
Abstract
Life cycle analysis (LCA) is a trending methodology for evaluating environmental impacts associated with a product through its life cycle. This chapter presents the general model formulation for life cycle optimization, as well as systematic approaches to solve the resulting multi-objective mixed-integer nonlinear programming problems. We discuss the life cycle design of an algal biorefinery for the production of sustainable biofuels and profitable by-products. We review the existing articles for the simulation and optimization of the algal biorefinery processes. We show the importance of superstructure optimization, and introduce the technology alternatives that can be incorporated into an algal process superstructure. Subsequently, we show the optimization results of an algal biorefinery. We further summarize the challenges and possible directions for future life cycle algal biorefinery designs.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
The development of the chemical industry in the last 150 years has greatly shaped our society, but the side effects are adversely influencing the environment we live in and severely degrading the ecological foundation of all activities (Bakshi 2014). The future growth, however, hinges on the effective solutions to the competition with emerging impacts from a variety of sustainable factors, such as materials availability, climate change mitigation, and inherent security. Therefore, it is of significance to consider these impacts throughout the decision-making process via establishing quantitative metrics to measure the level of sustainability for intended processes, and employing efficient approaches to assist the selection of optimal sustainable processes.
This chapter shows the superstructure-based method for sustainable process design and its application to life cycle design of an algal biorefinery. In the following sections, we first introduce a general modeling framework for sustainable process design synthesis. Next, we review the current progress of life cycle design of an algal biorefinery. Later, we briefly describe the methods in process design and synthesis, and provide a large number of technology alternatives that could be potentially considered in the six sections of an algal biorefinery process. Then typical results of a life cycle algal biorefinery design are shown. Finally, we discuss the challenges and opportunities for future development.
2 A Framework for Sustainable Process Design and Synthesis
2.1 Life Cycle Analysis
Based on an emerging methodology named life cycle analysis (LCA), there is a growing number of publications addressing the design of sustainable processes and supply chains (Yue et al. 2014b; Garcia and You). LCA can be used to estimate and assess the environmental impacts attributable to the life cycle of a product or a service (Rebitzer et al. 2004). Early work of LCA can date back to the late 1990s and the consensus of LCA results in the ISO 14000 series (Institution 2006). After years of improvement, LCA becomes a comprehensive methodology and considers all attributes of natural environment, human health, and resources. As an evolving methodology, the recent development in LCA involves attributional and consequential LCA, input–output LCA, and hybrid LCA (Finnveden et al. 2009). Although effort is made in developing social LCA (Grießhammer et al. 2006), most attention has been put on thriving and applying environmental LCA.
An LCA study encompasses four phases (Institution 2006): goal and scope definition, life cycle inventory (LCI) analysis, life cycle impact assessment, and life cycle interpretation. Goal and scope definition elucidates essential information of the study, including the purpose of the study, the intended application and audience, the system boundary of the analysis, and the functional unit to quantify the function of the final product or service. In the next phase, LCI is investigated, which specifies the amounts of input and output materials, emissions, and energy with respect to the functional unit. In the impact assessment phase, the LCI is converted to various indicators, which provide the basis for analyzing the contributions of individual LCI entries to a number of environmental impacts. In the last phase, the results of inventory analysis and impact assessment are explained, and uncertainty analysis and sensitivity analysis can be conducted. And conclusions are made after all the targets are met.
Integrating LCA with process models and techno-economic analysis, researchers are now able to develop sustainable processes and supply chains with respect to a variety of environmental impact indicators of interest (You and Wang 2011).
2.2 Life Cycle Optimization
Most process design problems in the past decades were focused solely on improving the overall economic performance. Minimizing the total annualized cost and maximizing the net present value are prevalent objective functions in the mathematical models if the superstructure optimization approach is employed. A typical structure of such mathematical models contains mass balance constraints, energy balance constraints, and economic evaluation constraints. Accordingly, only one optimal solution will be returned if the problem is solved. However, sustainability is made up of three pillars: economy, society, and environment (Finnveden et al. 2009). The economically optimal solution may render undesirable social and environmental performance. From a sustainability point of view, such optimal solutions from single-objective formulations are unsurprisingly unfavorable, because significant impacts on other aspects of sustainability may cause irreversible consequences for the future development of mankind and the environment we are dwelling in.
LCA is a systematic tool for evaluating the environmental impacts of a fixed process, but such analyses require pre-defined processes and systems, therefore lacking the ability to automatically generate feasible process designs from a process superstructure and identify the best process performance. To bridge this research gap, researchers develop a life cycle optimization framework to integrate multi-objective optimization techniques with LCA and techno-economic analysis (You and Wang 2011). The combination of rigorous mathematical programming and LCA enables systematic generation and evaluation of design candidates. With more than one objective functions allowing for simultaneous optimization of the environmental and economic performances, we are able to obtain more sustainable solutions for a great number of applications (Yue et al. 2013; Zhang et al. 2014).
In life cycle optimization, instead of including the whole package of LCA into optimization models, goal and scope definition and LCI analysis are performed following the development of a superstructure optimization model, the constraints introduced in life cycle impact assessment are added to the original superstructure optimization model, and one or more impact indicators are also included as objective functions in the new model. In most applications, we selectively focus on one environmental impact, such as the greenhouse gas emissions. The motivation for such simplification is twofold: (1) compared to other environmental impacts, climate change receives the most attention worldwide; (2) from the perspective of optimization, including more objective functions leads to computationally demanding optimization problems, especially when the process synthesis problem itself contains complex nonlinear terms.
A typical model formulation is shown above. This model has two objectives: (1) minimizing total annualized cost (TAC), and (2) minimizing greenhouse gas emissions (GHG). x denotes continuous variables, such as the mass flow rates and energy consumption rates, while y represents binary variables and determines the superstructure configuration. There are four types of constraints in the model: mass balance constraints, energy balance constraints, economic evaluation constraints, and environmental impact analysis constraints. Mass balance and energy balance are based on mass and energy conservation relationships between input and output materials of each equipment unit. Coefficients are extracted from experiments and simulations results, and nonlinear terms are necessarily employed. For example, we need bilinear terms as the upper bounds of specific mass flowrates (Gong and You 2014b); we employ power functions to estimate equipment capital costs (Gebreslassie et al. 2013b); we formulate fractional objective functions to capture the optimal economic and environmental values per functional unit (Gong and You 2014a).
