
Abstract
Thorium occurs naturally. It is named for the Norse god of thunder and identified almost two centuries ago. Thorium exists in nature almost entirely as the stable Th-232 isotope and cannot sustain a nuclear chain reaction itself. Thorium is a lustrous silvery-white metal. It is a dense and only slightly radioactive actinide (i.e., less radiotoxic). Thorium is a fertile material; it can accept a neutron and transmute into fissile U-233 and decays to stable Pb-208. Thorium is usually a by-product of the rare-earth element (REEs) containing monazite or bastnasite minerals.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
Natural Properties of Thorium (Th) (Earth’s Forgotten Treasure)
Thorium occurs naturally. It is named for the Norse god of thunder and identified almost two centuries ago. Thorium exists in nature almost entirely as the stable Th-232 isotope and cannot sustain a nuclear chain reaction itself. Thorium is a lustrous silvery-white metal. It is a dense and only slightly radioactive actinide (i.e., less radiotoxic). Thorium is a fertile material; it can accept a neutron and transmute into fissile U-233 and decays to stable Pb-208. Thorium is usually a by-product of the rare-earth element (REEs) containing monazite or bastnasite minerals.
Thorium Basics (New Green Nuke Nuclear Renaissance)
Thorium is plentiful in nature, generally well distributed throughout the earth’s crust, and virtually inexhaustible nuclear fuel. Th is one of only a few substances that act as a thermal breeder. It is virtually impossible for terrorists to make nuclear weapons/bombs from Th (i.e., peaceful). Therefore, nuclear power without proliferation has clear political appeal for many governments in the world. Th has a high heat capacity (i.e., smaller reactors). It does not require costly mineral processing methods (i.e., less expensive). Th is an extraordinarily efficient nuclear fuel (i.e., allows longer fuel burnups in reactors). Th produces more neutrons per collision; thus, 20–40 times more energy is generated, less fuel is consumed, and 47 times less radioactive nasties are left behind. Th fuel is completely used up in the reactor; thus, there is relatively little nuclear waste to take care of. Th reactor wastes need to be stored for only a few hundred years, not for a few thousand like that of uranium (U) reactors.
Th reactors have zero risk of melt down as opposed to conventional U reactors. Th reactors can also use liquid fuel, which has significant advantages in operation, control, and processing over solid fuels used in U reactors. Liquid fuels work at high temperature without pressurization. Owing to the above advantages of Th, it should be at the heart of nations’ atomic power effort.
Why Thorium? (New Era of Safe, Clean, and Affordable Energy)
There is a threat of climate change and there is an urgent demand for carbon-free energy/electricity in the world. Th is 3–4 times more abundant than U in nature and is distributed evenly in most countries in the world. Th can be mined with relatively low cost and by using environmentally friendly mining methods from high grade alluvial deposits. Th extraction is relatively straightforward and inexpensive. Th has a better radiation stability and longer fuel cycle. Th has a higher energy density and fuel economy in reactors. Th fuel cycle waste has a lower radiotoxic period owing to the absence of transuranic wastes (i.e., Pu, Np, Ce, and Am). Th Mixed OXide (TMOX), Pu + Th or U + Th, fuel can be burned in any reactor that is licensed to use Mixed OXide (MOX) fuels. There is a huge spent toxic material/Pu stockpile that has been built up from U fuel. Th fuel can be used to safely incinerate these unwanted accumulated old stockpiles. The world’s global energy needs for one year can be supplied by burning approximately 6000 tonnes of Th.
Uranium (Today’s Problematic Nuclear Fuel)
Uranium is today’s preferred conventional nuclear fuel in commercial reactors. U has been adequate to meet today’s energy supply needs. The world’s U reserve is about 5.5 × 106 tonnes; yearly production of U is about 65 × 103 tonnes. There are 19 major U producers in the world. The life expectancy of U ore is about 50–60 years. U ores are generally not harmful, but it is dangerously toxic to humans if ingested, inhaled, or even upon prolonged contact. Conventional U reactors require the extremely rare 235U isotope (abundance: 0.7 %), which must be purified/enriched from the natural 238U isotope. U mining, enrichment, and extraction are expensive and complex compared with Th. U fuel leaves a large amount of toxic wastes containing Pu-239, which can be used to make bombs and weapons. However, the used/depleted fuel can be reprocessed by expensive Pu–U extraction (Purex) process to remove fissile material and refabricate new fuel elements. In the near future, R&D on U will fade away in favor of Th. Reasonably assured reserves (RAR) and estimated additional reserves (EAR) of Th as given by the OECD/NEA are shown in Table 1. The total RAR world Th reserve is about 2.23 and the EAR reserve is about 2.13 million tonnes.
Thorium-Containing Rare-Earth Elements (REEs)
Radioactive Th- and U-containing REEs may be phosphate-, silicate-, or carbonate-containing minerals. Their formulas, densities, magnetic properties, and chemical contents are given in Table 2. Monazite contains up to 20 % ThO2 and 16 % UO2, whereas bastnasite contains 0.3 % ThO2.
Monazite (REE-Th)PO4
Monazite is a phosphate mineral with a rare-earth oxide (REO) content of 70 % (Ce, La, Pr, and Nd). Monazite is found in granites, syanites, pegmatites, beach sands, etc. It includes 3–14 % ThO2 and a variable amount of UO2. Th is found in placer deposits, beach sands, and is also a component of the world’s biggest REE deposit, Bayan Obo, in China. The world’s yearly monazite production is between 5000–6500 tonnes. Th from monazite deposits can be mined with low cost and with environmentally friendly mining methods because it exists in high concentrations and grades at the surface or in beach sands. The ore/sand can be skimmed off the surface by dredge mining. Monazite mining is more economical owing to presence of Th as a by-product in the REE ore. A U mine can be developed in 10–15 years, whereas a Th mine can be developed in 2–3 years owing to less regulatory scrutiny.
ThO2 is liberated from monazite by gravitational, magnetic, and electrostatic concentration methods, employing a minimum of dangerous chemicals (i.e., concentrated acids). On the other hand, U is mined by expensive underground mining, or open pit mining, and in situ acid leaching methods. The world’s major monazite producers are in Australia (Mt Weld), India (Andhra Pradesh, Tamil Nuda, Odisha), China (Guandong), Malaysia, and Brazil. Figure 1 shows a typical conventional beach sand treatment flowsheet to recover quartz, garnet, magnetite, zircon, ilmenite, rutile, and monazite, which contains both Th and REOs. In this flowsheet, gravity, low and high intensity magnetic separation, and electrostatic separation methods are used.

