
Abstract
This chapter presents the application of fractal dimension in describing surface roughness in wire electrical discharge machining (WEDM) . Conventional surface roughness parameters (center line average roughness, root mean square roughness, etc.) strongly depend on the resolution of the measuring instrument. But fractal dimension is scale invariant. As a case study, experiments are conducted on EN31 steel specimens in WEDM varying four process parameters, viz., current, voltage, pulse on time, and pulse off time. The effects of process parameters on fractal dimension are evaluated and a second order relationship between process parameters and fractal dimension is developed using response surface methodology (RSM). Also, the parameters having significant influences on fractal dimension are identified.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- Fractal Dimension
- Response Surface Methodology
- Central Composite Design
- Wire Electrical Discharge Machine
- Axial Point
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Surface roughness is an important parameter to describe the quality of any surface. Generally, to describe surface roughness, some statistical parameters, grouped into amplitude parameters (center line average, R a , root mean square roughness, R q, etc.) spacing parameters (mean line peak spacing, R sm), and hybrid parameters (root mean square slope of the profile, root mean square wavelength, peak area, valley area, etc.) are used. But the main problem associated with these parameters is that theses parameters are scale dependent. When the resolution of the measuring instrument is increased or decreased, surface roughness values also change. If the sampling length for the measurement is varied, the same values for the surface roughness parameters may not be expected. To overcome this problem, it is required to describe surface roughness with a parameter which is scale independent and would not depend on the measuring instrument. This essentially leads to the use of fractal dimension as roughness parameter.
In this chapter, fractal dimension is used to describe surface roughness. Experiments are conducted in wire electrical discharge machining (WEDM) of EN31 steel workpieces. The experimental results for fractal dimension are analyzed to develop a second order response model using response surface methodology (RSM). The variations of fractal dimension with the selected process parameters are also studied here.
2 Fractal Dimension as Surface Roughness Parameter
Fractal dimension is derived from fractal geometry. Fractal geometry was coined by Mandelbrot [36]. As we know from Euclidean geometry that point has 0 dimension, line has 1, surface has 2 and cube has 3 dimensions and these dimensions are integers. But Mandelbrot presented an example of a coastline where he showed that the length of the natural coastline does not converge for decreasing unit of measurement. He plotted the length (L) with the unit of measurement (∈) using logarithmic scale and developed a relationship between L and ∈. The relation is in the form of L ~ ∈1−D. Here, D is a real number representing the dimension of the coastline. Moreover, dimension of an object may be of noninteger values.
There are two terms, self-similarity and self-affinity, connected to a dimension. An object will be called self-similar when a part of the object requires equal magnification in all directions for the developed part to represent the replica of the original object. For many objects, exact self-similarity is not possible and then statistical self-similarity is defined. For statistical self-similarity, if a small part of the object is magnified the probability distribution of the part will be same as the original object. For self-similarity objects, the fractal dimension may be calculated as
where N is the number of equal segments and m is the size of each segment.
But the fact is that all fractals do not have self-similarity property. That brings in the concept of self-affinity for the fractal. For self-affinity, magnification is done with unequal scaling in different directions. For self-affine fractals, dimension cannot be derived from the above equation but can be obtained from power spectra of the object. Rough surface profiles fall into this category of fractals. For a profile, fractal dimension varies between 1 and 2 and for a surface, fractal dimension varies between 2 and 3.
The concept of fractal geometry has been popularly applied in many applications like engineering fields, medical sciences, and astronomy. To describe rough machined surfaces, the concept of fractal has successfully been used in electric discharge machining [19, 45], milling [3, 11, 46, 54], cutting or grinding [2, 5, 6, 18, 20, 24, 26, 27, 44, 55], and worn surfaces [14].
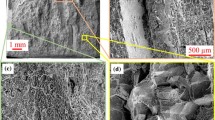
It has already been established that machining surfaces have self-affinity properties. If a rough surface is magnified properly, similar appearance may be seen as shown in Fig. 1. As the resolution of the measuring instrument varies, the variances of slope and curvature change. This makes the conventional roughness parameters (R a , R q , R sm, skewness, kurtosis, etc.) scale dependent. On the other hand, if the surface profiles are magnified appropriately, more details are revealed. Thus, it may be assumed that the profile is continuous at any length scale but cannot be differentiated at all points. The Weierstrass–Mandelbrot (W–M) fractal function [4] is used to characterize rough profiles since this function satisfies both the conditions; continuity and non-differentiability at all locations. The W−M function has a fractal dimension D, between 1 and 2, and is given by
where G is a scaling constant. The parameter n 1 corresponds to the low cut-off frequency of the profile. Since surfaces are nonstationary random process, the lowest cut-off frequency depends on the length L of the sample and is given by γ n1 = 1/L.