As a result, the combination of nonlinear terms and the integer variables for superstructure configuration leads to a bi-criteria mixed-integer nonlinear programming (MINLP) problem, which cannot be solved directly by off-the-shelf solvers. There are several methods proposed to handle the multi-objective optimization problem, which are weighted-sum method, ε-constraint method, and evolutionary algorithms (Deb 2014). The ε-constraint method is widely used due to its efficiency and simplicity. The key step of the ε-constraint involves transforming one of the objective functions, such as the environmental objective, into an additional bounding constraint and generates an auxiliary MINLP problem (P2).
The upper bound of ε is defined as the evaluated value of the environmental objective when only the economic objective is maximized in problem (P1), while the lower bound of ε is the optimal objective function value when we optimize only the environmental objective in problem (P1). Next, the interval between the upper bound and lower bound is equally partitioned. For each partitioned value of ε, we solve the corresponding problem (P2) and obtain an optimal solution. The set of optimal solutions can be plotted into a Pareto-optimal curve, which clearly reveals the tradeoff between two objective functions (You and Wang 2011). In addition to the traditional ε-constraint method, an improved method is also examined (Garcia and You 2015).
Attractive alternatives to the objective functions in problem (P1) are unit objective functions associated with the functional units defined in the goal and scope definition. Optimizing unit objective functions considers the effects of both total behavior and the product quantity, which enables direct and constructive comparison with real market values. If the nonlinear terms in the mathematical model appear only when evaluating equipment capital costs with sizing equations, the corresponding bi-criteria mixed-integer fractional programing problem can be effectively optimized with a global optimization strategy (Gong and You 2014a).
3 Process Design and Synthesis of Algal Biorefineries
The recent years have witnessed the thriving of renewable energy as one of the solutions to climate change and energy uncertainties (Lal 2008). Readers are referred to chapter “Biomass as Source for Chemicals, Power and Fuels” that focuses on general biomass-based process design and synthesis. In this chapter, we concentrate on microalgae and algal biorefineries, which have received increasing attention for developing advanced biofuels. Microalgae refer to a diverse category of microorganisms which, similar to most green plants, rely on photosynthesis to thrive. Since carbon dioxide is captured and sequestered into biomass during photosynthesis, green plants are naturally one of the most efficient contributors to carbon mitigation. As an ancient creature on earth, microalgae have a much higher lipid yield compared to traditional energy crops (Ferrell and Sarisky-Reed 2010). Furthermore, microalgae cultivation does not require valuable arable land, thus minimizing the competition with crops and the threat to food supplies. Given that lipids are the precursor to biofuels, algal biofuels will be potentially affordable and sustainable if the downstream processing is efficient and reliable.
Regarding the process design and synthesis of an algal biorefinery, which integrates both algae production and algal biofuel production, there has been an increasing awareness of the importance to develop sustainable algal systems in the recent decade. National algal biofuel technology roadmap (Ferrell and Sarisky-Reed 2010), released by the U.S. Department of Energy, is a critical report that summarizes the progress made by the Biomass Program. It states the challenges in commercializing algal biorefineries. It is believed that the realization of commercially viable and environmentally benign algal biofuels requires the cooperation among scientists, engineers, and investors across various disciplines. In a different report from national laboratories (Davis and Aden 2012), specific attention was paid on harmonizing the results for techno-economic analysis (Davis et al. 2011), life cycle analysis (Frank et al. 2011), and resource assessment (Wigmosta et al. 2011) with respect to the production of algal renewable diesel. Other thorough evaluations examined algal biorefineries from different angles (Alabi et al. 2009; Jones et al. 2014; Davis et al. 2014).
In addition to the official reports, a plethora of academic articles is concerned with the process design and synthesis of algal biorefineries. Reviews with general concepts and promising technologies of algal biorefinery processes were performed by Chisti (2007), Mata et al. (2010), Brennan and Owende (2010), Chen et al. (2011a), Gouveia (2011), and Kim et al. (2013). From a systematic point of view, several attempts have been made to assess the algal biofuel production processes using state-of-the-art simulation methods. Pokoo-Aikins et al. addressed the design and techno-economic analysis of the production of biodiesel from algal oil using ASPEN PLUS simulation and ICARUS cost estimation (Pokoo-Aikins et al. 2010). Lundquist et al. evaluated the economics of microalgae biofuels production through an analysis of five production scenarios and provided recommendations for large-scale algae biofuel production (Lundquist et al. 2010). Delrue et al. developed a model for process evaluation based on energetic, economic, and environmental criteria and conclude that a wet-lipid-extraction route performed better, but this route still has an unfavorable production cost (Delrue et al. 2012). The same authors subsequently evaluated the application of hydrothermal liquefaction (HTL), oil secretion, and alkane secretion in the algal processes (Delrue et al. 2013). Furthermore, Silva et al. simulated an algae-to-biodiesel process with detailed kinetics models, resulting in an attractive price $4.34/gallon (Silva et al. 2014; Dunlop et al. 2013).
Beyond the use of simulation tools to establish feasible algal processes with extensive details, superstructure optimization not only offers sustainable insights into the performance of technology alternatives, but also generates optimal processes with the most favorable biofuel products. Gebreslassie et al. proposed a detailed superstructure of an algal biorefinery focusing on biofuel production (Gebreslassie et al. 2013b). In order to explore the potential of algal biorefinery processes for biological carbon sequestration and utilization, Gong et al. improved the overall performance of the optimal algal biorefinery by incorporating more technology alternatives into the superstructure (Gong and You 2014b). Later, the same authors constructed an algae processing networking considering 7,800 processing routes, highlighting the performance of HTL in the most environmentally sustainable processing route (Gong and You 2014a). In a recent study, they developed the most comprehensive superstructure to demonstrate the importance of coproduction of algal biodiesel and bioproducts (Gong and You 2015). Martín and Grossmann optimized the production of biodiesel from waste cooking oil and algae oil with the consideration of five transesterification pathways (Martín and Grossmann 2012). In a recent article, the authors explored the simultaneous production of algal substitutes, including ethanol, biodiesel, and glycerol ethers (Martín and Grossmann 2014). Rizwan et al. proposed a superstructure to quickly scan through the algal processing pathways and identified the optimal routes with respect to various objective functions (Rizwan et al. 2013; Quaglia et al. 2012). Additionally, much effort was also made on polygeneration systems (Chen et al. 2011b, 2012; Liu et al. 2010), thermochemical conversion system (Baliban et al. 2013; Wang et al. 2013), and sustainability (Zhang et al. 2014; Gong and You 2014a; Gebreslassie et al. 2013a; Lira-Barragán et al.), offering useful ideas for the integration of energy systems.