Typical beach sand treatment flowsheet
Bastnasite (REE-Th)FCO3
Bastnasite is a fluorocarbonate-containing mineral with a REO content of approximately 70 % (Ce, La, Pr, and Nd). Bastnasite is the primary source of light REOs and accounts for 80 % of the overall amount of REO in the world. In the last 50 years, bastnasite has replaced monazite as the chief mineral source of REEs. Bastnasite has been extracted on a large scale only in Mountain Pass, USA, and Bayan Obo, China, which supplies 45 % of the world’s demand alone. The production uses expensive underground mining methods. Mineral processing of bastnasite ores depend on fine grinding; gravity, magnetic and flotation separations, calcination, HCl leaching, and solvent extraction (SE) steps.
Reserve Development Studies, Operation and Production Plans of Eskişehir-Sivrihisar-Kızılcaören Light REE + Th Field by Eti Mines
Figure 2 shows the Th and U deposits in Turkey. There are five U and one Th deposits. Figure 3 shows a comparison of some REO deposits according to reserve size. The Eskişehir Th deposit is the eleventh largest Th reserve in the world. In terms of the ThO2 content of REO deposits, the Eskişehir Th deposit is the third largest deposit in the world (Fig. 4).

Thorium and uranium deposits in Turkey

Comparison of REO deposits according to reserve size

Comparison of the ThO2 content of REO deposits
The Eskişehir Th deposit was discovered by using an air prospecting survey by the General Directorate of Mineral Research and Exploration of Turkey (MTA) in 1959. Initial reserve calculations depended on drilling studies to a depth of 50–200 m at that time. The ore produced is a complex and finely disseminated bastnasite mineral. The ore is found as layers, lenses, and veins in addition to impregnation and brecciate zones. The ore reserve is more than 30 million tonnes. Bastnasite ore contains 37.44 % fluorite, 31.04 % barite, and 3.9 % REE (2.01 % Ce + 1.5 % La + 0.39 % Nd). The average ThO2 content is 0.21 %.
The ore also contains psilomelan, ilmenite, rutile, and some mica minerals. The proved and probable ThO2 reserve is about 380,000 tonnes. In 2011, two 500 m deep drilling bores were opened. Analyses showed further reserves at this depth. In 2012, 10,000 m drilling was performed at 38 locations. Between 2014 and 2017; 116,000 m drilling will be performed at 289 locations. 45,000 samples will be taken for geochemical analysis and 1000 samples will be taken by X-ray diffraction (XRD) analysis.
The operating license of the Th deposit is owned by the Turkish Government Mining Company of Eti Mines for 10 years. Eti Mines prepared a feasibility report for 10,000 tonnes/year REO, 72,000 tonnes/year barite, 70,000 tonnes/year fluorite, and 250 tonnes/year Th productions. Open pit mining methods will be carried out by Eti Mines. Mineral processing will be performed by domestic/foreign private expert companies with service procurement tenders for 10 years. Products will be marketed by Eti Mines. ThO2 will be stored by Atomic Energy of Turkey until a Th reactor is established in Turkey.
Monazite Cracking/Opening with Hot Concentrated H2SO4