Qualitative description of statistical self-affinity for a surface profile
The power spectrum of W–M function can be expressed by a continuous function as
Dimension D relates to the slope of the power spectrum of a surface against frequency ω in a logarithmic scale. G, the roughness parameter of a surface, does not vary with respect to frequencies of roughness and locates the spectrum on the power axis. Here, both G and D are independent of the roughness scales of the surface and thus considered as intrinsic properties. G, D, and n 1 form a complete set of scale-independent parameters to describe a rough profile. D signifies the extent of space occupied by the rough surface. In other words, surface with larger D values will have denser profile leading to a smoother topography [47, 53].
In practice, there are many ways to calculate fractal dimension (D), viz., yardstick method, box counting method, variation method, power spectrum method, structure function method, etc. The detailed procedure to calculate fractal dimension may be found in the book “Fractal analysis in machining” [43].
3 Roughness Study in WEDM
WEDM is a popular nonconventional machining process particularly used in die making industry. The quality of the machined surface plays an important role for its appropriate function. So, researchers have always paid attention to study the effects of process parameters or controllable factors on the surface quality. Many researchers have attempted to study surface roughness in WEDM considering different machining parameters. In addition to surface roughness, some researchers have also included other machining responses like material removal rate (MRR), kerf, cutting rate, dimensional deviations, etc. An extensive literature survey shows that for surface roughness modeling, mainly conventional roughness parameters are considered. To set a scene for the present study, a brief review of literatures is presented here. For modeling and optimization of surface roughness and other response parameters, different statistical and optimization tools have been used. These include RSM [16, 21, 51], Taguchi analysis [23, 31, 35], gray Taguchi analysis for multi-response optimization [7, 9, 22, 25], artificial neural network (ANN) [12, 41, 42, 48, 51, 52], genetic algorithm (GA) [34, 35, 40], weighted principal component analysis (WPCA) [13], artificial bee colony (ABC) technique [8, 40]. Researchers also have considered different types of materials for conducting the experiments, e.g., different types of steels [8, 12, 17, 23, 28, 50–52], ceramics [32], titanium alloy [1, 16, 29, 30], magnesium alloy [31], Al/SiC composite [37], tungsten [49], Inconel material [21, 40, 41], etc. There are a few available literatures which deal with fractal dimension characterization in WEDM [10, 15, 33]. It is clear that limited attention have been paid toward fractal dimension characterization in WEDM.
4 Design of Experiments
Design of experiments (DOE) provides a systematic approach to carry out the experiments and to obtain a relationship between input process parameters with output responses. Using DOE, number of experiments for a particular problem may be minimized but the influences or the dependencies of the input parameters on the output can be established satisfactorily. DOE considers statistical approach to carry out the experiments and provides a design matrix showing at which combinations of process or input parameters experiments should be carried out. To avoid any bias, generally, experiments are conducted on a random basis. For validation and to check the repeatability of the data, experiments are repeated. Sometimes, blocking is done to arrange the experimental data into groups or blocks to make homogeneous data. There are several methodologies for DOE, viz., factorial design (full factorial design, Plackett-Burman design, etc.), central composite design (CCD), Box-Behnken design, orthogonal array (OA), etc. In the current study, CCD is selected to carry out the experiments.
A full factorial design considers all combinations of input parameters to make the design matrix, but a Box-Wilson Central Composite Design or CCD considers only factorial points, central points, and axial points. Generally, number of experiments required for CCD is lower than the same using full factorial design. Factorial points are vertices of the n-dimensional cube which are coming from the full or fractional factorial design. Central point is the point at the center of the design space. Axial points are located on the axes of the coordinate system symmetrically with respect to the central point at a distance α from the design center. CCD is used to establish relationship between input process parameter and output response parameter using RSM.