4 Superstructure of an Algal Biorefinery
The life cycle design of an algal biorefinery lays its foundation on superstructure optimization. This chapter briefly discusses the advantages of superstructure optimization and provides a thorough overview for the generation of a superstructure for algal biorefinery processes.
4.1 The Role of Superstructure Optimization
Process synthesis determines the type, design, and interconnection of processing units from an enormous number of alternatives after the task of a process is specified with the input and output materials (Nishida et al. 1981). There are a variety of systematic methods to evaluate and search among design alternatives (Biegler et al. 1997). The first method is total enumeration of an explicit space, which is done by simply evaluating every alternative and selecting the one with the best evaluation results. This method seems straightforward in principle but demands large amounts of computation or human resources, unless the number of alternatives is considerably small. The second is referred to as evolutionary methods, which begin with a feasible base-case design and make incremental improvements to part of the design in each iteration. The most significant drawback of this method is that it is unable to locate and reach the globally optimal process design within the available design space. In the third option, we could propose a superstructure containing all available technology alternatives. Based on the superstructure, we then develop a rigorous mathematical programming model which offers an opportunity to simultaneously evaluate the performance of all alternatives and automatically generate the optimal process design. This method is limited by the complexity of the superstructure and the corresponding mathematical formulation. In the early stage of process design, superstructure optimization can be substantially useful to provide initial process configuration from a number of promising alternatives.
The above methods have their pros and cons depending on the specific problems to be solved. Traditional goal for process design and synthesis is to develop sophisticated designs based on the knowledge of existing ones and experimental results. In concert with the developments in computing, process system engineering has made rapid progress over the past 50 years. In order to pursue higher value from a process, the goal, however, has been shifted to finding best designs from numbers of possible options (Westerberg 2004). Assisted directly by the computation techniques, superstructure optimization is able to identify the globally optimal process designs with adequate modeling details.
In superstructure-based process synthesis, the first step is to develop a superstructure to include process/technology alternatives across multiple unit operations from the feed to the products. A mathematical model is then developed to optimize the superstructure using computational tools. The major decisions of superstructure optimization involve choosing the optimal process network design, configuration and equipment sizes, as well as the mass and energy balance of each unit operation. The corresponding mathematical programming models are usually formulated as MINLP problems, which can be solved by off-the-shelf global MINLP solvers, such as BARON and SCIP. If, in some circumstances, the resulting MINLP models are equipped with specific nonlinear functions, such as fractional functions, researchers exploit the mathematical properties of these functions and develop tailored algorithms to enhance the computation efficiency (Yue et al. 2013; Gong and You 2014a).
4.2 Technology Alternatives of an Algal Biorefinery
Before any methods are applied to superstructure optimization, the first step in life cycle process design is to generate a superstructure with all possible technology alternatives.
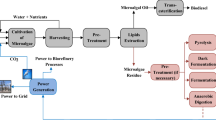
As shown in Fig. 1, an algal biorefinery can be divided into six sections, namely, cultivation, harvesting, lipid extraction, remnant treatment, biofuel production, and biogas utilization. We briefly describe the technology alternatives in the following sections.

The typical structure of an algal biorefinery
5 Cultivation
For autotrophic or phototrophic algae, the feed gas is usually a carbon dioxide-rich source, but the corresponding carbon dioxide concentration should not be too high to inhibit the growth (Hanagata et al. 1992). A widely used feed source is flue gas, the waste gas from coal-fired power plants. A common concern about using flue gas for cultivation is the toxicity of the minor constitutes, such as SOx and NOx, to algae (Wang et al. 2008). However, further discussion about the algal tolerance to these chemicals exceeds the scope of this paper. We assume the upstream power plants have installed effective pollution control units, including acid gas scrubbers which are capable of reducing the concentrations of toxic species to the level that their adverse effects to algae are negligible. We also assume the microalgae strain in our discussion, Chlorella vulgaris, contains 25 wt% of the lipid materials in its dry weight and the algal system is immune to the disturbance of weather and other external factors. Although ambitious from a practical point of view, these assumptions are significantly important in simplifying the design problem via excluding the dynamic nature and inherent uncertainties from the system. Therefore, these assumptions are widely used in the articles reviewed in the previous section.
There are two major types of algal bioreactors: open systems, or open ponds, and closed systems, or photobioreactors (PBRs) (Razzak et al. 2013). Open ponds include unstirred ponds, paddle-wheel raceway ponds, and circular ponds. PBRs are more diverse, including tubular PBRs, flat plate PBRs, bubble column PBRs, and plastic bag PBRs. Open ponds are economically favorable to set up and operate, but the productivity is poor. Contrarily, PBRs are reliable and efficient, but they suffer from much higher capital costs. Further idea of a hybrid system has also been mentioned in order to take into account the inoculation into the system (Gouveia 2011). However, in most process synthesis problems, inoculation is omitted due to its small contribution to the total cost.
