxides are soluble in the wet KOH melt. The ideal crucible material should have no reaction with the source materials. Wetting and creeping phenomena of the solution should be also taken into account in the choice of crucible materials. Five sorts of crucible material (Pt, SnO2, MgO, Al2O3 and ZrO2) were investigated, as well as the creeping phenomenon. The crucibles containing source materials or/and KOH were heated at temperatures between 550 and 790 °C, and subsequently quenched for the investigation of the creeping behavior of the samples and the reactivity of the crucible materials. The results revealed that ZrO2 is the optimal crucible material for the growth of Y-124 single crystals in KOH flux, since no corrosion or creeping observed. Al2O3 is another candidate; however, the creeping should be suppressed by a sharp temperature gradient in the growing system.
The melting behavior of the mixtures of Y-124 and KOH was investigated by TG-DTA measurements and observed in a ventilated system [10]. It revealed that Y-124 starting melt in KOH at 494 °C and the Y-124 crystals formed between 550 and 800 °C. Further study [11] indicated that large crystals formed, accompanied by flux evaporation starting from 650 °C. The best solubility and crystal growth conditions are found in the temperature range 640–700 °C, which is the optimal crystallization temperature. At 850 °C, Y-124 entirely decomposed in KOH.
It also found that by the application of a sharp temperature gradient, the number of crystals is remarkably reduced. In addition, a method of stepwise cooling rate was applied to increase the size of crystals, i.e., a low cooling rate of 1 °C h−1 was applied in the optimal temperature range between 640 and 700 °C. The schematic thermal profile is drawn in Fig. 2.18. As-grown crystals were preferentially found to grow at the bottom of crucible. After cooling, the crucible containing crystals and residual flux was removed from the furnace and quickly dipped into the methanol solvents, followed by rinsing for 0.5–2 h. The crystals were separated and then dried at 80 °C. A typical free crystal is shown in the inset of Fig. 2.19. The crystals exhibit rectangular or square platelet habits with the c-axis normal to the largest plane. Separated crystals were characterized by XRD and Raman spectroscopy, no impurity phases are observed.

Schematic of the thermal profile used to reduce multi-nuclei and improve the size of crystals [11]

Field-cooled and zero-field-cooled magnetization as a function of temperature for a Y-124 single crystal. Inset is a typical Y-124 single crystal [11]
Figure 2.19 shows the temperature dependence of the magnetization for a single crystal of Y-124 , characterized by ac susceptibility in field-cooling and zero-field-cooling measurements in 10 Oe. A sharp transition temperature Tc occurs at 82.9 K.
The study of the influence of substitution on superconductivity in Y-124 is of great interest, since the compound is stoichiometric with fixed oxygen content in the double Cu–O chain. This is unlike Y-123 with a single Cu–O chain, where a small variation of oxygen (δ) can strongly influence on its superconductivity.
The crystals doped with Ca , Zn and Ni have been also successfully grown by this method, where various doping concentrations of Ca, Zn and Ni were applied during the growth. It revealed that the value of Tc increases with increasing Ca content, and reaches a maximum of 91 K at x = 0.12. Tc slightly decreases with a further increase of the substitution level to x = 0.16. The results are plotted in Fig. 2.20, showing a dome shape of under-, optimal- and over-doped regimes. The doping content of Zn with 0 ≤ x ≤ 0.034 and Ni with 0 ≤ x ≤ 0.05 was determined in the final crystal form. Figure 2.20 is the plot of the Tc values with suppressed rates at 12 K/at % for the Zn and 13 K/at % for the Ni-doped Y-124, respectively. Both dopings show nearly the same suppression rates, but the Tc is lowered from 83 K for the pure compound to ≈ 40 and ≈ 20 K for the Zn-and Ni-doped Y-124 single crystals, respectively. Compared to the very broad transition Tc reported for both pure and doped ceramic samples [44–46], KOH flux growth crystals show a sharper transition with a width Δ Tc < 2 K. All these properties indicate the high quality of the single crystals.