There exist two main varieties of CCD: Rotatable central composite and face centered CCD. In rotatable CCD, the variance of the predicted response at any point depends only on the distance of the point from the center point of the design. For rotatable CCD, there are factorial points, axial points, and center points. Center points may vary from three to seven. Choosing suitable numbers of center points, a design may be made orthogonal design or design of uniform precision. Considering uniform precision, for four process parameters, the rotatable CCD requires 24 (16) factorial points, 2 × 4 = 8 axial points, and seven center points. The positions of axial points will depend on the value of α. For four factor design, α is (16)1/4, i.e., 2. Thus for four factor design, it requires 31 numbers of experiments. In a face centered cubic design (FCC), for four factors experiment, 16 (24) factorial or cube points, eight axial points (2 × 4) and seven central points, a total of 31 experimental runs need to be considered. During the analysis, the process parameters are always coded between +1 and −1. In the present study, Eq. (4) is used to code the factors.
where x i is the coded value of a variable x while x max and x min refer to maximum and minimum values of the factor, respectively.
5 Response Surface Methodology
RSM is used to establish a relationship between design/input/process parameters with output responses. For this, it uses both mathematical and statistical techniques [39]. The influences of the process parameters on the response parameter can be also studied using this method. Also, the developed model may be used to optimize the process parameter for optimum response value. Since the relationship between the process parameter and output parameter is unknown, it is required to predict or estimate the relationship whether it is linear, quadratic or any other higher order polynomial. Generally, for these types of problems, a second order model is tried [39] in the form
where \(\varepsilon\) represents the noise or error observed in the response y such that the expected response is (\(y - \varepsilon\)) and b’s are the regression coefficients to be estimated.
The least square technique is used to fit a model equation that contains the input variables and minimizes the residual error measured by the sum of square deviations between the actual and estimated responses. There are statistical tools to check the adequacy of the model and its coefficients to predict the output response.
By performing analysis of variance (ANOVA), the adequacy of the model and significant factors that affect the response may be evaluated. There are two ways to check the significance of the model: F-ratio calculation and P-value. F-ratio is the ratio of variance due to the effect of a factor (the model) and variance due to the error term. F-ratio is also called the variance ratio. For a particular study, if the calculated F-ratio is greater than the tabulated value, then the selected parameter is significant at that confidence level. For a model, if the calculated F-ratio is greater than the tabulated one, then the model will be considered as an adequate model. P-value defines the probability of significance for each independent variable in the model. For a particular study, if the confidence level is set at 95 %, then the selected \(\alpha\)-level is 0.05 (i.e., 1.0 – 0.95). A parameter is judged significantly if the calculated P-value is less or equal to the selected \(\alpha\)-level. The present study is carried out at 95 % confidence level with the help of the commercial software Minitab (Minitab user manual) [38].
6 Experimental Details
6.1 Machine Used
For experiments, a five axis CNC WEDM (ELEKTRA, MAXICUT 434) of Electronica Machine Tools Ltd is used. Specifications of the WEDM machine are presented in Table 1. The workpiece and zinc coated brass wire electrode (diameter: 0.25 mm) are separated by dielectric medium (deionized water). The traveling of the wire in a closely controlled manner, through the workpiece, generates spark discharges and then erodes the workpiece to produce the desired shape.
6.2 Selection of Process Parameters
Four controllable factors, viz., discharge current (X 1), voltage (X 2), pulse on time (x 3), and pulse off time (X 4) are used as process parameters in this study. Process parameters with their levels are given in Table 2. Few other factors, which can be expected to have an effect on the measures of performance, are also given in Table 3. In order to minimize their effects, these factors are held constant as far as practicable.
6.3 Workpiece Material
EN 31 tool steel is selected as workpiece material in the form of a rectangular block (20 mm × 20 mm × 15 mm). It is a high carbon−steel with high degree of hardness with high compressive strength and abrasion resistance.
6.4 Selection of Design of Experiments
In this study, a rotatable CCD is selected. For four process parameters with three levels, total 31 experiments are conducted based on the matrix shown in Table 4. Out of 31 experiments, there are sixteen (24) factorial or cube points, eight axial points (2 × 4), and seven center points.