6 Harvesting
The direct product from the cultivation reactors contains only 0.014 wt% of mature biomass for open ponds and 0.4 wt% of mature biomass for PBRs (Chisti 2007). However, the downstream lipid extraction and HTL equipment require the algae concentration higher than 30 and 5 wt%, respectively (Valdez et al. 2012). Therefore, we need a harvesting section to remove the undesired water content. A reasonable harvesting design involves three steps (Davis et al. 2011). The first step takes place in a sedimentation tank/basin, where a large proportion of the surplus water is separated via autoflocculation assisted with dissolved air flotation. This step achieves an algae slurry of 10 wt% (Uduman et al. 2010). There are a variety of flocculants to be used for gravitational separation, including poly-electrolyte, sodium hydroxide, poly-aluminum chloride, aluminum sulfate, chitosan, and poly-γ-glutamic acid (Rizwan et al. 2013). They differ from each other by the concentrations for effective separation, and the percentages of algal biomass to the next harvesting step. The impact of flocculants on the downstream processing is assumed negligible. The second step, or the dewatering step, involves the use of pressure filtration or centrifugation to thicken the algae slurry to 30 wt% (Wang et al. 2007; Uduman et al. 2010). Pressure filtration consumes less energy, but a centrifuge has a lower capital cost. In the last step, or the drying step, the algae paste is dehydrated to over 85 wt% using freeze-drying or thermal-drying equipment. This step is only necessary if the lipid extraction requires algae powder as feed materials. In order to reduce both the operating cost and the environmental impact, the surplus water from the first two harvesting steps is recycled and reused in cultivation. 5 wt% of the separated water is purged to prevent the buildup of salts.
Continuous operation is a crucial feature to produce bulk commodities in today’s chemical plants. As a result, shutdowns and startups appear only during regular maintenance, unexpected failures, and facilities upgrading, since frequent discontinuities not only jeopardize the mechanical stability of devices, but also incur large quantity of non-profitable off-spec products during transition. Constrained by the availability of sunlight, the equipments in the cultivation and harvesting sections have to stop operating at night. Therefore, a biomass storage tank would be substantially important at the end of the harvesting section. The storage tank can be designed to reserve part of the biomass product during daytime operation and release it to the downstream at night, so that the downstream processes receive biomass feed continuously throughout the day. Another approach is to provide artificial light to the cultivation system during nighttime production. However, this idea proves both economically and environmentally unfavorable (Gong and You 2014b).
7 Lipid Extraction
The goal of this section is to separate the upgradable lipid materials from algae cells. There are two major methods. In the first group, we take advantage of the solvent extraction methods that have already been implemented in large-scale biodiesel production from older generations of biomass. Nevertheless, the existence of algal biological features like the cell wall and the cell membrane physically prevents the contact of solvent with intracellular lipid materials. One solution is to employ cell disruption technologies. Possible options for cell disruption include sonication, high pressure homogenization, bead beating, freeze-drying, microwaving, autoclaving, and hydrodynamic cavitation (Lee et al. 2012). Although different in terms of the cell disruption efficiency, these methods share a common drawback, which is high energy consumption. Hence, it is worthwhile to consider the option of bypassing the cell disruption in a superstructure, which lowers the lipid content available in solvent extraction, but avoids the exceedingly high energy consumption.
A rough classification of extraction technologies with respect to algal biomass shows a dry route and a wet route (Xu et al. 2011). The dry route aims at separating lipid materials from algal powders, while the wet route does not require complete drying in the harvesting section, but more energy is consumed in solvent recovery (Gong and You 2015). Quite a few publications attempt to find the most appropriate extraction method at the laboratory scale (Halim et al. 2012; Bollmeier et al. 1989). Multiple solvents and solvent mixtures have been examined, including water, methanol, chloroform, butanol, hexane, ethanol, isopropanol, supercritical carbon dioxide, etc. but these experimental results are less attractive in the context of a complete process. Therefore, when we set up a superstructure involving solvent extraction, it is crucial to consider the entire extraction–recovery cycle no matter what routes and what solvents are included as alternatives (Gong and You 2015).
Another promising alternative to solvent extraction is HTL, which is able to utilize algal slurry directly and convert it to biogas, lipids, and remnant. In addition to the flexible requirement with respect to feed concentration, another advantage of this technology is its high lipid yield. This is achieved by converting a portion of the algal protein and carbohydrates into lipids (Valdez et al. 2012). However, the operating condition of technology is close to the supercritical condition of water, leading to both high capital cost and high energy consumption.
8 Remnant Treatment
After lipid extraction, a significant amount of energy captured in algal photosynthesis still remains in the remnant. If this amount of biomass is discarded or sold with low prices, the algal biorefinery will lose the potential for harvesting the most value from algae. Two technologies are mentioned in the literature for utilizing algal remnant: anaerobic digestion and catalytic gasification.
Anaerobic digestion is the most widely used technology in the remnant treatment, resulting in a biogas stream with about 40 vol% of carbon dioxide and 60 vol% of methane, and an aqueous stream rich in soluble nutrients for algae cultivation and solid precipitates (Collet et al. 2011). Methane can be carefully purified from the biogas stream through a pressure-swing-adsorption system. Simultaneously, solid precipitates are separated by centrifugation and the liquid product is reused in cultivation. Alternatively, according to Elliott et al. (2012), catalytic gasification generates four products, including a biogas product consisting of 0.5 % ethane, 2.1 % hydrogen, 38 % carbon dioxide, and 57.1 % methane, a solid product rich in mineral deposits, an aqueous product with nitrogen and phosphorus nutrition, and an oil product which can enhance the biofuel yield.
9 Biogas Utilization
No matter what pathway is selected in remnant treatment, a biogas product is guaranteed. After further separation using a pressure-swing-adsorption system, the versatile methane can be concentrated and utilized onsite. Three technologies are found worth considering in an algal biorefinery: direct combustion, hydrogen production, and methanol production (Gong and You 2014b, 2015). Direct combustion process comprised an air compressor, a combustor, a gas turbine, and a heat-recovery-steam-generation system. The chemical energy embedded in methane is partially transformed to heat, and then to electricity through the energy conversion in combustion, shaft work, and heat exchanging. In addition to the energy utilization, the resulting off-gas is rich in carbon dioxide and could be treated as the feed gas in cultivation.
Hydrogen and methanol are possible raw materials in the biofuel production section. Integrating onsite generation of hydrogen and methanol into the algal biofuel processes holds the potential for cost mitigation. Hydrogen could be produced by introducing methane into steam reforming, followed by water gas shift. In contrast, if the syngas from the stream reforming reactor is sent to a demister, followed by a methanol reactor, a second demister, and a distillation column, we would obtain methanol instead (Cheng 1994). These intermediate products can also be sold to the market if the production exceeds the demand in biofuel production.