The plot of Tc values versus with dopant concentration for Y1−xCaxBa2Cu4O8 with x = 0, 0.02, 0.04, 0.09, 0.12, 0.14 and 0.16, for YBa2(Cu1−xZnx)4O8 with x = 0, 0.015, 0.013, 0.023, 0.024, 0.025, 0.028 and 0.034, and for YBa2(Cu1−xNix)4O8 with x = 0, 0.013, 0.035, 0.041, 0.043 and 0.050, respectively
To summarize, using KOH as flux, the growth of Y-124 single crystals can be easily carried out under ambient pressure at low temperature.
References
J.G. Bednorz, K.A. Müller, Z. Phys. B 64, 189–193 (1986)
P. Dai, B.C. Chakoumakos, G.F. Sun, K.W. Wong, Y. Xin, D.F. Lu, Physica C 243, 201–206 (1995)
M.K. Wu, J.R. Ashburn, C.J. Tong, P.H. Hor, R.L. Meng, L. Gao, Z.J. Huang, Y.Q. Wang, C.W. Chu, Phys. Rev. Lett. 58, 908 (1987)
C.T. Lin, S.X. Li, W. Zhou, A.P. Mackenzie, W.Y. Liang, Physica (Amsterdam) 176C, 285 (1991)
Yuh Shiohara, Akihiko Endo, Mater. Sci. Eng.: R: Rep. 19(1), 1–86 (1997)
H.W. Zandbergen, R. Gronsky, K. Wang, G. Thomas, Nature 331, 596–599 (1988)
J. Karpinski et al., Nature 336(6200), 660–662 (1988)
P. Marsh et al., Nature 334(6178), 141–143 (1988)
J. Karpinski, H. Schwer, K. Conder, E. Jilek, E. Kaldis, C. Rossel, H.P. Lang, T. Baumann, Appl. Supercond. 1, 333 (1993)
Y.T. Song, J.B. Peng, X. Wang, G.L. Sun, C.T. Lin, J. Cryst. Growth 300, 263 (2007)
G.L. Sun, Y.T. Song, C.T. Lin, Supercond. Sci. Technol. 21(12), 125001 (2008)
Kunihiko Oka et al., Jpn. J. Appl. Phys. 27, L1065 (1988)
K. Oka, H. Unoki, J. Cryst. Growth. 99(1), 922–924 (1990)
H. Murakami et al., Jpn. J. Appl. Phy. 29(12R), 2720 (1990)
R.A. Laudise, L.F. Schneemeyer, R.L. Barns, J. Cryst. Growth 85(4), 569–575 (1987)
C.T. Lin, W. Zhou, W.Y. Liang, Physica C 195, 291 (1992)
H. Takei, H. Asaoka, Y. Iye, H. Takeya, Jpn. J. Appl. Phys. 30, L1102–1105 (1991)
M. Nakamura, Y. Yamada, Y. Shiohara, J. Mater. Res. 9, 1946 (1994)
C.T. Lin, B. Liang, H.C. Chen, J. Cryst. Growth 237–239, 778–782 (2002)
S. Hosoya, S. Shamoto, M. Onoda, M. Sato, Jpn. J. Appl. Phys. 26, L325 (1987)
S. Kanbe, T. Hasegawa, M. Aoki, T. Nakamura, H. Koinuma, K. Kishio, K. Kitazawa, H. Takagi, S. Uchida, S. Tanaka, K. Fueki, Jpn. J. Appl. Phys. 26, L613 (1987)
S. Hikami, S. Kagoshima, S. Kamiyama, T. Hirai, H. Minami, T. Masumi, Jpn. J. Appl. Phys. 26, L347 (1987)
T. Tamegai, A. Watanabe, I. Oguro, Y. Iye, Jpn. J. Appl. Phys. 26, 1987 (1987)
J.M. Tarascon, W.R. McKinnon, L.H. Greene, G.W. Hull, E.M. Vogel, Phys. Rev. B 36, 326 (1987)
S.I. Yoo, R.W. McCallum, Physica C 210, 147 (1993)
T. Wada, N. Suzuki, T. Maeda, A. Maeda, S. Uchida, K. Uchinokura, S. Tanaka, Appl. Phys. Lett. 52, 1989 (1988)
M. Daeumling, J.M. Seuntjens, D.C. Larbalestier, Nature 346, 332 (1990)
M. Tagami, M. Sumida, Ch. Krauns, Y. Yamada, T. Umeda, Y. Shiohara, Physica C 235–240, 361 (1994)
Ch. Krauns, M. Tagami, M. Nakamura, Y. Yamada, Y. Shiohara, Adv. Supercond. 7, 641 (1995)
M. Nakamura, H. Kutami, Y. Shiohara, Physica C 260, 297 (1996)
Xin Yao, Teruo Izumi, Yuh Shiohara, Supercond. Sci. Technol. 16(4), L13 (2003)
Y. Yamada, Y. Shiohara, Physica C 217, 182 (1993)
U. Welp, M. Grimsditch, H. You, W.K. Kwork, M.M. Fang, G.W. Grabtree, J.Z. Liu, Physica C 11, 1 (1989)
C.T. Lin, J. Chrosch, Y. Yan, W.Y. Liang, E.K.H. Salje, Physica C 242, 105 (1995)
C.T. Lin, A. Kulakov, In situ observation of ferroelastic detwinning of YBCO single crystals by high temperature optical microscopy. Physica C 408, 27–29 (2004)
V. Hinkov, S. Pailhès, P. Bourges, Y. Sisid, A. Ivanov, A. Kulakov, C.T. Lin, D.P. Chen, C. Bernhard, B. Keimer, Nature 430, 650 (2004)
C.T. Lin, J. Cryst. Growth 143(1), 110–114 (1994)
D. Prabhakaran et al., Physica C 319(1), 99–103 (1999)
P. Bordet et al., Crystal structure of Y0. 9Ba2. 1Cu3O6, a compound related to the high-Tc superconductor YBa2Cu3O7. 687–689 (1987)
V.M. Pan, J. Alloy. Compd. 195, 387–394 (1993)
B.N. Sun, H. Schmid, J. Cryst. Growth 100(1), 297–302 (1990)
P. Claes, J. Glibert Molten Salt Techniques, vol 1, ed. by D.G. Lovering, R.J. Gale (Plenum, New York, 1983), pp 79–108
S.L. Stoll, A.M. Stacy, C.C. Torardi, Inorg. Chem. 33, 2761 (1994)
S. Ohara, M. Matsuda, Y. Watanabe, M. Takata, Appl. Phys. Lett. 59, 603 (1991)
T. Miyatake, T. Takata, K. Yamaguchi, K. Takamuku, N. Koshizuka, S. Tanaka, K. Shibutani, S. Hayashi, R. Ogawa, Y. Kawate, J. Mater. Res. 7, 5 (1992)
M. Kawachi, N. Sato, E. Suzuki, S. Ogawa, K. Noto, M. Yoshizawa, Physica C 357–360, 1023 (2001)
Author information
Authors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Chen, D., Lin, C. (2016). YBCO and Some Other Rare Earth Cuprates. In: Growth and Characterization of Bulk Superconductor Material. Springer Series in Materials Science, vol 243. Springer, Cham. https://doi.org/10.1007/978-3-319-31548-5_2
Download citation
DOI: https://doi.org/10.1007/978-3-319-31548-5_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-31546-1
Online ISBN: 978-3-319-31548-5
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)