6.5 Fractal Dimension Measurement
A stylus-type profilometer, Talysurf (Taylor Hobson, UK) is used for measuring the roughness profile. A cut-off length of 0.8 mm with Gaussian filter and traverse speed 1 mm/s along with 4 mm traverse length is used. Measurements are taken in the transverse direction on the workpieces for four times and average of four measurements is considered. The measured profile is then processed using the software Talyprofile. Finally, fractal dimension is evaluated following the structure function method.
7 Results and Discussion
In this section, the experimental results for fractal dimension (D) are analyzed using RSM. Using rotatable CCD, total 31 numbers of experiments are carried out varying four process parameters and the results are presented in Table 4.
With the help of Minitab statistical software, a second order response surface model for D is developed in terms of four independent process parameters in their coded forms. The developed model is presented in Eq. (6).
To check the adequacy of the developed model, ANOVA is carried out for the model and results for ANOVA test are presented in Table 5. It is seen from the table that the regression model has a P-value of 0.024, which means the model is significant at 95 % confidence level. It is also seen from the table that the calculated value of the F-ratio (F calculated = 2.84) is more than the tabulated value of F-ratio (F 0.05,14,30 = 2.04). That implies that the model is adequate at 95 % confidence level. Normal distribution of residuals is plotted and presented in Fig. 2. It is seen that residuals follow a straight line and it follows a normal distribution. So, it can be said that the regression analysis is valid.

Normal probability plot of the residuals for D
ANOVA results for individual parameters are also presented in Table 5. It is seen that no linear parameter is significant at 95 % confidence level in controlling fractal dimension , but some of the square and interaction terms are significant.
Three dimensional surface and contour plots are generated using the regression equation developed in the study to see the variations of fractal dimension with the process parameters. To generate the plots, two process parameters are varied while other two parameters are held constant at their mid-levels. Figure 3a shows the variation of fractal dimension with voltage and current. In this plot, pulse on time and pulse off time are held constant at 3 µs. It is seen from the graph that surface will be smoother (i.e., higher value of D) with a combination of higher current and higher voltage. Figure 3b depicts the variation of D with pulse on time and current and it is seen that higher current and pulse on time combination will provide smoother surface. Figure 3c plots the variation of D with pulse off time and current. From Fig. 3d it is seen that at higher values of pulse off time and voltage D value decreases that means the surface is getting rough. If the discharging energy is very high then there is a chance of getting violent sparks which may cause a rougher surface. Figure 3e shows that at higher pulse off time the surface is getting smoother.

Surface and contour plots for D a current with voltage, b current with pulse on time, c current with pulse off time, d voltage with pulse on time and e voltage with pulse off time
8 Conclusion
In this chapter, to describe surface roughness , fractal dimension is used. To generate machined surfaces, experiments are conducted in WEDM on EN31 steel workpieces using rotatable CCD. Machined surfaces are measured for fractal dimension. A second order equation is developed for predicting fractal dimension in terms of four process parameters using RSM. It is seen that the developed model is adequate enough to predict fractal dimension with 95 % confidence level. From ANOVA results, it is seen that no individual parameter is significant in predicting fractal dimension but some of their interaction terms are significant at 95 % confidence level. Finally, the variations of fractal dimension with process parameters are demonstrated.