10 Biofuel Production
Two major biofuel products can be derived from algal lipids: biodiesel and renewable diesel (Albrecht and Hallen 2011). The former is formally referred to as fatty acid methyl esters, or FAMEs, which are readily produced from transesterification reactions. On the other hand, triacylglycerides, free fatty acids, and FAMEs can undergo deoxygenation reactions and become saturated hydrocarbons, usually known as renewable diesel or green diesel. Renewable diesel has essentially low oxygen content, thus compatible for blending with petroleum-based diesel and used in the existing infrastructures.
From lab-scale experiments to process simulations, extensive research has been done for transesterification pathways (Apostolakou et al. 2009; Xu and Mi 2011; West et al. 2008; Sotoft et al. 2010; Meher et al. 2006). Available reaction conditions include alkaline in situ transesterification, acidic in situ transesterification, enzymatic in situ transesterification, sodium-methoxide-catalyzed transesterification, supercritical methanol transesterification, enzyme-catalyzed transesterification, and heterogeneous acid-catalyzed transesterification (Rizwan et al. 2013; Gebreslassie et al. 2013b). Comparatively, much more research is needed to achieve reliable and cost-effective conditions for algal renewable diesel. Existing superstructures are based on the deoxygenation reaction conditions for vegetable oil (Marker 2005). In this report, Co-Mo catalyst for a decarboxylation mechanism and Ni–Mo catalyst for a hydrodeoxygenation mechanism can be introduced as two alternatives in a superstructure. HZSM-5 catalyst is a tailored option for hydroprocessing the oil product from HTL (Duan and Savage 2011).
Further attention is also paid to the utilization of by-products. For example, transesterification reactions generate roughly one ton of glycerol per every ten tons of biodiesel. When the biodiesel industry continually expands, the price of surplus glycerol will be pushed to a very low level and the conversion of glycerol into value-added derivatives will undoubtedly benefit the economics of the algal biorefinery. Potential chemicals from glycerol include hydrogen, propylene glycol, glycerol-tert-butyl ether, and poly-3-hydroxybutyrate (Gong and You 2015).
11 Life Cycle Design of an Algal Biorefinery
Following the modeling framework introduced in the second section, we are able to develop multi-objective MINLP models to simultaneously optimize the economic and environmental indicators of possible processes in the aforementioned superstructure. Optimal solutions of the multi-objective MINLP problems can be plotted in a Pareto-optimal curve (Gong and You 2015) as in Fig. 2. The points on the Pareto-optimal curve represent optimal solutions with trade-offs in the objective functions, the points to the left side of the curve are infeasible, and the points to the right side of the curve are suboptimal. Point 1 and Point 8 are two extreme points on the curve, representing the most environmentally optimal process design and the most economically optimal process design, respectively. Environmentally friendly process designs favor technologies with less GHG emissions. For example, the optimal process design represented by Point 1 employs pressure filtration, hexane extraction, and enzyme-catalyzed transesterification, which involve less GHG emissions compared to their counterpart technologies.

Pareto-optimal curve (Source Gong and You 2015)
A good-choice optimal solution represented by Point 4 on the Pareto-optimal curve is shown in Fig. 3. This optimal process employs pressure filtration in the Harvesting section, supercritical carbon dioxide as the lipid extractant, direct combustion for biogas utilization, enzyme-catalyzed transesterification for biofuel production, and GE synthesis for bioproduct manufacturing. The Pareto-optimal curve provides a flexible way of selecting optimal algal biorefinery designs that complies with environmental regulations, and investigates the optimal economic and environmental performance of an algal biorefinery.

The optimal process of Point 4 on the Pareto-optimal curve (Source Gong and You 2015)
12 Future Directions
12.1 Modeling Details
When we develop the superstructure of an algal biorefinery, several aggressive assumptions regarding algae cultivation are made in order to simplify the mathematical models. However, if more accurate results are desired, these assumptions should be revised to reflect more details in real situations. For example, it is a difficult task to conduct stringent simulation for algal biorefineries as opposed to petroleum refineries, because a large number of species are involved in the bioprocess and the physical properties of specific macromolecules are scarce. An improved model considering more species and their reactions necessitates abundant experimental data in every step of the algal biorefinery. Additionally, the lipid ratio and the productivity of the algae strain is assumed immune to uncertain accidents and external contamination. In order to address this assumption, we can impose productivity uncertainties on the algae cultivation in the design problem.
In the current stage, operating conditions of most technology alternatives tend to be fixed. Ideally, a process synthesis problem should be able to determine the optimal solutions of a wide array of design variables, including separation sequence, equipment sizes, temperatures, and pressures, as well as utility consumption. However, in the case of an algal biorefinery, few fundamental models are reported for correlations between the lipid reaction rate and temperature and pressure. Even though they are available, modeling a biochemical process with all the design variables leads to large numbers of nonlinear relationships. These nonlinear functions unfortunately contribute to a computationally demanding mathematical problem. Therefore, the challenge of superstructure optimization for algal biorefineries is to develop solvable high-fidelity models for current and future technology alternatives, and integrate them with the superstructure configuration models.
12.2 Life Cycle Considerations
As mentioned earlier, the current life cycle designs of algal biorefineries focus primarily on the economic and environmental performance. However, social considerations have been overlooked from the definition of sustainability (You et al. 2012; Yue et al. 2014a). Also, more environmental impact categories, such as acidification and ecotoxicity, are worth investigating when we intend to implement an algal biorefinery in a specific area.
In terms of climate change evaluation, it has been reported that the widely used metric GWP(100), or global warming potential based on 100-year time horizon, generates significant overshoots of radiative forcing stabilization targets when it is used to quantify the CO2-equivalent mass of GHGs (Edwards and Trancik 2014). Therefore, improving the accuracy of the environmental evaluation results of a life cycle process design problem can be achieved via switching to better metrics.
13 Conclusions
This chapter discusses the framework of life cycle process design and synthesis, and its application to algal biorefineries. We summarize a large number of technology alternatives that can be incorporated into an algal superstructure and present methods for solving the corresponding multi-objective MINLP problems. Several potential improvements are identified, including developing reliable cultivation models based on experimental results, imposing productivity uncertainties to better describe the influence of external conditions, and integrating social considerations, more environmental impact categories, and better equivalency metric for climate change evaluation into the life cycle optimization framework.