Th has been extracted from monazite through a complex multistage process (AMEX). Monazite is dissolved in hot concentrated H2SO4 (120–150 °C) for several hours (Fig. 5). Th is extracted as a water-insoluble residue into an organic phase containing an alkyl amine. Then, it is separated using an ion such as nitrate, chloride, hydroxide, or carbonate, returning Th to the aqueous phase. Finally, Th is precipitated and collected. Th extraction is a complex process because of its similar chemical properties with other REOs.

Monazite extraction with hot concentrated H2SO4
Gravity separation, magnetic concentration, flotation, and acid leaching tests were carried out for Eskişehir Th ore by Ipekoğlu [2]. Optimum leaching conditions were found to be 200 kg/t HCl dosage and 3 h leaching time. The highest Th grade was 99 %. The Thorex process is used for ThO2 recovery from used U-233 or Th fuels. Hot acid leaching with 13 M HNO3, 0.05 M HF, 0.1 M AlNO3 at their boiling temperatures can be used. After centrifuging, a Th(NO3)4 + UO2(NO3)2 solution is separated. Solvent extraction columns and purification steps follow. Figure 6 shows the acid leaching, solvent extraction, ion exchange (IE), and calcination flowsheet for ThO2 production.

Thorium concentration flowsheet
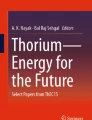
Yorukoglu et al. [3] studied the effect of roasting and thiourea (CS(NH2)2) addition on bastnasite leaching of the Turkish Th ore. Firstly, scrubbing followed by barite and fluorite flotations to obtain a pre-concentrate containing 21.3 % REO were carried out. Leaching with 8 M HNO3 at 70 °C achieved 100 % REO dissolution, whereas 15 M H2SO4 at 25 °C achieved 89.25 %, and 2.5 M HCl at 55 °C achieved 82.2 % REO dissolution. Dilute acid leaching of the bastnasite pre-concentrate was performed at a particle size of 0.053 mm, H2SO4 concentration of 1–3 M, a solid/liquid ratio of 1:20 g/mL, and a leach temperature of 25 °C. Leaching with 3 M H2SO4 before and after roasting at 750 °C for 1 h achieved 8.5–47.4 % REEs content. Roasting decomposes the fluorocarbonates and oxidizes Ce in the pre-concentrate with the formation of fluorocerite and cerianite as new phases (verified by XRD results). However, addition of 1–2 M thiourea into the leaching medium after roasting improved the dissolution from 18.1 to 89.7 % (at 3 M H2SO4 and 1 M thiourea). The filtrate obtained from the leaching experiment of roasted pre-concentrate was precipitated as a hydroxide–oxalate mixture (mish metal) and ignited to oxides at 900 °C for 2 h and a total REE content of 93.6 % and REO content of 92.6 % were obtained [4]. The effects of particle size (0.065 to 3 mm), oxidizing roasting temperature (900 °C), and time (1–6 h) on Th recovery were investigated for a leaching process conducted with 3 M H2SO4/HCl for 3 h at 25 °C [5]. Figure 7 shows the effect of roasting time and particle size on leaching recovery with H2SO4 and HCl, respectively. The highest Th recovery was 78.74 % when 3 M H2SO4 and 1 mm particle size samples were used and 1 h roasting applied. For HCl leaching, the best results (73.38 %) were obtained with 3 M HCl, 1 mm particle size, and 3 h roasting. Overall, 3 M H2SO4 achieved better leaching recovery than HCl. H2SO4 is also cheaper than HCl. Oxidizing roasting at 900 °C for 1 h, before atmospheric leaching is necessary for the Eskişehir Th ore. The best particle size for leaching is 1 mm. 79 % REEs + Th dissolution can be achieved.