References
Alias A, Abdullah B, Abbas NM (2012) Influence of machined feed rate in WEDM of titanium Ti-6Al-4V with constant current (6A) using brass wire. Procedia Eng 41:1806–1811
Barman TK, Sahoo P (2009) Artificial neural network modelling of fractal dimension in CNC turning and comparison with response surface model. Int J Mach Form Technol 1(3–4):197–220
Barman TK, Sahoo P (2010) Modeling fractal dimension in CNC milling of brass using artificial neural network. J Mach Form Technol 2(3–4):255–274
Berry MV, Lewis ZV (1980) On the Weierstrass-Mandelbrot fractal function. Proc R Soc Lond A 370:459–484
Bigerelle M, Najjar D, Iost A (2005) Multiscale functional analysis of wear: a fractal model of the grinding process. Wear 258:232–239
Brown CA, Savary G (1991) Describing ground surface texture using contact profilometry and fractal analysis. Wear 141:211–226
Chiang KT, Chang FP (2006) Optimization of the WEDM process of particle-reinforced material with multiple performance characteristics using grey relational analysis. J Mater Process Technol 180:96–101
Das MK, Kumar K, Barman TK, Sahoo P (2014) Optimization of surface roughness in WEDM process using artificial bee colony algorithm. Int J Appl Eng Res 9(26):8748–8751
Das MK, Kumar K, Barman TK, Sahoo P (2015) Optimization of WEDM process parameters for MRR and surface roughness using Taguchi-based grey relational analysis. Int J Mater Form Mach Process 2(1):1–25
Ding H, Guo L, Zhang Z, Cui H (2009) Study on fractal characteristic of surface micro-topography of micro-WEDM. Appl Mech Mater 16–19:1273–1277
El-Sonbaty IA, Khashaba UA, Selmy AI, Ali AI (2008) Prediction of surface roughness profiles for milled surfaces using an artificial neural network and fractal geometry approach. J Mater Process Technol 200:271–278
Esme U, Sagbas A, Kahraman F (2009) Prediction of surface roughness in wire electrical discharge machining using design of experiments and neural networks. Iranian J Sci Technol Trans B Eng 33:231–240
Gauri SK, Chakraborty S (2009) Multi-response optimisation of WEDM process using principal component analysis. Int J Adv Manufact Technol 41:741–748
Ge S, Chen G (1999) Fractal prediction models of sliding wear during the running-in process. Wear 231:249–255
Geng L, Zhong H (2010) Evaluation of WEDM surface quality. Adv Mater Res 97–101:4080–4083
Ghodsiyeh D, Lahiji MA, Ghanbari M, Golshan A, Shirdar MR (2012) Optimizing rough cut in WEDMing titanium alloy (Ti6Al4 V) by brass wire using the Taguchi method. J Basic Appl Sci Res 2:7488–7496
Han F, Jiang J, Yu D (2007) Influence of machining parameters on surface roughness in finish cut of WEDM. Int J Adv Manuf Technol 34:538–546
Han JH, Ping S, Shengsun H (2005) Fractal characterization and simulation of surface profiles of copper electrodes and aluminum sheets. Mater Sci Eng A 403:174–181
Hasegawa M, Liu J, Okuda K, Nunobiki M (1996) Calculation of fractal dimensions of machined surface profiles. Wear 192:40–45
He L, Zhu J (1997) The fractal character of processed metal surfaces. Wear 208:17–24
Hewidy MS, El-Taweel TA, El-Safty MF (2005) Modelling the machining parameters of wire electrical discharge machining of Inconel 601 using RSM. J Mater Process Technol 169:328–336
Huang JT, Liao YS (2003) Application of grey relational analysis to machining parameter determination of wire electrical discharge machining. Int J Prod Res 41:1244–1256
Huang JT, Liao YS, Hsue WJ (1999) Determination of finish-cutting operation number and machining-parameters setting in wire electrical discharge machining. J Mater Process Technol 87:69–81
Jahn R, Truckenbrodt H (2004) A simple fractal analysis method of the surface roughness. J Mater Process Technol 145:40–45
Jangra K, Grover S, Aggarwal A (2011) Simultaneous optimization of material removal rate and surface roughness for WEDM of WCCo composite using grey relational analysis along with Taguchi method. Int J Ind Eng Comput 2:479–490
Jiang Z, Wang H, Fei B (2001) Research into the application of fractal geometry in characterizing machined surfaces. Int J Mach Tools Manuf 41:2179–2185
Kang MC, Kim JS, Kim KH (2005) Fractal dimension analysis of machined surface depending on coated tool wear. Surf Coat Technol 193(1–3):259–265
Kanlayasiri K, Boonmung S (2007) Effects of wire-EDM machining variables on surface roughness of newly developed DC 53 die steel: design of experiments and regression model. J Mater Process Technol 192–193:59–464