References
Alabi AO, Bibeau E, Tampier M, Council BCI (2009) Microalgae Technologies & Processes for Biofuels-bioenergy Production in British Columbia: Current Technology, Suitability & Barriers to Implementation: Final Report. British Columbia Innovation Council,
Albrecht KO, Hallen RT (2011) A Brief Literature Overview of Various Routes to Biorenewable Fuels from Lipids for the National Alliance for Advanced Biofuels and Bio-products (NAABB) Consortium.
Apostolakou AA, Kookos IK, Marazioti C, Angelopoulos KC (2009) Techno-economic analysis of a biodiesel production process from vegetable oils. Fuel Process Technol 90 (7–8):1023-1031. doi:DOI 10.1016/j.fuproc.2009.04.017
Bakshi BR (2014) Methods and tools for sustainable process design. Current Opinion in Chemical Engineering 6 (0):69–74. doi:http://dx.doi.org/10.1016/j.coche.2014.09.005
Baliban RC, Elia JA, Floudas CA, Xiao X, Zhang ZJ, Li J, Cao HB, Ma J, Qiao Y, Hu XT (2013) Thermochemical Conversion of Duckweed Biomass to Gasoline, Diesel, and Jet Fuel: Process Synthesis and Global Optimization. Industrial & Engineering Chemistry Research 52 (33):11436–11450. doi:Doi 10.1021/Ie3034703
Biegler LT, Grossmann IE, Westerberg AW, Kravanja Z (1997) Systematic methods of chemical process design, vol 796. Prentice Hall PTR Upper Saddle River, NJ,
Bollmeier W, Sprague S, No F (1989) Aquatic Species Program. Solar Energy Research Inst., Golden, CO (USA),
Brennan L, Owende P (2010) Biofuels from microalgae-A review of technologies for production, processing, and extractions of biofuels and co-products. Renew Sust Energ Rev 14 (2):557–577. doi:DOI 10.1016/j.rser.2009.10.009
Chen CY, Yeh KL, Aisyah R, Lee DJ, Chang JS (2011a) Cultivation, photobioreactor design and harvesting of microalgae for biodiesel production: A critical review. Bioresource Technol 102 (1):71–81. doi:DOI 10.1016/j.biortech.2010.06.159
Chen Y, Adams TA, Barton PI (2011b) Optimal Design and Operation of Flexible Energy Polygeneration Systems. Industrial & Engineering Chemistry Research 50 (8):4553–4566. doi:Doi 10.1021/Ie1021267
Chen Y, Li X, Adams TA, Barton PI (2012) Decomposition strategy for the global optimization of flexible energy polygeneration systems. AIChE 58 (10):3080–3095. doi:Doi 10.1002/Aic.13708
Cheng W-H (1994) Methanol production and use. CRC Press,
Chisti Y (2007) Biodiesel from microalgae. Biotechnol Adv 25 (3):294–306. doi:DOI 10.1016/j.biotechadv.2007.02.001
Collet P, Helias A, Lardon L, Ras M, Goy RA, Steyer JP (2011) Life-cycle assessment of microalgae culture coupled to biogas production. Bioresource Technol 102 (1):207–214. doi:DOI 10.1016/j.biortech.2010.06.154
Davis R, Aden A (2012) Renewable Diesel from Algal Lipids: An Integrated Baseline for Cost, Emissions, and Resource Potential from a Harmonized Model. Argonne National Laboratory,
Davis R, Aden A, Pienkos PT (2011) Techno-economic analysis of autotrophic microalgae for fuel production. Appl Energ 88 (10):3524–3531. doi:DOI 10.1016/j.apenergy.2011.04.018
Davis R, Kinchin C, Markham J, Tan ECD, Laurens LML, Sexton D, Knorr D, Schoen P, Lukas J (2014) Process Design and Economics for the Conversion of Algal Biomass to Biofuels: Algal Biomass Fractionation to Lipid-and Carbohydrate-Derived Fuel Products.
Deb K (2014) Multi-objective optimization. In: Search methodologies. Springer, pp 403–449
Delrue F, Seiter PA, Sahut C, Cournac L, Roubaud A, Peltier G, Froment AK (2012) An economic, sustainability, and energetic model of biodiesel production from microalgae. Bioresource Technol 111:191–200. doi:DOI 10.1016/j.biortech.2012.02.020
Delrue F, Li-Beisson Y, Setier PA, Sahut C, Roubaud A, Froment AK, Peltier G (2013) Comparison of various microalgae liquid biofuel production pathways based on energetic, economic and environmental criteria. Bioresource Technol 136:205–212. doi:DOI 10.1016/j.biortech.2013.02.091
Duan PG, Savage PE (2011) Catalytic hydrotreatment of crude algal bio-oil in supercritical water. Appl Catal B-Environ 104 (1–2):136-143. doi:DOI 10.1016/j.apcatb.2011.02.020
Dunlop EH, Coaldrake AK, Silva CS, Seider WD (2013) An Energy-limited Model of Algal Biofuel Production: Toward the Next Generation of Advanced Biofuels. AIChE 59 (12):4641–4654. doi:Doi 10.1002/Aic.14251
Edwards MR, Trancik JE (2014) Climate impacts of energy technologies depend on emissions timing. Nat Clim Change 4 (5):347–352
Elliott DC, Hart TR, Neuenschwander GG, Rotness LJ, Qlarte MV, Zacher AH (2012) Chemical Processing in High-Pressure Aqueous Environments. 9. Process Development for Catalytic Gasification of Algae Feedstocks. Industrial & Engineering Chemistry Research 51 (33):10768–10777. doi:Doi 10.1021/Ie300933w
Ferrell J, Sarisky-Reed V (2010) National algal biofuels technology roadmap (trans: Energy EER). US Department of Energy College Park, MD
Finnveden G, Hauschild MZ, Ekvall T, Guinee J, Heijungs R, Hellweg S, Koehler A, Pennington D, Suh S (2009) Recent developments in Life Cycle Assessment. J Environ Manage 91 (1):1–21
Frank E, Han J, Palou-Rivera I, Elgowainy A, Wang M (2011) Life-cycle analysis of algal lipid fuels with the greet model. Center for Transportation Research, Energy Systems Division, Argonne National Laboratory, Oak Ridge