Effect of particle size and roasting time on leaching recovery with 3 M H2SO4 (left) and HCl (right)
Conclusion
Energy is a major concern for developing Turkish society. Turkey today exports more than 70 % of its energy as fossil fuels. In the last 50 years, Turks have become skeptical, anxious, and indecisive about using nuclear energy for electricity production. In the last 10 years, thorium has been brought to Turkish government’s attention and national discussions have begun as to its use as a new, safe, clean, affordable, CO2-free, alternative, strategic, and domestic nuclear energy fuel. In Turkey, funds to support education and R&D on Th are sought by some scientists and a Thorium Research Center (ThoReC) for Th mining, enrichment, extraction, fuel fabrication, prototype reactor testing, and nuclear fuel cycle testing should be established.
Turkey recently contracted the development of four VVER-1200 type Russian nuclear power reactors using U as a fuel in Akkuyu (Rosatom) and another four units will be established in Sinop in the next decade by Japan (Mitsubishi-Westinghouse). The Turkish government will be able to use Th along with U as an alternative fuel in the newly constructed reactors. If Turkey can process its important domestic low-grade Th-containing bastnasite resources in Eskişehir, it can supply its own Th fuel for more than 100 years and become self-sufficient in its energy source.
References
Reasonably Assured Reserves (RAR) and Estimated Additional Reserves (EAR) of Thorium, Nuclear Energy, Trends in Nuclear Fuel Cycle OECD/NEA, Paris, France (2001). Also at http://en.wikipedia.org/wiki/Thorium
Ipekoğlu, B.: Evaluation of Eskişehir Behlikahır Thorium Deposit, p. 111. PhD thesis, İstanbul Technical University (ITU) (1983)
Yorukoglu, A., Obut, A., Girgin, I.: Effect of thiourea on sulphuric acid leaching of bastnaesite. Hydrometallurgy 68, 195–202 (2003)
Kaya, M., Bozkurt, V.: Thorium as a nuclear fuel. In: 18th International Mineral Processing Congress (IMCET), pp. 571–578, June 2003
Yorukoglu, A., Ulusoy, M., Gulmez, A., Ertem, M.: The investigation of the effects of particle size and roasting time parameters to thorium recovery during H2SO4 and HCl leaching process. In: 16th International Mineral Processing Congress (IMPC) Proceedings, New Delhi, India, paper no: 994 (2012)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this paper
Cite this paper
Kaya, M. (2016). A Global and a Turkish Perspective of Thorium Fuel for Nuclear Energy. In: Revol, JP., Bourquin, M., Kadi, Y., Lillestol, E., de Mestral, JC., Samec, K. (eds) Thorium Energy for the World. Springer, Cham. https://doi.org/10.1007/978-3-319-26542-1_18
Download citation
DOI: https://doi.org/10.1007/978-3-319-26542-1_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-26540-7
Online ISBN: 978-3-319-26542-1
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)