Kuriakose S, Shunmugam MS (2004) Characteristics of wire-electro discharge machined Ti6Al4 V surface. Mater Lett 58:2231–2237
Kuriakose S, Shunmugam MS (2005) Multi-objective optimization of wire-electro discharge machining process by non-dominated sorting genetic algorithm. J Mater Process Technol 170:133–141
Lin KW, Wang CC (2010) Optimizing multiple quality characteristics of wire electrical discharge machining via Taguchi method-based gray analysis for magnesium alloy. J CCIT 39:23–34
Lok YK, Lee TC (1997) Processing of advanced ceramics using the wire-cut EDM process. J Mater Process Technol 63:839–843
Luo G, Ming W, Zhnag Z, Liu M, Li H, Li Y, Yin L (2014) Investigating the effect of WEDM process parameters on 3D micron-scale surface topography related to fractal dimension. Int J Adv Manuf Technol 75(9–12):1773–1786
Mahapatra SS, Patnaik A (2006) Optimization of wire electrical discharge machining (WEDM) process parameters using genetic algorithm. Indian J Eng Mater Sci 13:494–502
Mahapatra SS, Patnaik A (2007) Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. Int J Adv Manuf Technol 34:911–925
Mandelbrot BB (1967) How long is the coast of Britain? Statistical self-similarity and fractional dimension. Science 156:636–638
Manna A, Bhattacharyya B (2006) Taguchi and Gauss elimination method: a dual response approach for parametric optimization of CNC wire cut EDM of PRAlSiCMMC. Int J Adv Manuf Technol 28:67–75
Minitab User Manual Release 13.2 (2001) Making data analysis easier. MINITAB Inc, State College, PA, USA
Montgomery DC (2001) Design and analysis of experiments. Wiley, New York
Mukherjee R, Chakraborty S, Samanta S (2012) Selection of wire electrical discharge machining process parameters using non-traditional optimization algorithms. Appl Soft Comput 12:2506–2516
Ramakrishnan R, Karunamoorthy L (2008) Modeling and multi-response optimization of Inconel 718 on machining of CNC WEDM process. J Mater Process Technol 207:343–349
Saha P, Singha A, Pal SK, Saha P (2008) Soft computing models based prediction of cutting speed and surface roughness in wire electro-discharge machining of tungsten carbide cobalt composite. Int J Adv Manuf Technol 39:74–78
Sahoo P, Barman T, Davim JP (2011) Fractal analysis in machining. Springer, Heidelberg
Sahoo P, Barman TK, Routara BC (2009) Taguchi based fractal dimension modeling of surface profile and optimization in cylindrical grinding. J Manuf Technol Res 1(3–4):207–230
Sahoo P, Barman TK, Routara BC (2008) Fractal dimension modeling of surface profile and optimization in CNC end milling using response surface method. Int J Manuf Res 3(3):360–377
Sahoo P, Barman TK, Routara BC (2008) Fractal dimension modeling of surface profile and optimization in EDM using response surface method. Int J Manuf Sci Prod 9:19–32
Sahoo P, Ghosh N (2007) Finite element contact analysis of fractal surfaces. J Phys D Appl Phys 40:4245–4252
Sarkar S, Mitra S, Bhattacharyya B (2005) Parametric analysis and optimization of wire electrical discharge machining of γ-titanium aluminide alloy. J Mater Process Technol 159:286–294
Shah A, Mufti NA, Rakwal D, Bamberg E (2011) Material removal rate, kerf, and surface roughness of tungsten carbide machined with wire electrical discharge machining. J Mater Eng Perform 20:71–76
Singh H, Garg R (2009) Effects of process parameters on material removal rate in WEDM. J Achievements Mat Manuf Eng 32:70–74
Spedding TA, Wang ZQ (1997) Study on modeling of wire EDM process. J Mater Process Technol 69:18–28
Tarng YS, Ma SC, Chung LK (1995) Determination of optimal cutting parameters in wire electrical discharge machining. Int J Mach Tools Manuf 35:1693–1701
Yan W, Komvopoulos K (1998) Contact analysis of elastic-plastic fractal surfaces. J Appl Phys 84(7):3617–3624
Zhang G, Gopalakrishnan S (1996) Fractal geometry applied to on-line monitoring of surface finish. Int J Mach Tools Manuf 36(10):1137–1150
Zhang Y, Luo Y, Wang JF, Li Z (2001) Research on the fractal of surface topography of grinding. Int J Mach Tools Manuf 41:2045–2049
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Sahoo, P., Barman, T.K. (2016). Response Surface Modeling of Fractal Dimension in WEDM. In: Davim, J. (eds) Design of Experiments in Production Engineering. Management and Industrial Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-23838-8_5
Download citation
DOI: https://doi.org/10.1007/978-3-319-23838-8_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-23837-1
Online ISBN: 978-3-319-23838-8
eBook Packages: EngineeringEngineering (R0)