Garcia DJ, You F Supply chain design and optimization: Challenges and opportunities. Computers & Chemical Engineering: DOI: http://dx.doi.org/10.1016/j.compchemeng.2015.1003.1015. doi:http://dx.doi.org/10.1016/j.compchemeng.2015.03.015
Garcia DJ, You F (2015) Multiobjective optimization of product and process networks: General modeling framework, efficient global optimization algorithm, and case studies on bioconversion. AIChE 61 (2):530–554. doi:10.1002/aic.14666
Gebreslassie BH, Slivinsky M, Wang BL, You FQ (2013a) Life cycle optimization for sustainable design and operations of hydrocarbon biorefinery via fast pyrolysis, hydrotreating and hydrocracking. Computers & Chemical Engineering 50:71–91. doi:DOI 10.1016/j.compchemeng.2012.10.013
Gebreslassie BH, Waymire R, You F (2013b) Sustainable design and synthesis of algae-based biorefinery for simultaneous hydrocarbon biofuel production and carbon sequestration. AIChE 59 (5):1599–1621. doi:10.1002/aic.14075
Gong J, You F (2015) Value-Added Chemicals from Microalgae: Greener, More Economical, or Both? Acs Sustain Chem Eng 3 (1):82–96. doi:10.1021/sc500683w
Gong J, You FQ (2014a) Global Optimization for Sustainable Design and Synthesis of Algae Processing Network for CO2 Mitigation and Biofuel Production Using Life Cycle Optimization. AIChE 60 (9):3195–3210. doi:Doi 10.1002/Aic.14504
Gong J, You FQ (2014b) Optimal Design and Synthesis of Algal Biorefinery Processes for Biological Carbon Sequestration and Utilization with Zero Direct Greenhouse Gas Emissions: MINLP Model and Global Optimization Algorithm. Industrial & Engineering Chemistry Research 53 (4):1563–1579. doi:Doi 10.1021/Ie403459m
Gouveia L (2011) Microalgae as a Feedstock for Biofuels. Springerbrief Micro:1–69. doi:Doi 10.1007/978-3-642-17997-6_1
Grießhammer R, Benoît C, Dreyer LC, Flysjö A, Manhart A, Mazijn B, Méthot A-L, Weidema B (2006) Feasibility study: integration of social aspects into LCA.
Halim R, Danquah MK, Webley PA (2012) Extraction of oil from microalgae for biodiesel production: A review. Biotechnol Adv 30 (3):709–732. doi:DOI 10.1016/j.biotechadv.2012.01.001
Hanagata N, Takeuchi T, Fukuju Y, Barnes DJ, Karube I (1992) Tolerance of Microalgae to High Co-2 and High-Temperature. Phytochemistry 31 (10):3345–3348. doi:Doi 10.1016/0031-9422(92)83682-O
Institution BS (2006) ISO 14040:2006 Environmental Management–Life Cycle Assessment–Principles and Framework. London
Jones SB, Zhu Y, Anderson DB, Hallen RT, Elliott DC, Schmidt AJ, Albrecht KO, Hart TR, Butcher MG, Drennan C, Snowden-Swan LJ, Davis R, Kinchin C (2014) Process Design and Economics for the Conversion of Algal Biomass to Hydrocarbons: Whole Algae Hydrothermal Liquefaction and Upgrading.
Kim J, Yoo G, Lee H, Lim J, Kim K, Kim CW, Park MS, Yang JW (2013) Methods of downstream processing for the production of biodiesel from microalgae. Biotechnol Adv 31 (6):862–876. doi:DOI 10.1016/j.biotechadv.2013.04.006
Lal R (2008) Carbon sequestration. Philos T R Soc B 363 (1492):815–830. doi:DOI 10.1098/rstb.2007.2185
Lee AK, Lewis DM, Ashman PJ (2012) Disruption of microalgal cells for the extraction of lipids for biofuels: Processes and specific energy requirements. Biomass Bioenerg 46:89–101. doi:DOI 10.1016/j.biombioe.2012.06.034
Lira-Barragán LF, Ponce-Ortega JM, Serna-González M, El-Halwagi MM Optimal design of process energy systems integrating sustainable considerations. Energy. doi:http://dx.doi.org/10.1016/j.energy.2014.04.111
Liu P, Pistikopoulos EN, Li Z (2010) A Multi-Objective Optimization Approach to Polygeneration Energy Systems Design. AIChE 56 (5):1218–1234. doi:Doi 10.1002/Aic.12058
Lundquist TJ, Woertz IC, Quinn N, Benemann JR (2010) A realistic technology and engineering assessment of algae biofuel production. Energy Biosciences Institute:1
Marker T (2005) Opportunities for biorenewables in oil refineries. UOP LLC,
Martín M, Grossmann IE (2012) Simultaneous Optimization and Heat Integration for Biodiesel Production from Cooking Oil and Algae. Industrial & Engineering Chemistry Research 51 (23):7998–8014. doi:Doi 10.1021/Ie2024596
Martín M, Grossmann IE (2014) Simultaneous Optimization and Heat Integration for the Coproduction of Diesel Substitutes: Biodiesel (FAME and FAEE) and Glycerol Ethers from Algae Oil. Industrial & Engineering Chemistry Research 53 (28):11371–11383. doi:Doi 10.1021/Ie402443t
Mata TM, Martins AA, Caetano NS (2010) Microalgae for biodiesel production and other applications: A review. Renew Sust Energ Rev 14 (1):217–232. doi:DOI 10.1016/j.rser.2009.07.020
Meher LC, Sagar DV, Naik SN (2006) Technical aspects of biodiesel production by transesterification - a review. Renew Sust Energ Rev 10 (3):248–268. doi:DOI 10.1016/j.rser.2004.09.002
Nishida N, Stephanopoulos G, Westerberg AW (1981) A Review of Process Synthesis. AIChE 27 (3):321–351
Pokoo-Aikins G, Nadim A, El-Halwagi MM, Mahalec V (2010) Design and analysis of biodiesel production from algae grown through carbon sequestration. Clean Technol Envir 12 (3):239–254. doi:DOI 10.1007/s10098-009-0215-6
Quaglia A, Sarup B, Sin G, Gani R (2012) Integrated business and engineering framework for synthesis and design of enterprise-wide processing networks. Computers & Chemical Engineering 38:213–223. doi:DOI 10.1016/j.compchemeng.2011.12.011
Razzak SA, Hossain MM, Lucky RA, Bassi AS, de Lasa H (2013) Integrated CO2 capture, wastewater treatment and biofuel production by microalgae culturing-A review. Renew Sust Energ Rev 27:622–653. doi:DOI 10.1016/j.rser.2013.05.063
Rebitzer G, Ekvall T, Frischknecht R, Hunkeler D, Norris G, Rydberg T, Schmidt WP, Suh S, Weidema BP, Pennington DW (2004) Life cycle assessment Part 1: Framework, goal and scope definition, inventory analysis, and applications. Environ Int 30 (5):701–720
Rizwan M, Lee JH, Gani R (2013) Optimal processing pathway for the production of biodiesel from microalgal biomass: A superstructure based approach. Computers & Chemical Engineering 58:305–314. doi:DOI 10.1016/j.compchemeng.2013.08.002
Silva C, Soliman E, Cameron G, Fabiano LA, Seider WD, Dunlop EH, Coaldrake AK (2014) Commercial-Scale Biodiesel Production from Algae. Industrial & Engineering Chemistry Research 53 (13):5311–5324. doi:10.1021/ie403273b
Sotoft LF, Rong BG, Christensen KV, Norddahl B (2010) Process simulation and economical evaluation of enzymatic biodiesel production plant. Bioresource Technol 101 (14):5266–5274. doi:DOI 10.1016/j.biortech.2010.01.130
Uduman N, Qi Y, Danquah MK, Forde GM, Hoadley A (2010) Dewatering of microalgal cultures: A major bottleneck to algae-based fuels. J Renew Sustain Ener 2 (1). doi:DOI 10.1063/1.3294480
Valdez PJ, Nelson MC, Wang HY, Lin XXNN, Savage PE (2012) Hydrothermal liquefaction of Nannochloropsis sp.: Systematic study of process variables and analysis of the product fractions. Biomass Bioenerg 46:317–331. doi:DOI 10.1016/j.biombioe.2012.08.009
Wang B, Li YQ, Wu N, Lan CQ (2008) CO(2) bio-mitigation using microalgae. Appl Microbiol Biot 79 (5):707–718. doi:DOI 10.1007/s00253-008-1518-y
Wang B, Gebreslassie BH, You FQ (2013) Sustainable design and synthesis of hydrocarbon biorefinery via gasification pathway: Integrated life cycle assessment and technoeconomic analysis with multiobjective superstructure optimization. Computers & Chemical Engineering 52:55–76. doi:DOI 10.1016/j.compchemeng.2012.12.008
Wang LK, Shammas NK, Hung YT (2007) Biosolids Treatment Processes: Volume 6. Humana Press
West AH, Posarac D, Ellis N (2008) Assessment of four biodiesel production processes using HYSYS. Plant. Bioresource Technol 99 (14):6587–6601. doi:DOI 10.1016/j.biortech.2007.11.046
Westerberg AW (2004) A retrospective on design and process synthesis. Computers & Chemical Engineering 28 (4):447–458
Wigmosta MS, Coleman AM, Skaggs RJ, Huesemann MH, Lane LJ (2011) National microalgae biofuel production potential and resource demand. Water Resour Res 47. doi:Artn W00h04 Doi 10.1029/2010wr009966
Xu LX, Brilman DWF, Withag JAM, Brem G, Kersten S (2011) Assessment of a dry and a wet route for the production of biofuels from microalgae: Energy balance analysis. Bioresource Technol 102 (8):5113–5122. doi:DOI 10.1016/j.biortech.2011.01.066
Xu RY, Mi YL (2011) Simplifying the Process of Microalgal Biodiesel Production Through In Situ Transesterification Technology. J Am Oil Chem Soc 88 (1):91–99. doi:DOI 10.1007/s11746-010-1653-3
You FQ, Wang B (2011) Life Cycle Optimization of Biomass-to-Liquid Supply Chains with Distributed-Centralized Processing Networks. Industrial & Engineering Chemistry Research 50 (17):10102–10127. doi:Doi 10.1021/Ie200850t
You FQ, Tao L, Graziano DJ, Snyder SW (2012) Optimal design of sustainable cellulosic biofuel supply chains: Multiobjective optimization coupled with life cycle assessment and input-output analysis. AIChE 58 (4):1157–1180. doi:Doi 10.1002/Aic.12637
Yue DJ, Kim MA, You FQ (2013) Design of Sustainable Product Systems and Supply Chains with Life Cycle Optimization Based on Functional Unit: General Modeling Framework, Mixed-Integer Nonlinear Programming Algorithms and Case Study on Hydrocarbon Biofuels. Acs Sustain Chem Eng 1 (8):1003–1014. doi:Doi 10.1021/Sc400080x
Yue D, Slivinsky M, Sumpter J, You F (2014a) Sustainable Design and Operation of Cellulosic Bioelectricity Supply Chain Networks with Life Cycle Economic, Environmental, and Social Optimization. Industrial & Engineering Chemistry Research 53 (10):4008–4029. doi:10.1021/ie403882v
Yue DJ, You FQ, Snyder SW (2014b) Biomass-to-bioenergy and biofuel supply chain optimization: Overview, key issues and challenges. Computers & Chemical Engineering 66:36–56. doi:DOI 10.1016/j.compchemeng.2013.11.016
Zhang Q, Gong J, Skwarczek M, Yue DJ, You FQ (2014) Sustainable Process Design and Synthesis of Hydrocarbon Biorefinery through Fast Pyrolysis and Hydroprocessing. AIChE 60 (3):980–994. doi:10.1002/aic.14344
Acknowledgement
We gratefully acknowledge the financial support from the Institute for Sustainability and Energy at Northwestern University (ISEN).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Gong, J., You, F. (2016). Life Cycle Algal Biorefinery Design. In: Martín, M. (eds) Alternative Energy Sources and Technologies. Springer, Cham. https://doi.org/10.1007/978-3-319-28752-2_13
Download citation
DOI: https://doi.org/10.1007/978-3-319-28752-2_13
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-28750-8
Online ISBN: 978-3-319-28752-2
eBook Packages: EnergyEnergy (R0)